

Устройство и характеристики
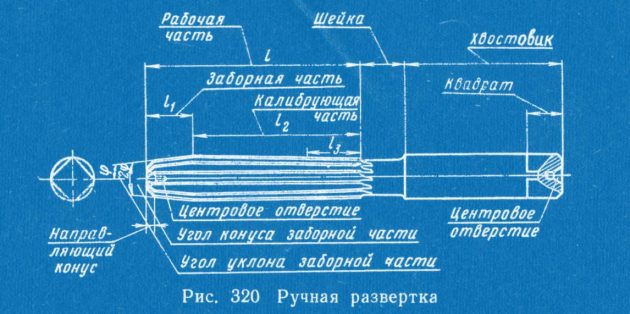
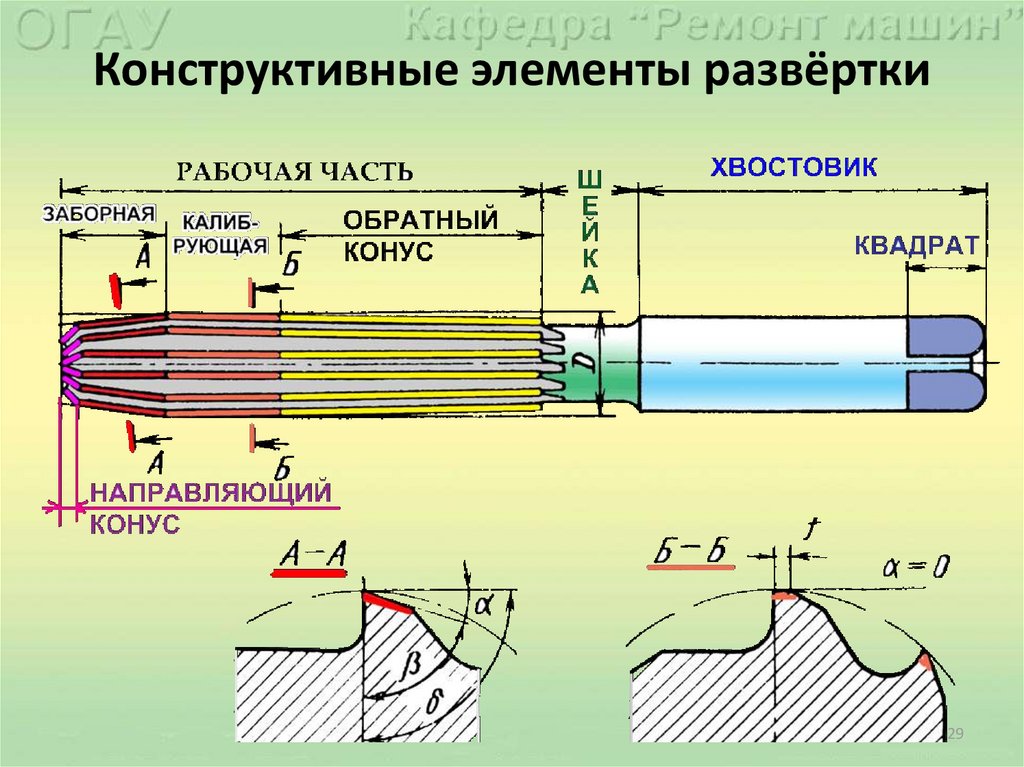
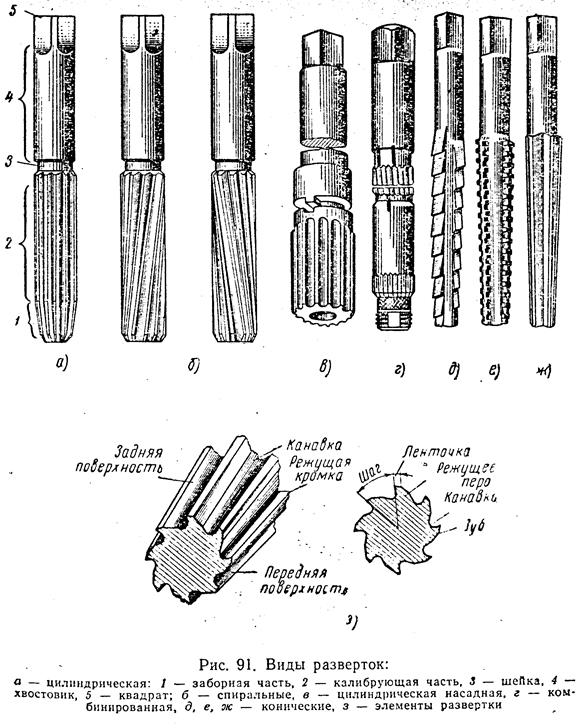
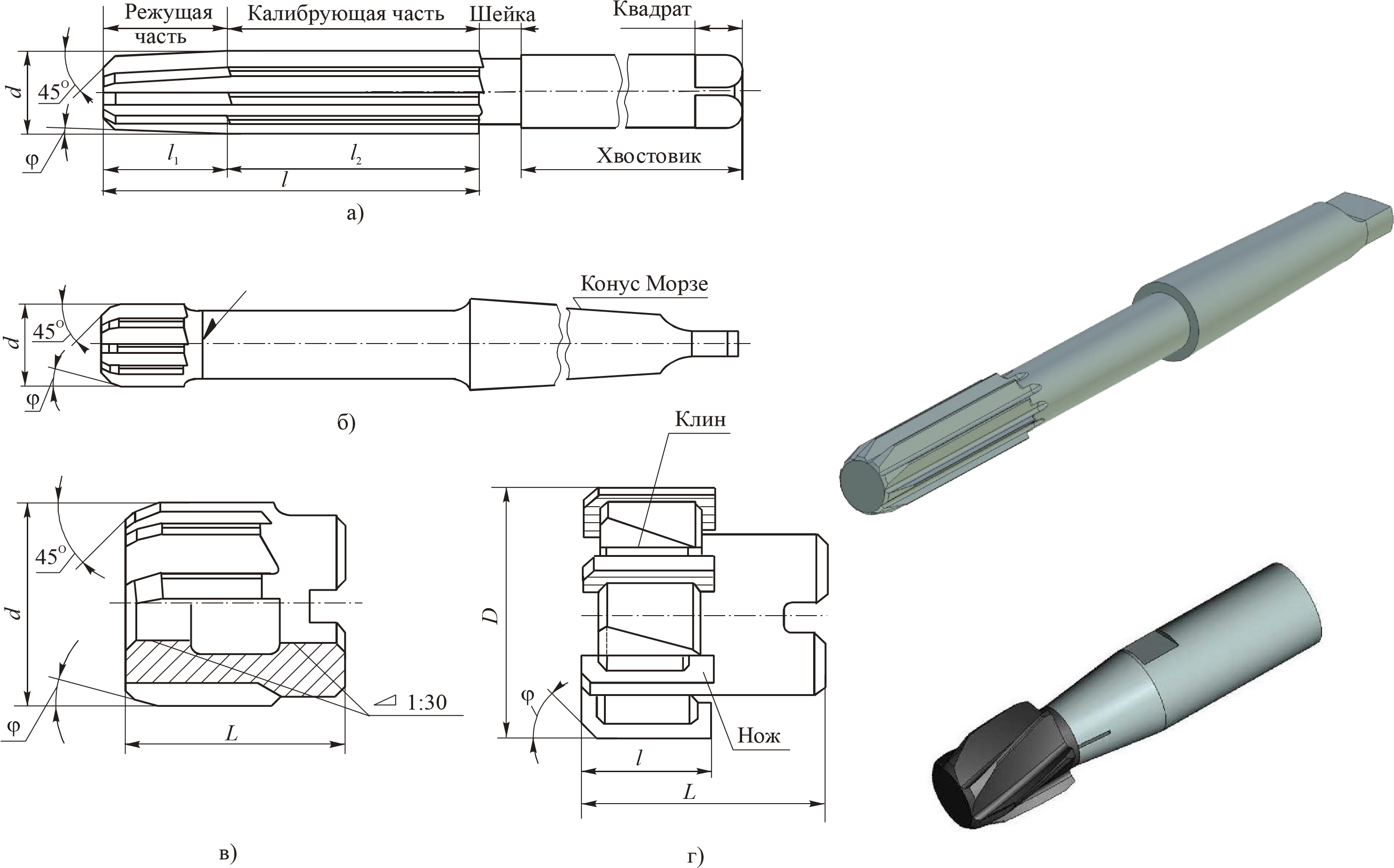
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
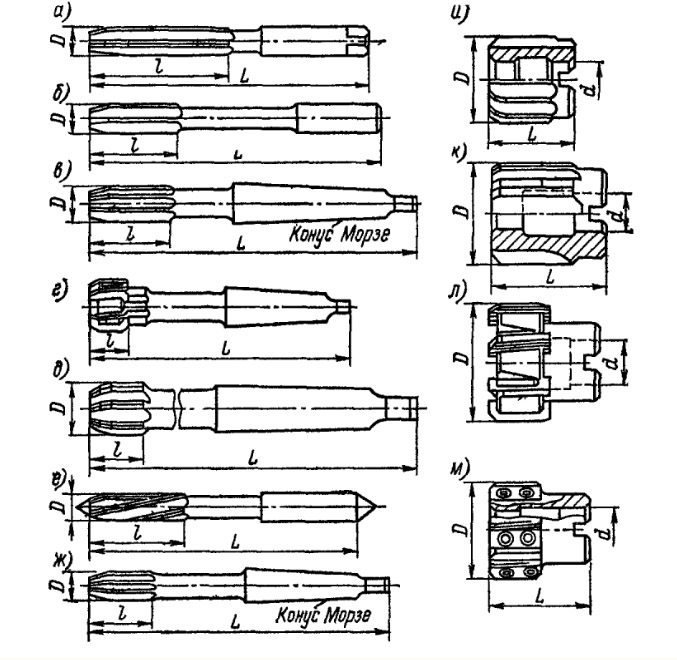
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом:
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку).
Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
Диаметр такого инструмента может достигать 30 см.
Стоимость 300 – 1300 рублей.

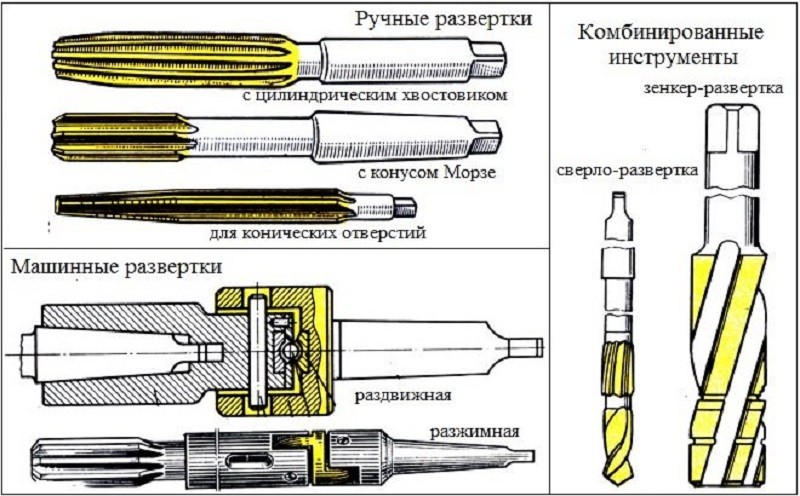
Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности.
Яркий пример: зенкер-развертка.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм.
Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.

По способу регулировки может быть разжимной и раздвижной.
Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
– четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
– разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.

По форме рабочей части развертка бывает:
Для работы по стандартным отверстиям.
Стоимость – от 50 до 100 рублей.
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента.
Формой напоминает конус со срезанной вершиной.

Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом.
Используется для работы с отверстиями в листовых металлах.

Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
Для установки в вороток, с квадратным хвостовиком.
Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
Цена – от 20 рублей.
Машинная
С коническим или цилиндрическим хвостовиком для установки в патрон металлообрабатывающего станка.
Стоимость также начинается от 20 рублей.

Последний вариант по типу рабочей части можно разделить на следующие виды:
- Насадная развертка (упоминалась ранее).
- Со сменными твердосплавными пластинами.
- С напаянными пластинами.
Также инструмент классифицируется по иным характеристикам, например:
- По металлу, который был использован в производстве.
- По количеству зубьев. Как уже говорилось, это 6 – 16 штук.
- По форме канавок – прямые и винтовые.
Стоимость разверток зависит как от типа самого инструмента, так и от его размера, класса точности.
Реальные ценники могут отличаться от приведенных.
Развертывание конических отверстий
Кондуктор для сверления отверстий
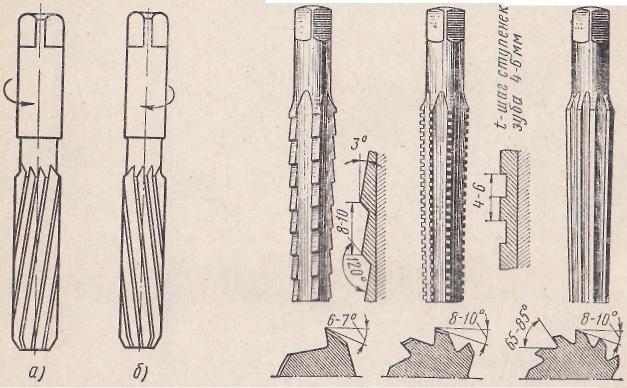
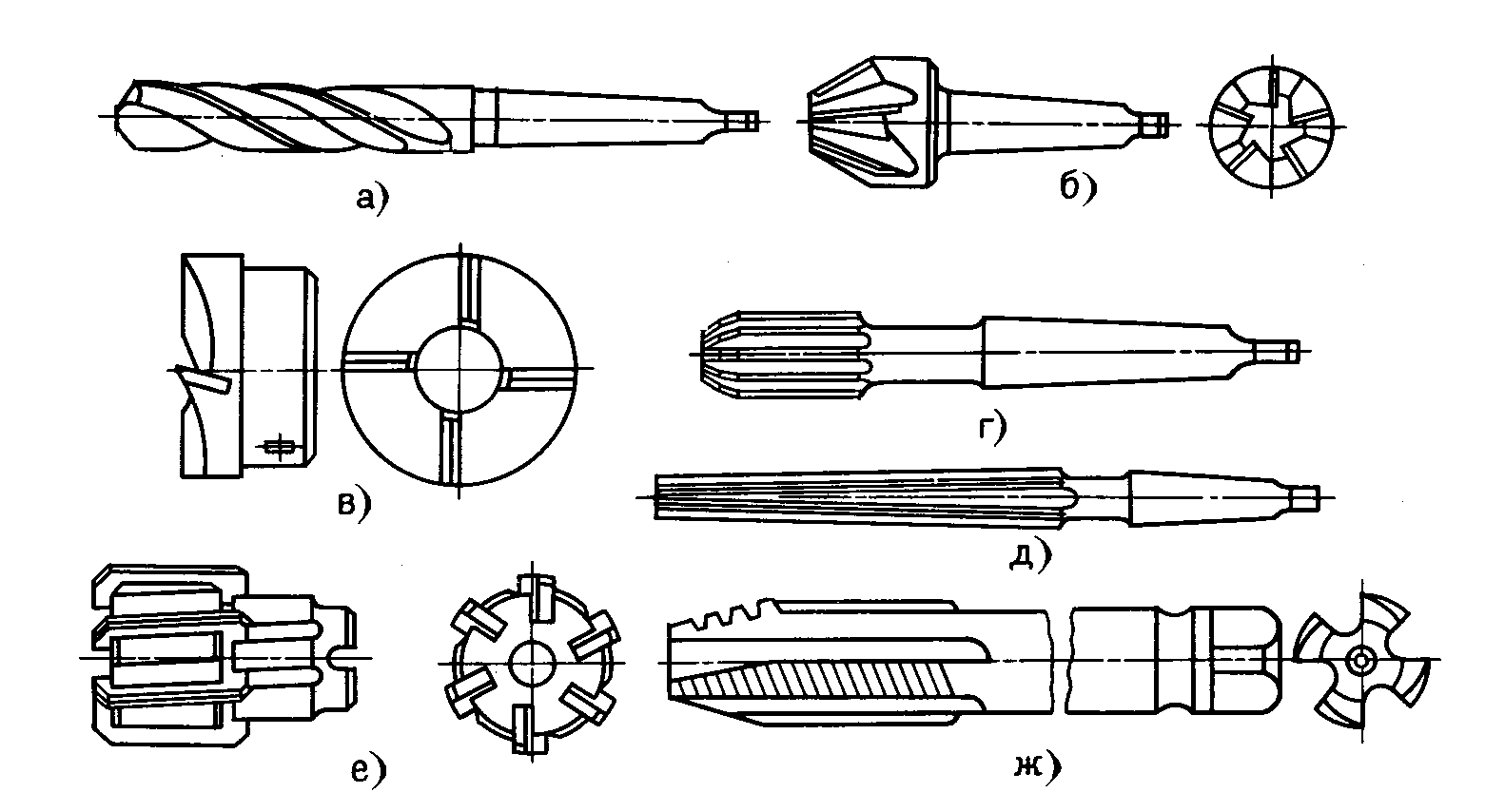
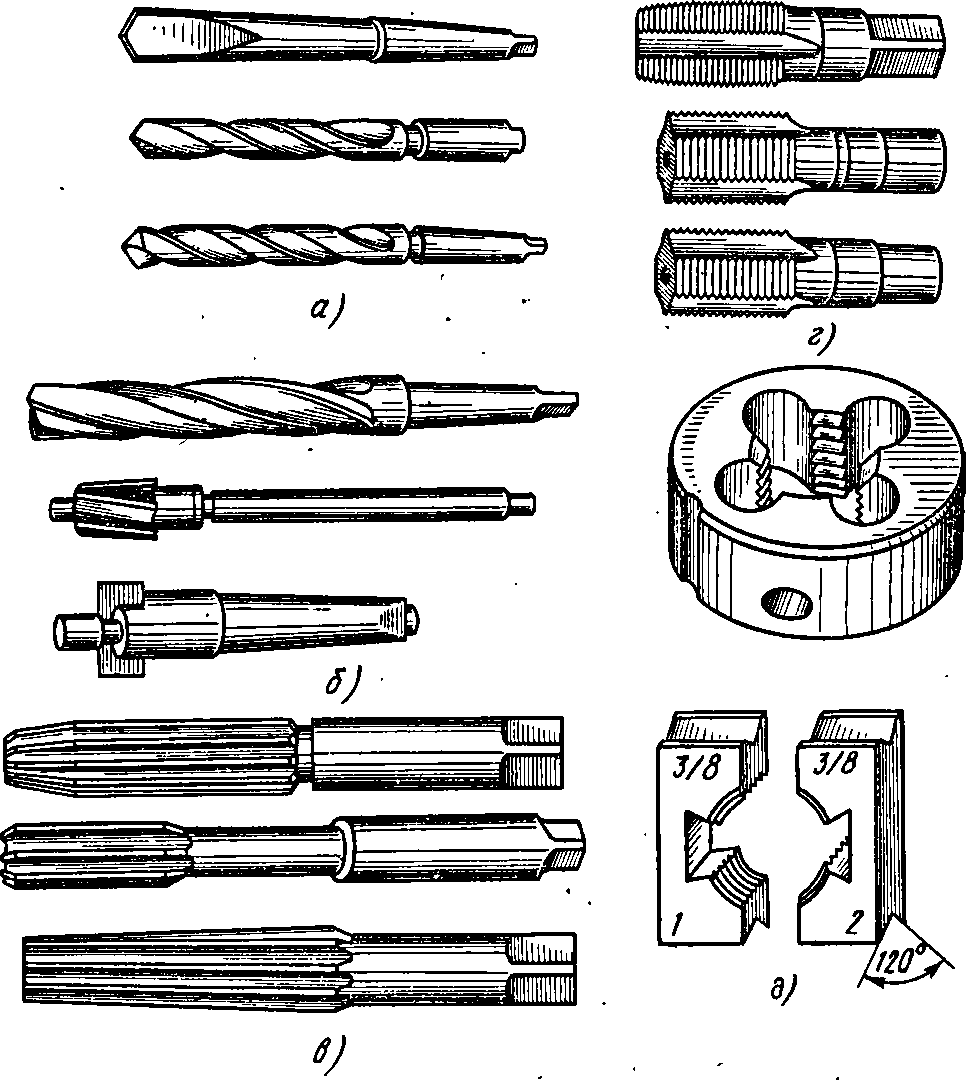
Конические отверстия нормализованных размеров (внутренние конусы в переходных втулках, в насадных развертках, зенкерах и т. д.) следует обрабатывать развертками (рис. 163), комплект которых для определенного типа и размера обрабатываемого конического отверстия (например, конус Морзе № 4) состоит из 3 шт. Каждая из таких разверток имеет коническую часть, соответствующую размерам отверстия, для обработки которого она предназначается, и цилиндрический хвостовик, заканчивающийся квадратом.





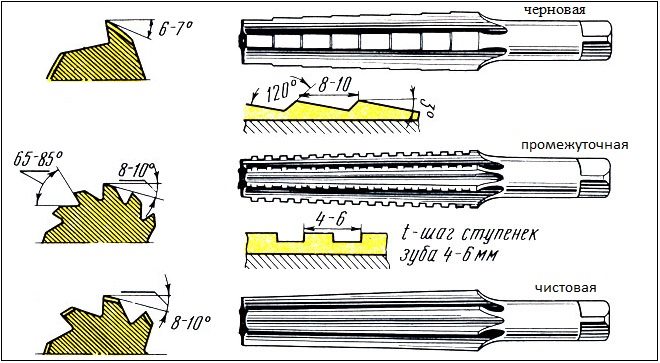

На конической части профрезерованы канавки, образующие зубья. У первой (обдирочной) развертки (рис. 163, а) число зубьев обычно невелико (в развертке для конуса Морзе № 4 имеется 6 зубьев). Они сделаны ступенчатыми с расположением ступеней по винтовой линии. Вторая развертка (рис. 163, б) имеет значительно большее число зубьев, чем первая, но также ступенчатых (для разделения снимаемой стружки на части). Третья (чистовая) развертка (рис. 163, в) имеет прямые ровные зубья; их делается несколько больше, чем во второй развертке.
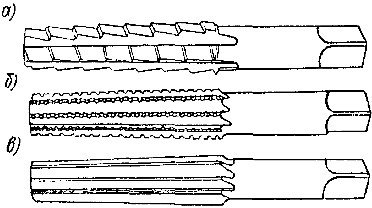
Рис. 163. Конические развертки
Сверление отверстия производится сверлом диаметром на 0,5—1,0 мм меньше меньшего диаметра первой развертки. Благодаря ступенчатой форме зубьев этой развертки и расположению их по винтовой линии, развернутое отверстие получается ступенчатым. После прохода второй развертки ступени уменьшаются по величине, но количество их возрастает. Последняя (чистовая) развертка снимает ступени, и обрабатываемое отверстие получается с гладкими стенками.
Комплект, предназначенный для обработки конических отверстий с малыми уклонами конуса, иногда состоит из двух разверток. Очень пологие конусы часто обрабатываются сразу чистовой разверткой.
Установка развертки во время работы показана на рис. 164. Рабочий конец 3 развертки вводится в обрабатываемое отверстие детали 2, закрепленной в патроне 1, а правый поддерживается центром 5, вставленным в пиноль 6 задней бабки станка. На квадратный конец развертки надет хомутик 4, конец которого опирается на верхнюю площадку суппорта. По мере перемещения развертки влево пиноль задней бабки подается также влево непрерывным вращением ее маховика. Если конец хомутика приближается к левой кромке площадки, следует переместить влево весь суппорт.
Рис. 164. Развертывание конического отверстия
Проверка конических отверстий. Для проверки конических отверстий применяют калибры-пробки (рис. 165, а). Пользуясь таким калибром, на боковой поверхности его наносят меловые или карандашные риски. Если после того, как калибр введен в проверяемое отверстие и несколько раз повернут, риски сотрутся по всей длине, — угол конуса отверстия правилен. Если риски сотрутся только у меньшего диаметра калибра, это означает, что угол конуса велик. При слишком малом угле конуса меловые или карандашные линии окажутся стертыми только у большого диаметра калибра. Диаметры конического отверстия проверяются также калибром-пробкой. При правильно обработанном отверстии риска В, нанесенная на калибре-пробке, должна быть закрыта деталью, а торец детали не должен закрывать собой риску А (рис. 165, б). Если риска В на калибре не дойдет до торца детали, отверстие следует обработать дополнительно, а если риска А проходит в глубь детали, последняя является браком.
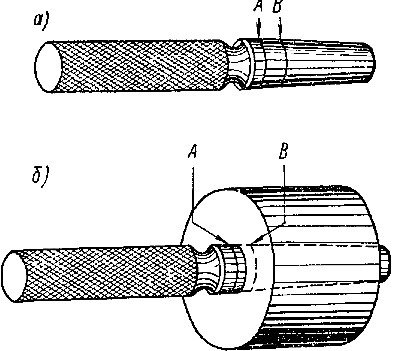
Рис. 165. Калибр-пробка (а) для проверки конических отверстий и его применение (б)
Штифтовые развертки
Обрабатывание цилиндрических отверстий в машинных деталях, соединение которых выполнено посредством штифта происходит отдельным типом оснастки по металлу. Конусность при малых соотношениях дает возможность превратить цилиндрические отверстия в конусные без предварительных работ.

Штифтовые развертки
Повышенные нагрузки требует стойкости, надежности винтовой разновидности детали работы по металлу. Самозатягивание исключается благодаря противоположному направлению винтовых зубьев. Защемление стружки не возможно, по причине использования конструкции канавок с достаточным пространством. Машинные развёртки отличаются меньшим количеством зубьев и величиной шага, за счет работ на повышенных оборотах.
Как выполняется машинное развертывание
Для того чтобы выбрать режимы выполнения машинного развертывания, можно использовать специальные таблицы. Исходными параметрами при этом являются диаметр формируемого отверстия, марка обрабатываемого материала, а также материал, из которого изготовлена развертка. К основным режимам развертывания, выполняемого машинным способом, относятся скорость выполнения резания и частота, с которой должен вращаться шпиндель оборудования.
Используемые СОЖ
При развертывании отверстий в заготовках, изготовленных из разных материалов, можно воспользоваться следующими рекомендациями по выбору СОЖ:
- стали, относящиеся к категории углеродистых, конструкционных и инструментальных, – водный раствор мыла, эмульсия, осерненное масло, смесь масел;
- чугун – может обрабатываться без СОЖ или с использованием керосина;
- медь – эмульсия;
- алюминий – эмульсия, смесь масел, чистый керосин, смесь керосина с терпентинным маслом, сурепное масло.
- бронза – обрабатывается без использования СОЖ.

Составы СОЖ, используемых при развертывании отверстий в различных материалах
Некоторые нюансы машинного развертывания
Перед развертыванием машинным способом очень важно правильно подготовить оборудование. Состоит такая подготовка в следующем
- Конус хвостовика инструмента и посадочное отверстие в шпинделе станка тщательно протираются.
- Развертка вставляется в шпиндель таким же образом, как и .
- Обрабатываемая деталь фиксируется на рабочем столе оборудования так, чтобы ось отверстия точно совпадала с осью используемого инструмента.

Обработка отверстия на станке твердосплавной разверткой
Сам процесс развертывания, для выполнения которого используется черновой и чистовой инструмент, выполняется в следующей последовательности:
- Завершив сверление обрабатываемой заготовки, сверло в шпинделе сверлильного оборудования заменяют на черновую развертку.
- Проводят черновое развертывание.
- Черновой инструмент заменяют на чистовой и повторяют развертку отверстия.
- После чистового развертывания инструмент выводят из зоны обработки, выключают электродвигатель станка и проверяют результат работы при помощи калибра-пробки.
Виды брака при использовании развертки
Уменьшение диаметра получаемого отверстия при развертывании связано с критическим
износом развертки или упругой деформацией металла при обработке тонкостенных деталей.
Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение.
Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки.
Развертка относится к инструментам для чистовой обработки предварительно просверленных или отзенкерованных отверстий. Операция позволяет получить геометрические параметры, точность размера и шероховатость поверхности высокого класса.
Развертки являются более точным инструментом, чем спиральные сверла или зенкеры. За счет точности изготовления инструмента и малого припуска, снимаемого при обработке, устраняются неточности и отклонения после предыдущей обработки.
В зависимости от типа отверстия, условий обработки, требований к качеству готовой поверхности применяются развертки разных видов и конструкций.
Основные виды
С учетом толщины снимаемого слоя, обработка производится одним инструментом, либо комплектом из черновой и чистовой развертки, а иногда и получистовой. Орудие для предварительной и финишной обработки отличается видом режущих лезвий и их численностью. Вдоль линии зуба черновой и получистовой разверток имеются зубцы или выступы.
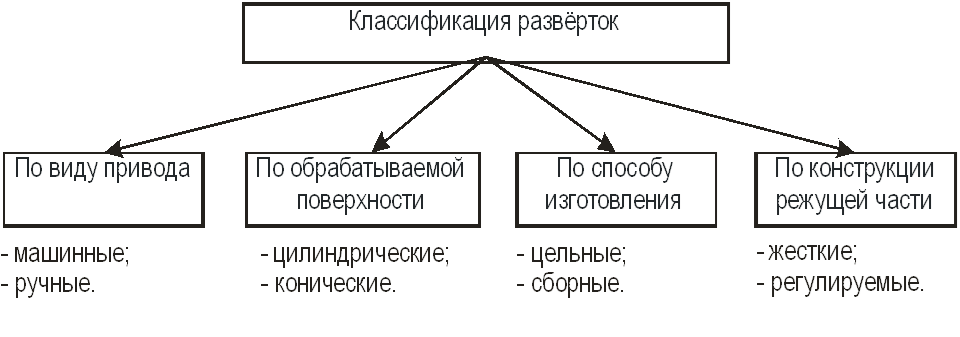
Стандарт предусматривает классификацию типов разверток по следующим критериям:
- Вид обрабатываемого отверстия – цилиндрическая развертка и коническая;
- Тип обработки (черновая, чистовая);
- Метод фиксации инструмента;
- Конструкция режущих кромок;
- Расположение зубьев;
- С настройкой на размер обработки;
- Материал для изготовления.
В ГОСТ 1672-80 изложены нормы изготовления конических разверток, формирующих точные конусные отверстия. Существующие модели позволяют обрабатывать конуса такого назначения:
Развертка ГОСТ 1672-80
- Для последующего нарезания конических резьб;
- Под установку конических штифтов;
- Для установки метрического конуса;
- Отверстие сопряжения «Конус Морзе»;
- Под стандартный ряд конусностей 1:20, 1:30 и другие.
Нормативный документ регламентирует геометрию конических разверток, шероховатость, допустимые отклонения размеров и класс точности отверстий, получаемых после механообработки.
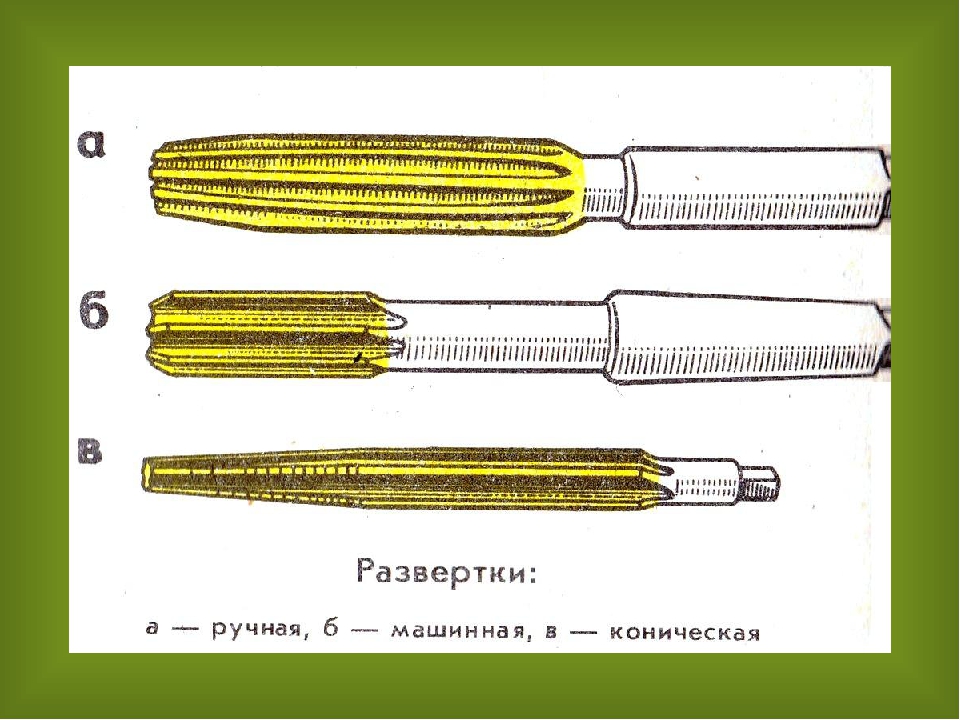
Металлорежущий инструмент для развертывания поделен на 2 большие группы: ручной и машинный. Машинные развертки применяются в сверлильных, токарных и расточных станках.
Между группами существуют видимые отличия. Ручные орудия — с более длинными рабочими кромками и квадратом. Машинные — с укороченной рабочей частью и длинным пояском. Крепятся в державках, которые монтируются в шпиндель.
Ручные
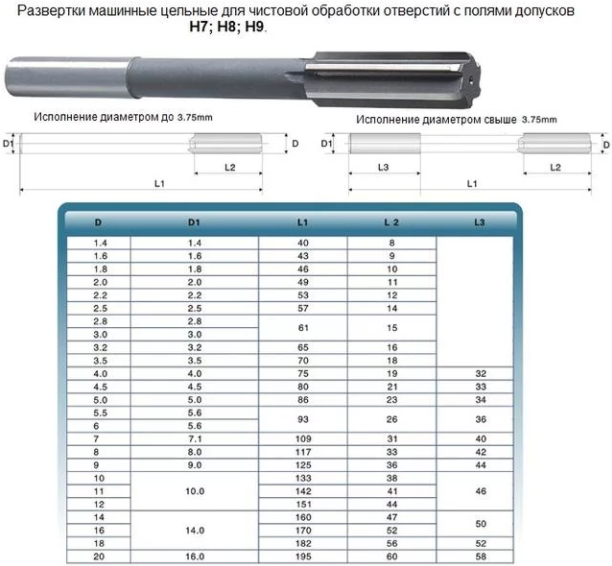
Развертки выпускаются по ГОСТ 7722-77 с размерным рядом 3-58 мм с шагом исполнения 1 мм и 0,5 мм до диаметра 15,5 мм. Набор с широким охватом диаметров позволяет обрабатывать самые разнообразные отверстия в деталях.
Развертывание ручным инструментом выполняется с помощью воротка для крепления и придания движения резания. Соединение с воротком осуществляется через квадратный участок на краю хвостовика и паз соответствующего размера.
Ручная развертка начинается с рабочей зоны и захода. Заходная часть выполнена под углом к оси и имеет меньший исходный диаметр на краю. Участок в виде пологой фаски облегчает позиционирование и врезание в припуск.
Машинные
Для разворачивания машинным инструментом используются металлорежущие станки с конусным патроном, в котором закрепляется хвостовая часть. Конические хвостовики нормализованы, и номер применяемого конуса связан с диаметром развертки. Такое орудие резания изготавливается цельным из быстрорежущей стали.


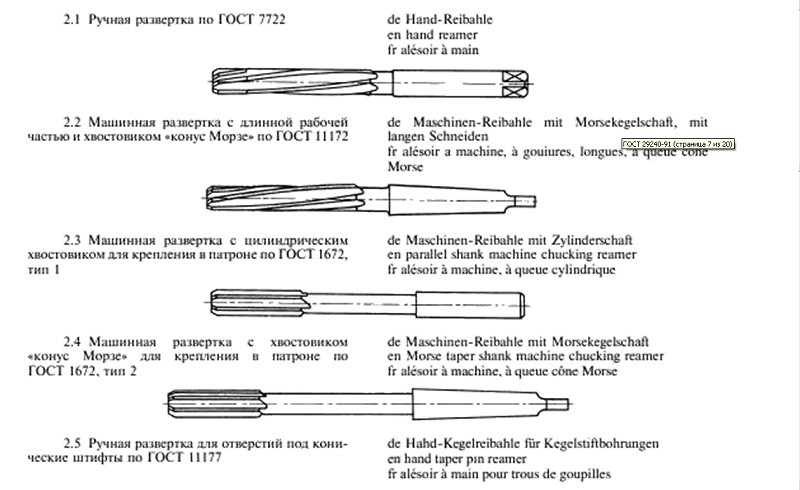


Производится несколько вариантов разверток. Конструкцию и геометрию определяет ГОСТ 1672-80.
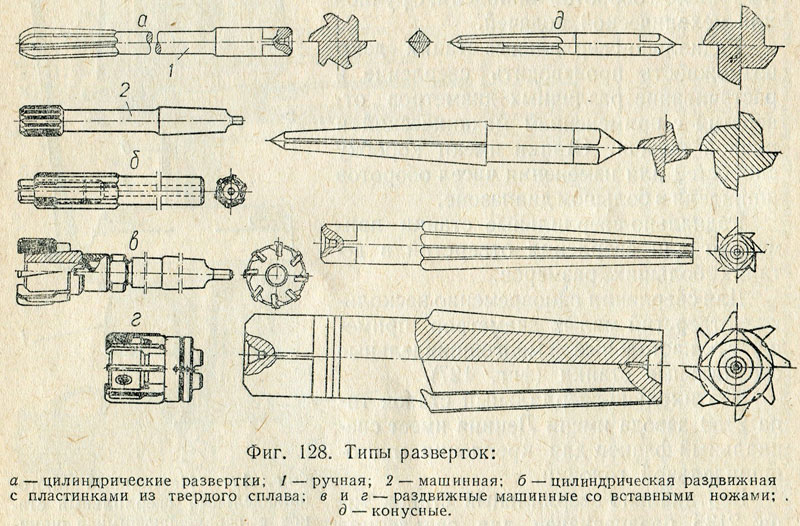
Машинные развертки бывают:
- С цилиндрической и конической формой хвостовика;
- Насадного типа;
- Со сменными или регулируемыми ножами;
- С напайными пластинами.
 Машинная развертка
Машинная развертка
Регулируемые
Регулируемые развертки позволяют изменять наружный размер режущей головки под конкретный диаметр отверстия. Это особенно необходимо, если диаметр обработки не целое число, а дробное, например, Ø15,3 мм или Ø 10,75 мм.
 Развертка регулируемая реечная 10.0-10.5 мм
Развертка регулируемая реечная 10.0-10.5 мм
Инструмент малого диаметра позволяет регулировать размер обработки в пределах 1 мм. Для больших диаметров предусмотрена возможность более широкой настройки на 1-3 мм.
В таких развертках устанавливаются сменные ножи из быстрорежущей стали, которые фиксируются клиновыми вставками с накладками. Наборная головка закрепляется двумя гайками. После ослабления контргайки ножи выставляются на диаметр обработки, вымеряются с помощью штангенциркуля и микрометра и снова закрепляются.
При затягивании регулировочной гайки ножи подаются вверх, тем самым увеличивая диаметр инструмента. Ослаблением гайки удается уменьшить размер. Для удобства при настройке орудие обработки придерживают за квадрат.
Разжимные развёртки
Развертки разжимные — описание
В силу конструктивных особенностей развертки называют разжимными. Принцип регулировки разжимной развертки основан на перемещении шарика и винта. При вращении винта с нижней стороны шарик перемещается и распирает грани. Они расходятся от центра и наружный размер увеличивается.
Предел регулирования у такого инструмента меньше. Он составляет 0,15-0,5 мм и зависит от размера развертки. Усилие при настройке рекомендуется контролировать, чтобы избежать повреждения корпуса.
В производстве разверток применяется инструментальная и быстрорежущая сталь – 9ХС, Р6М5, Р18, Р6М5. В каталогах инструмента зарубежных компаний материал обозначается HSS.
Развертка прямого кругового конуса
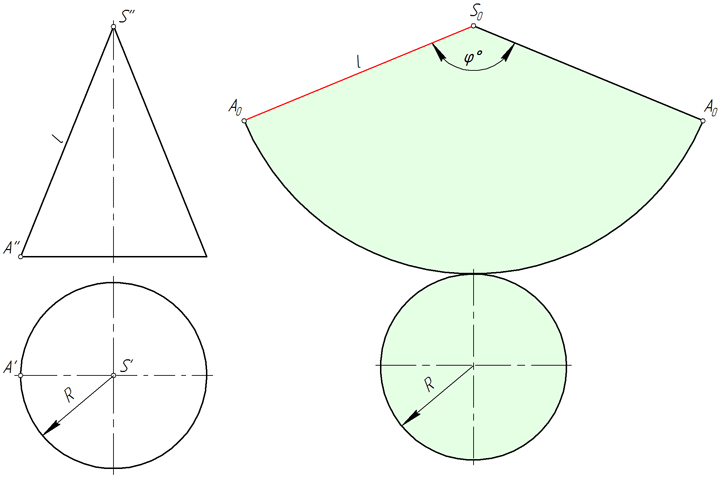
Развертка боковой поверхности прямого кругового конуса представляет собой круговой сектор, радиус которого равен длине образующей конической поверхности l, а центральный угол φ определяется по формуле φ=360*R/l, где R – радиус окружности основания конуса.
В ряде задач начертательной геометрии предпочтительным решением является аппроксимация (замена) конуса вписанной в него пирамидой и построение приближенной развертки, на которую удобно наносить линии, лежащие на конической поверхности.
Алгоритм построения
- Вписываем в коническую поверхность многоугольную пирамиду. Чем больше боковых граней у вписанной пирамиды, тем точнее соответствие между действительной и приближенной разверткой.
- Строим развертку боковой поверхности пирамиды способом треугольников. Точки, принадлежащие основанию конуса, соединяем плавной кривой.
Пример
На рисунке ниже в прямой круговой конус вписана правильная шестиугольная пирамида SABCDEF, и приближенная развертка его боковой поверхности состоит из шести равнобедренных треугольников – граней пирамиды.

Рассмотрим треугольник S0A0B0. Длины его сторон S0A0 и S0B0 равны образующей l конической поверхности. Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.
Грани S0B0C0, S0C0D0, S0D0E0, S0E0F0, S0F0A0 пирамиды SABCDEF строим аналогично треугольнику S0A0B0.
Точки A, B, C, D, E и F, лежащие в основании конуса, соединяем плавной кривой – дугой окружности, радиус которой равен l.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
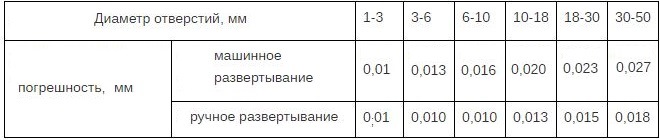
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
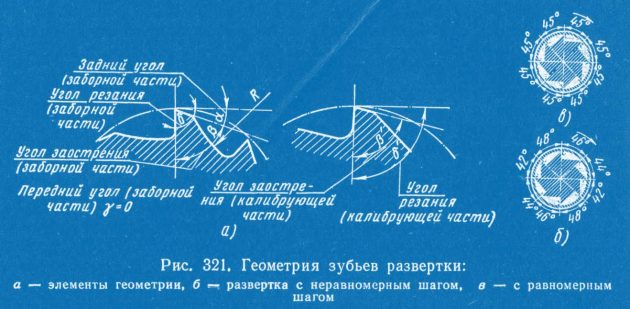
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.




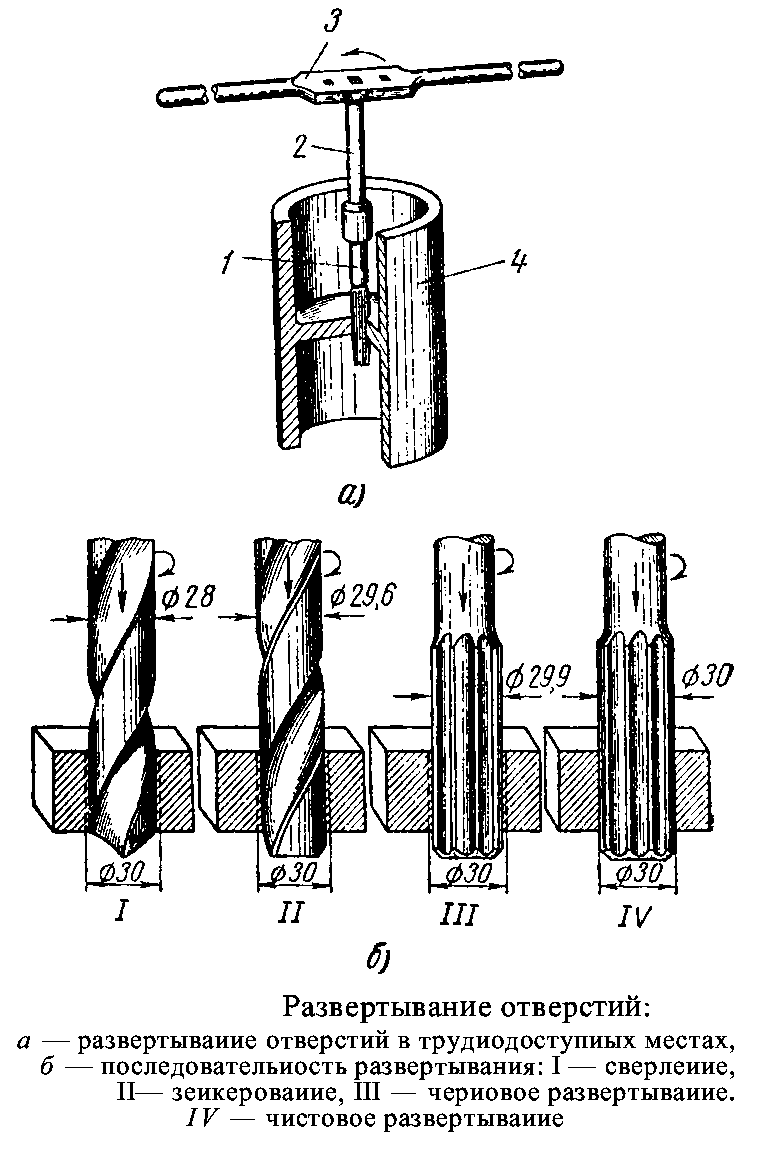
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.
Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Это интересно: Топливные пеллеты (гранулы) – разновидности, особенности, производство





