

Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
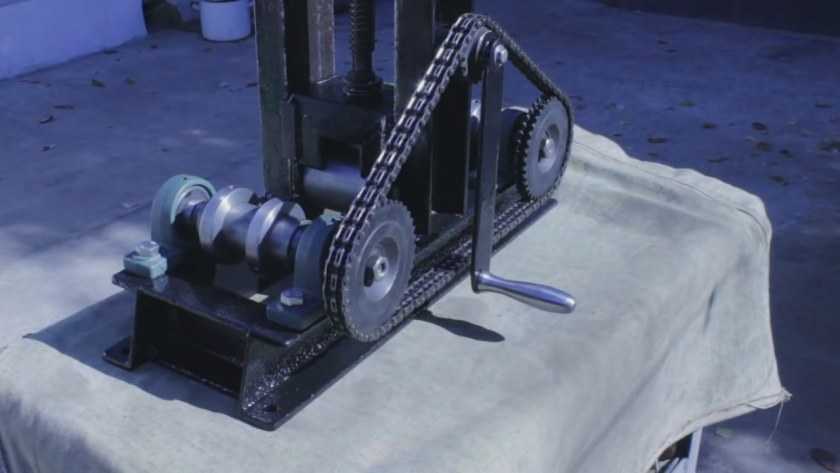
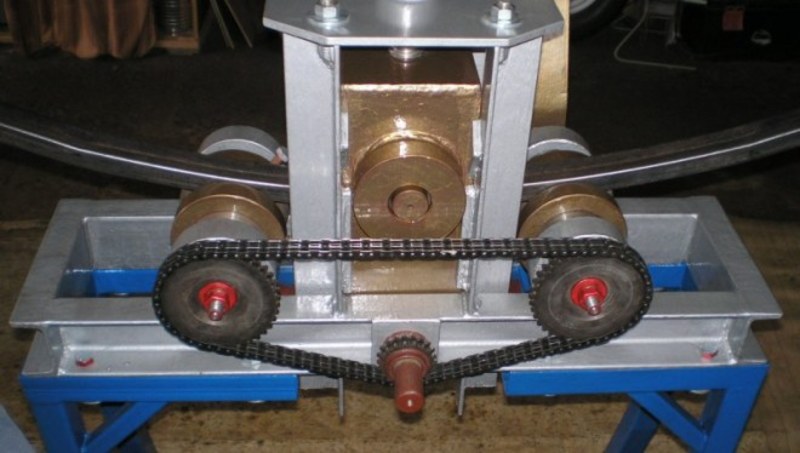
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
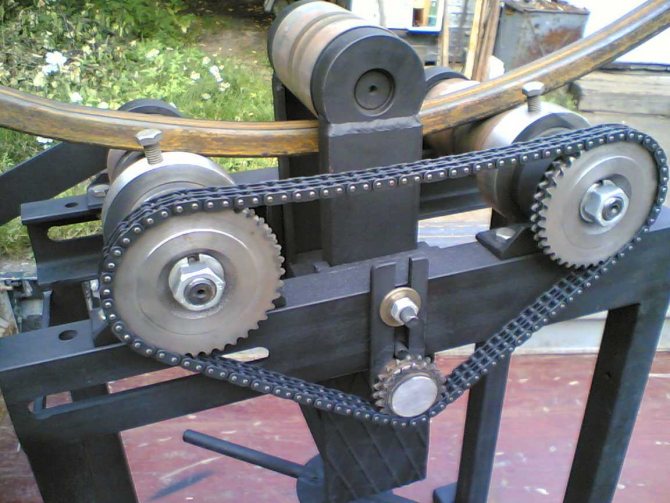
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
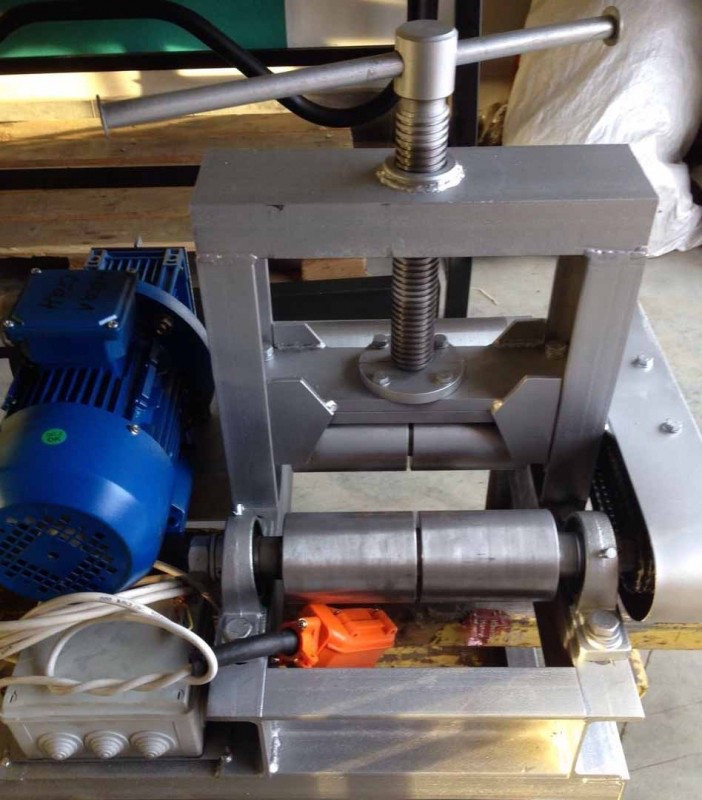
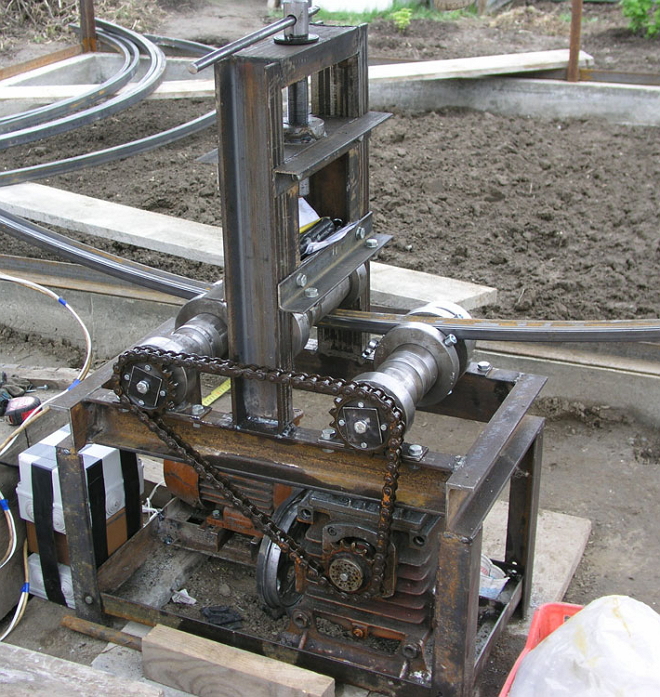
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Оснащение цеха
Для производства профнастила имеет смысл арендовать помещение площадью не менее 300 м². Здесь необходимо предусмотреть производственную зону (150 м²), места для складирования сырья (50 м²) и хранения готового продукта (100 м²). Оптимально наличие ровного пола и минимум двух ворот: для приемки металлопроката и отгрузки профилированного листа. Кроме того, потребуется подключить коммуникации, включая отопление и электропитание 380 В. Для обслуживания производственных процессов потребуется специализированная техника грузоподъемностью 5 и более тонн – кран-балка либо монорельс.
Из готовых листов профнастила формируют пачки, укладывают на деревянные паллеты и закрепляют при помощи пенопропиленовых либо металлических ремней. В местах контакта листов с перетяжкой и по углам помещают прокладки из дерева для предупреждения деформации в процессе транспортировки.
Рекомендации по размещению оборудования
- Станки следует размещать так, чтобы был обеспечен беспрепятственный доступ к ним для обслуживания и техосмотра;
- Для удобства логистики внутри цеха разматыватели рулонов следует размещать в непосредственной близости от места их складирования;
- Сырье и станки должны находиться в одном помещении; Исключение составляет склад готовый продукции, который можно разместить в другом здании или цехе.
При соблюдении всех вышеперечисленных условий можно производить профнастил с длинами от 1 до 12 м.
Хранение и транспортировка профнастила
Требования к хранению и транспортировке профилированного листа регламентирует ГОСТ 15150.
Из готовых листов профнастила формируют пачки, укладывают на деревянные паллеты и закрепляют при помощи полипропиленовых либо металлических ремней. В местах контакта листов с перетяжкой и по углам помещают прокладки из дерева для предупреждения деформации и механических повреждений покрытия в процессе транспортировки. Погрузочно-разгрузочные работы выполняют при помощи мягких строп.
На складе и в кузове транспортного средства пачки размещают в один ярус, за исключением случаев, когда 1 м² изделий имеет массу менее 3 000 кг/м². Хранить продукцию можно на открытых площадках.
Персонал
Для обеспечения работы небольшой линии по производству профнастила потребуется минимум четверо сотрудников: мастер-оператор оборудования, двое подсобных рабочих, а также директор, который на этом этапе принимает на себя обязанности по обеспечению поставок сырья, поиску заказчиков и прочим аспектам деятельности предприятия.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Конструкция профилегиба
Чтобы самостоятельно соорудить профилегибочный станок для труб, пользуются разными чертежами. Приоритет того или иного варианта, как правило, диктуется наличием имеющихся материалов.
Фронтальный вариант станка для гибки состоит из следующих элементов:
- валы или ролики из металла (в комплекте из трех штук);
- приводной цепной механизм;
- оси;
- профили из металла, служащие для изготовления рамного основания.
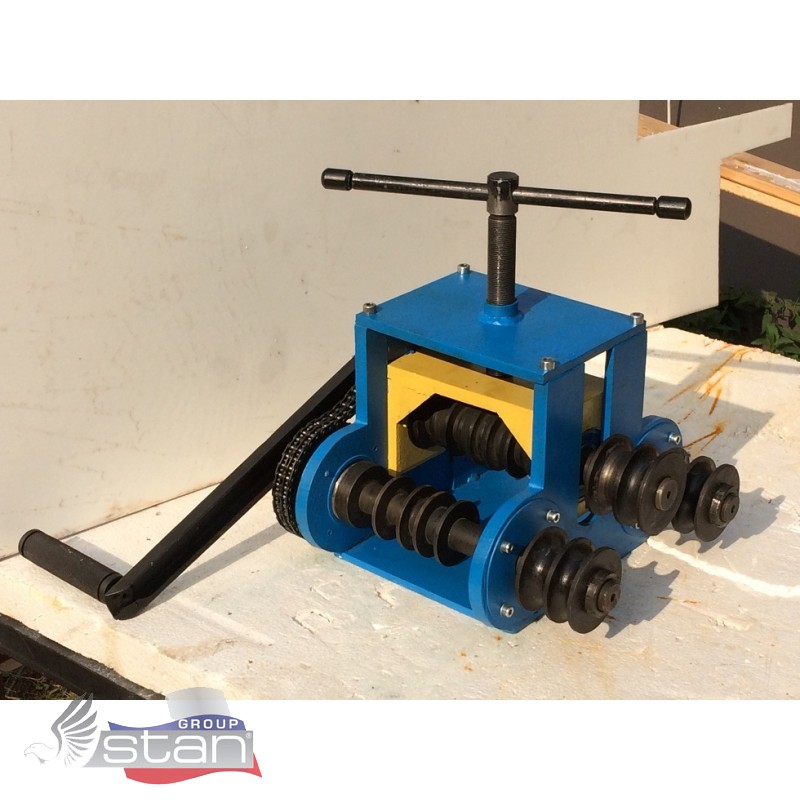
Станок для гибки профильной трубы часто оснащают роликами из дерева. Так же для этого часто используется полиуретан
При выборе этих деталей для профилегиба, необходимо брать во внимание показатель прочности трубного изделия. Если это требование не учесть, то загибочный станок, выполненный своими руками, попросту не выдержит нагрузки и придет в негодность
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
Cоветуем: Насадка-держатель для бит на перфоратор своими руками
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Важные технические моменты при изготовлении профилегиба.
Гибка профильной трубы с заломами.
Ролик с ребром по центру.







Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Рекомендуем прочитать:
Собираем зачистной станок для труб.
Профилегиб.
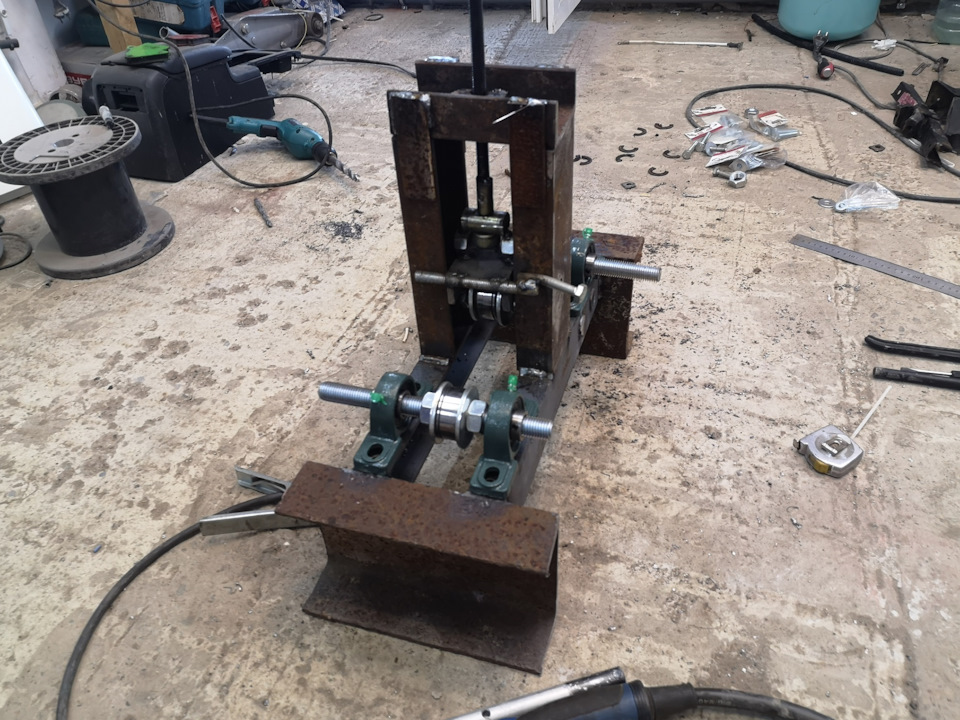
Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
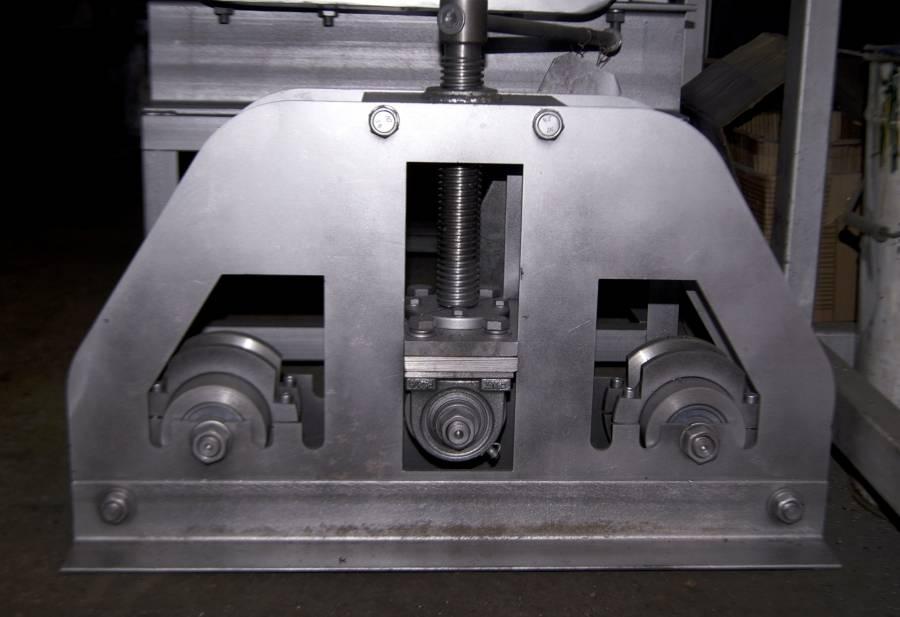
Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
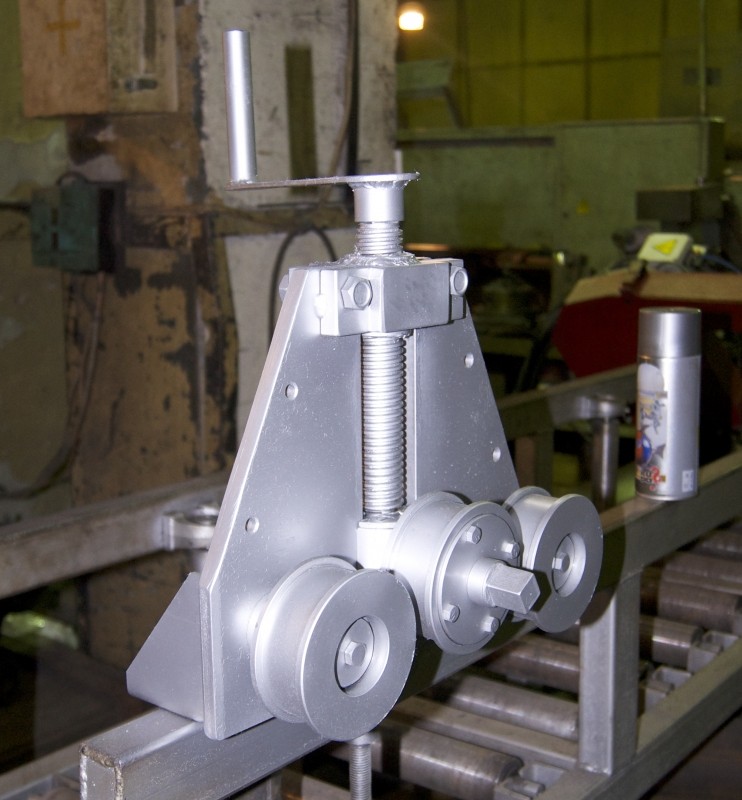
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Ролик для гибки круглой трубы.
Классификация по типу привода
Электрический или электромеханический профилегиб обычно является стационарным устройством в силу габаритов, значительного веса. Он обеспечивает высокую точность, и производительность работы, имеет длительный срок службы. Позволяет обрабатывать профиль в горизонтальном или вертикальном положении. Его приобретают для эксплуатации в небольших производственных цехах, на строительных объектах.
Гидравлический профилегибочный станок может быть стационарным или мобильным, использует электропривод. В нем применяется гидравлический привод прижима, облегчающий и ускоряющий процесс обработки изделия. В зависимости от моделей применяются в промышленном производстве, строительстве, небольших мастерских.
Профилегибочный станок ручного типа имеет невысокую стоимость, небольшой размер, вес. Различные модели могут предоставлять возможность нескольких видов изгиба, сгибания заготовки под угол, гидравлический прижим роликов. Однако он не предназначен для работы с крупными заготовками, большой толщиной листового материала, не контролирует радиус изгиба. Используется в мастерских, домашнем хозяйстве, на строительных площадках.
Способ размещения
Стационарный. Устройство обладает большими размерами, высокой производительностью и требует наличия крепкого и устойчивого основания – заливают фундамент или сваривают металлический короб. Применяется в промышленности для работы с большими диаметрами и сложными изгибами.

Переносной. Обладают средними размерами. В качестве основания для установки создают металлический каркас или основу. Подходит для применения в мастерских и на малых производствах. Возможно самостоятельное изготовление.




















Ручной. Мобильное устройство, применяемое для сгибания тонких металлических профилей, используемых в качестве элемента декорирования или украшения. Нет необходимости в создании твердого основания или каркаса.


Как согнуть металлический элемент для обработки?
Современные машины способны на высоком уровне гнуть трубные производные из любого даже самого прочного металла, который применим для изготовления изделия. Изготовление осуществляется посредством горячего и холодного изгиба, перед непосредственным нагревом участка трубной поверхности. При холодном воздействии лучшего всего изгибать посредством использования пластичных материалов.
Перед обработкой трубу наполняют песком и солью, также нередко смазывают маслом и смачивают холодной водой. Это дает возможность изогнуть трубу с применением незначительных средств смазки и профилактических работ. Но для того чтобы изогнуть трубу из жесткого металла наилучший метод – это использовать горячий изгиб. Так процесс займет намного меньше времени, чем в случае с работой на холодную.
Видео: самодельный трубогиб.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.
На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия
При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок
Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки
Поэтому конструктиву бока ролика уделяют внимание при разработке
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.







Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.
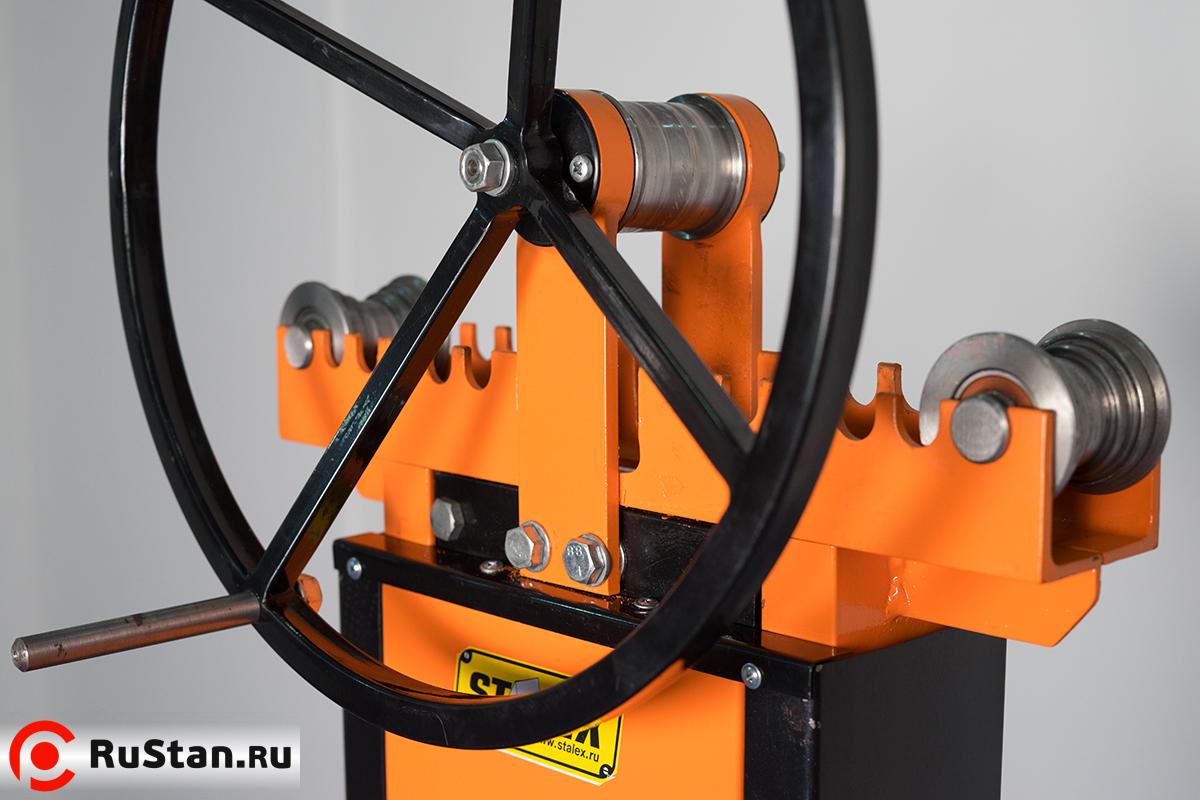
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.
С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала
В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила
1. 2. 3.
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
Этапы производства профильных листов:
Конструкция профилегиба

Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.

![Профилегиб своими руками: [чертежи, порядок сборки, принцип]](https://domdetaley.ru/wp-content/uploads/e/5/9/e598ac99a1a60b62c055f93c3b74b8e0.jpeg)





Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
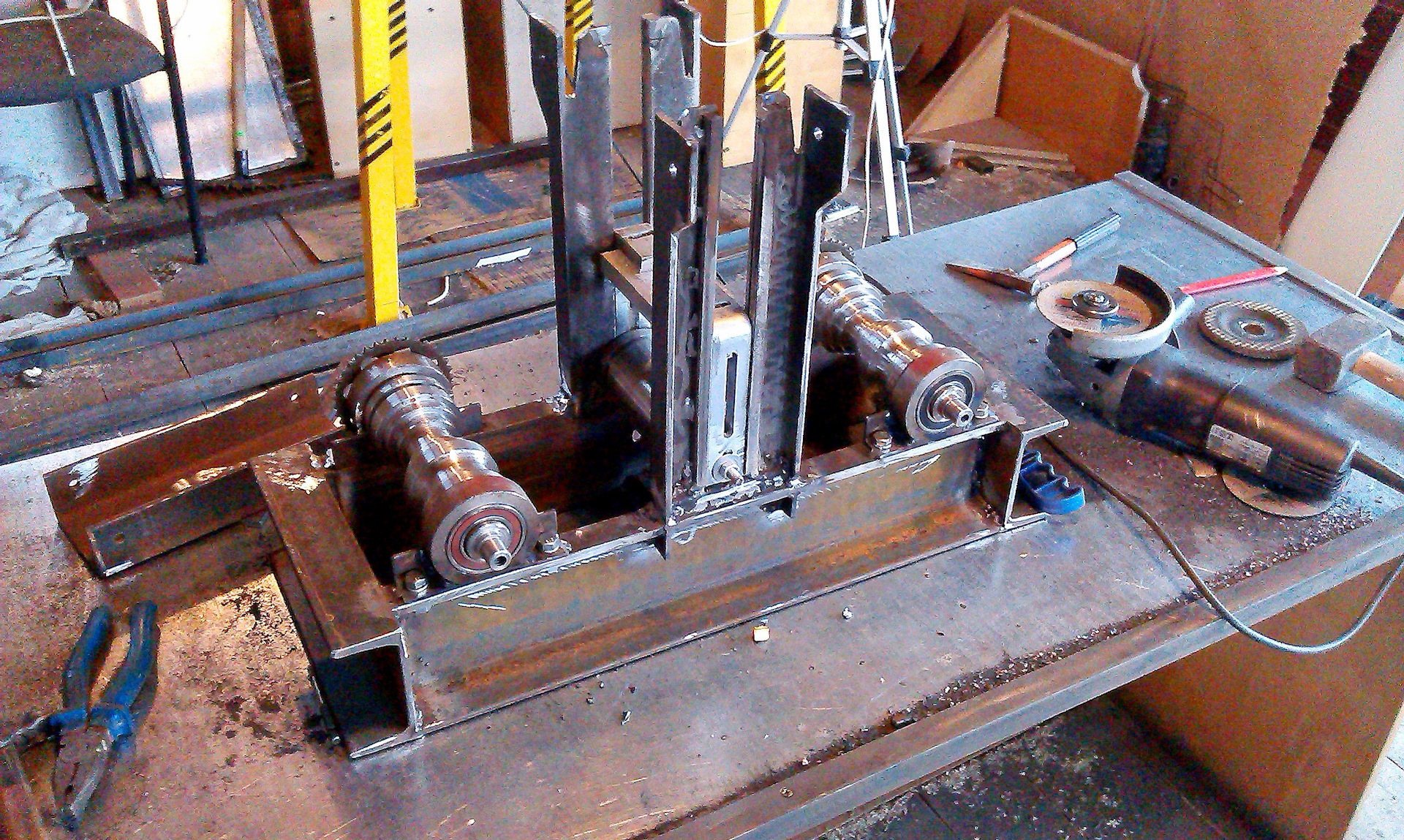
Как сделать трубогиб своими руками инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
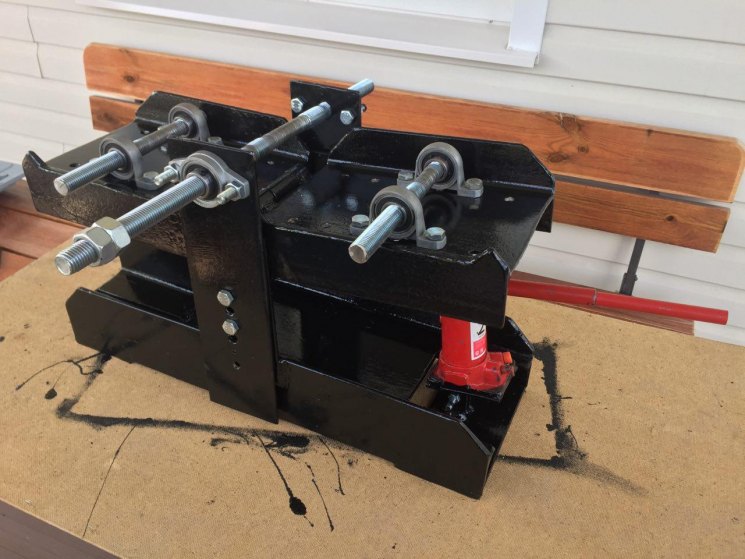
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.





