

Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Как сверлить металл дрелью
Всем привет! Про то, как сверлить металл дрелью, при желании можно написать очень большую статью. Но мне здесь видятся две основные проблемы:
- невозможность точно засверлиться в том месте, где требуется отверстие
- быстрое затупление сверл
Обычно с такими проблемами сталкиваются неопытные пользователи. Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Как засверлиться в нужном месте?
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.

Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить — кончик никуда не убежит.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверление толстых заготовок
Если заготовка имеет толщину больше 5 мм, а вам необходимо отверстие более 8 мм, то лучше сначала проделать дырку тонким сверлом, а уже потом работать толстым.
Работа с некоторыми видами металла
При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.









Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Для чего применяются сверла с победитом?
Для правильного применения нужно точно знать, для чего победитовые сверла предназначены. Ведь при их использовании для сверления несоответствующего материала, вы не только не добьетесь своей цели, но и разрушите весьма недешевый инструмент.
Основной сферой применения таких сверл является обработка бетона, кирпича, искусственного и натурального камня, мрамора, гранита, керамических изделий. Все эти материалы имеют высокую твердость и не могут быть обработаны при помощи обычных сверл. Победитовые сверла по бетону предназначены для установки на перфоратор, а поэтому хорошо работают в условиях не только резания, но и удара.

Бетон и камень – материалы твердые, но хрупкие, поэтому после работы на сверле остается множество налипших отходов, которые следует обязательно удалять.
При бурении глубоких отверстий в прочном материале победитовое сверло по бетону желательно охлаждать. Если работать на высоких оборотах в течение продолжительного времени, победитовая наплавленная пластина может повредиться или даже отделиться от тела сверла.
Периодическое охлаждение можно производить обычной водой, но следует учитывать, что при слишком резком охлаждении напайка может лопнуть.
Принцип работы победитового сверла основан скорее на выкрашивании удаляемого материала, нежели на его резании. Поэтому оно подходит для работы не со всеми видами материалов. Но производятся специальные победитовые сверла по металлу. Они по конструкции аналогичны другим победитовым сверлам, но могут отличаться углом заточки режущей кромки и иметь дополнительное напыление. При работе таким инструментом при трении металла о металл происходит интенсивный нагрев, поэтому победитовые сверла по металлу нуждаются в весьма активном охлаждении.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Сверловка стального проката
Сверловка отверстий в металле – один из видов механической обработки для получения сквозных и глухих отверстий требуемого диаметра. Суть процесса состоит в закреплении обрабатываемой детали, разметке и обработке ручным или автоматизированным инструментом.
Оборудование для сверления
Тип оборудования выбирают, в зависимости от поставленных задач. Сверлильные станки бывают радиально-сверлильными, вертикально-сверлильными, координатно-сверлильными. С их помощью выполняют:
- сквозные и глухие отверстия с цилиндрическими стенками;
- многогранные, овальные и другие отверстия;
- внутреннюю резьбу;
- чистовую отделку;
- рассверливание уже имеющегося отверстия.
Как просверлить отверстие в каленом металле: сверление закаленной стали
Как просверлить каленую сталь, методы.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.
Виктор Донской www.masteru.org.ua
Сверлить сразу тремя сверлами для создания отверстия большого диаметра

Возникают ситуации, когда мастеру необходимо сделать отверстие большого диаметра, а под рукой инструментов, позволяющих выполнить такую работу. В этом случае можно воспользоваться несколькими сверлами малого диаметра.
Для этого нужно воспользоваться тремя тонкими сверлами и скрепить их между собой при помощи обычной изоленты. Стоит отметить, что их диаметр не должен сильно отличаться друг от друга. Чтобы получить максимально ровное отверстие, сверла, во время скручивания между собой необходимо выровнять. В том случае, если хотя бы одно сверло из общей связки будет немного выступать вперед, оно станет так называемой осью вращения всей конструкции. В результате этого диаметр проделываемого отверстия будет немного больше от изначально запланированного размера.

Затем всю связку необходимо зафиксировать в патроне электродрели. Выставлять ее нужно таким образом, чтобы обеспечивался надежный захват в патроне всей конструкции. При этом не следует забывать о том, что длины используемых инструментов должно хватать для проделывания сквозных отверстий в материале.
Если связка будет плохо зафиксирована в патроне, во время вращения сверла начнут разъезжаться и ломаться. Для многократного использования такого инструмента, его необходимо правильно и надежно зафиксировать в патроне электроинструмента.









При использовании связки необходимо выставлять небольшую скорость вращения патрона электродрели. Во время работы необходимо периодически останавливаться и удалять из проделываемого отверстия весь накапливаемый мусор. Такой метод, который предусматривает применение связки, лучше всего подойдет для проделывания отверстий большого диаметра в древесине и мягких металлах (медь, алюминий).
Как изготовить сверло для сверления каленой стали, используя подшипник
Получайте на почту один раз в сутки одну самую читаемую статью. Присоединяйтесь к нам в Facebook и ВКонтакте.
Что понадобится: саморез, шарик из подшипника
Начать следует с того, что нужно будет подобрать такой шарик от подшипника, диаметр которого соответствовал бы диаметру сверла. Проще всего разбить отработавший свое подшипник молотком, предварительно обернув его в ткань. В качестве основания для будущего сверла возьмем обыкновенный саморез. Его длины должно хватать для сверления. Шапка самореза предварительно обтачивается. Сам он должен быть чуть меньше (по диаметру), нежели шарик.
В тиски зажимается небольшая гайка, на которую кладется шарик. Она будет временной подставкой. Следом за этим аккуратно приставляем к шарику шапку самореза и свариваем их в одно целое. Выступающий диаметр шарика и сварку следует убрать при помощи наждака
Важно обработать будущее сверло так, чтобы не оставалось каких-либо углов
Далее, используя все тот же наждак, обтачиваем шарик таким образом, чтобы из него получилось спиральное сверло. Если нужно, придаем ему форму пера. Когда это будет сделано, новое сверло придется еще закалить. После сварки шарик потеряет свою твердость, а значит ее нужно будет восстановить. Поможет в этом деле обычная газовая горелка. Металл доводится до оранжевого цвета, после чего погружается на несколько секунд в масло.
После закалки кончик сверла в обязательном порядке затачивается. Ни в коем случае не стоит точить сверло до закалки. Это может привести к ухудшению качества рабочей кромки. Сделанное сверло будет на отлично справляться почти с любым металлом.
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм 2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм 2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм 2);
- низколегированной стали (с показателем 600 — 900 N/мм 2);
- среднелегированной стали (с показателем 700 — 1000 N/мм 2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм 2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм 2);
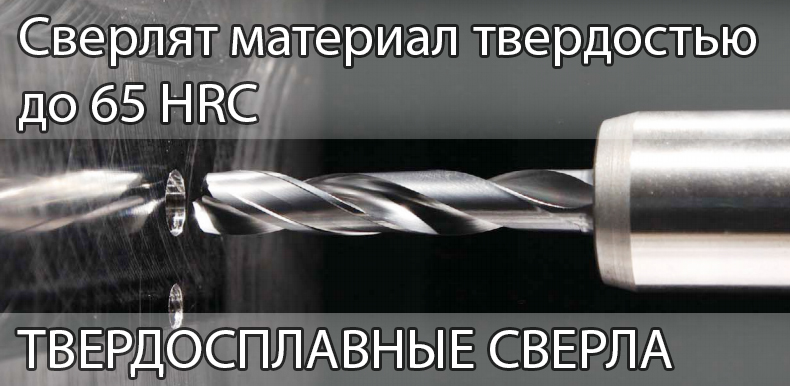
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Вам также могут быть интересны статьи:
Как просверлить каленую сталь в домашних условиях Как просверлить отверстие в стекле в домашних условиях Сверление отверстий в металле и дереве
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.
Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:
- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости. Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео









Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). В 6 твердость 88,5 HRA, в 15. 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины
Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Необходимый инструмент
В первую очередь необходимо выбрать подходящее сверло. Специалисты рекомендуют брать спиральные модели – на вертикальном стержне сделаны две закручивающиеся канавки. Последние образуют режущую кромку.
При выборе сверла по каленой стали важно обратить внимание на следующие моменты:
Для работы часто используют победитовое сверло. Победит представляет собой смесь вольфрама и кобальта
Оно хорошо справляется с закаленной сталью, так как обладает высокой прочностью.
В основном продают сверла малого диаметра, так как сверла большого диаметра требуют больше материала при изготовлении.
Стоит обратить внимание на угол заточки, назначение сверла и другие характеристики. Они должны соответствовать работе.
Лучше покупать сверла известных фирм
Они более качественные и будут служить дольше. Но если требуется просверлить всего несколько отверстий, можно остановиться и на более дешевых китайских вариантах.
На всех сверлах должна стоять маркировка, по которой легко определить диаметр будущего отверстия, материал изготовления и другие характеристики.
При сверлении закаленной стали можно использовать следующие насадки:
- На базе стали Р18. Эти сверла производили еще в Советском Союзе до 70-х годов. Содержание вольфрама в них достигает 18%, что делает инструмент высокопрочным, не подверженным быстрому износу и перегреву. Вариант подходит для работы на высоких скоростях, но встречается нечасто.
- Сталь «Р6М5К5». Еще один российский вариант. Содержание вольфрама – 6%, кобальта – до 5%. Это обеспечивает сверла высокой прочностью и хорошей сопротивляемостью тепловым нагрузкам.
- Сталь «HSS-Co». Это иностранная сталь, ее состав похож на состав предыдущей марки.
Также можно использовать сверла для керамогранита, но в процессе работы их необходимо подтачивать. Подходят сверла по стеклу и керамике. Работать с ними можно на невысоких скоростях и со слабым нажимом, также место сверление придется смазывать.
Еще один вариант – универсальные сверла для работы с любыми материалами, например, насадки «Bosch multi construction». У них есть наконечники из твердого сплава, которые хорошо пробивает твердые заготовки.
Самодельное сверло
Многие не желают тратить слишком много денег на профессиональные сверла для каленого металла, если требуется сделать всего пару отверстий. В этом случае можно изготовить сверло самостоятельно из имеющегося. Для этого нужно выбрать сверло, в состав которого входят кобальт и вольфрам – иными словами, взять победитовое сверло. Оно достаточно прочное и хорошо справится с работой. Чем выше содержание указанных металлов, чем прочнее будет сверло.
Далее действуют по схеме:
- Прочно закрепляют сверло в тисках, чтобы оно не выпало.
- Для заточки используют алмазный диск – другие материалы не справятся.
- Торец затачивается так, чтобы получилась поверхность как у плоской отвертки.
- Режущие кромки затачиваются до получения острого конуса.





