

Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
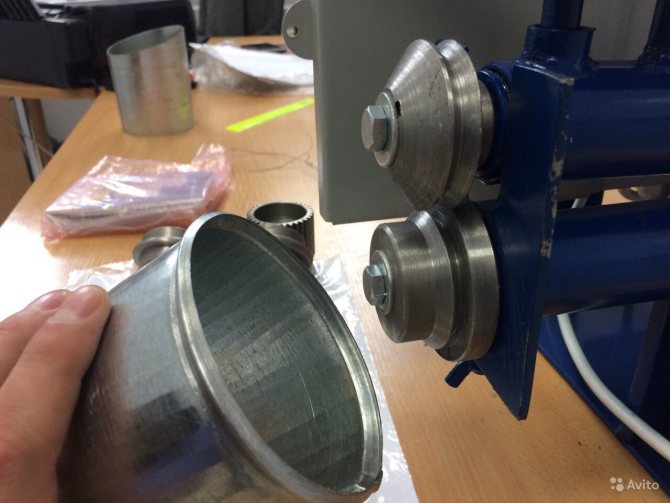
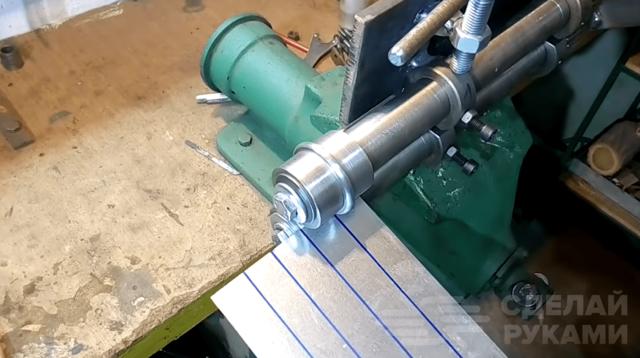
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Как склеить ленту для шлифовального гриндера самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок.На заметку! Для склеивания ленты ни в коем случае нельзя использовать клей «Момент».
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Вальцы домашней сборки
В том случае, если вы решили заняться самостоятельными ремонтными работами – без так называемого «трубогиба» вам вряд ли удастся обойтись. Это утверждение относится в основном к тем бытовым операциям, которые напрямую связаны с использованием гнутых трубных профилей.
Самостоятельная сборка вальцов в принципе возможна; причём главное здесь – это придерживаться определенных инструкций. Кроме того, сама процедура монтажа механизмов потребует от исполнителя определённых навыков в проведении механических работ и не всем новичкам будет под силу.
Перед началом сборочных процедур вам следует подготовить все комплектующие изделия, в качестве которых допускается использовать различные запчасти, всегда имеющиеся в наличии почти у каждого заботливого хозяина.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Машинки из дерева своими руками
17 878
06.11.2014
Машинки из дерева своими руками.
Игрушечные машинки, вещь, несомненно, интересная. И поверьте сделать машинку из дерева своими руками самостоятельно дело, тоже интересное и очень увлекательное.
Кроме дизайнерских решений и чуточку настойчивости и терпения, нам потребуются.
- Деревянные бруски ( желательно сразу подобрать, по ширине будущей машинки , это ускорит дело ).
- Колесная база от игрушечного автомобиля (колеса должны быть на металлической оси.)
- Ножовка по дереву или металлу.
- Напильник, наждачная бумага, дрель, сверло.
- Клей ПВА, или другой клей для дерева
- Масляные краски (цвета на ваш выбор), кисточка.
- Скотч малярный.
 Видео процесса разработки дизайна.
Видео процесса разработки дизайна.

Сама машинка из дерева будет состоять из трех основных частей, которые нужно соединить воедино, а точнее из двух кусочков бруска ( кабина верхняя часть и деревяшка имитирующая все остальное) и колесной базы.
Верхняя часть машины, это отпиленный под разными углами от бруска кусок деревяшки, уклоны имитируют переднее и заднее стекло. Наносим разметку на самую узкую сторону бруска и отпиливаем, обработали напильником, наждачной бумагой – деталь готова к покраске. 
Нижнюю часть машины изготавливаем по такому же принципу, только скосы делаем не такие острые, не под таким крутым углом, желательно в нескольких плоскостях, иначе бамперы будут выглядеть уж очень просто. Выпилили основные уклоны, доработали мелкие детали бампера при помощи напильника , рубанка, ножа. Отшлифовали, просверлили сквозные отверстия под колесную базу – все готовимся к покраске.
Покраска очень важна — форма у машинки простая, но если покрасить её правильно , то выглядеть, она будет как хорошая,стильная, «винтажная» игрушка. В начале красим детали, в фоновый цвет даем краске высохнуть. Затем наносим следующий цвет, форму и зоны покраски создаем при помощи малярного скотча . В таким же способом наносим надписи и цифры. Устанавливаем колесную базу – машинка из дерева готова.
Можно сделать несколько таких машинок из дерева своими руками, скажем целую серию. И создать для себя и своих детей целую игру-историю.

Машинки из дерева своими руками
 Модель The GT-10.
Модель The GT-10.  Модель Carbon 77.
Модель Carbon 77.  Модель Doc Ryder.
Модель Doc Ryder.  Модель The Plum 50 — New addition!
Модель The Plum 50 — New addition!  И Полиция.
И Полиция. 
Посмотреть подробнее и может даже купить тут. Вся история на kickstarter. Мне кажется такие деревянные винтажные машинки можно сделать своими руками. От этого они станут гораздо теплее.
Ваша оценка:
Обзор самодельной ЗИГ машины
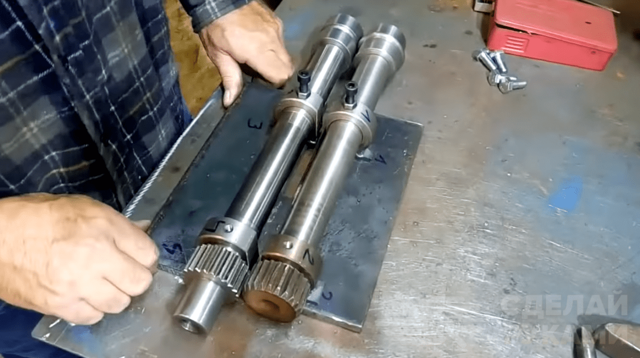
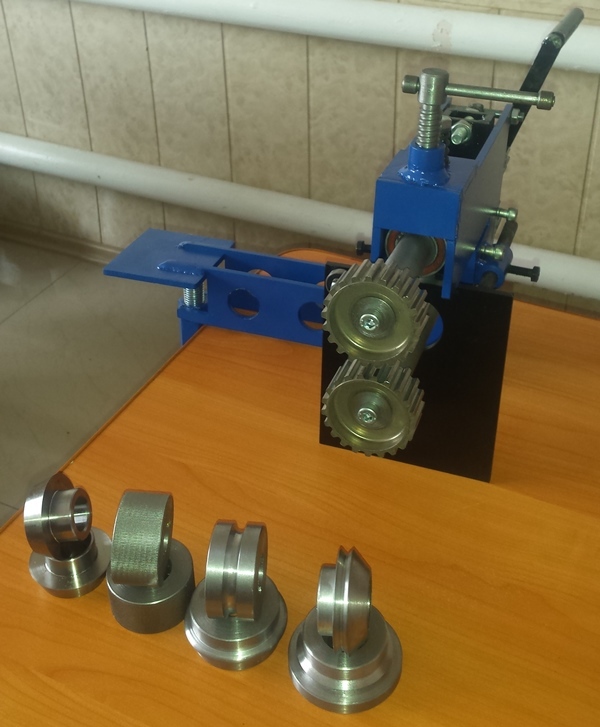
Эту ЗИГ машину автор разработки сделал автор ютюб канала “Николай Чернак”. В ее основу заложены 2 вала диаметром 35 мм. Установлены в корпусах подшипников. Нижний вал неподвижный, корпуса наглухо приварены к стойкам, а верхний вал подвижный – поднимается вверх достаточно высоко. Но так поднимать не надо – удобно до той поры, пока не выйдут зубья зацепления.










Посмотрите товары для изобретателей. Ссылка на магазин.
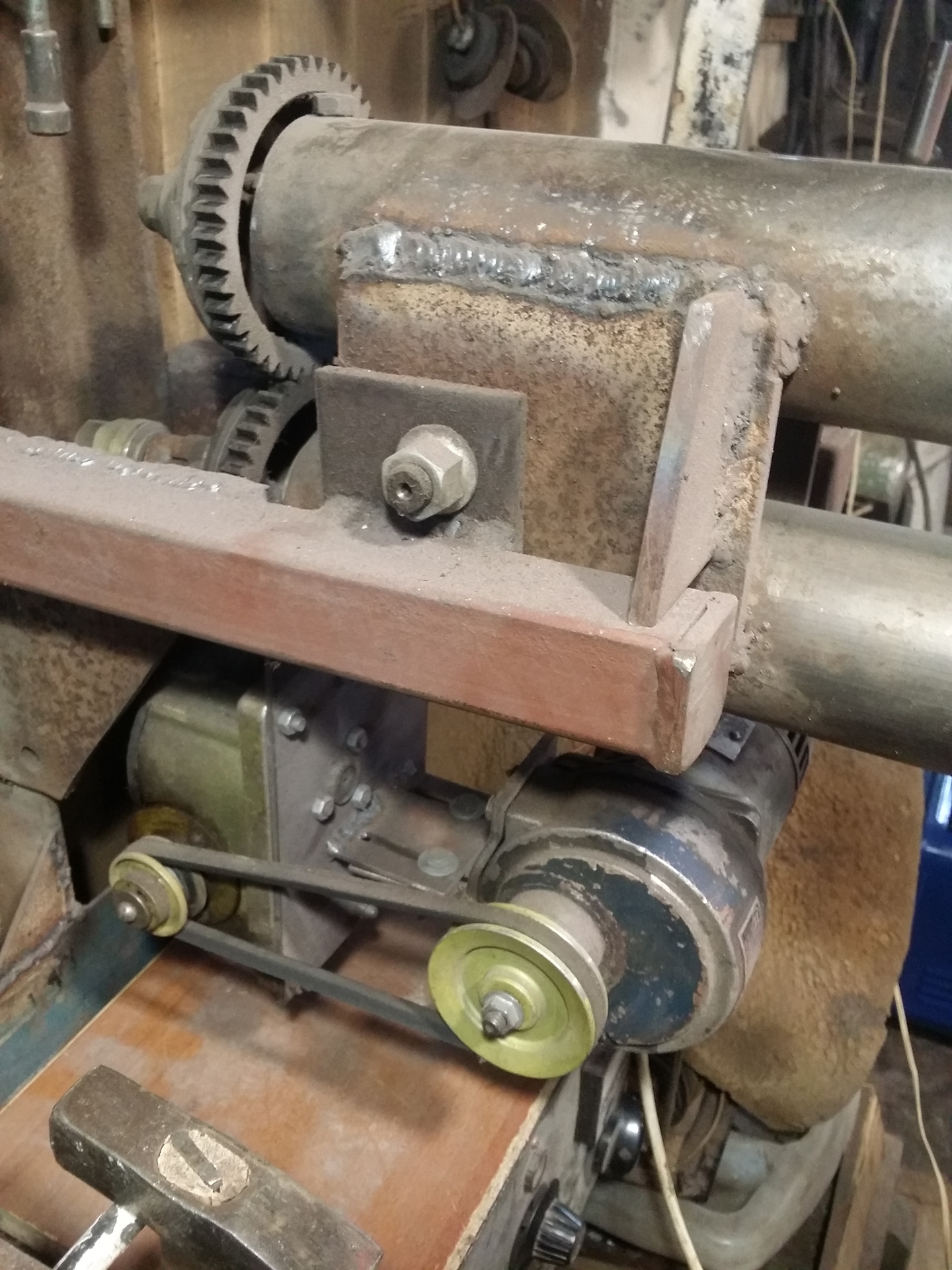
При планировке учитывалось: ось вращения находится ближе к зубьям – но не слишком. Потому что если расположить ближе – цепляется корпус. Поэтому рассчитано так: поближе к зубьям, одновременно на краю корпуса, поэтому при раскрытии ничего никому не мешает.
Сзади применено зубчатое колесо – зубчатая пара – она взята готовая из механизма бортировки колес. Раньше, при Советском Союзе продавались наборы для легковых машин – бортировка, разбортировка колес. Взял из него зубчатое зацепление. Хорошее получилось передаточное отношение – легко вращать.
В механизме раскрытия рабочих колес применена рулевая тяга автомобиля. Удобно – готовый шарнир, только приварил, все. Приварим винт на шарнире, чтобы избежать излома здесь. Ручка тоже выполнена своими руками из старых деталей машины, на конце взяты шарики от рулевых наконечников. Имеется ограничитель подачи детали, т.е. пуская барашки, можно его использовать. Применены детали из амортизаторов. Ступица минского мотоцикла. Чтобы не точить, часто используются детали мотоциклов.

Электроника для самоделок вкитайском магазине.

Рабочие ролики сделаны, чтобы они снимались отдельно от ступиц. Если открутить три винта, то снимается верхняя часть рабочего колеса. А ступица остается всегда прикрученной. Но имеет движение по шпонке. Имеется штопор. В результате в процессе изготовления новых роликов нет необходимости в очень толстых заготовках. Имея неширокие заготовки на этой ЗИГ машине можно вытачивать ролики разной конфигурации.
Продолжение о ЗИГ машине с 6 минуты.
Конструктивные особенности и назначение
Основную функцию станка – зиговку, которая являет собой процесс нанесения на металлическую заготовку специальных углублений, устройство может качественно выполнять благодаря особенной конструкции. Наличие зиговки на поверхности даже очень тонкого листового металла способно сделать его гораздо прочнее. Главное в этом случае правильно подобрать параметры углубления создаваемого устройством.

Принцип работы зиговочного станка состоит из следующих ключевых моментов:
- Оператор размещает заготовку между двумя роликами станка.
- Валы машины фиксируют деталь.
- Затем валы приводятся в движение.
- В ходе вращения этих механизмов, закрепленная заготовка тоже начинает свое движение. Рабочие ролики обладают необходимыми выступами, которые углубляются металлическую заготовку на заданную глубину.
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
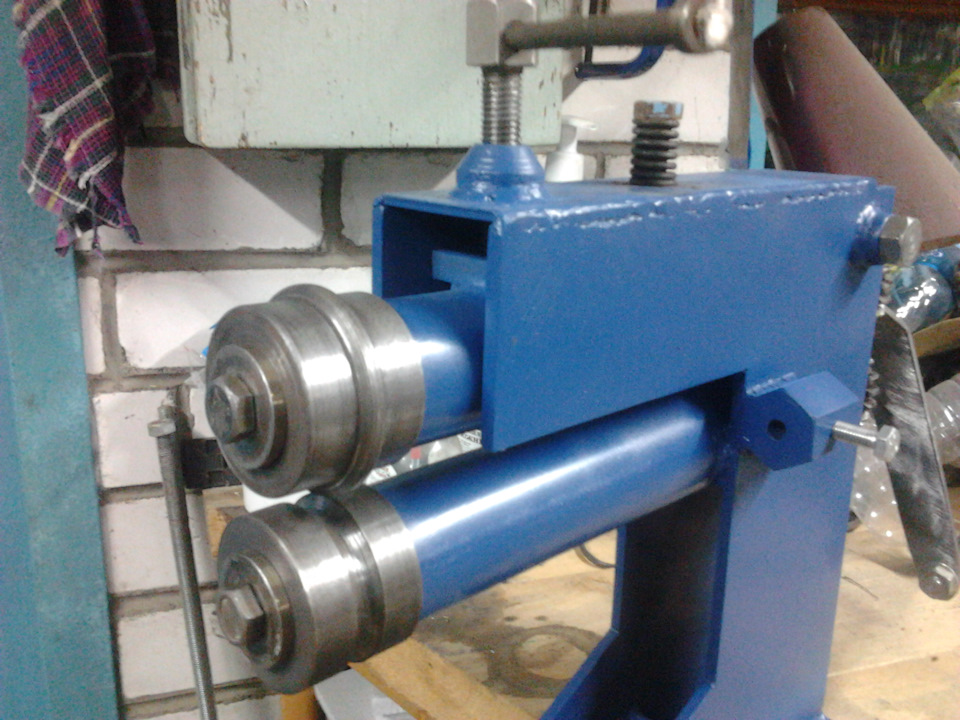
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.







Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Виды зиг машин
электромеханический зиговочный станок
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
ЗИГ машина своими руками
Обзор самодельной ЗИГ машины
Эту ЗИГ машину автор разработки сделал автор ютюб канала “Николай Чернак”. В ее основу заложены 2 вала диаметром 35 мм. Установлены в корпусах подшипников. Нижний вал неподвижный, корпуса наглухо приварены к стойкам, а верхний вал подвижный – поднимается вверх достаточно высоко. Но так поднимать не надо – удобно до той поры, пока не выйдут зубья зацепления.

При планировке учитывалось: ось вращения находится ближе к зубьям – но не слишком. Потому что если расположить ближе – цепляется корпус. Поэтому рассчитано так: поближе к зубьям, одновременно на краю корпуса, поэтому при раскрытии ничего никому не мешает.
Сзади применено зубчатое колесо – зубчатая пара – она взята готовая из механизма бортировки колес. Раньше, при Советском Союзе продавались наборы для легковых машин – бортировка, разбортировка колес. Взял из него зубчатое зацепление. Хорошее получилось передаточное отношение – легко вращать.
В механизме раскрытия рабочих колес применена рулевая тяга автомобиля. Удобно – готовый шарнир, только приварил, все. Приварим винт на шарнире, чтобы избежать излома здесь.
Ручка тоже выполнена своими руками из старых деталей машины, на конце взяты шарики от рулевых наконечников. Имеется ограничитель подачи детали, т.е. пуская барашки, можно его использовать. Применены детали из амортизаторов. Ступица минского мотоцикла. Чтобы не точить, часто используются детали мотоциклов.

Рабочие ролики сделаны, чтобы они снимались отдельно от ступиц. Если открутить три винта, то снимается верхняя часть рабочего колеса. А ступица остается всегда прикрученной. Но имеет движение по шпонке. Имеется штопор. В результате в процессе изготовления новых роликов нет необходимости в очень толстых заготовках. Имея неширокие заготовки на этой ЗИГ машине можно вытачивать ролики разной конфигурации.
Продолжение о ЗИГ машине с 6 минуты.
Зиг машина с электро приводом
Профиль глубиной 7мм., сталь 0.7 – 1,2мм. Зиговальный станок заказан, проверяется в работе. Показано, какие детали способен обработать и какие доработки требуются для улучшения функций.
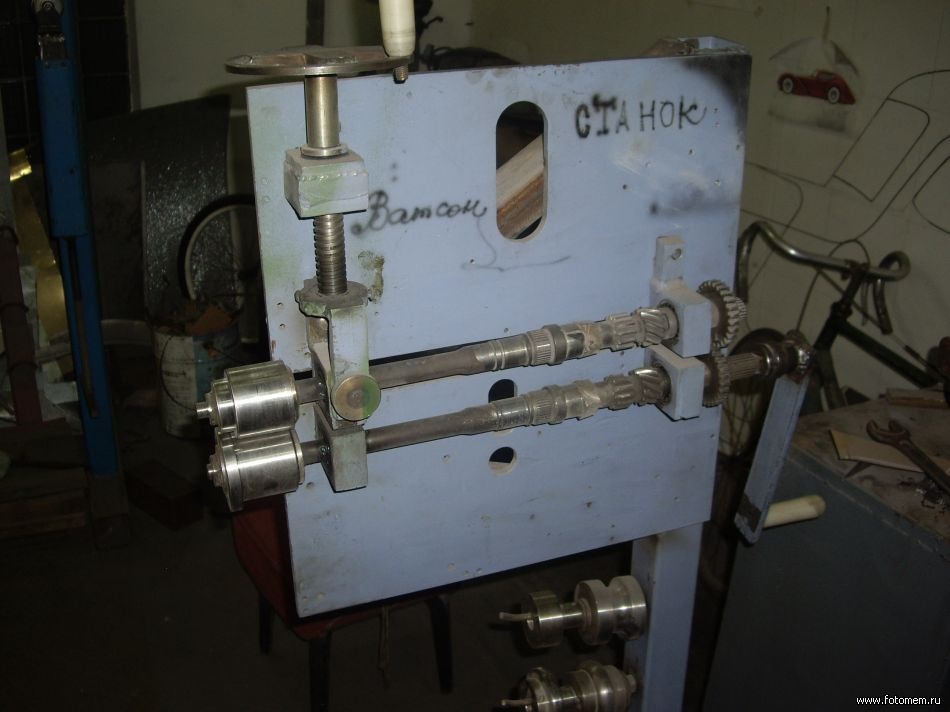
Зиговальный станок из шестерен и штоков
Основа, то есть рама должна быть максимально жёсткой. Здесь представлен первоначальный вариант без усиления (ребра жесткости).Обсуждение
- Здравствуйте. Ваши опасения подтвердились или нет? Про усиление увидел в вашем следующем ролике, а вот как обстоят дела с креплением роликов? Не подвергаются ли они изгибу?
- Paul Sazhin Привет. С креплением роликов отлично. А вот раму, буду еще усиливать так как надо прокатывать лист 1,2мм, слегка гуляет).
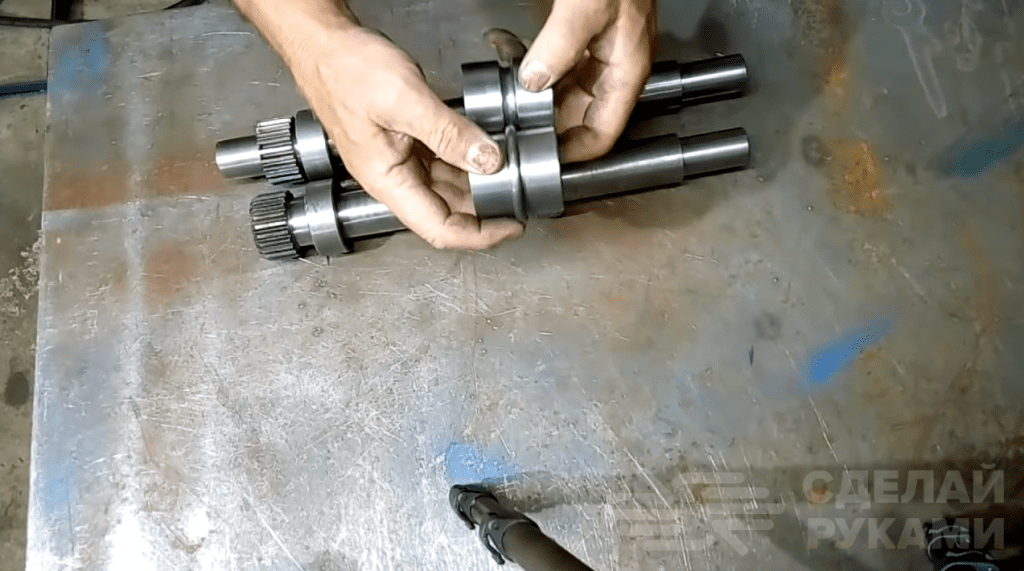
- Хорошо получилось, а амортизаторы от какой машины? Ну или какая длина и диаметр штоков? Раму конечно же усилить, а ролики лучше на шпонки сажать (ну или хотя бы на штифты), иначе есть вероятность прокручивания.
- Спасибо! От БМВ тройки. Да раму усилил, диаметр штока 22 мм. Зев получился 280 мм. Мне маловато и узковато. Возможно достаточно делать привод на один верхний вал.
izobreteniya.net
Назначение и конструкция зиговочного оборудования
Прежде чем начать разбираться в том, что собой представляет зиговочный станок, необходимо понять, для чего выполняется зиговка. В процессе осуществления этой технологической операции на поверхность заготовки из листового металла наносятся углубления полукруглого профиля. Такие углубления, которые и называются зигами, выступают в роли ребер жесткости, их наличие на поверхности изделия из тонкостенного металла делает его значительно прочнее. Размер углублений, для формирования которых и применяется зигмашина, полностью зависит от толщины металла, используемого для заготовки. Для выбора данного параметра, являющегося очень важным для такой технологической операции, используются специальные справочные таблицы.
Многие современные производители выпускают зиговочные станки, технические возможности которых позволяют выполнять целый перечень технологических операций. К таким операциям, которым заготовки из листового металла подвергаются в процессе их круговой обработки, относятся рифление их поверхности, резка и отбортовка. Более мощными и производительными, если проводить сравнение с ручным оборудованием, являются зиговочные электрические машины. За счет наличия в своей конструкции мощного электрического привода такие станки позволяют успешно выполнять обработку заготовок, изготовленных из более толстого листового металла.
Основные части зиговочной машины
Вне зависимости от того, оснащен зиговочный станок ручным или электрическим приводом, конструкция и принципиальная схема работы такой машины остаются практически неизменными. Основными элементами конструкции подобных станков являются два вала, оси которых могут располагаться горизонтально или под некоторым наклоном. Именно эти валы, вращаясь относительно друг друга в противоположном направлении, придают вращение рабочим роликам, зафиксированным на их концевой части. Работает зиг машинка, как ручная, так и электрическая, по следующей схеме:
- заготовку из листового металла помещают между двумя формирующими роликами оборудования;
- валы машины сводят друг с другом, тем самым обеспечивая зажим заготовки между рабочими роликами;
- при помощи ручного или электрического привода валы приводят во вращение;
- при вращении валов и рабочих роликов зажатая между ними деталь также начинает двигаться; при перемещении заготовки между рабочими роликами с выступами требуемого размера и формы на поверхности листового металла под воздействием пластической деформации формируются соответствующие углубления.
Это интересно: Профилегиб своими руками в домашних условиях — чертежи, фото, видео
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:






- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Мастер-класс
Микро-вальцы для умельцев, работающих с проволокой
В творчестве, связанном с проволокой, частенько требуется проволока плоская. Отбивать несколько метров молотком на флахейзене — занятие муторное, и в этом случае могут помочь микро-вальцы.
Материалы: — пара одинаковых подшипников с внешним диаметром от 2,5 до 4 см; — крепежная шпилька (стержень с резьбой), не меньше 20 см длиной; — кусок железной или стальной трубы с диаметром, равным посадочному диаметру подшипника или на 0,1-0,2 мм больше; — несколько одинаковых гаек с резьбой, равной резьбе на шпильке; — металлическая пластина размерами от 40х40 мм.
Инструменты: — дрель; — сверло диаметром 3 или 3,5 мм; — сверло с диаметром, равным диаметру шпильки или больше на 0,5..1 мм; — ножовка по металлу или «болгарка» с отрезным диском по металлу; — тиски; — молоток; — гаечный ключ под имеющиеся гайки.
Общие виды устройства:

Берем подходящую стальную трубу. Диаметр должен быть на 0,1-0,2 мм больше диаметра отверстия подшипника или «совсем впритык» — тогда может понадобиться чем-то заклинить, например, небольшим кусочком тонкой стальной проволоки. Отпиливаем от нее два отрезка, длиной по 50..60 мм. Можно меньше, устройство будет компактнее, но будет сложнее сверлить.
Я купил кухонный релинг, от которого и отрезал подходящие куски. Поскольку релинг был по диаметру больше отверстия подшипника на 2 мм, пришлось сделать широкий пропил по всей длине и «досвернуть» до нужного диаметра. При наличии «болгарки» операция достаточно легка, а вот с ручной ножовкой придется повозиться.
Надеваем на отрезки подшипники, установив их на центр отрезка. Подшипники должны надеваться очень туго, вплоть до набивания их молотком или киянкой.
Если есть верстак с небольшой дыркой (немного больше диаметра оси), то гораздо удобнее вбивать в подшипник ось, а не наоборот.
Берем шпильку диаметром 6..8 мм и отрезаем от нее два куска длиной 10..11 см.
Закрепляем ось с подшипником в тиски и сверлим два отверстия диаметром на 0,5..1 мм больше, чем диаметр шпильки. Сверла малых диаметров обычно идут с шагом 0,5 — поэтому проблем быть не должно.
Чтобы просверлить точно, рекомендую сначала накернить будущее отверстие керном (подойдет и гвоздь для бетона или обычный шуруп), затем просверлить его тонким сверлом (3 мм). Держа дрель вертикально, можно будет сразу этим же сверлом сделать отверстие в противоположной части оси.
При сверлении необходимо как можно более точно соблюсти а) параллельность отверстий друг другу; б) одинаковое расстояние между отверстиями в обеих осях. Почему? Потому что если нарушено «а» — то шпильки не будут стоять в одной плоскости, что помешает установить вторую ось. А если нарушено «б» — то шпильки не будут параллельны друг другу и установить вторую ось тоже будет затруднительно.
Я на этом попался и пришлось дотачивать отверстие в нужную сторону с помощью надфиля.
Берем металлическую пластину, которая будет служить для зажима, и сверлим отверстия в ней. Расстояние между отверстиями должно как можно более точно равняться расстоянию между отверстиями в оси.
Все, детали станка готовы.

1. На каждую шпильку накручивается гайка до 1/3 расстояния. Это будет стопор нижней оси.
Какая из ваших осей будет нижняя, а какая верхняя — ни разу не важно, если соблюдены правила «а» и «б». Если не соблюдены, опять же неважно, потому что собрать конструкцию просто не получится





