

Функционал инструмента
Качественная балеринка изготавливается из высокопрочной стали, что даёт возможность использовать приспособление в работе с мягкими, так и с твёрдыми породами древесины.
Данный инструмент имеет регулируемый диаметр сверления. Это позволяет проделывать отверстия практически любого диаметра. Ограничение диапазона сверления зависит от размера балеринки. Производители выпускают приспособления со следующими пределами разлёта резцов:
- от 30 до 120 мм;
- от 40 до 200 мм;
- от 40 до 300 мм;
- от 40 до 400 мм.
Максимальный диаметр сверления ограничивается штангой, на которой крепятся резцы. Минимальный — толщиной хвостовика.
Сверло-балеринку можно использовать в любых местах, где применение электролобзика или ручного фрезера будет неудобным. К примеру, это может быть собранная и установленная мебель, в детали которой необходимо просверлить аккуратное отверстие, учитывая ограниченное пространство. Ещё один пример — неровная (выгнутая или вогнутая) поверхность. Лобзиком или фрезером сделать всё ровно и аккуратно навряд ли получится. Будет трудно контролировать наклон инструмента относительно поверхности. Балеринка легко справится с такой задачей.
Как просверлить рессору в домашних условиях, видео | Строитель промышленник

При проведении работ по ремонту или модернизации появляется потребность высверливания отверстий в рессорах машины. Выполнение этой операции просит особенного оборудования и использования сверхпрочных инструментов для резки.
Применение инструмента для резки
Существенную роль в операции, когда нужно высверлить лист рессоры играет вид применяемого инструмента. Для высверливания металлов применяются следующие типы инструмента для резки, сделанные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с критерием до 550 N/мм 2 );
- высокоуглеродистой стали (с критерием 350 — 850 N/мм 2 );
- среднеуглеродистой стали (с критерием 450 — 700 N/мм 2 );
- низколегированной стали (с критерием 600 — 900 N/мм 2 );
- среднелегированной стали (с критерием 700 — 1000 N/мм 2 );
- инструментальной высоколегированной стали (С критерием 900 — 1200 N/мм 2 );
- очень прочной стали (с критерием 1200 — 1500 N/мм 2 );
- закаленной стали (с критерием 45 — 63 HRC);
- сплавов никеля (более 35 HRC);
- сплавов титана.
Делаем отверстие в металле без сверла
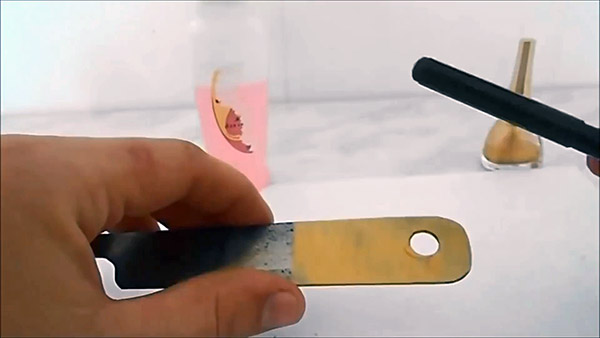
Наносим на вату жидкость для снятия лака и обезжириваем поверхность нашей заготовки.

Наносим лак на нужный участок. Лак надо наносить густым слоем с обеих сторон. Не забывая тщательно промазывать торцы. Оставляем заготовку на 10-15 минут, чтобы лак высох.
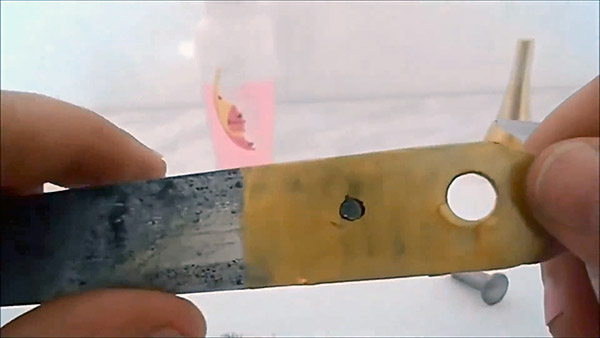
На высохшей поверхности маркером с обеих сторон заготовки отмечаю место под отверстие. Место выбираю произвольно, сейчас нужно показать, как этим способом можно сделать отверстие. К примеру, требуется поставить обычную заводскую заклепку. Диаметр отверстия должен быть чуть меньше размера заклепки.
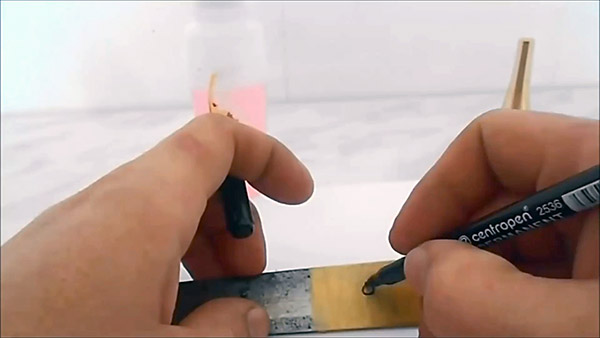
Затем ножом удалить лак внутри контура отверстия. Сделать это с двух сторон.
В емкость наливаю воду и добавляю 3 столовых ложки соли. Высота воды в емкости должна быть на 10 мм меньше высоту участка заготовки, покрытого лаком.

Беру приспособление, сделанное из зарядного устройства машинки для стрижки волос и двух гвоздей. Гвозди будут выполнять функцию электродов – я их подключил к одному контакту. Другой контакт представляет собой просто оголенный зачищенный провод. Я использую зарядное устройство 12 В, но с такой задачей справится обычный зарядник от мобильного телефона.
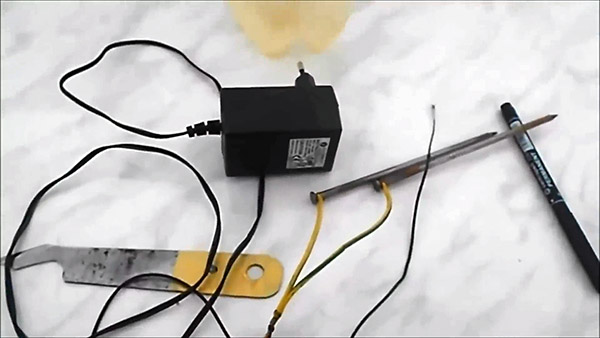
Зачищенный провод должен быть плюсом, электроды – минусом. Плюсовой провод с помощью бельевой прищепки крепим к нашей заготовке. Затем опускаем в воду гвозди.
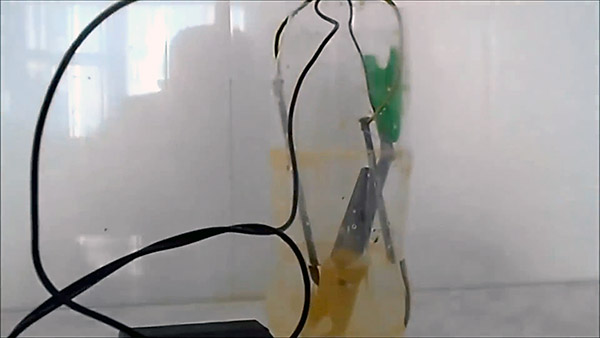
Можно в емкости сделать прорези, чтобы зафиксировать положение гвоздей. Включая зарядное устройство в розетку. После включения вода вокруг гвоздей-электродов начинает пузыриться, а очищенная метка под отверстие становится черной.
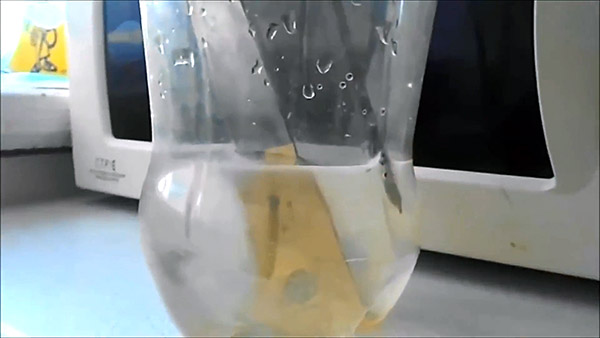
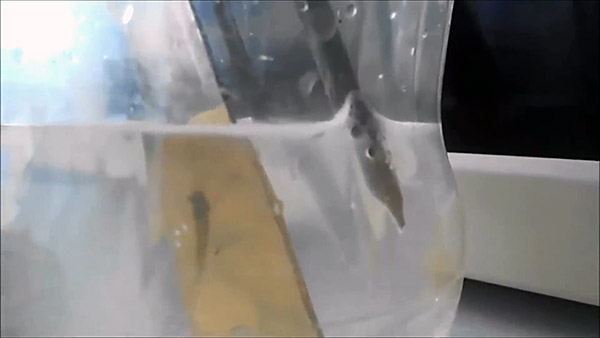
Примечание: чтобы проверить полярность проводов надо подключить зарядное устройство. Если начинает пузыриться вода вокруг гвоздей, значит это минус и вы соединили правильно. Появление пузырьков в воде вокруг заготовки говорит, что минус подключен к ней и надо перекинуть провода. Минус всегда должен быть подключен к электродам, плюс – к обрабатываемой травлением заготовке!Оставляем емкость на один час, через 30 минут после начала процесса надо сменить воду. Отключаю зарядное устройство и вытаскиваю заготовку.

В намеченном месте образовалось сквозное отверстие. Для того, чтобы сделать диаметр отверстия больше, процесс можно продолжить. Или подпилить неровные края надфилем.Вот так травлением быстрорежущей стали с помощью самых обычных предметов можно в заготовке сделать нужное отверстие.

Как просверлить каленый металл в домашних условиях

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Безопасность при сверлении отверстий в металлических заготовках
Приступать к сверлению отверстий в металлических заготовках следует с высокой осторожностью, не допуская быстрого разрушения сверла. Соблюдение несложных правил при сверлении обеспечит безопасность и даст гарантии выхода качественного продукта по окончанию работы:
- Накануне сверления необходимо внимательно проверить фиксацию всех крепежных устройств на станке.
- К работе приступать можно в специальной одежде, чтобы исключить попадание любых элементов под движущиеся части станка. Глаза от попадания металлической стружки защищают специальными очками.
- При входе наконечника сверла в металлическую заготовку оно должно уже вращаться на небольших оборотах во избежание затупления.
- Выходить сверлом из просверленного отверстия следует постепенно, снижая обороты, но не останавливая полностью.
- Когда наконечник сверла не заглубляется в заготовку, придется проверить прочность металла. При проведении по поверхности напильником удается определить степень прочности. Если шероховатости на сплаве не остается, нужно выбрать сверло с алмазным наконечником или из более твердого материала, и сверлить на малых оборотах.
- Сверла маленького диаметра, которые с трудом фиксируются в патроне, рекомендуется обматывать на хвостике латунной проволокой для увеличения диаметра обхвата.
- Если работа проводится с полированной заготовкой, можно надевать фетровую шайбу на основание сверла во избежание повреждений при соприкосновении с патроном дрели.
- Для фиксирования металлических заготовок из полированной или хромированной стали применяют тканевые или кожаные прокладки.
- При высверливании глубоких отверстий небольшой фрагмент спрессованного пенопласта, насаживаемого на сверло, обеспечит сдувание мелкой металлической стружки. Также пенопласт даст возможность заглублять сверло до необходимой отметки при производстве глухих отверстий.
Мощность электрических дрелей должна учитываться при сверлении отверстий в металлических заготовках различной твердости. Производители электрического инструмента маркируют приборы, указывая технические характеристики на их корпусе. Для дрелей различной мощности предполагаются сверла соответствующего диаметра.
Любые , в том числе и сверление, вы можете доверить специалистам компании Профлазермет. Мы сами определим нужный диаметр отверстия и подберем подходящий инструмент, которого у нас большой выбор. В итоге вы получите идеальное решение в короткие сроки.










Теория и практика сверления отверстий от MolotokMarket.ru

Просверлить отверстие — задача, с которой справится любой, взявший дрель в руки. Но просверлить его качественно, аккуратно и, главное, в нужном месте — вот тут возникают сложности. Сделать отверстие точного диаметра, с кромкой без сколов или заусенец, под определенным углом, не допустить трещин в материале — такие задачи требуют опыта и сноровки. Или прочтения этой статьи!
Подбираем сверло
Выбор сверла определяют три вещи: материал сверления, диаметр и глубина сверления, назначение будущего отверстия. Дерево — наиболее мягкий и податливый материал; широко применяемый в строительстве, отделке, изготовлении мебели.
Какие сверла подереву есть:
- Спиральные. Позволяют делать неширокие отверстия, края и стенки которого могут быть неровными.
- Винтовые. Применяются для качественного сверления. Из-за особой формы сверла стенки отверстия получаются гладкими.
- Перьевые. Используются для относительно больших отверстий, к которым не будут предъявляться высокие требования по качеству.
- Сверла-балеринки. Оно состоит из сверла и регулируемых ограничителей. Удобно при сверлении отверстий определенной глубины.
- Сверло Форснера. Его задача — глухие аккуратные отверстия разных диаметров с гладкими стенками. Чаще всего используется в мебельном производстве для монтажа фурнитуры.
- Опалубочные сверла. Отличаются большой длиной. Применяются при строительстве для сверления балок и опалубки.
- Фрезеровальные сверла. Такие сверла могут не только сверлить, но и фрезеровать отверстия и пазы.
- Сверла под конфирмат. Этот вариант подходит для сверления отверстий в древесине под мебельную стяжку «конфирмат».
Сверление рессор
Для того чтобы высверлить лист рессоры приходится задействовать многообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это особенный инструмент, очень часто используемый для проведения всевозможных работ при проведении ремонта. Питание дрелей происходит от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях применяются электрические двигатели мощностью 500 — 1200 Вт, а для изменения скорости используются переключатели частоты вращения вала и регулятор оборотов.
При появлении надобности, когда потребуется сделать отверстие в рессоре машины в условиях мастерской для выполнения операций, могут применяться разные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Очень часто для совершения операций по высверливанию отверстий применяются вертикально-сверлильные станки, которые предоставляют нужную скорость обработки и точность.
Лист рессоры изготавливается из металла обладающего большей прочностью и для обработки просит выполнения особенной технологии и применения особо прочных свёрл.
Процесс высверливания рессоры дома разбивается на несколько операций:
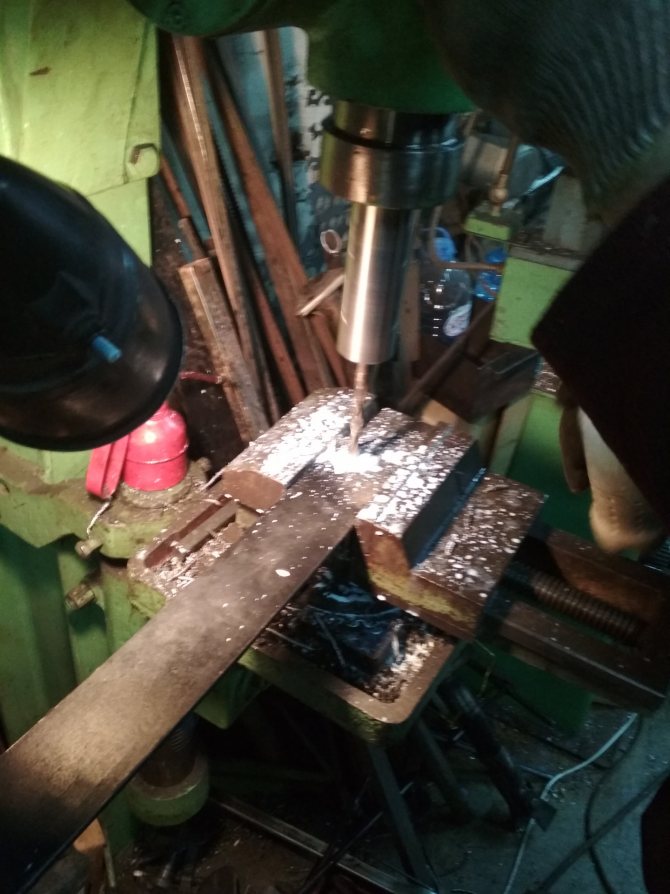
- На лист при помощи фломастера наноситься точка, где будет выполняться сверление и при помощи керна выполняется отметка.
- Для того, чтобы сделать отверстие в рессоре приходится задействовать 3 сверла, имеющие различный диаметр, к примеру, для отверстия 10 мм приходится задействовать сверла с диаметром – 3, 6, 10 мм, что существенно облегчает сложность операции и уменьшает возможность перегрева. Когда происходит сверление нужно иногда сверло и место на металле, где выполняется обработка нужно мазать машинным маслом, что дает возможность уменьшить нагрузку и в то же время охладить соприкасающиеся поверхности для работы.

Сверление рессоры ручной дрелью
Во время использования электрические дрели следует выбирать модель имеющую мощность 1 — 1,2 кВт и оборудованную регулятором частоты вращения патрона для зажима. Предлагаемые обороты, нужные для высверливания листа находятся в границах 500 — 1000 оборотов в минуту. Для того, чтобы высверлить лист можно применять также шруповерт имеющий невысокую частота вращения рабочего вала. Следует также прилагать умеренную силу при давлении на дрель когда происходит сверление. В ходе рабочего процессе затупившиеся сверла нужно вовремя затачивать, для уменьшения нагрева и ускорения высверливания. Для облегчения заточки сверл лучше применять специализированное устройство с непременным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к появлению отверстия большего размера, чем нужно. Кромки обязаны быть в первую очередь одного и того же размера. Угол заточки должен подходить 120°, что подойдет для работы с большинством материалов.
- Прежде чем высверлить лист нужно обязательно произвести его жёсткую фиксацию все зависит от применяемого оборудования при помощи тисков, струбцин или специализированных зажимов.
Для уменьшения нагрузки на оборудование и инструмент можно применять также метод высверливания, когда лист рессоры заранее нагревается. Для этого на лист рессоры наноситься точная метка маркером, где будет выполняться сверление и при помощи керна выполняется отметка, дальше лист рессоры нагревается при помощи атмосферной горелки докрасна и выполняется сверление отверстия необходимого диаметра. Для восстановления параметров лист опять нагревается на горелке докрасна и охлаждается в ванной с маслом (закаливается).
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Общие принципы сверления
Сверление отверстий — это наиболее распространенное занятие ремонтника, поэтому важно знать несколько основных правил, которые позволят избежать ошибок при проведении ремонтных работ:
- Выбор подходящего инструментария. В магазинах, специализирующихся на продаже предметов для выполнения ремонтных работ, представлено множество сверл. Каждое используется для конкретного рода материалов, поэтому не стоит выбирать для сверления дерева, сверло по кирпичу.
- Определение разметки. Разметка обозначается на материале с помощью маркера. Чтобы избежать скольжения дрели по материалу, под маркер следует наклеить бумажный скотч.
- Определение оптимальной скорости сверления. В данном случае значение имеет как материал, так и диаметр лезвия. Если используются сверла с диаметром не более 3 мм, то все манипуляции следует проводить на низких оборотах.

Ремонтные работы следует выполнять в перчатках
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Какое сверло лучше использовать
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.

Необходимые инструменты
Профессиональные свёрла для металла
(например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий
в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.









Большинство свёрл изготавливают из быстрорежущей стали
с различным содержанием кобальта
Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы
. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Отверстие в стекле без дрели
Способ, как сделать отверстие без сверла в стекле, чтобы оно не треснуло. Для этого понадобится расплавленный свинец.
- Загрузите в металлическую посуду свинцовые рыболовецкие грузы.
- Подожгите горелку и расплавьте их.
- Протрите стеклянную поверхность спиртом, чтобы удалить жир и другие загрязнения. Иначе стекло может потрескаться.
- На очищенное место насыпьте горкой мелкий мокрый песок.
- При помощи палочки сделайте подобие колодца, чтобы образовался сосуд.
- Залейте в этот сосуд расплавленный свинец. Благодаря мокрому песку температура внутри колодца будет долго удерживаться.
- Через 1-2 минуты очистите поверхность.
В том месте, куда был залит расплавленный свинец, образуется отверстие. А стекло при этом не повредится.
Разновидности сверла для дерева
Обычно качественными сверлами пользуются опытные мастера, которым в работе требуются различные типы изделий для создания отверстий в дереве. Это могут быть отверстия, к примеру, под шипы, болты или нагели. Причем сам процесс сверления может быть очень разнообразен по качеству, что понесет за собой мысли о том, как правильно заточить после эксплуатации сверло и придется ли его вообще затачивать.
Самыми распространенными типами сверл на сегодняшний день можно назвать: винтовые, спиральные, перовые, центровые, кольцевые и сверла Форстнера.
Винтовые
Если требуется сверлить дерево поперек волокон, не задаваясь при этом лишний раз вопросом как правильно заточить сверло по дереву, то пригодится винтовое сверло с мелкой резьбой на окончании. В диаметре они могут достигать до 50 миллиметров. Специальная винтовая форма поможет вовремя отводить от места работы стружку и не перегревать тем самым стержень. В зависимости от требуемой глубины отверстия можно приобрести сверла длиной более сантиметра, при этом минимальный размер – 400 миллиметров.
Винтовые сверла по дереву
Спиральные
Спиральное изделие сразу же можно отличить по идеально отшлифованной фрезерованной спирали с острием, позволяющим не допустить какое-либо передвижение стержня в сторону при работе. Именно благодаря спиральной форме с легкостью просверливают отверстия в конструкциях из шпона. По диаметру соответствующие сверла достигают 52 миллиметров, а самый маленький можно найти на 3 миллиметра. Чтобы точно прицелится на намеченное место сверление, хвостик изделия оборудован конической формой, что придает немало удобства.
Если при закупке выбор пал именно на спиральные сверла, то всегда следует помнить о взаимосвязи диаметра изделия от максимального количества оборотов, которое оно может выдавать. Иначе срок службы изделия будет резко сокращен. Если требуется обрабатывать твердые деревянные поверхности, то лучше установить максимум 900 оборотов в минуту при диаметре сверла в 14 и меньше миллиметров. А вот для мягкой древесины можно установить на сверлящем инструменте 1800 оборотов.
Набор спиральных сверл для дерева
Перовые
Наиболее распространенным типом сверла является перовое. Именно оно наводит на мысли как заточить перьевое сверло по дереву, и чаще всего используется при ремонтных и строительных работах. Оно наиболее удобное и имеет различные варианты в диаметре.
У него есть лишь единственный важный недостаток: подобная форма сверла не способствует отведению стружки и процесс сверления значительно осложняется, особенно когда необходимо отверстие с большой глубиной. Именно поэтому специалисты рекомендуют использовать подобный тип сверл при работе с древесными плитами или толстыми досками, где процесс сверления будет происходить максимально эффективно.
Исправить ситуацию может особый вид наконечника у перового сверла или же подобное изделие с удлинителем. Такой удлинитель имеет шестигранную форму, и вполне может использоваться для иных типов сверл. При этом диаметр итогового отверстия может достигать до 52 миллиметров.
Перьевые сверла для дерева
Центровые и кольцевые
А вот центровые сверла пригодятся для создания идеально ровных сквозных отверстий в деревянной поверхности. Обычно такие изделия имеют вид 50-миллиметрового (минимум – 12 мм) стержня с режущей кромкой внизу, достигая длины до 150 миллиметров. Конечно же, достаточно глубоких отверстий проделать не получится. Для этого подойдут кольцевые сверла, на вид схожие с короной или кольцом с зубьями. Обычно они продаются целым набором в виде насадок с центровочным сверлом и единой основой.
Сверла Форстнера
Когда речь заходит о ремонте или создании мебели, а не о мыслях с вопросом как заточить перьевое сверло по дереву, то сразу же можно смело идти за сверлами Форстнера, которые подходят для этого дела лучше всего. Они позволяют высверливать полностью глухие отверстия с идеально ровным дном. При этом диаметр изделия достигает от 10 до 50 миллиметров. Само же сверло покрыто специализированным сплавом, служащим защитой и увеличивающим срок эксплуатации.
Сверло по дереву Форстнера
Классификация свёрл
Некоторые виды свёрл: A — по металлу; B — по дереву; C — по бетону; D — перовое сверло по дереву; E — универсальное сверло по металлу или бетону; F — по листовому металлу; G — универсальное сверло по металлу, дереву или пластику. Хвостовики: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для шуруповёртов.

Центровочное сверло

Ступенчатое сверло

Пустотелые свёрлаПо конструкции рабочей части
бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0’=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
Плоские
(перовые ; жарг.пёрки ) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Свёрла Форстнера
— усовершенствованная версия перового, с дополнительными резцами-фрезами.
Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.










Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Пустотелые
(также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные
— применяют для сверления центровых отверстий в деталях.
Ступенчатые
— для сверления одним сверлом отверстий разного диаметра в листовых материалах.
По конструкции хвостовой части
бывают:
- с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77, DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления
бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава.
- Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твердосплавными пластинами — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению
По форме обрабатываемых отверстий
бывают:
- Цилиндрические
- Конические
По обрабатываемому материалу
бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.





