

Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.

Электрогидравлическая обработка
Виды оборудования
В зависимости от типа изготавливаемых деталей в промышленном производстве выделяют несколько видов штамповочных машин. Это такие, как:
- механический молот;
- прессы, представленные гидравлическими и кривошипными модификациями;
- кузнечно- штамповочные автоматы;
- горизонтально-ковочные машины.
Учитывая, что производство в основном ведется в больших масштабах, то практически все оборудование, автоматизированное. Также применяется и обычный пресс, который полностью контролируется оператором. Но такой вид ХШ применяется в изготовлении небольших партий и не может конкурировать с промышленными аналогами относительно скорости проводимых работ. Хотя это никоим образом не влияет на качество готового изделия.
Кроме этого, стоит отметить, что конструкции прессов можно разделить на:
- Однокривошипные.
- Двухкривошиные.
- Четырехкривошмпные.
- В случае если листовой металл имеет небольшую толщину, то применяется фрикционный пресс.
- Что касается гидравлического штамповочного оборудования, то оно применяется для крупного производства заготовок, что изготавливаются из более толстого металлического листа.
С этого следует, что делать это в домашних условиях не целесообразно и маловероятно, поскольку потребуется для этого специальное оборудование. К тому же осуществление готового изделия на заказ будет намного выгодней, а также качество предоставляемых услуг будет намного выше.
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.









Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
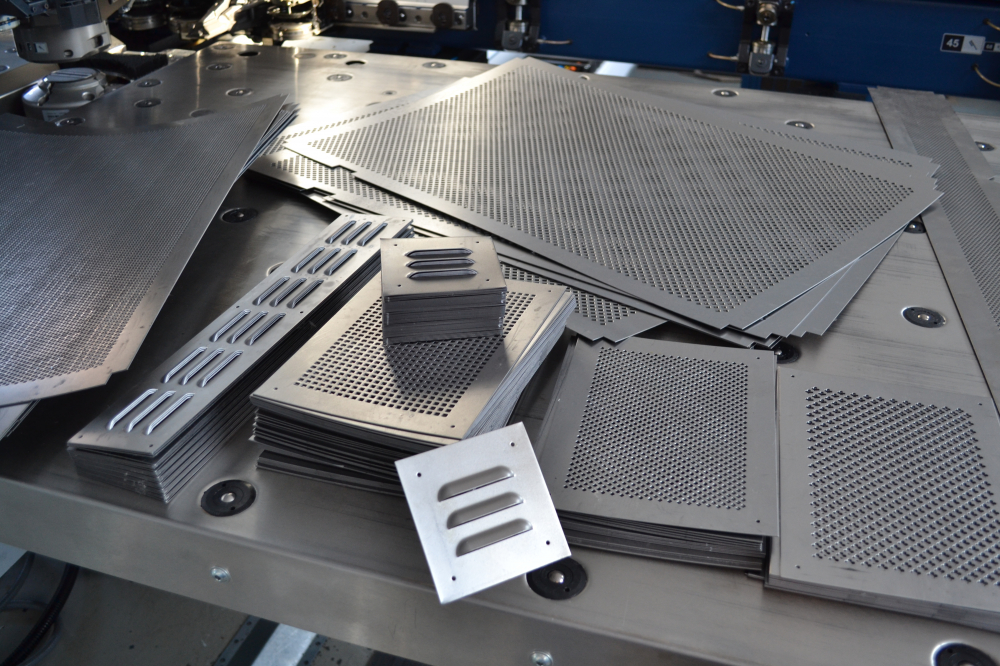
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Технология штамповки
Штамповка листовая представляет собой формоизменения металла. При проектировании штампов ведется расчет усилий по операциям. Часто мощности пресса хватает для получения готового изделия в холодном состоянии. Обычно толщина листа, подающегося в пространство штампа, составляет не более 1 мм.
Если пластичность металла невысокая, то для такого материала необходим подогрев.
Холодная штамповка
В холодном состоянии проводится штамповка листового металла из стали 08 кп, алюминия и неметаллических изделий.
Выполняются следующие операции:
Резка. Проводится она на специальных гильотинных ножницах. Материал разрезается на мерные заготовки для последующей штамповки.
Вырубка или пробивка. Относится к разделительным операциям. Для этого специально изготавливаются вырубные и пробивные штампы.
Гибка. Бывает V- образная и П-образная
При совершении таких операций важно учесть пружинение металла. Для этого заготовка гнется на больший угол
Тогда в свободном состоянии она получается нужного размера.
Отбортовка. Заранее изготовленное отверстие отбортовывается пуансоном большего размера. Важно выдержать правильный зазор между ним и матрицей, который должен равняться толщине металла.
Вытяжка. Идет вытягивание круглой заготовки в стакан. Если требуется большая высота, то достигается она за несколько переходов. Для этого изготавливают разные штампы.
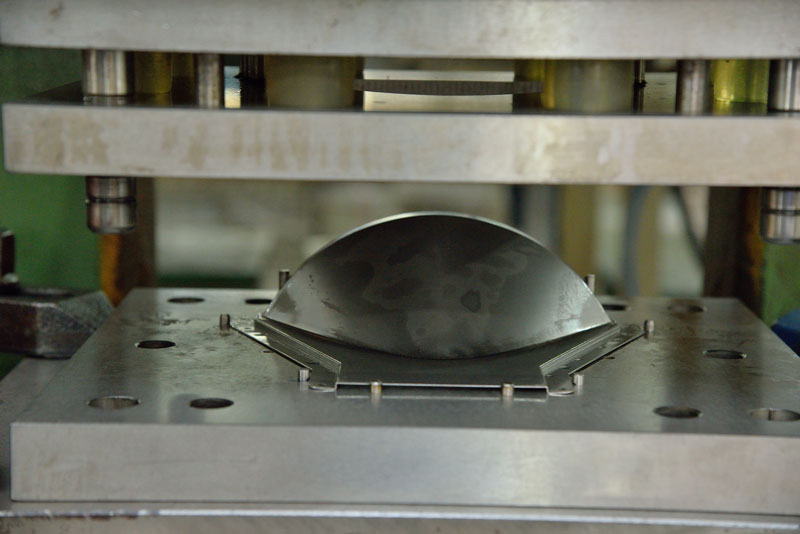
Горячая штамповка
Обычно используется при штамповке листа металла толщиной 3–5 мм. Применяется в том случае, когда усилия пресса не хватает для формирования деталей. Таким же способом получается объемная штамповка изделий.

Горячая штамповка
Процесс горячей штамповки принципиально не отличается от холодной. Особенность заключается в том, что предварительно металл подогревается до температуры 1200 градусов. Для этого применяются специальные печи, которые устанавливаются рядом с прессовым оборудованием.
Существуют автоматические линии, работающие без участия человека. На первом этапе идет разогрев заготовки, которая дальше самостоятельно передвигается по конвейеру.
Альтернативные и прогрессивные способы штамповки листового металла
Штамповка изделий листового металла может проходить не только традиционными методами. Существует ряд способов обработки материала, когда отсутствует стандартный инструмент:
- Формоизменение метала резиной. Для этого пуансон и матрица изготавливаются из резины. Несмотря на мягкие рабочие части, удается совершить: гибку, вытяжку, вырубку и пробивку. К преимуществам такого способа относится невысокая цена рабочего инструмента.
- Использование жидкости. Принцип основан на том, что матрица изготавливается из обычного металла. В ней формируется необходимый ручей. Под давлением жидкости ведется заполнение ручья металлом. Его форма соответствует размерам изделия.
- Взрывом. В данном случае, толкающей силой является взрыв, который направляет металл в форму. Применяется для работы с крупногабаритными изделиями, для получения деталей сложной конфигурации.
- Магнитно-импульсный вариант. Принцип основан на создании магнитного поля вокруг заготовки. В итоге такое же поле формируется в самой детали. В результате возникает толкающая сила, которая направляет металл в нужное направление.
1 Листовая штамповка – общие сведения об операции
Штамповка деталей из листового металла – под таким процессом понимают производство готовой продукции, разнообразных деталей и полуфабрикатов из металлов методом деформирования исходного сырья под давлением.
Подобную технологию знали еще наши далекие предки, которые посредством элементарного штампования изготавливали оружие, всевозможные украшения и предметы для домашнего обихода.
С 1850-х годов описываемый вид обработки начали модернизировать и технически совершенствовать, что позволило серийно производить штампованием разнообразные изделия массового спроса. Причем готовая штампованная продукция отличалась довольно-таки высоким качеством и превосходными эксплуатационными характеристиками.

С приходом 20 столетия листовая штамповка изделий из металла вышла на совершенно новый производственный и технический уровень. Благодаря ей начала развиваться сфера производства автомобилей (из штампованного материала делали кузова транспортных средств и многие другие детали). В 1930-х годах штампование взяли на вооружение судо- и авиастроительные предприятия, а через пару десятков лет она стала незаменимой для нужд ракетостроения.
Конструкции из штампованного металла характеризуются рядом особых свойств, что, в принципе, и обусловило популярность рассматриваемой технологии. К ее достоинствам относят следующие возможности:
- механизация и автоматизация производственных процессов, которые достигаются посредством внедрения мощных роторно-конвейерных линий оборудования;
- изготовление любых по геометрическим параметрам и формам готовых к применению изделий и разнообразных полуфабрикатов;
- производство высокоточных по размерам деталей, которые взаимозаменяют друг друга без необходимости их дополнительной обработке при помощи режущего инструмента и оборудования.

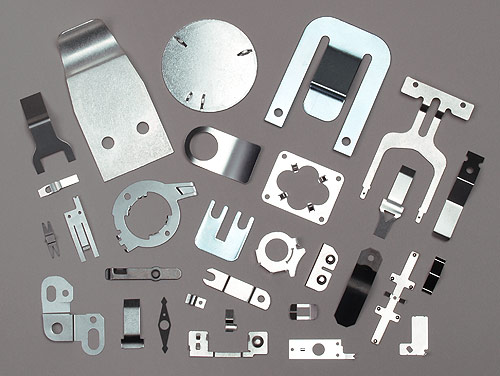
Кроме того, горячая и холодная штамповка гарантирует получение сравнительно “скромных” по массе металлических изделий с рациональными формами и высокими прочностными параметрами. Операции листовой штамповки позволяют производить как массивные заготовки для судо-, машино- и автостроительных предприятий, так и тонкостенные, буквально филигранные детали (например, тонкие стрелки для часов).








Технология процесса
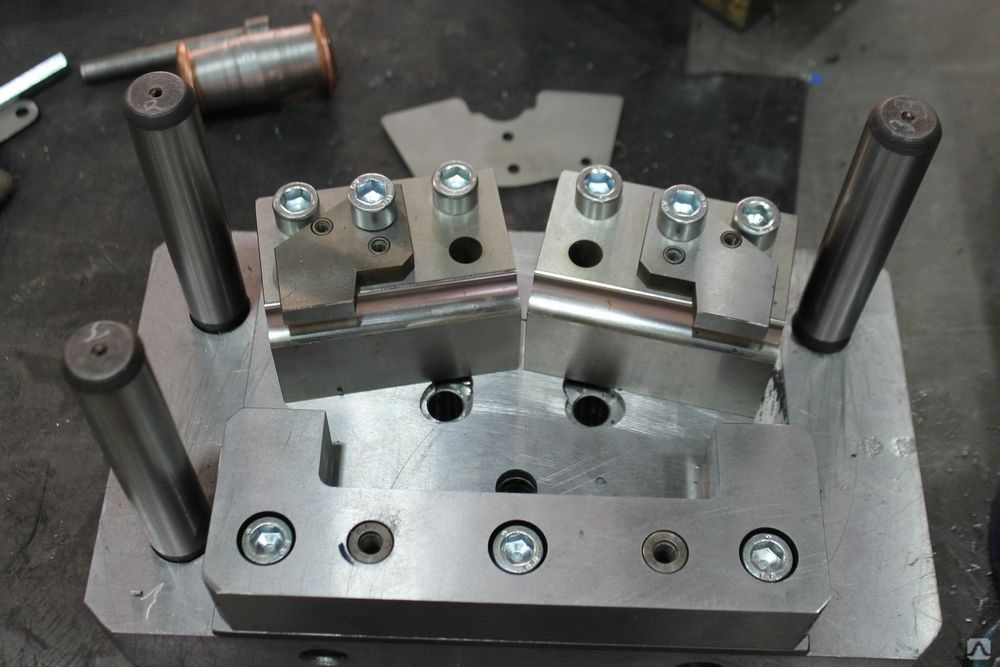
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
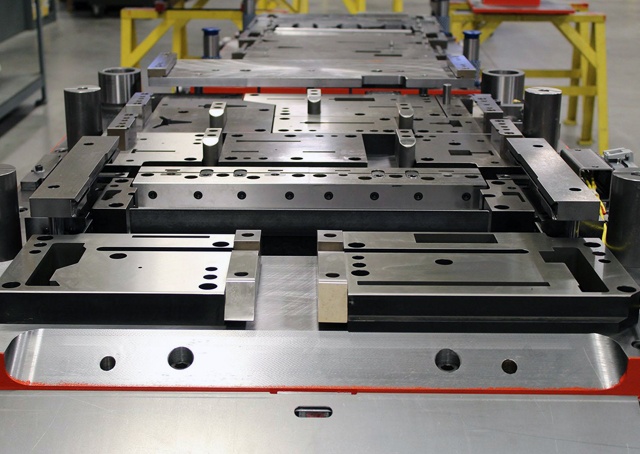
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Холодновысадочные автоматы
Холодная высадка применяется для формования местных утолщений на заготовках. Автоматы холодновысадочные двухударные моделей АВ1012, АВ1016 (рис. 1, а), АБ1214-АБ1223 с цельной матрицей (последний производит изделия с наибольшим диаметром стержня 20 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. В первом переходе (рис. 1, б) ролики 3 подают пруток 2 до упора 5, после чего матрица 4 перемещается в поперечном направлении, отрезая от прутка мерную заготовку на позицию высадки, где ударом высадочного пуансона 6 производится высадка головки. После возвращения пуансона в исходное положение изделие выталкивается толкателем 1, который также возвращается в исходное положение, а матрица вновь уходит на позицию подачи заготовки.
Высадку осуществляют на одно-, двух- и трехударных автоматах Холодной высадкой на автоматах изготовляют детали длиной до 400 мм из заготовок диаметром до 52 мм. Наиболее часто изготовляют детали и полуфабрикаты диаметром 3 16 мм с высокой точностью (до 0,03. . .0,05 мм). Болты получают размером до М20, гайки размером до М27. Производительность штамповки на автоматах 35. . .900 ед./мин.
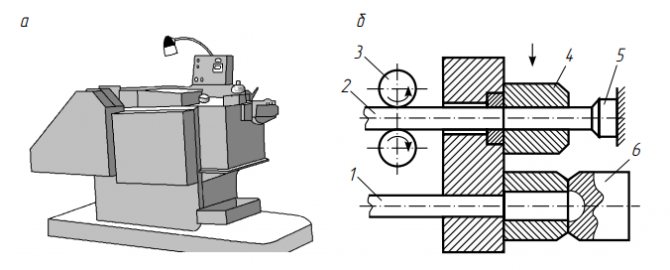
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
Выпускаются автоматы холодноштамповочные четырехпозиционные для крепежных изделий АВ1918Д-АБ1924 и др. (наибольший диаметр стержня 30 мм). Автоматы-комбайны для полного изготовления винтов и шурупов типа А1916А снабжаются резьбонакатными устройствами.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.
История открытия технологии
Листовая штамповка, как отдельная технология в металлообработке, появилась еще в средневековье. Кузнецы изготавливали разные виды оружия, доспехов, некоторые вещи для быта и украшения. До 1850-х годов этот метод обработки развивался медленно. При работе использовались простые ручные инструменты и приспособления.
С середины XIX века большинство операций в металлообработке подверглись механизации. Были созданы первые станки для обработки металлов. Технология вошла в список производственных, начала применяться крупнейшими заводами.
В начале XX века листовая штамповка начала применяться в производстве корпусных деталей автомобилей. В 1930-х годах технологию стали применять при изготовлении деталей для сборки речных и морских судов, корпусов для промышленного оборудования, летательных аппаратов. К середине 1950-х годов листовая штамповка начала активно применяться при производстве комплектующих для ракет.
Технология штамповки деталей из металлических листов и ее виды
Обработка деталей из листового металла – это процесс получения деталей необходимой формы и определенного размера. Работа по формированию деталей происходит на специальном оборудовании с применением инструмента под названием штамп.
Говоря о деталях, произведенных из листового металла, надо понимать, что на заготовку оказывается серьезное давление. Технологию штамповки начали применять еще в древние времена. Таким образом, производили орудия для обработки земли, посуду, украшения.

Штамповка деталей из металлических листов
В наши дни эта технология широко применяется при производстве деталей из листового металла, обладающих разными размерами и формой. Такой вид обработки широко применяется в автомобиле строении при производстве кузовных деталей.
Оборудование и инструменты
Оборудование, которое необходимо для выполнения штамповки включает в свой состав – прессы, а в качестве рабочего инструмента применяют штампы.
Как правило, в цехах, где выполняют штамповку применяют пресса двух типов – механические и гидравлические. В станках первого типа, для выполнения операции используют энергию падающего шатуна, в оборудовании второго типа, для обеспечения необходимой нагрузки используют гидравлическую машину, которая создает усилие на штамповочном узле.
К механическим станкам относят и такие как кривошипно-шатунные, винтовые, гильотинные, комбинированные и некоторые другие.

Рубка гильотиной
Усилие, которое будет направлено на формование детали, в зависимости от модели пресса может составлять несколько килограмм (настольные прессы, пневматического действия), а может несколько сотен тонн, например, пресс марки КА9536. Его усилие составляет 400 тонн, дина хода шатуна составляет 250 мм, а максимальный размер штамповой оснастки составляет 1000 на 1000 мм в плане.
На территории нашей страны действует ГОСТ 6809-87. Он определяет технические параметры для прессового оборудования, применяемого в горячей штамповке.

Штамповочные прессы
Станок для штамповки листового металла должен быть установлен на отдельный фундамент, который не связан с основным фундаментом здания, в котором размещаю штамповочный цех.
Прессовое оборудование может быть использовано в производствах по крупносерийному или массовому изготовлению деталей.
Прессы, практически всех типов имеют два режима работы, ручной и автоматический. Последний, позволяет встраивать их в линии по производству сложных деталей.
Например, при изготовлении кузовных автомобильных деталей, в одной линии размещено несколько прессов. На каждом из них установлены индивидуальные штампы, последовательное использование которых позволяет получать из листа готовую деталь, например, крышку багажного отделения или дверь.
Точность обработки на таком оборудовании позволяет запускать полученные детали в дальнейшее производство без использования промежуточных операций, связанных с механической обработкой.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.


![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://domdetaley.ru/wp-content/uploads/a/e/7/ae7a48f8eadcf8a9feb2df3099445b08.jpeg)





Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.
Принцип работы и устройство прессов различных типов
Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс
Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Гидравлические прессы
Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат
Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс
Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Работа штамповочного станка черновой обработки в видеоролике:
Оборудование для штамповки
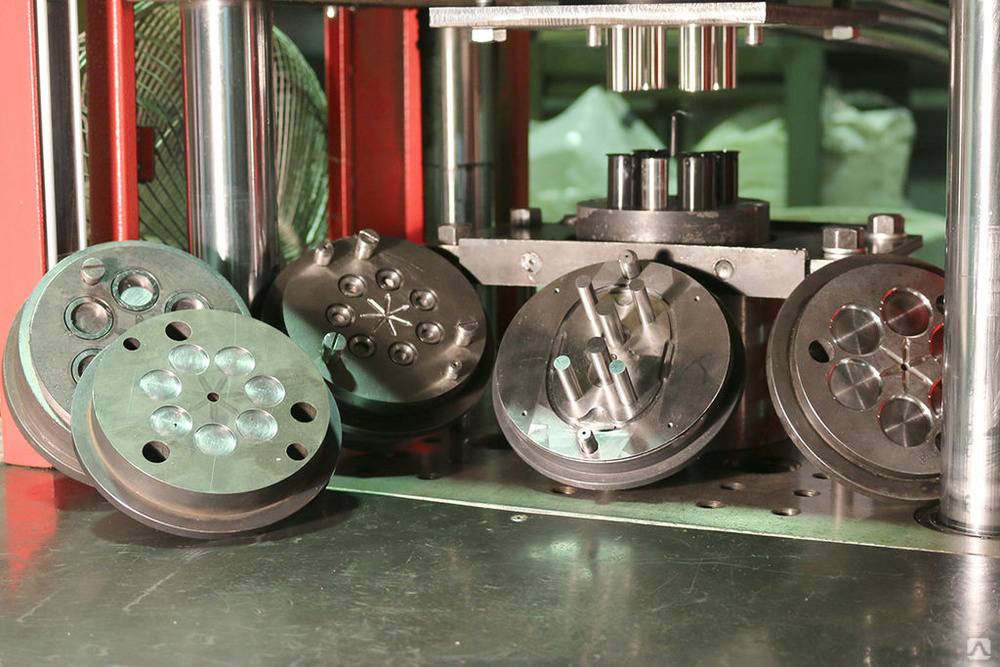
Для осуществления горячей и холодной штамповки листа применяется пресс, рабочим органом которого является штамп. Его элементы – пуансон и матрица – изготавливаются из инструментальной стали. При обработке мягких материалов эти элементы могут изготавливаться из древесины или полимеров.
Для холодной штамповки используются в основном гидравлические прессы, имеющие различную мощность и функциональные возможности. Для вырубки и пробивки востребованы прессы простого действия, для вытяжки – двойного действия. По конструкции прессы делятся на одно-, двух- и четырехкривошипные. На оборудование последних двух видов устанавливают ползуны больших размеров.Для нагрева стали перед горячей штамповкой применяют нагревательные устройства: электрические, плазменные и другие.
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
| Технические | Экономические | Недостатки |
| С точки зрения производства, то такой способ металлообработки дает возможность делать изделия более твердыми и прочными. Кроме этого, они достаточно легкие. | Возможность широкомасштабного выпуска при минимальном расходе материалов. | К недостаткам относится тот факт, что производимая ХШ листового металла может применяться для изготовления деталей весом не более 1 тонны. |
| Такой процесс позволяет изготавливать необходимые детали самых различных форм, в том числе и сложных конфигураций. | Такой способ позволяет экономить сырье, что, в свою очередь, уменьшает количество отходов. | |
| Возможность получить большое количество деталей с максимальной идентичностью. | При штамповой обработке существенно уменьшается вероятность дополнительной обработки |
Видео: холодная штамповка изделий.
Разделительная штамповка: что это такое
Это распространенная разновидность рассматриваемого нами процесса, осуществляемая для получения части материала от общей обрабатываемой детали. Может включать в себя операции резки, пробивки, вырубки, как одну, так и две-три сразу, выполняемые последовательно, с помощью размещенного на прессе инструмента. Последний выбирается по ситуации, в зависимости от проводимых работ, и это может быть как гильотина или ножницы, так и дисковая пила или даже вибрационная головка. Траектория его движения допустима как простая (по прямой), так и сложная (по ломаной линии), главное – получить заготовку нужной формы и с необходимым контуром.






