

Балластный реостат

Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.
Балластный реостат
Его подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
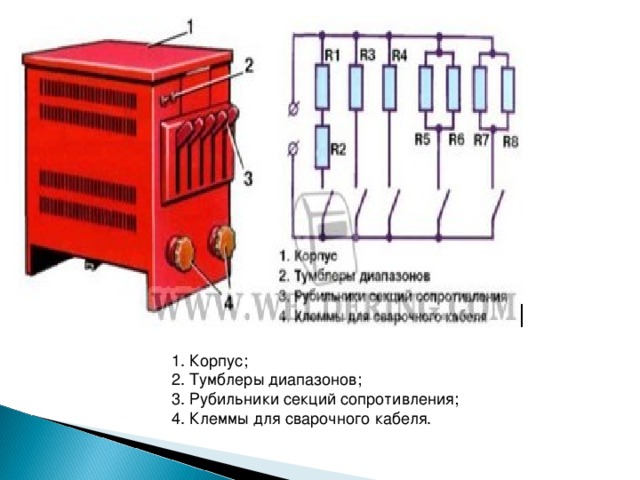
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.
Балластный реостат РБ-306
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Регулировка в инверторах
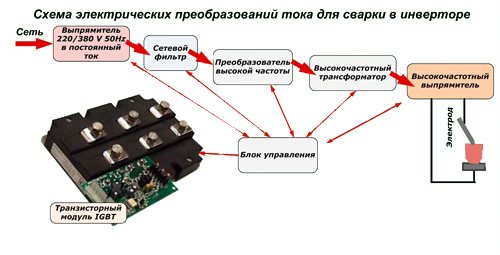
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Правила работы и подключения
По ГОСТ РД 03-614-03 необходимо регулярно проверять устройства в аккредитованных лабораториях или сервисных мастерских
При последовательном подключении балластника к сварочному аппарату важно соблюдать несколько правил:
- условия эксплуатации должны соответствовать заявленным в техдокументации, обычно указывается температурный диапазон от -40 до +45ºС и относительная влажность воздуха не более 80%;
- имеются ограничения по запыленности и загазованности, они связаны с конструктивными особенностями балластных реостатов, в корпусе предусмотрены вентиляционные пазы, в которые может попасть электропроводная пыль и пары;
- необходимо следить за нагревом корпуса, при сварке алюминия, некоторых видов нержавейки лучше сразу подключить несколько реостатов или использовать один в 20% диапазона, чтобы обеспечить частичную компенсацию вместо полной.
Правила распространяются на самостоятельно сделанные балластники. Требования электробезопасности при этом ужесточаются.
Балластное сопротивление для сварки своими руками

Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.









Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как своими руками сделать баластник для сварочного аппарата
Параметр наименьшего сопротивления крайне важен, поскольку ток проходит практически беспрепятственно и не теряет энергию. По этой причине почти все проводники изготавливаются из материалов, характеризующихся наименьшим сопротивлением.
Но порой необходимо искусственно сымитировать ситуацию повышенного сопротивления, когда показатель тока завышен и требует регулировки. Для этих целей существует баластник для сварочного аппарата .
С помощью него можно проще и быстрее провести сварочные работы.
Балластный реостат для сварки или просто баластник — это конструктивный элемент или отдельный прибор, создающий повышенное сопротивление для тока и тем самым регулирующий его силу. Этот прибор прост и надежен.
Баластник есть во многих дорогих сварочных аппаратах , также его можно докупить отдельно, что не дешево. Мы предлагаем вам сделать баластник своими руками.
Конструктив баластника прост и понятен, поэтому каждый сварщик сможет сделать его самостоятельно.
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
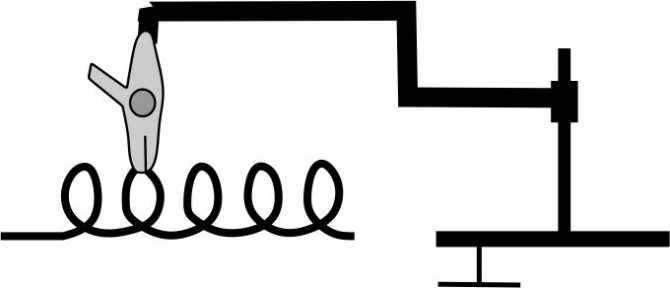
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление.
К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока.
Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
КЛАССИФИКАЦИЯ
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Баластник своими руками
Чтобы сделать баластник нам понадобится толстая металлическая проволока. Мы в своей работе использовали медную проволоку. Также нужна цилиндрическая форма (ее можно предварительно сварить из любого толстого металла или взять трубу небольшого диаметра), материалы для передвижного контакта (мы использовали провод от держака сварочного аппарата) и амперметр.
Вокруг предварительно изготовленной цилиндрической формы накручиваем проволоку, витки располагаем на расстоянии не больше сантиметра друг от друга. Один конец такой пружины присоединяем к токоведущей части.
К этой конструкции присоединяем наш провод от держака, который будет использоваться в качестве передвижного контакта.
Перед тем, как сделать балластный реостат для сварки своими руками, обратите внимание, что прибор, сделанный своими руками, может работать менее точно, чем устройство с завода. Также соблюдайтетехнику безопасности, потому что самодельные баластники не спрятаны в металлический корпус и могут крепиться недостаточно надежно, что может привести к печальным последствиям
Назначение пускорегулирующих резисторов
В настоящее время в качестве электропривода грузоподъемных устройств и кранов широко используют асинхронные электрические двигатели с фазным ротором. Для регулирования скорости и момента вращения электропривода этого типа применяют схему подключения в питающую цепь ротора специальных пускорегулирующих резисторов. Это обеспечивает возможность получить пониженную скорость вращения электродвигателя, что является основным требованием при подъеме и опускании груза.
Пускорегулирующие резисторы создают активное сопротивление в цепи питания обмоток электродвигателей. При выборе этих резисторов для кранового электропривода необходимо учитывать механические характеристики привода и мощность рассеяния тепловых потерь. В каждом индивидуальном случае схеме подключения кранового электропривода соответствует определенная величина механических параметров. Они отображают зависимость момента на валу двигателя от частоты вращения ротора электродвигателя. В большинстве случаев данные характеристики изображают в пересчете на относительные единицы. По этой причине сопротивление пускорегулирующих резисторов указывают в приведении к этим относительным единицам, а расчетный ток длительно допустимого режима работы указывают в процентном отношении от номинального значения для электродвигателя.
READ Как подключить плейстейшен 4 к интернету через ноутбук
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
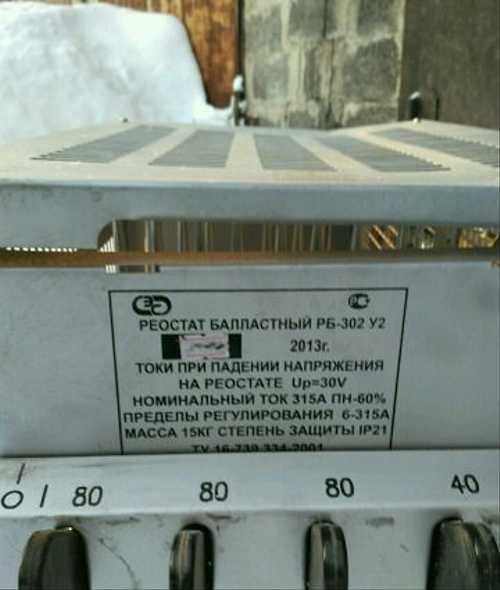
 Маркировка балластного реостата.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
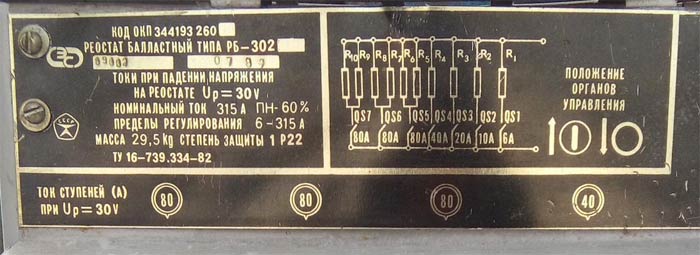
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент
Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
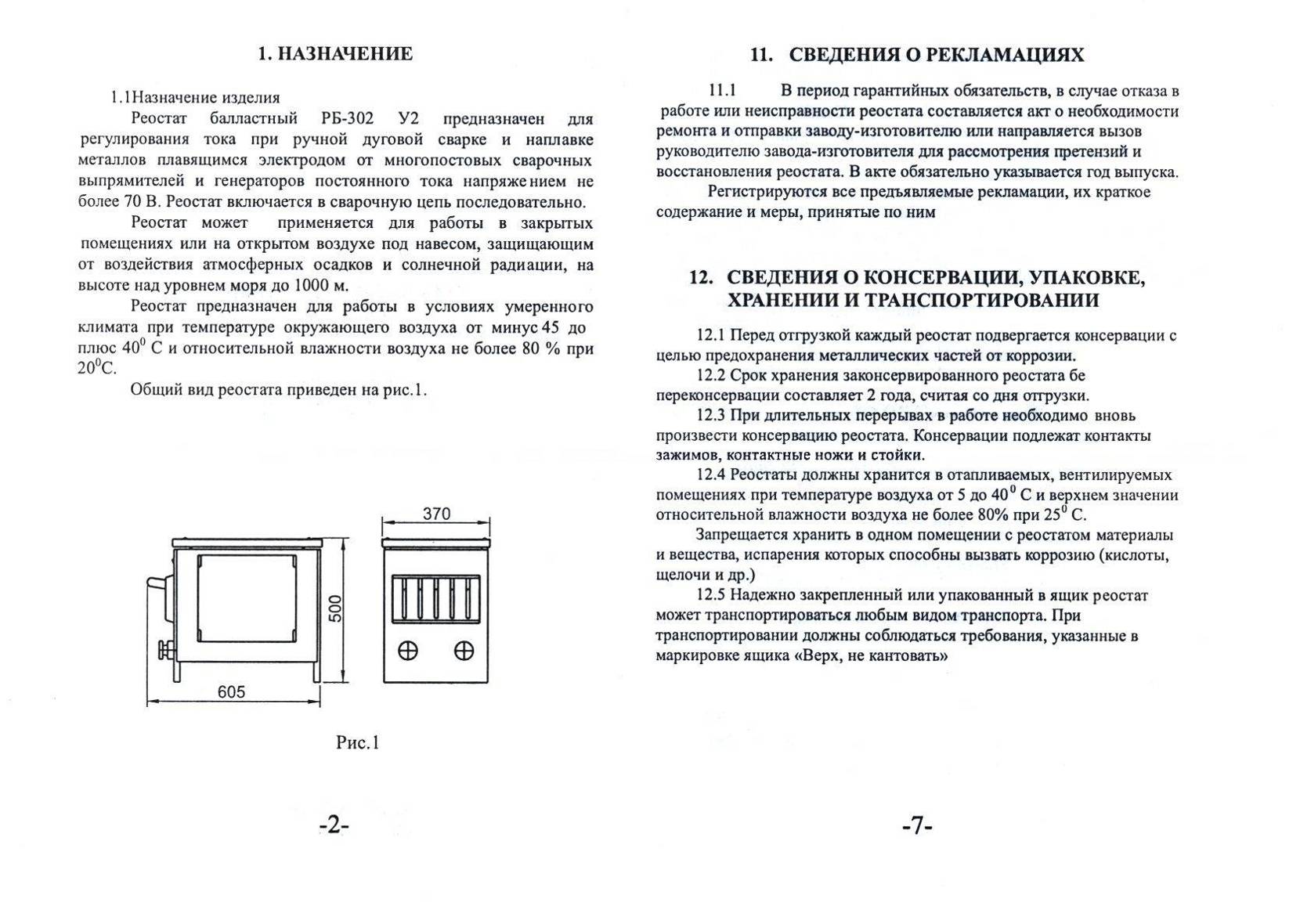
РБ-302
Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.



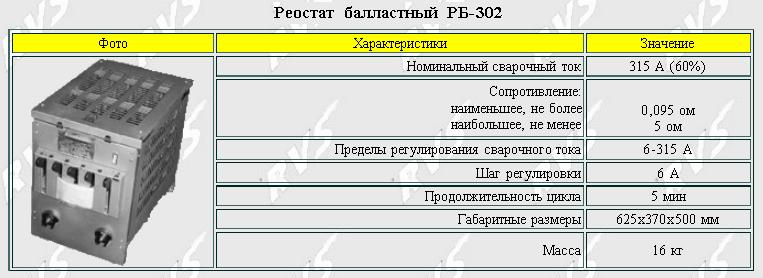





Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Как правильно настроить сварочный балластник
KPbIC 10 Мар 2008
а вообще если не хочеться ничево мудрить берешь обычный балластник, ставишь ево и никаких проблем, вся загвоздка в том что размер ево не такой уж маленький, обычные реостаты для сварочника гдето диаметром 100мм ну и длинну берешь стока на скока нада понизить ток.а так чтоб не использовать всево етово нагромождения можно поставить тиристорный регулятор перед трансом, регулирующий напряжение, ессно с падением напряжения упадет и ток, тиристоры во всяком случае дешевле выйдут, чем ставить и регулировать уже выходной ток.
Слесарь КИПиА 11 Мар 2008
Берешь обычную катанку(стальная проволока) 5мм скручиваешь ее в пружину диаметром 15 см и длиной около метра, расстояние между витками 2-3 см. Будет тебе сопротивление, разрываешь массу, один конец на пружину, на втором делаешь крючек и у тебя получился самый простой способ ограничить ток.
Alexeyslav 11 Мар 2008
Тиристорным регулятором получается регулировать ток на ура, только нужно обходным сопротивлением (индуктивностью) обеспечить максимальную амплитуду выходного сигнала с ограничением тока порядка 10-15А для поджига дуги иначе будет очень неудобно варить на низких мощностях т.к. бывает лсожно зажечь дугу при низком напряжении. Ставил в сварочник тиристоры на выходе (пару штук в диагональ моста) на 150А и такие же два диода. даже не грелись при длительной работе.
Дмитрий_М 12 Мар 2008
Балластник лучше, так как для тиристорных схем типично уменьшение напряжения холостого хода, что затрудняет зажигание дуги. И дроссель надо ставить весьма мощный для убирания провалов при тиристорной отсечке. Обходная цепь с током подпитки улучшает положение, но но полностью лечит эти проблемы. Имхо, если тока хватет, то проще погасить на балластнике. Иногда ещё используют ведро с металлом и наматывают вокруг него сварочный кабель (только один (#33;#33;) из проводов). Изменяя количество витков получается регулировать ток за счёт введённной индуктивноти. Естественно, для аппарата переменного тока.
Borodach 12 Мар 2008
В качестве баластного сопротивленя очень хорошо подходят проволочные резисторы от автокранов, если имеется возможность их найти, конечно. #33;
Да, реально — если не хватает реостата, включи доп. сопротивление из нихромовой проволоки или стальной шунт-пластину с сделаными прорезями с обоих сторон, таким образом образующих змейку из пластины (шунтируемое выключателем например) на входе сварочника — там ток раз в 10 меньше.
— все бы ничего еслиб у меня был обычный сварочник, но я ж как нестандартны тип сваял такого же нестандартного трехфазного монстра . а ставить три балластника в первичную цепь проблематично ввиду сложности выставления последних, чтоб они работали абсолютно одинаково.
Попробуй переделать этот БП.
— и сие чудо как не прискорбно, тоже не покатит, ввиду все тех же трех фаз
Но всеравно я не пожалел что сделал именно трехфазник- три фазы сила#33; никакого моргания света лишней просадки напруги практически нет, и варить на слух приятно-шипит как полуавтомат) в то время как обычные сварочники как то грубо и громко шкварчат ;(
Alexeyslav 21 Сен 2008
А реостат тоже трехфазный? Значит, включи в выходную цепь доп. сопротивление. И собственно в чем сложность то трехфазный регулятор сделать? даже тиристорный пойдет, берешь тиристоры 125 Амперные, и меняешь ими диоды с одного плеча диодного моста. можно спокойно тиристорным регулировать в диапазоне 50-100%, а меньше 50% — под сомнением, но до некоторой степени все же можно.
Как сделать реостат
Рис. 2. Детали реостата.
Для того, чтобы ползушка пружинила, следует некоторое время латунную полоску проковать, не очень сильно, ударяя стальным молотком; наковальню может с успехом заменить утюг. После такой проковки полоске придают форму как показано на рис. (2-a). Загнутый под прямым углом конец ползушки, для того чтобы он легко скользил по проволоке должен быть закруглен и гладко зашлифован напильником с мелкой насечкой.
В местах, где должен проходить винт укрепляющий ползушку, пробиваются гвоздем две дыры и рассверливаются концом круглого напильника.
Если имеется дрель, то, понятно, для сверления следует воспользоваться ею.
Ползушка укрепляется в точке C
рис. (1) на прокладке из фанеры. На эту прокладку предварительно кладется жестяная или латунная полоска, помеченная на рис. 2 буквойb .
Конец полоски укрепляется в точке Д
винтом и от последного отводится медная проволочка, служащая вторым контактом реостата.
Полоска b
не должна касаться проволоки реостата; для этой цели она имеет изгиб в виде колена, как это показано на рис. (2-b).
Ручка, вращающая ползушку, делается простой цилиндрической формы и вырезается из куска плотного дерева перочинным ножем (рис. 2-е).
Рис. 3. Реостат в собранном виде.
С нижней стороны ручки делается прорез глубиной 2—3 мм.
и шириной, соответствующей ширине ползушки, для того, что-бы последняя была жестко связана с ручкой.
Ручка привинчивается винтом к основанию, который пропускается сквозь просверленные в ползушке отверстия.
Чтобы винт головкой не рассверливал ручку, под головку винта следует поместить шайбу из латуни или из жести.
Рис. 4. Укрепление реостата на панели.






После этого реостат готов и укрепляется к панели. Для этой цели его следует привинтить четырьмя винтами пропускаемыми с задней стороны реостата, в отверстия, просверленные по четырем углам основания.
Между реостатом и доской панели следует поместить четыре стойки, рис. (2-d), сделанные из катушки из под ниток, высотой 15 мм
. Сквозь эти стойки должны быть пропущены винты.
Для помещения ручки реостата в панели делается соответствующих размеров круглая дыра, которую легко выпилить.
После того, как реостат укреплен к панели, в ручку, вращающую ползушку, втыкается стрелка из толстой проволоки и наносится на панели шкала, дающая возможность замечать наивыгоднейший накал лампы.
Большая Энциклопедия Нефти Газа
Балластный реостат
Преобразователи, трансформаторы, балластные реостаты. пусковые устройства следует один раз в месяц продувать сжатым сухим воздухом и прове ] гль сопротивление изоляции. Минимально допустимое сопротивление определяется из расчета 1000 ом на 1 в напряжения, на которое рассчитана обмотка.
Преобразователи, трансформаторы, балластные реостаты. пусковые устройства следует один раз в месяц продувать сжатым сухим воздухом и проверять сопротивление изоляции. Минимально допустимое сопротивление определяется из расчета 1000 ом на 1 в напряжения, на которое рассчитана обмотка.
Схема сварочного поста для ручной аргоно-дуговой сварки на переменном токе.
Осциллятор; 2 — балластный реостат ; 3 — амперметр; 4 — вольтметр; 5 — горелка-электрододержатель; 6 — стол сварщика: 7 -ротаметр; 8-манометр низкого давления; 9 — редуктор; 10 — баллон с газом; / / — сварочный трансформатор; / 2 — дроссель.
Схема включения агрегата ПСМ-1000 на сварочные.
За счет омического сопротивления балластного реостата в цепи дуги обеспечивается падающая характеристика на каждом сварочном посту.
При правильном подборе сопротивления балластного реостата точность поддержания температуры составляет 5 град.
Схема включения агрегата ПСМ-1000 с балластными реостатами.
Включение сварочных постов производится через регулируемые балластные реостаты .
ВКСМ-1000 и ВДМ-1601 с набором балластных реостатов или ВД-1001-УЗ с тиристорным управлением, а также от преобразователя ПСМ-1000-1 с балластными реостатами или от двух преобразователей ПСО-500, включенных параллельно.
На рис. 5.8 приведена схема балластного реостата с пятью параллельными секциями, что дает возможность регулирования сварочного тока в пределах от 40 до 260 А со ступенями через 10 А.
Агрегат имеет в комплекте девять балластных реостатов РБ-200. рассчитанных на максимальный ток 200 а. При необходимости на один сварочный пост могут включаться два или три реостата параллельно.
Сварочные посты присоединяются к генератору через балластные реостаты. Необходимая для питания дуги падающая характеристика получается за счет сопротивления балластного реостата.
Ьымй контактами шунтирует один из ножей балластного реостата. При заделке кратера тумблер Т выключается.
С агрегатом ПСМ-1000 комплектно поставляются девять балластных реостатов РБ-200. которые дают возможность регулировать сварочный ток в пределах от 10 до 200 а. Необходимый ток устанавливается при включении пяти рубильников на реостате. Если для сварки требуется ток свыше 200 а, то включают два реостата параллельно.





