

Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
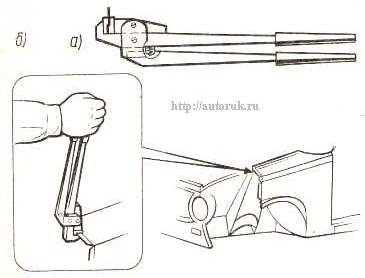
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
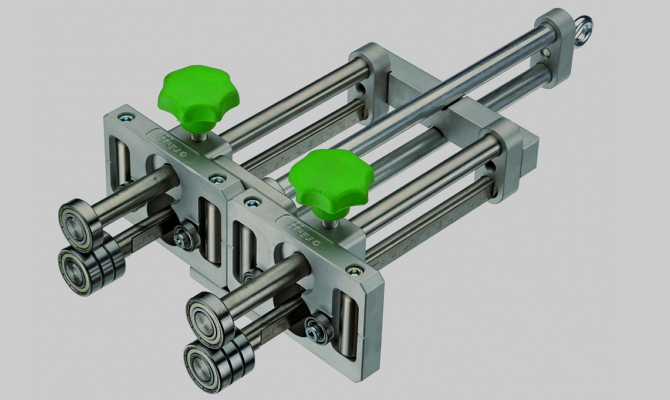
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.





При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.

Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!
3 Можно ли сделать его самостоятельно?
Конструкция ручных кромкогибов настолько проста, что многие задумываются, как их сделать своими руками, и мы постараемся ответить на этот вопрос. Вам понадобится пара отрезков швеллеров и уголки с прямолинейными кромками. Еще подготовьте сварочный аппарат. Если не справитесь с ним своими руками, договоритесь со сварщиком. Станок состоит из основания, прижима, пуансона и ручки. Основание и прижимы делаются из швеллеров №6,5 и №5 соответственно, а обжимной пуансон из толстостенного уголка №5. Еще понадобится лист пятимиллиметровой стали для щеток. В качестве ручки подойдет металлическая скоба диаметром от 1,5 см.
Подготовив все комплектующие, необходимо снять фаски 7х45° и длиной 30 см по ребру заготовок пунсона и основания. Далее привариваем к пуансону оси (стальные прутки сечением 10 мм). Проследите, чтобы ось самого прутка совпала с ребром уголка. Теперь делаем выборки и на концах рабочей части прижима. После подготовительных работ нужно предварительно собрать самодельный кромкогиб. Для этого понадобятся тиски. Устанавливаем в зажимном инструменте основание с пуансоном.
Проверяем чтобы стенка первого и рабочая полка второго находились в одной плоскости. Также нам понадобится картонная прокладка, поместив ее между деталями, мы обеспечим небольшой зазор (1 мм). Крепко фиксируем элементы в тисках. На ось пуансона необходимо надеть стальные щетки, а к основанию эти составляющие крепятся струбцинами. Затем проверяем положение щеток и только после этого можно зафиксировать их сваркой к швеллеру. Осталось просверлить в основании отверстия и вкрутить в них зажимные болты, а на шпильки метизов накручиваются гайки, которые сразу же привариваются к швеллеру.
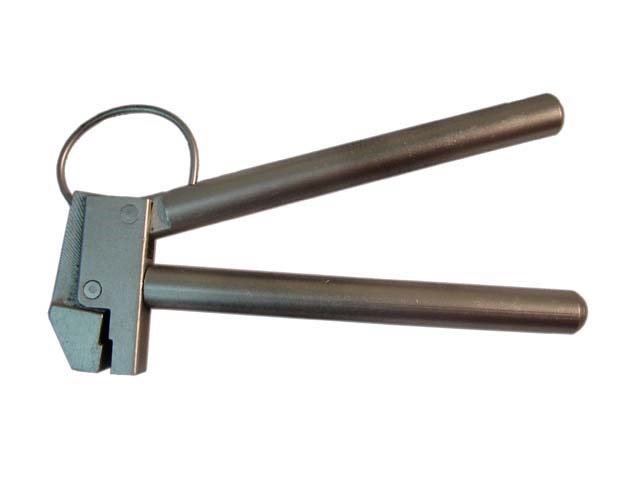
Выкрутив болты, необходимо вставить их в рассверленные отверстия прижима. В этом случае на них опять накручиваются гайки-ограничители. Ручка приваривается к уголку. Станок готов к использованию, осталось только установить его в слесарных тисках. Кромкогибы для кузовного ремонта имеют менее сложную конструкцию и небольшие размеры, да и их стоимость невелика, поэтому экономнее их купить в готовом виде, чем делать своими руками.
Ручной кромкогиб своими руками
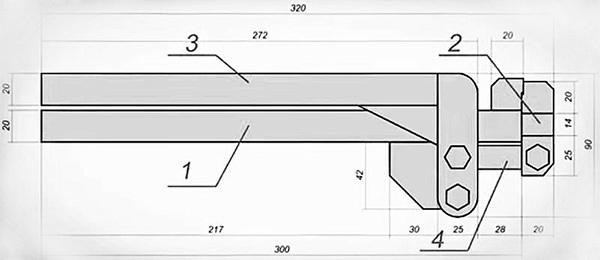
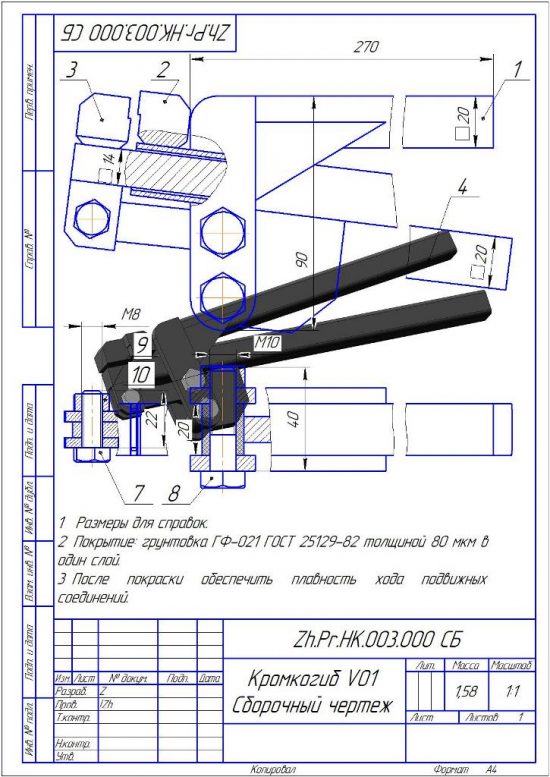
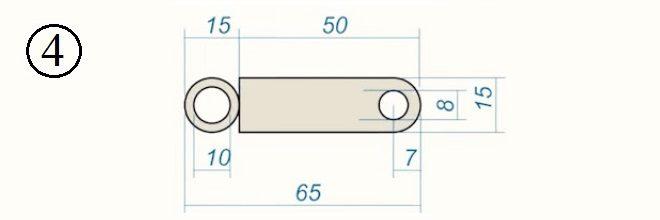
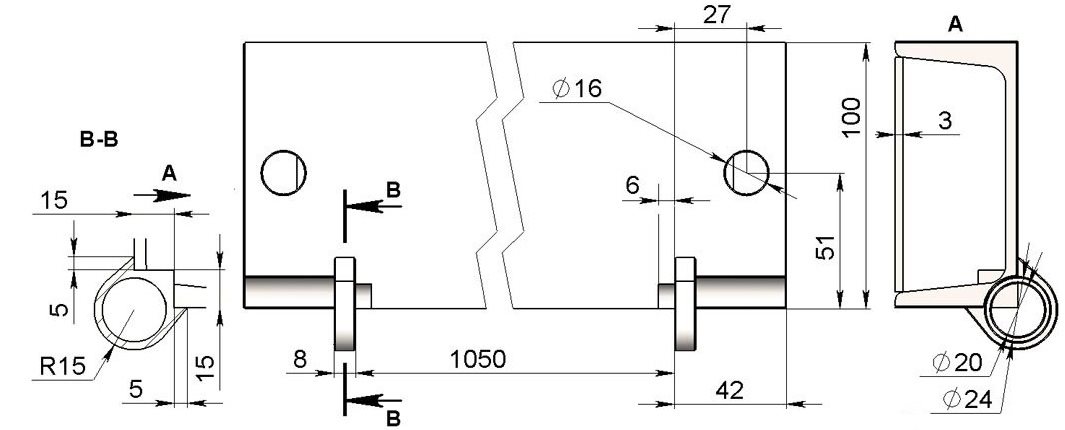
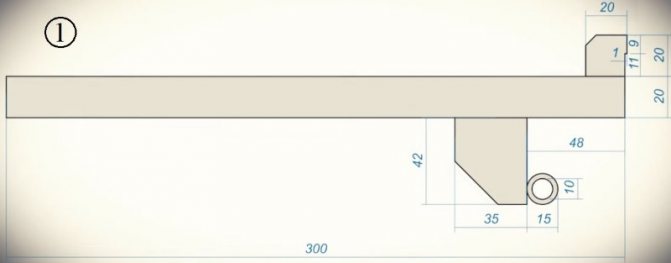
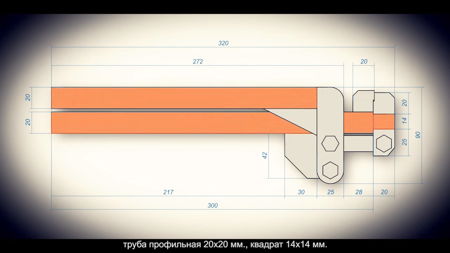
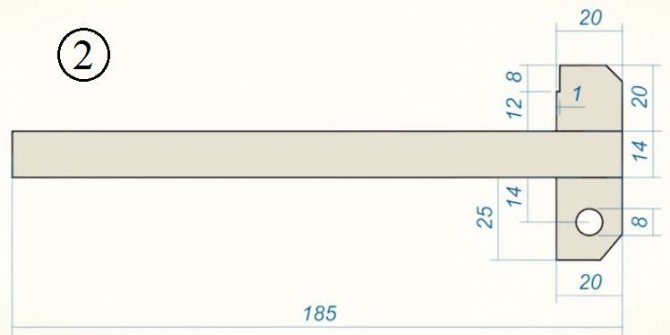
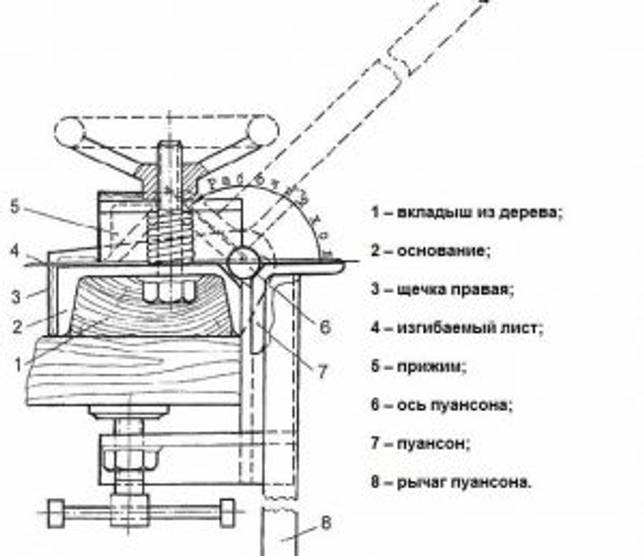
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
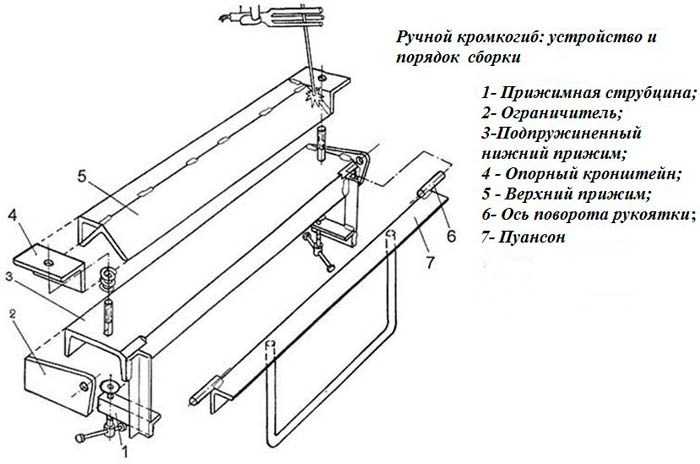
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
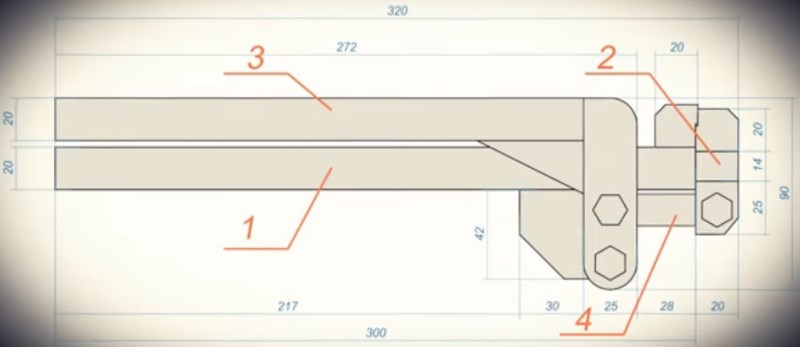
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Нож-мультитул. Обзор самого универсального инструмента
Газовый генератор для дома с автозапуском. Цена и устройство
Устройство оборудования и изготовление
Чтобы изготовить кромкогибочный станок самостоятельно, и тем самым облегчить труд жестянщика не нужно обладать опытом практической деятельности. Основными элементами, обеспечивающими гибку металла, считаются:
- опорная поверхность;
- рабочее основание;
- прижимное усилие;
- обжатие пуансоном;
- рычаги, в форме ручек.
При разработке чертежей, если имеется необходимость, может быть дополнительно выполнен дырокол в этом же устройстве. В современных моделях станочного оборудования используется нож для подрезания кромок. Его тоже несложно смастерить.
Опорная поверхность или основание устройства – таковым могут являться стол, выполненный из профиля трубы или металла, стол из дерева на мощных опорах, если есть необходимость загибания кровельного железа 0,8 мм толщиной. На эту величину и рассчитан ручной кромкогиб. Не надо прикладывать особые усилия, потому что на основание воздействуют незначительные показатели силы. Но основание должно быть достаточно прочным, это нужно для точности загибания металлического листа.
Рабочее основание или стол – средние размеры рабочей поверхности 1м х 1,5м, можно больше. При осуществлении работ с листами габаритных размеров такие характеристики не будут излишними, так как встречаются непредвиденные ситуации. Для закрепления на основании предпочитается использовать №№ 8 или 6,5 швеллер. Крепеж производить четко по горизонтали. Возможно применение сварки металлических конструкций. При использовании дерева для основания, крепеж на болтовое соединение будет наиболее надежным.
Прижим – для обеспечения зажима металла при загибании кромок используется прижимная штанга. Изготовить ее можно, использовав один из вариантов. Например, уголок с полочкой 0,05 м, или внизу на ребро большего размера установлен этот же прокат. При этом обеспечивается прижим к пунсону под заданным углом 1350. Такие листогибы без труда перегнут металл под прямым углом. С двух сторон прижимного механизма высверливаются под болты отверстия. Прижим также можно осуществлять за счет барашков с приваренными шпильками к основанию конструкции. Для установки более сложных зажимов можно использовать пружины. Чтобы представить каким образом производится работа пружины, достаточно посмотреть видео-ролик в интернете.
Изготовление пуансона – чертежи этого элемента предусматривают использование трубы квадратного профиля или уголка с толстостенными полочками одинакового размера с прижимным устройством. Проектирование предусматривает поворот вокруг оси по горизонтали, при этом верхняя передняя грань должна обязательно совпасть с пуансоном. На торцах для этих целей привариваются петли
При этом важно прижим расположить точно по вертикали. Только так не будет возникать перекосов при осуществлении гибки металла
К кромке рабочего основания необходимо обеспечить примыкание без зазоров пуансона, так более точной будет линия сгиба. Если состояние не рабочее, то грань пуансона, расположенная сверху, находится в одной плоскости с поверхностью стола. Не должно быть даже отступления на 1 мм. Если все-таки отклонения получились, то работа станочного приспособления все равно будет производиться, но при этом радиус изгиба будет больше, и получится закругление на месте прямой линии. Дырокол можно изготовить в качестве дополнительной опции к приспособлению.
Привод – полуметровый рычаг приваривается к передней части пуансона либо сбоку. Для удобства производства работ, он может быть изготовлен в форме скобы. Но при практических работах лучше всего использовать рычаг телескопического типа. Его длину несложно будет регулировать, при необходимости. Несложно изготовить такое приспособление из двух отрезков из труб. Длина самого рычага должна быть прочно зафиксирована для заданных положений. Для этого используются штифты, соединяющие отверстия насквозь с шагом в 0,1м. Этот шаг будет наиболее оптимальным, так как прикладываемое усилие ощущается при его регулировании на 10 см. Схема такой рукоятки регулирует воздействие усилий на металлы разной толщины. Для сгибания кромок до 0,8 мм применяется материал из оцинковки или черных металлов толщиной 3 мм и более, например, для кузовных работ телескопическая конструкция даст возможность в 2 раза и больше увеличить усилие. Повреждение ребер исключено, так как при работе обеспечивается равномерно распределенная нагрузка. От механического усилия на привод зависит вид и толщина обрабатываемого металла. При использовании прижимных планок с разнопрофильными гранями можно обеспечить загиб сложных кромок. Также можно обеспечить дожимное усилие и выполнить ребро жесткости одного из срезов либо по периметру листа.
Qui prodest?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.





Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.
Линия для производства профнастила
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис
Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы
Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Сборка инструмента
За подготовительным этапом следует работа по сборке самодельного инструмента. На первом этапе проводится снятие фасок формата 7х45° и длиной 300 мм. Далее нужно приварить к обжимному пуансону стальные оси, диаметр которых составляет 10 мм
Важно проследить за тем, чтобы ось была точно совмещена с ребром толстостенного уголка. После этого на рабочей части прижима делаются выборки
Сборка кромкогиба
На следующем этапе производится предварительная сборка кромкогиба. Для этого в тисках устанавливается основание с деталью для прессования. При выполнении этих операций нужно проверить, чтобы отдельные части в тисках находились в пределах одной плоскости и плотно прилегали друг к другу. После установки стальных щёток на главную ось их приваривают к основанию изделия.
В просверлённые отверстия основания вставляются зажимные болты. К металлическому швеллеру прикручивают шпильки, к которым позже крепят ограничительные гайки. На финальном этапе к конструкции толстостенного уголка приваривается ручка. После окончательной сборки ручного инструмента нужно зафиксировать его в тисках.







Сборка ручного инструмента требует использования сварочного оборудования и закупки металлических деталей. Поэтому при возможности легче приобрести заводской вариант ручного кромкогиба, чем изобрести свой в домашних условиях.
Видео по теме: Кромкогиб своими руками
Это интересно: Учебный токарно-винторезный станок ТВ-6: технические характеристики и устройство
Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.





