ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
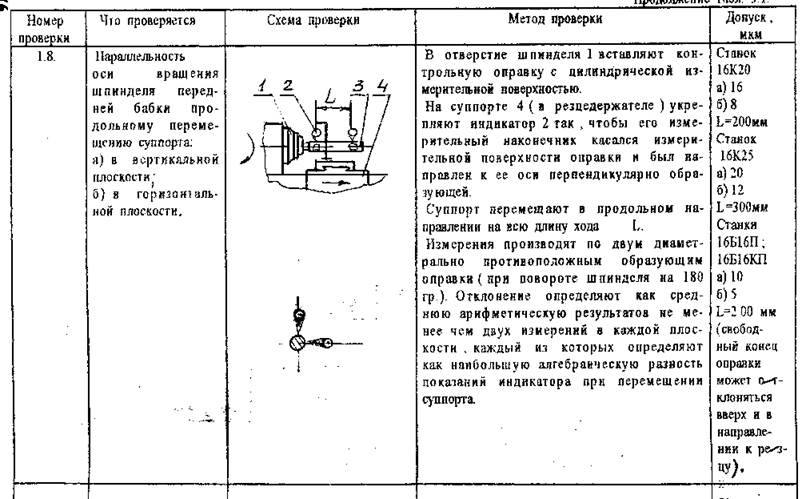
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
Основные методы проверки токарного станка
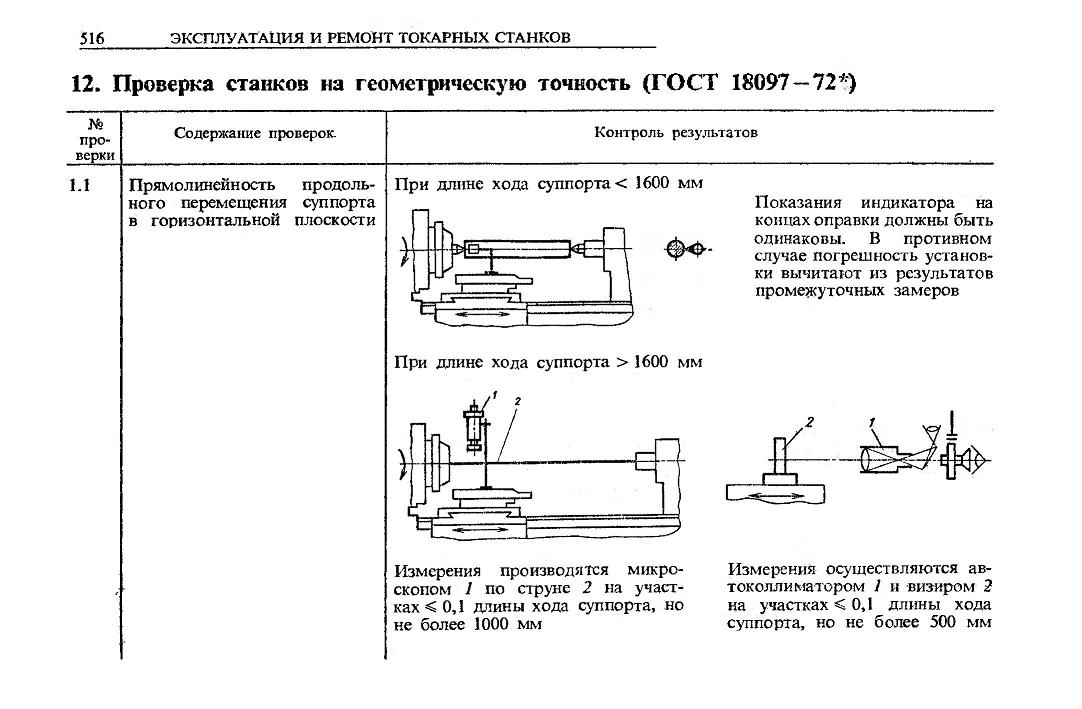
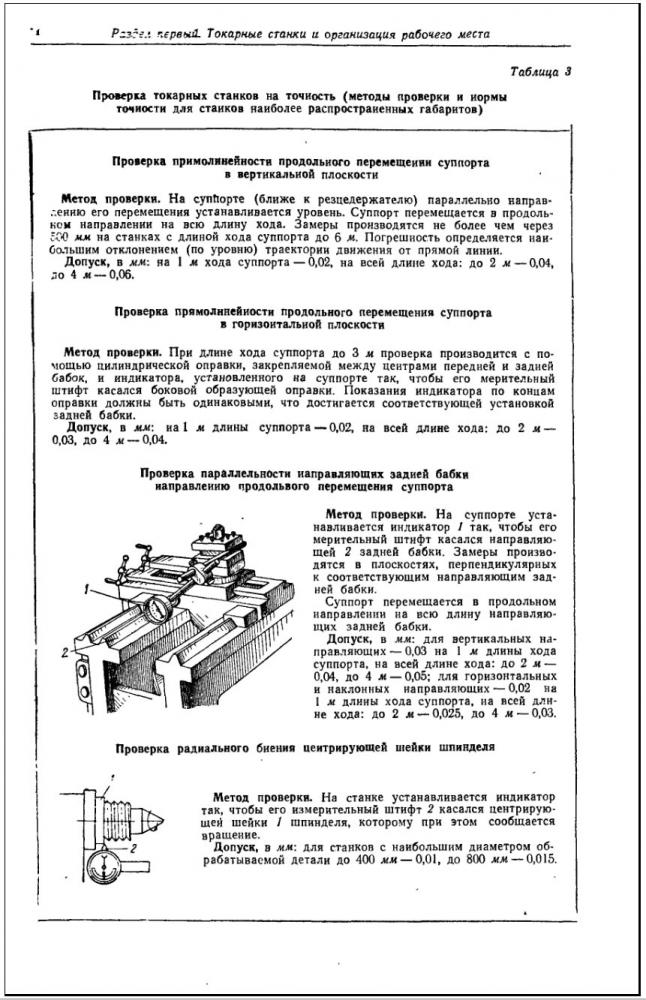
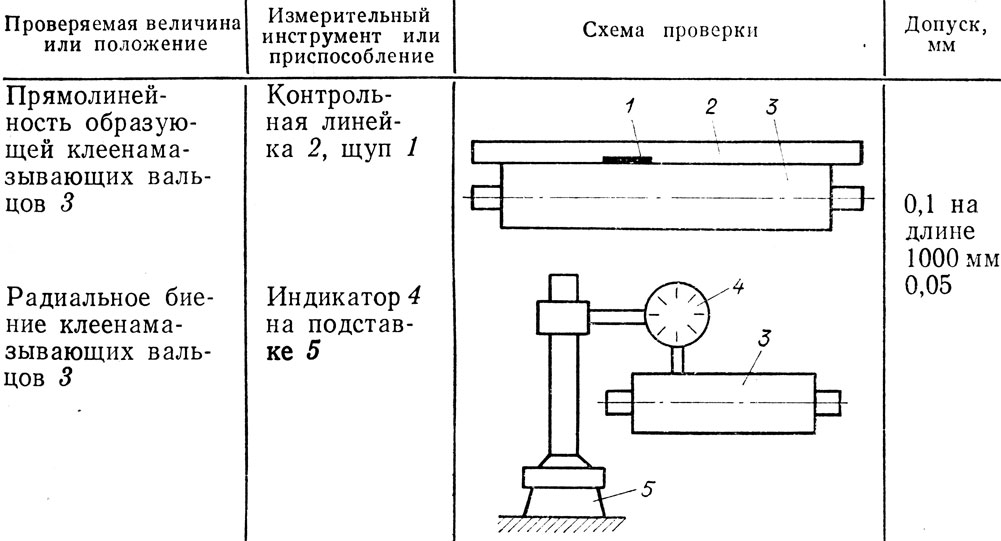
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт. Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
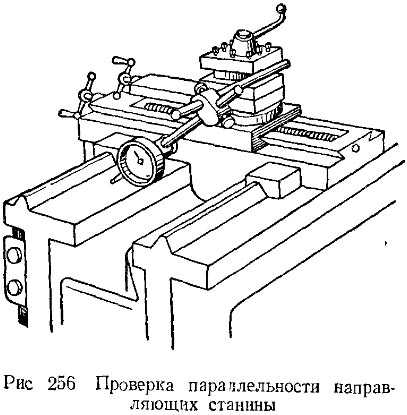
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
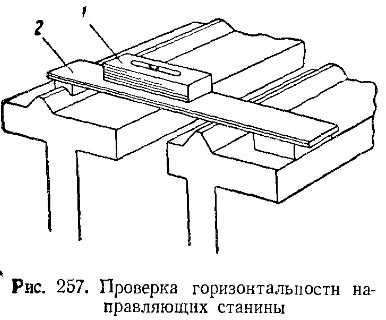
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
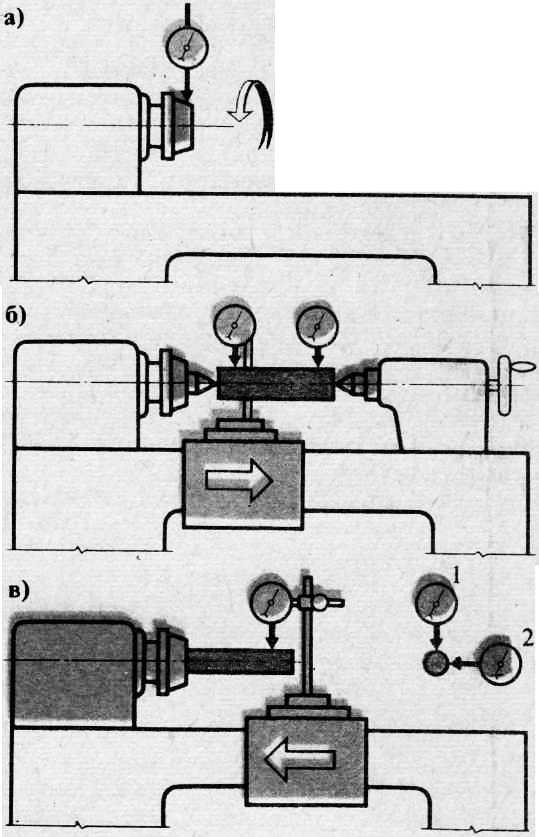
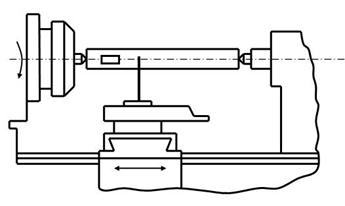
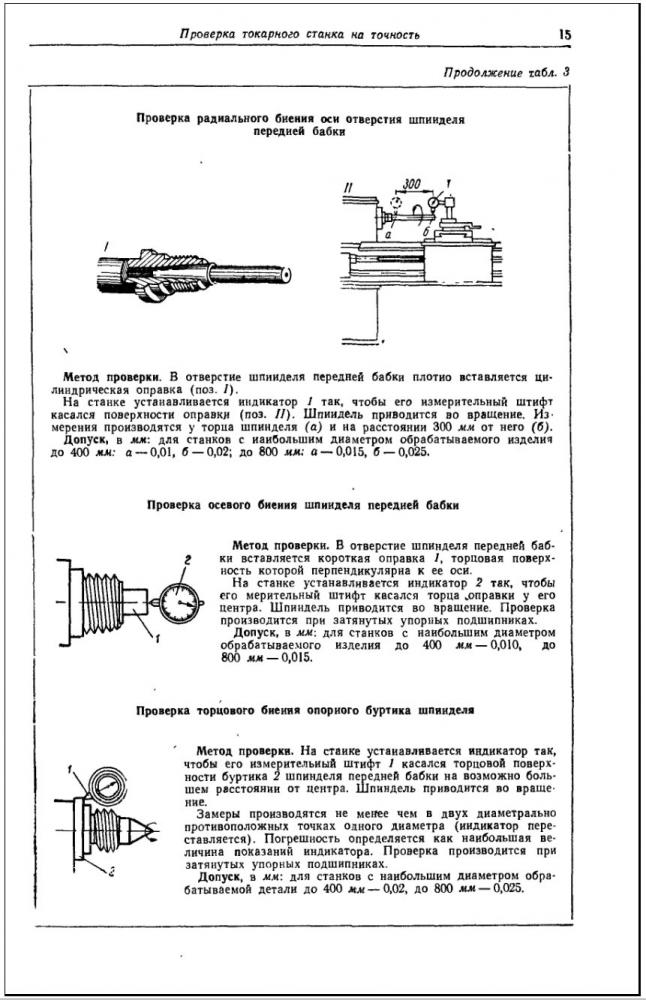
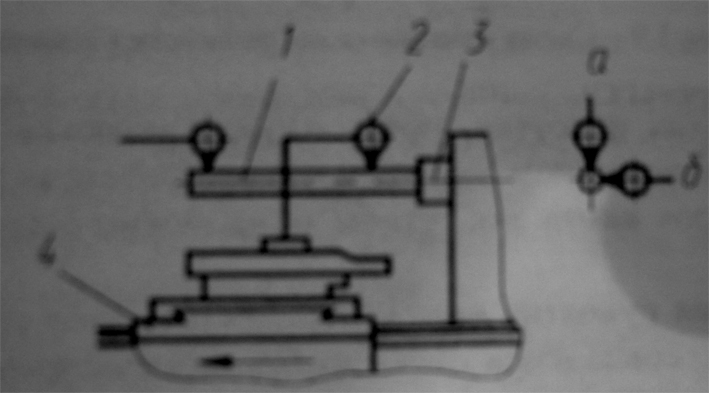
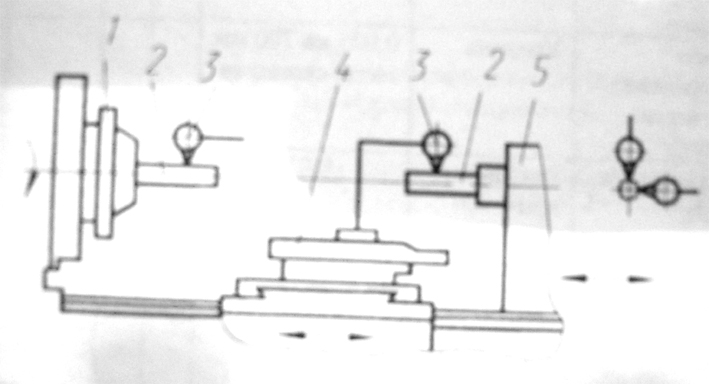
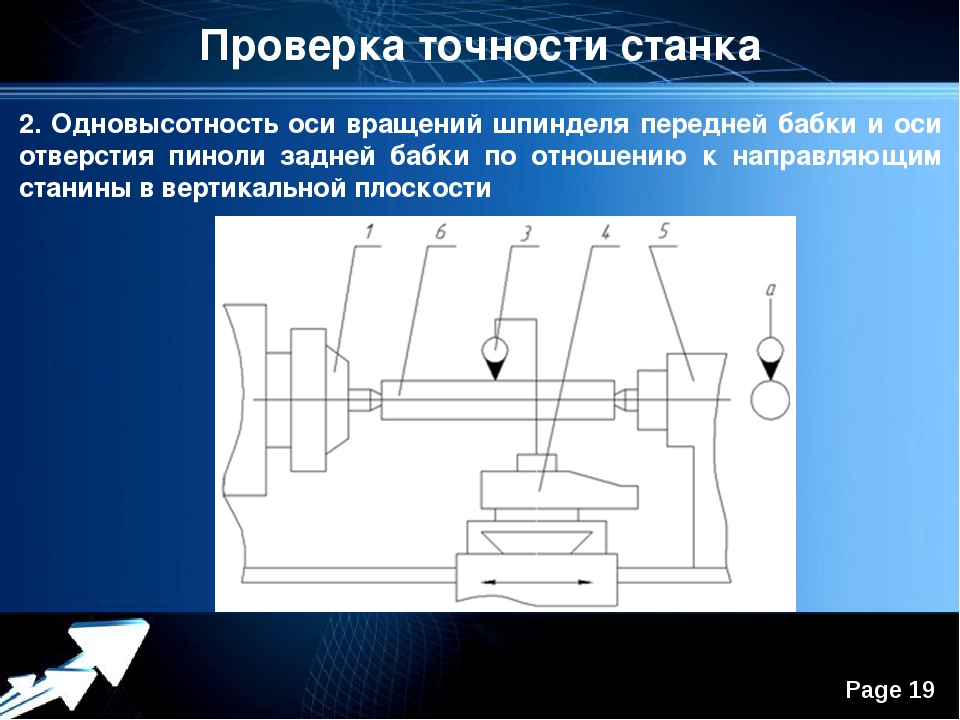
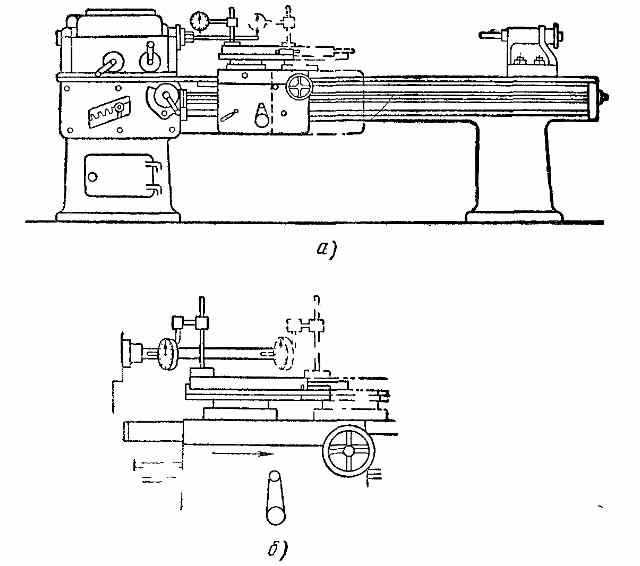
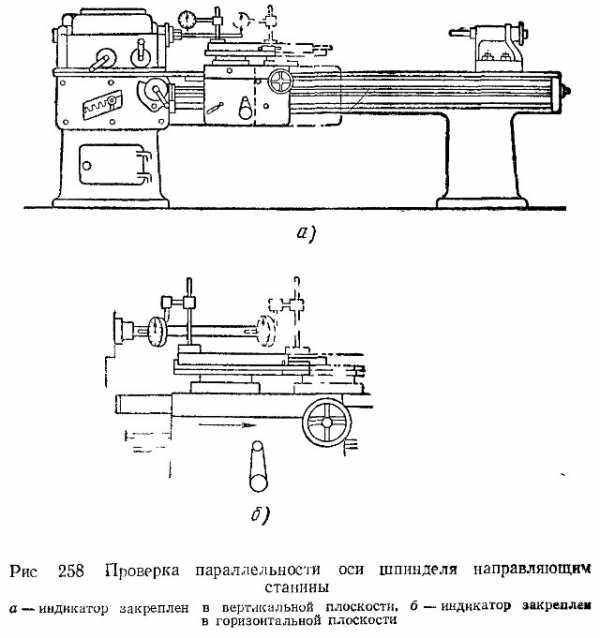
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
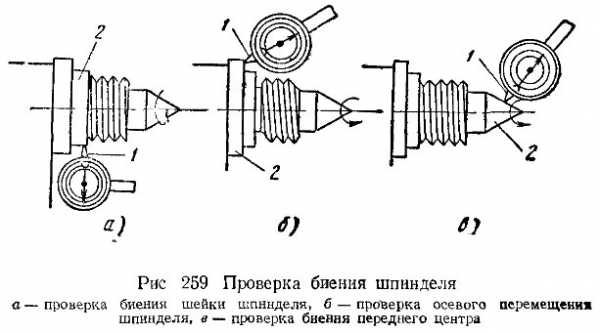
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
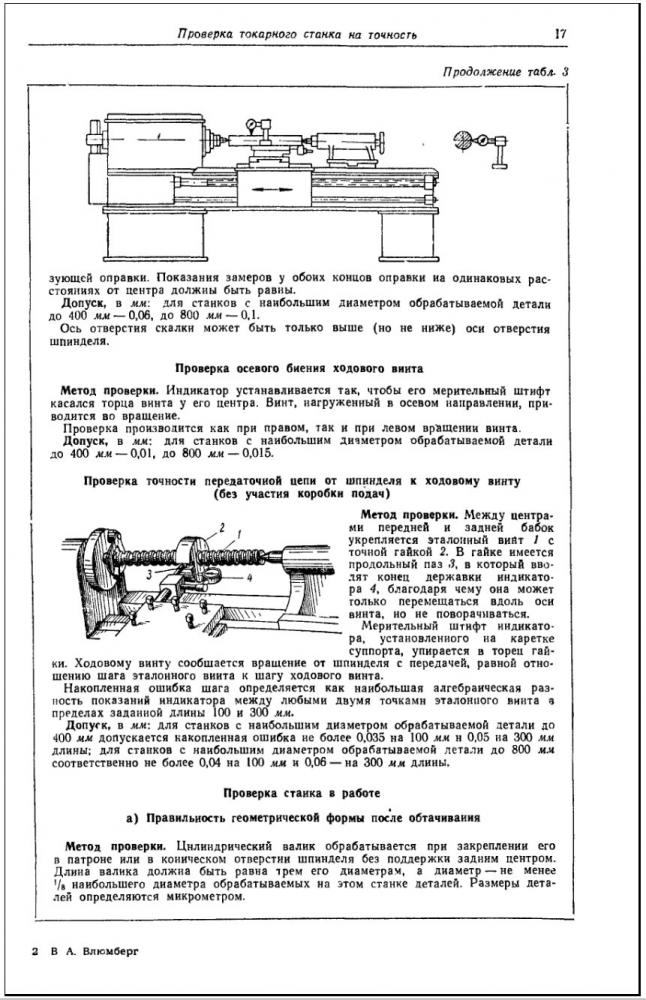
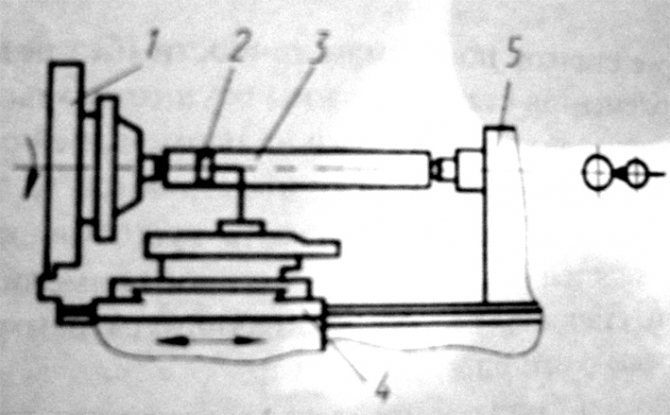
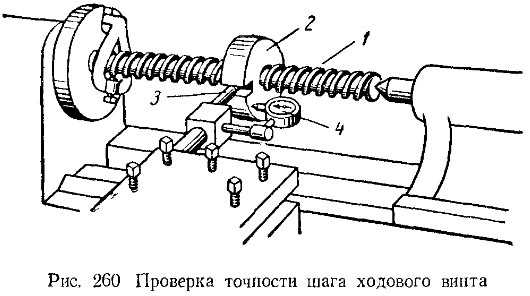
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо
Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора
При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента
Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:. Читать также: Столы для гаража своими руками
Читать также: Столы для гаража своими руками
Читать также: Столы для гаража своими руками
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
1 Область применения
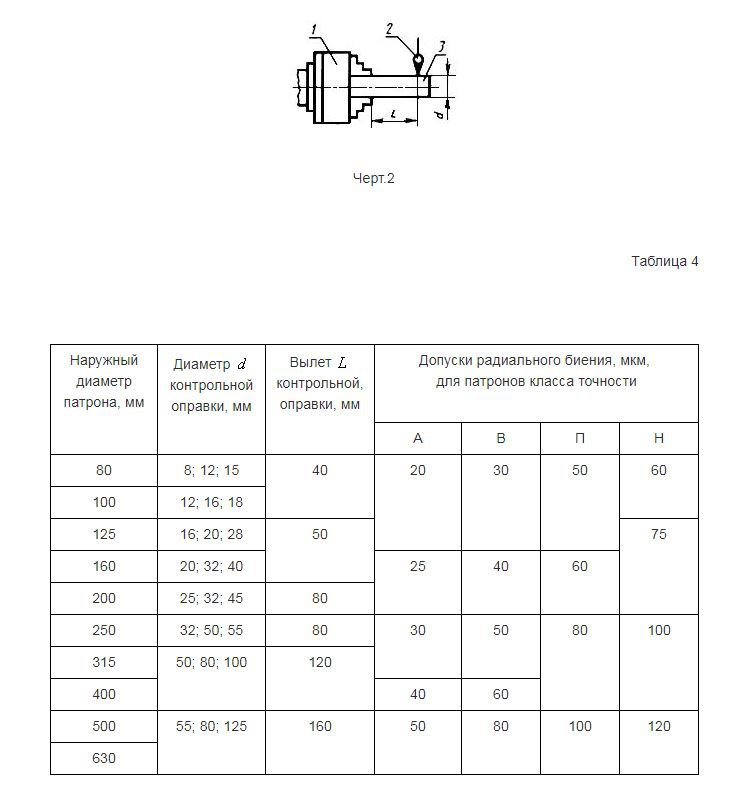
Настоящий стандарт распространяется на универсальные токарно-винторезные и токарные станки с горизонтальным шпинделем прецизионные (классов точности П, В и А) с Da ≤ 500 мм и DC ≤ 1500 мм и прочие (класса точности Н) с Da ≤ 1600 мм. Стандарт не распространяется на специальные станки, станки, предназначенные для учебных целей, индивидуальной трудовой деятельности и для использования в бытовых целях.

Требования стандарта являются обязательными.
Номенклатура средств измерений и предъявляемые к ним основные требования приведены в приложении А.
Стандарт пригоден для сертификации.
Причины появления погрешностей при обработке деталей
У снижения точности станков есть множество причин, которые можно разделить на следующие группы:
- Износ режущего инструмента, зажимных патронов и оснастки. В результате работы затупившейся фрезой снижается качество поверхности детали, а контрольные размеры не попадают в поле допуска. Если в патроне изношены кулачки, при обработке возникнет вибрация, а на холостом ходу биение будет видно на глаз. Если пазовые винты плохо фиксируют заготовку, она может сместиться в процессе фрезерования. Контроль работоспособности оснастки и инструмента входит в задачи оператора станка.
- Выработка направляющих, подшипниковых узлов, цепных, зубчатых передач, появление люфтов в парах «ходовой винт- гайка». Износ трущихся поверхностей сложно обнаружить визуально. Даже если попытаться «подергать» портал или ходовой винт вручную, неисправность можно не обнаружить. Во всех узлах станка есть рабочие зазоры с запасом на тепловое расширение, которые компенсируются ЧПУ. Для компенсации выработки нужно вносить изменения в систему на программном уровне либо выполнять замену изношенных узлов.
- Сбои в системах измерения и управления траекторией движения инструмента. Проверка точности станков с ЧПУ может выявить системные ошибки в работе оператора, сбои в управляющей программе, изменения геометрии станка. Для диагностики встроенной системы измерений необходимо дополнительное оборудование.
В последнем случае используется интерферометрический метод, позволяющий провести высокоточную проверку следующих параметров: линейное позиционирование, повторяемость, перпендикулярность осей и плоскостность обрабатываемой поверхности и рабочего стола.

Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
- оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
- оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др.;
- эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
- прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
- приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Установка станков перед испытанием на точность
Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании:
1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях.
При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения.
Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем.
2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость.
При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов.
Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор.
Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов.
Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности.
(Измененная редакция, Изм. № 1).
Проверка 12
а
S
| Наибольший | Допуск мкм | ||
| диаметр мм | Класс | ||
| точности | |||
| Что проверяется | Метод проверки | изделия уста и а вл и ваемого | станка |
| прутка J | |||
| и | над стани ной D | Н | п |
Точность фикса пни при повторных поворотах на каждой позиции
а) резцовой го ловки,
б) револьверной головки
Индикатор 1 укрепляют на шпинделе 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания
а) поверхности оправки прямоугольного сечения 3, закрепленной в резцовой головке 4, и был расположен на расстоянии 150 мм от ее оси,
б) цилиндрической по
верхности оправки 5, закрепленной в револьверной головке 6, и был
расположен на расстоянии L от ее грани или торца, при фиксированном положении головок
Головки поворачивают на 360°
Отклонение определяют разностью показаний индикатора при начальном положении головок
a
| До 200 | До 800 | 32 | 20 |
| б | |||
| До 32 | До 320 | 12 1 8 L = 100 мм | |
| Св 32 | Св 320 | 20 I | I 12 |
| до 80 | до 500 | L = 200 мм | |
| Св 80 | Св 500 | 32 | 1 20 |
| до 200 | до 800 | L = 300 мм |
Продолжение
| Наибольший | Допуск, мкм | |
| диаметр, мм | Класс точности станка | |
| Что проверяется | Метод проверки | изделия, ^станавли ваемого над станиной, D |
| прутка d | Н | П |
и по возвращенки их в первоначальное положение после поворота на 360°.
Отклонение определяют как наибольшую величину результатов пяти измерений.
Проверке подвергают все позиции резцовой и револьверной головок
Проверка 13 (для станков, не имеющих механизма зажима револьверной головки)
| Наибольший | Допуск, мкм | ||
| Что прове | диаметр, мм | Класс точности станка | |
| Метод проверки | изделия, устанавливаемого над станиной, D | ||
| ряется | прутка d | Н | П |
Постоянство положения револьверной головки в подшипнике и фиксирующем устройстве
На неподвижной части станка устанавливают индикатор 1 так, чтобы измерительный наконечник его был перпендикулярен в точке касания цилиндрической поверхности оправки 2, закрепленной в револьверной головке 3, и был расположен на расстоянии L от ее торца или грани.
На револьверную головку действуют силой Р — 5 кгс, приложенной на плече Lu последовательно в направлении поворота головки и в обратную сторону.
Смещение при каждом положении револьверной головки определяют как алгебраическую разность показаний индикатора при нагрузке +Р и —Р.
Проверке подвергают все позиции револьверной головки
До 12
Св. 12 до 32
Св. 32 до 80
Св. 80 до 200
| До 200 | 10 | 8 |
| Д—100 мм | Lt = 300 мм | |
| Св. 200 | 10 | 10 |
| до 320 | L— 100 мм | Li = 300 мм |
| Св. 320 | 25 | 16 |
| до 500 | L = 200 мм | L1 — 500 мм |
| Св. 500 | 40 | 25 |
| до 800 | L — 300 мм | Li = 500 мм |
Проверка 14
При автоматической продольной подаче
При автоматической поперечной подаче
| Наибольший диаметр, мм | |||
| Что проверяется | Метод проверки | прутка j | изделия, устанавли ваемого |
| а | над станиной D |
Допуск, мкм
Класс
точности
станка
Н
п
Точность выключения упорами (при повторных включениях) автоматической продольной подачи револьверного и поперечного суппортов и автоматической поперечной подачи поперечного суппорта и револьверной головки
На неподвижной части ’Станка устанавливают индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен в точке касания грани револьверной головки 2 и грани резцовой головки поперечного суппорта 2, подведенных к упору на автоматической подаче.
Затем проверяемые суппорты отводят от упора и снова включают автоматическую подачу до упора.
Отклонение определяют как наибольшую разность показаний индикатора при пяти измерениях
| До 12 | До 200 |
| Св. 12 | Св. 200 |
| до 32 | до 320 |
| Св. 32 | Св. 320 |
| до 80 | до 500 |
| Св. 80 | Св. 500 |
| до 200 | до 800 |
20
Проверка сверлильных станков после проведения ремонта
Абсолютно ясно, что те станки, которые прошли капитальный или текущий ремонт, должны быть в обязательном порядке подвергнуты проверке на их соответствие нормам точности согласно ГОСТ.
Так, после окончания проведения ремонта, станки проходят в первую очередь внешний осмотр, затем проверяются на точность и жесткость. Окончательным является этап проведения испытания работы, как на холостом ходу, так и под рабочей нагрузкой.
Эти мероприятия проводят в ремонтно-механическом цеху на специализированных стендах в несколько этапов:
- Внешний осмотр;
- Испытание в ненагруженном режиме (на холостом ходу) – здесь механизмы главного движения проверяются последовательно на всех значениях оборотов шпинделя (контролируя биение). Станок работает на верхних граничных показателях скорости от полутора до двух часов, до момента, когда для всех элементов установится рабочая температура.
Теперь изучается температурный режим, который должен соответствовать следующим основным показателям:
- подшипники: ˂ 70°С (скольжения)
- ˂ 80°С (качения);
- масло: ˂ 60°С;
- механизмы подач: ˂ 50°С.
Далее внимательно изучают системы охлаждения и смазки. На протяжении всего периода проведения испытания характер функционирования станка должен быть плавным, не иметь толчков, биения, шума и вибрации. В этом отношении работа считается удовлетворительной в случае, если шум, производимый в ненагруженном состоянии (при холостом ходе), практически не различим на удалении более пяти метров от источника шума.
При проведении комплексной проверки сверлильного станка изучают также его паспортные данные, предоставленные заводом –изготовителем. Диапазон допустимых отклонений полученных результатов от паспортных значений составляет 5%.
Испытание под нагрузкой – этот этап дает возможность определить как качество его работы, так и технологическую мощность. Данное исследование целесообразно проводить в таких условиях, которые были бы максимально приближены к производственным (допускают даже кратковременные перегрузки до 25% от мощности номинальной).
Под такой нагрузкой проверка станка продолжается некоторое время, но не менее, чем 0,5 часа.
Испытание на точность и жесткость – выполняется контрольным мастером с обязательным присутствием на испытаниях сотрудников ремонтно-механического цеха, которые непосредственно производили ремонт. Этот контроль включает в себя исследование геометрической точности и жесткости (согласно ГОСТ) самого станка, а также образцов деталей, которые на нем обработаны.
В случае, когда процесс испытания сверлильного станка после капитального или текущего ремонта выявил недочеты и дефекты, то их перечень заносят в специальную технологическую ведомость дефектов с последующей передачей бригаде ремонтников для устранения неполадок.
После завершения всех видов проверок станок нужно обезжирить, тщательным образом прогрунтовать и покрасить. Затем он передается для дальнейшей эксплуатации в цех. При этом обязательно необходимо составить соответствующий акт.
Описанные выше столь скрупулезные методы проверок сверлильных станков необходимы для обеспечения их бесперебойной и качественной, согласно всем требованиям ГОСТ, работы на протяжении всего срока службы.
Основные методы проверки токарного станка
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт. Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
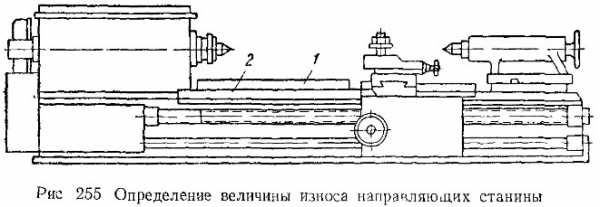
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.