

Основные технические характеристики станка ТВ-9
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
Список литературы:
Станок токарно-винторезный ТВ-9. Паспорт, 2013
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
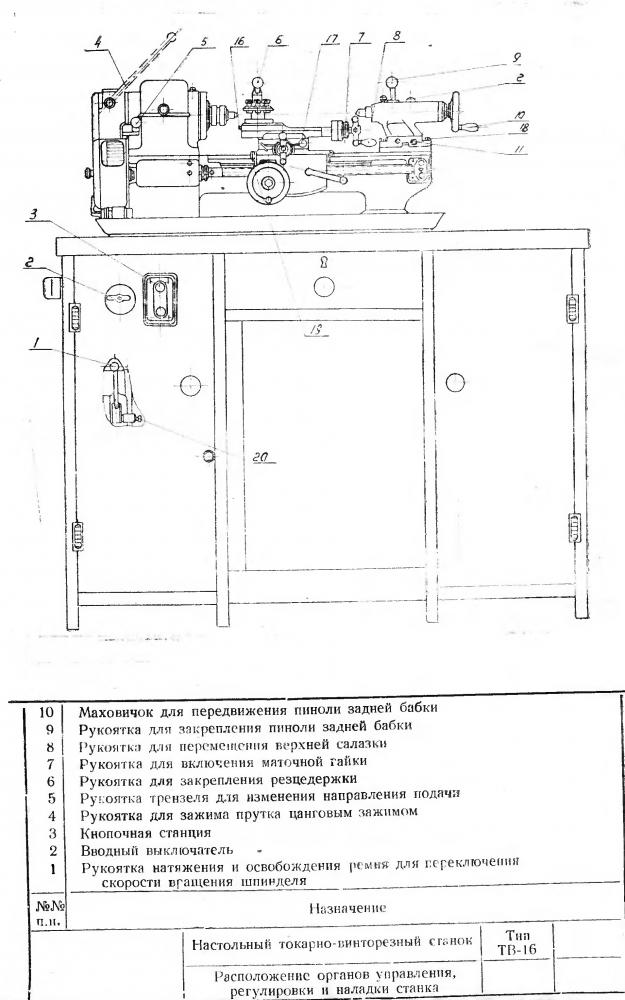
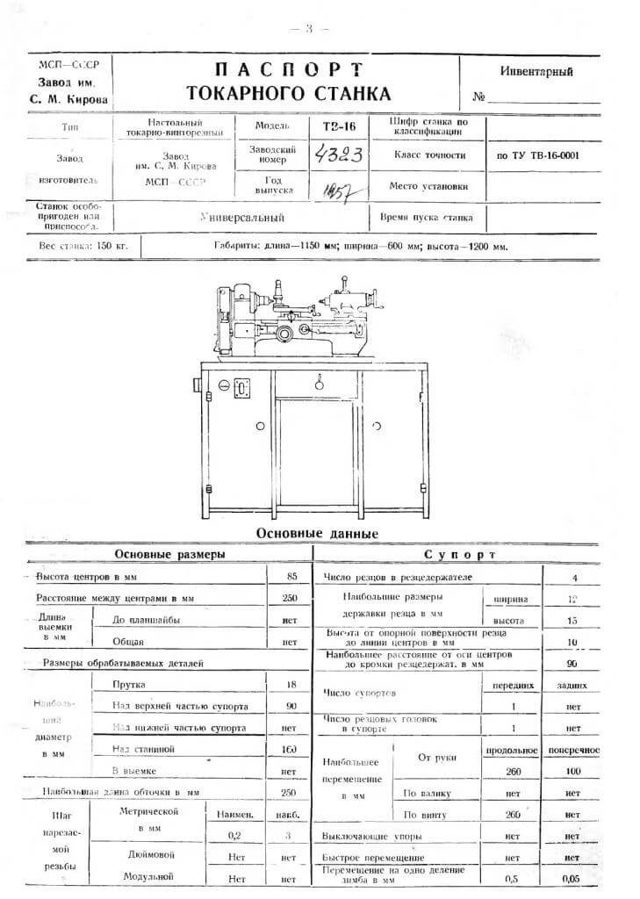
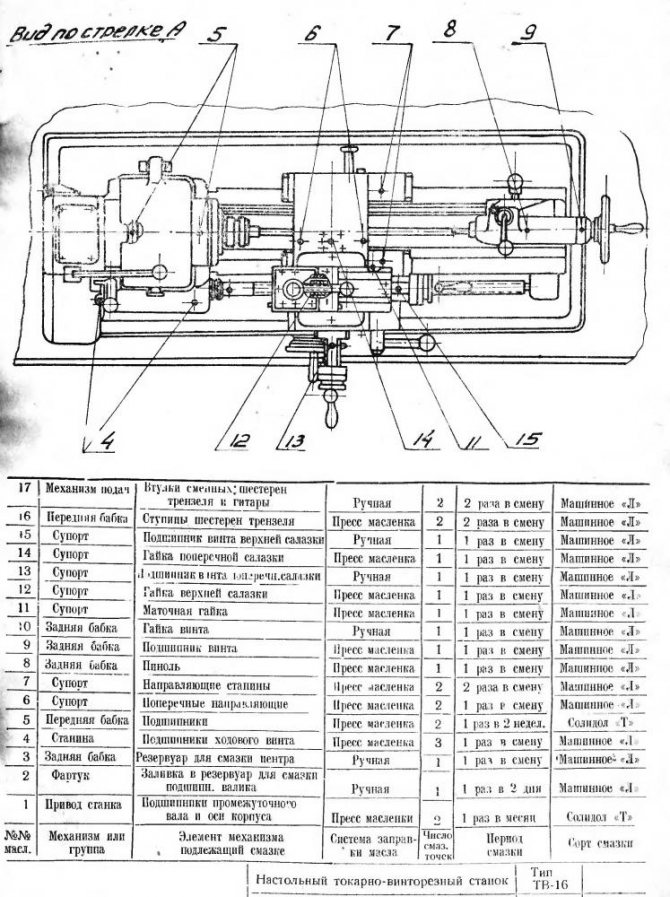
Токарно-винторезный станок ТВ-16 и общие сведения о нем
ТВ-16 был создан на базе чехословацкой установки TOS MN80.
В СССР описываемый настольный токарно-винторезный станок изготавливался рядом комбинатов. Среди них выделим такие:
- «Завод имени Кирова» (город Алма-Ата);
- «Комбинат имени Ворошилова» (г. Уральск);
- «Кобринское инструментальное предприятие»;
- Краснодарский комбинат «Сельхозмашцепь»;
- завод «Октябрь» (г. Дубно);
- «Иркутский механический комбинат».
Конструктивно станки от указанных заводов ничем не отличались друг от друга (их технические характеристики также идентичны). Различалась лишь формы литья станин агрегатов, а набор узлов и механизмов ТВ-16 от любого производителя оставался неизменным.
Составные компоненты данного токарного агрегата для работы по металлу следующие:
- станина;
- стол:
- передняя бабка;
- суппорт;
- механизм подач;
- привод;
- электрическое оборудование;
- задняя бабка;
- инструмент и специальные принадлежности.
Благодаря нехитрой конструкции ТВ-16, любой человек может освоить принципы и правила выполнения работ по металлу, разобравшись с сутью токарной обработки.
Это интересно: Токарный станок по металлу ТВ-7 — технические характеристики, паспорт
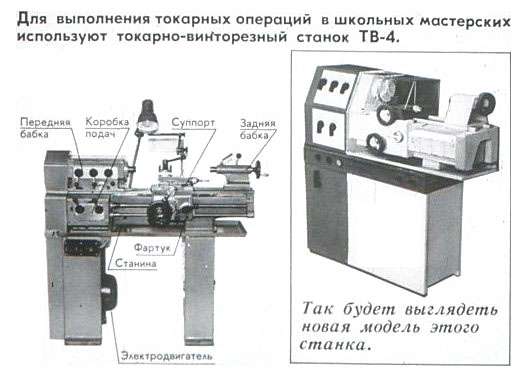
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Устройство
Заводской состав станка токарно-винторезного ТВ-9 включает в себя:
Литая станина из чугуна. Она имеет достаточно сложную и прочную конструкцию, позволяющую компоновать все прочие части и при этом быть доступной при обслуживании и ремонте. На неё закреплены направляющие для перемещения подвижных элементов
Важно следить за состоянием данных рельсов и не допускать образования на них дефектов поверхности. Так же необходимо периодически их смазывать
Электродвигатель.
Передняя и задняя бабки
Они обеспечивают позиционирование, зажатие и вращение заготовки.
Суппорт. В нем крепится инструмент и обеспечивается организованная его подача к поверхности будущего изделия.
Гитара. Более наглядно она изображена на кинематической схеме. Назначение – настройка режимов.
Фартук. Он необходим для автоматического перемещения суппорта вдоль направляющих. Это позволяет производить нарезание резьбы с помощью резца с высокой точностью.
Коробка подач. Для передачи усилия используются пары шестерней, находящиеся в прямом зацеплении.
Элементы управления: переключатели, рукоятки, контрольные устройства.
Защитные кожуха, изолирующие движущиеся механизмы. В случае необходимости восстановления работоспособности они быстро демонтируются, открывая доступ к узлам ТВ-9,
Экран защитный, закрывающий саму зону резания. Его использование является обязательным требованием, так как он позволяет защитить лицо рабочего от разлетающейся стружки, и не дает частям резца или детали в случае разрешения нанести травму.
Светильник. При общем цеховом освещении процесс плохо различим, а произвести замеры и вовсе оказывается сложной задачей.
Патрон.
СОВЕТ: Дополнительная оснастка покупается отдельно. Она расширяет технологические возможности настольного токарного станка ТВ-9.
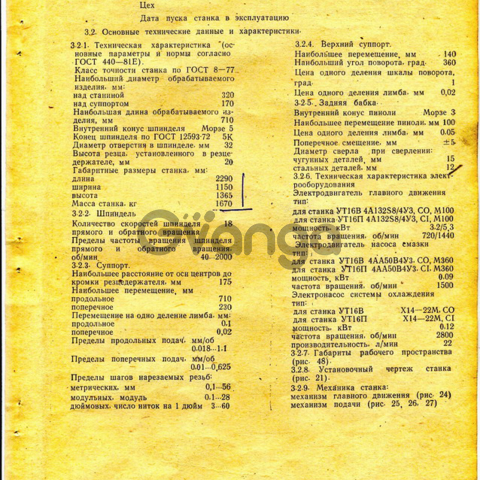
Техническая характеристика станка ТВШ 3
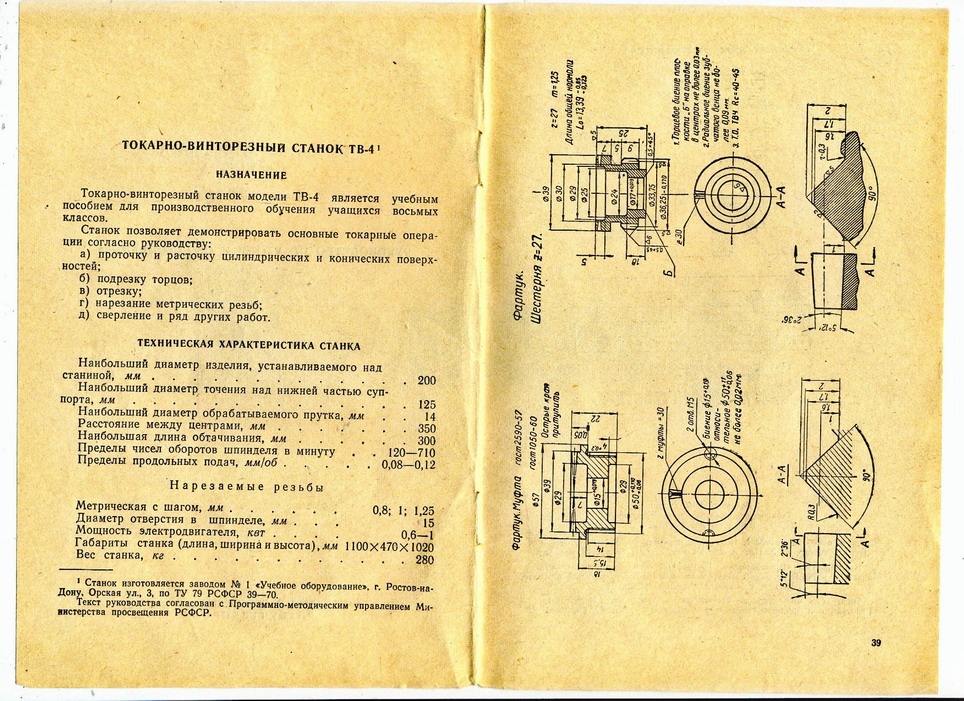
В паспорте указано, что ТВШ 3 — токарно-винторезный станок школьный, применяемый для различных токарных операций в школьных мастерских для политехнического обучения. Агрегат предназначается и для холодной резки металлов. Он способен осуществлять целый ряд операций, среди которых:
- отрезка;
- сверление;
- расточка с проточкой поверхностей в виде конуса и цилиндра;
- нарезка метрической резьбы;
- подрезание торцов.

Сверление на токарном станке
Токарный станок ТВШ 3 обладает техническими характеристиками:
- вес электроагрегата — 280 кг;
- параметры по длине, ширине и высоте — 143*47*101 см;
- высота центров — 10 см;
- расстояние между центрами — 35 см;
- диаметр патрона — 10 см;
- максимальный диаметр прутка — 14 мм;
- максимальная длина обтачивания — 35 см;
- максимальный диаметр заточки над нижней поверхностью суппорта — 9 см;
- количество ступеней частот шпиндельного вращения — 6;
- диаметр шпиндельного отверстия — 1,5 см;
- частота шпиндельного вращения — 119-709 оборотов/мин;
- максимальное продольное передвижение суппорта — 30 см;
- поперечное передвижение суппорта — 10 см;
- максимальное передвижение салазок — 50 мм;
- количество ступеней продольных суппортных подач — 3;
- число видов метрической резьбы — 3;
- максимальное перемещение пиноли — 6,5 см.

Пиноль на токарный станок
Данный школьный электроагрегат оснащен электрическим двигателем трехфазного типа. Его мощность составляет 0,6 кВт.
Особенность конструкции аппарата в том, что в нем отсутствуют следующие элементы и функции:
- отсутствует торможение шпинделя;
- не предусмотрено блокирование рукояток;
- отсутствует лимб;
- нет продольного передвижения суппорта на деление лимба.
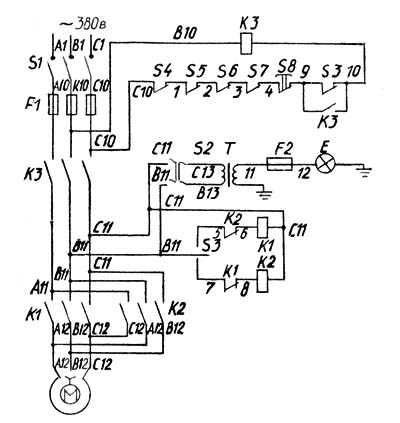
Электрооборудование. Электрическая схема станка 163
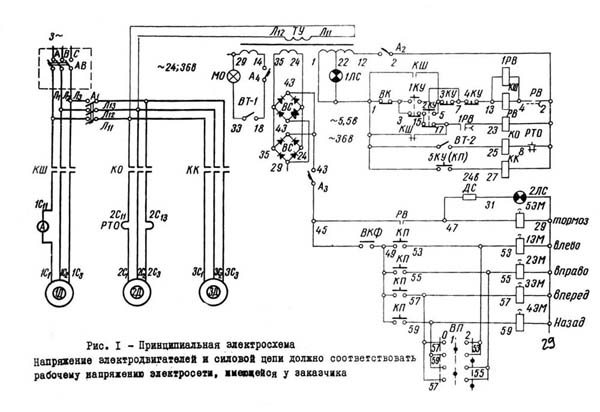
Электрическая схема токарного станка 163
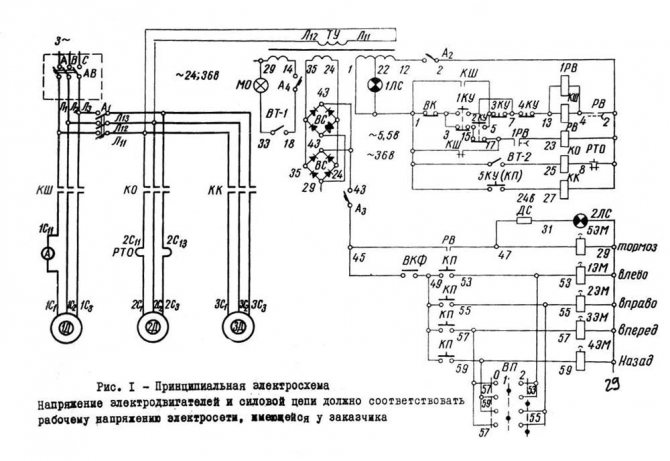
Управление главным приводом станка 163
Пуск главного электродвигателя осуществляется нажатием одной из кнопок «Пуск» — 1KУ, 2KУ (расположенных на фартуке я около коробки подач), которая замыкает цепь питания катушек магнитного пускателя КШ и реле времени IPB (4-13). Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».



Одновременно с катушками пускателя КШ и реле времени IPB через замыкающий блок-контакт IPB (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течений времени, на которое настроено реле РВ, то последнее своими размыкающими контактами РВ (2-4) обесточит катушку магнитного пускателя КШ и реле времени 1РВ с последующим остановок электродвигателя 1Д. При выключении катушки РВ замыкающим контактом (45-V7) подключаются тормозная электромагнитная муфта 5ЭМ и сигнальная лампа 2ЛС. Останов главного двигателя 1Д осуществляется нажатием одной из кнопок «Стоп» — 3КУ, 4КУ, расположенных на каретке и около коробки подач.
Управление электронасосами 2Д осуществляется посредством выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа.
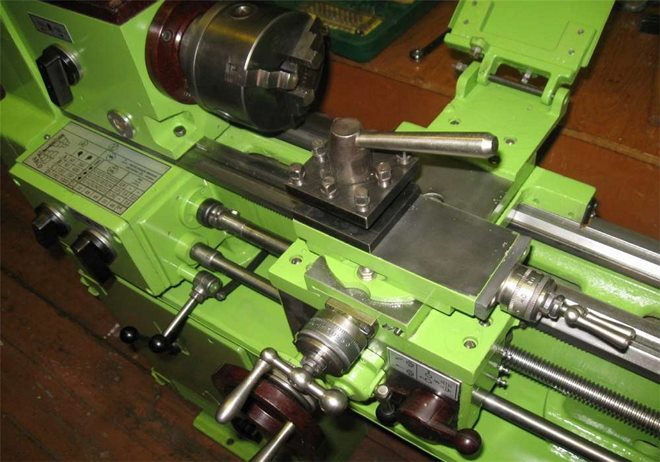
Конструктивные особенности
Перед началом работы необходимо ознакомиться с конструктивными особенностями. Их знание поможет реализовать возможности агрегата в полной мере. Получить более полное представление об устройстве можно из фото.
Управление
Принцип управления достаточно простой. Для этого имеются:
- выключатели;
- кнопка отключения;
- кнопка реечной шестерни;
- маховики для передвижения механизмов вручную.

Органы управления
Кроме того, для управления служат рукоятки, которыми выполняют следующие функции:
- натягивают ремень;
- включают электродвигатель в реверсе;
- запускают механическую подачу;
- закрепляют заднюю бабку;
- передвигают салазки;
- определяют направление подачи;
- включают-отключают винт и валик;
- выбирают частоту вращения;
- выбирают шаг резьбы;
- определяют скорость подачи;
- фиксируют резцовый держатель.
Совокупность органов управления обеспечивает надежный контроль операций.
Станина и передняя бабка
Станина (направляющие) опирается на тумбы. Все составные части агрегата, за исключением электродвигателя, размещаются на ней.
Суппорт и передняя бабка
Передняя бабка обеспечивает необходимую скорость вращения, поддерживает изделие. В нее вмонтирован шпиндель, от него через патрон или планшайбу передается вращение.
Они крепятся к шпинделю резьбой.
Шпиндельные опоры имеют два подшипника. В передней бабке располагается реверсная подача, которую включают рукояткой.
Суппорт, задняя бабка и коробка подач
Резцы перемещаются по четырем салазкам. На одной из них крепится резцовая головка, которая может занимать четыре позиции. Ее можно поворачивать, передвигать в поперечном направлении рукояткой.
Продолжительная работа станка приводит к появлению зазоров. Возникает вибрация, что сказывается на точности выполнения работ. Инструкцией по эксплуатации предусмотрена регулировка зазоров винтами, размещенными на торце салазок.

Салазки
Резцедержатель прикреплен к суппорту, отжимается рукояткой. Резцы крепятся болтами с мелкой резьбой, которые надежно удерживают рабочий инструмент.
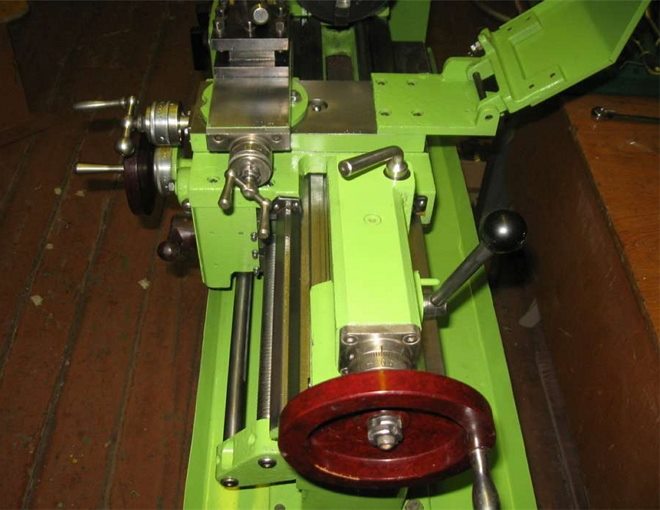
Задняя бабка
Перемещается по направляющим, поддерживает изделие с правого торца, удерживает инструменты: сверло, конус. К основанию крепится корпус с пинолью. Она может выдвигаться, но не прокручивается.
Передаточный механизм (гитара) передает движения на коробку подач и переднюю бабку. Конструкция гитары обеспечивает хорошую смазку и уменьшение шума.
Для управления коробкой подач имеется рукоятка, которой можно придать три положения. Одно из них обеспечивает механическое передвижение суппорта в продольном направлении или нарезание резьбы. Люфт в коробке устраняют поворачиванием круглых гаек.
Электрооборудование
Станок приводится в движение трехфазным асинхронным электродвигателем мощностью 1,1 кВт. Для освещения рабочего места имеется светильник, работающий через понижающий трансформатор. Агрегат имеет электрический щит, в котором размещены: выключатели, магнитные пускатели, трансформатор, предохранители.
Электрическая схема
Электродвигатель размещается в передней тумбе, щит с электрической аппаратурой — в задней. Снаружи на щите — кулачковый переключатель.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
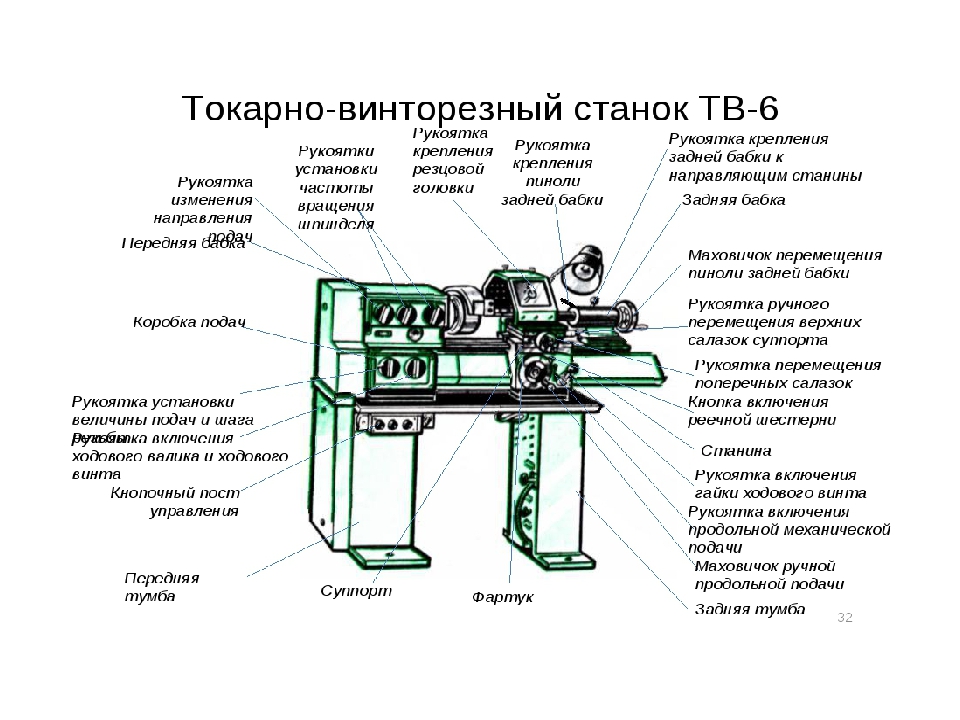
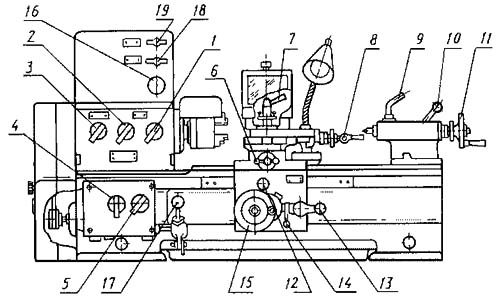
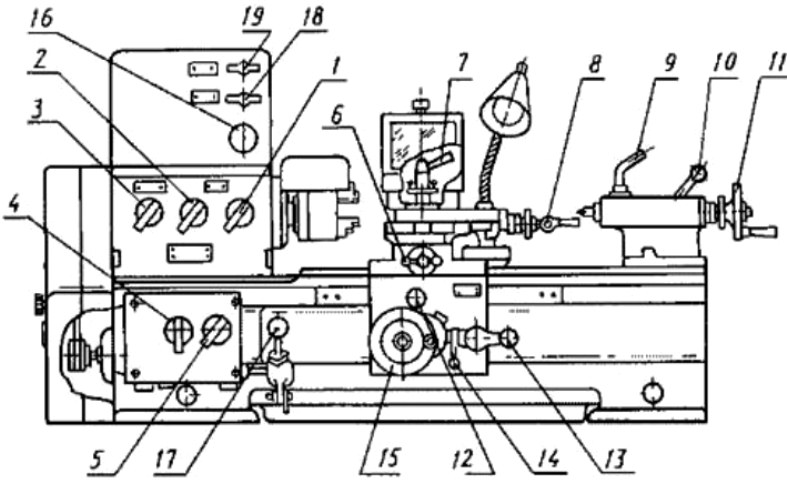
Расположение органов управления токарно-винторезным станком ТВ-9
Расположение органов управления токарно-винторезным станком ТВ-9
Спецификация органов управления токарно-винторезного станка ТВ-9
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Основные технические характеристики станка ТВ-9
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
Список литературы:
Станок токарно-винторезный ТВ-9. Паспорт, 2013
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965


Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
1 Конструкция токарных станков ТВ
Токарно-винторезные станки ТВ классифицируются как учебное оборудование. Данные агрегаты способны выполнять следующие виды технологических операций:
- расточка и проточка;
- подрезка торцов;
- отрезка;
- формирование метрической резьбы;
- сверление, зенкование.
Схема конструкции токарного станка
Все станки ТВ имеют схожу компоновку, они состоят из таких основных узлов:
- Передняя и задняя тумбы (имеют П-образную форму), выполняющие функцию опорных поверхностей, на которых зафиксирована станина станка. Дополнительную механическую прочность тумбам придают продольные и поперечные ребра жесткости.
- Станина — на ней фиксируются все конструктивные элементы станка. Она имеет коробчатую форму и оснащена двумя направляющими, по переднему из которых перемещается каретка, по заднему — задняя бабка.
- Задняя бабка — закреплена на левой правой стороне станины, на ней фиксируются задние части длинных заготовок либо рабочий инструмент (сверла, развертки, зенкера).
- Электродвигатель и коробка подач, передающая вращение шпинделя к ходовому валу станка. На станки серии ТВ устанавливается клиноременная коробка.
- Передняя бабка — является главным рабочем органом станка, в котором размещен шпиндель и крепежный узел, фиксирующий обрабатываемая деталь и передающий на нее вращение привода.
- Суппорт, резец и резцедержатель — механизмы, посредством которых выполняется обработка закрепленной в бабках заготовки. Суппорт является механизмом перемещения резца в заданное положение.
Электросхема агрегатов ТВ предельно простая. Агрегаты оснащены следующим оборудованием — электродвигатель асинхронного типа (работает от трехфазного тока), магнитные пускатель, предохранители и электрощит, на который выведены включатель мотора и кнопки управления освещением рабочей зоны.
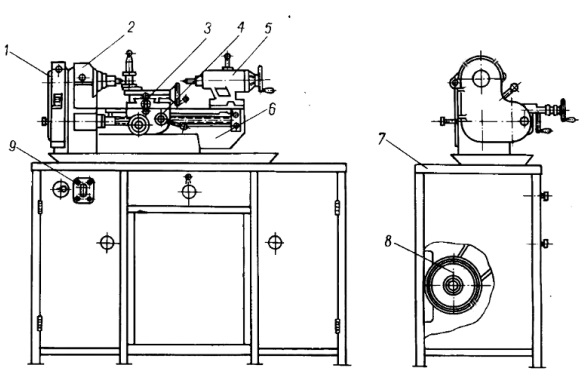
Строение станка
На рисунке изображены ключевые узлы агрегата и детально описаны некоторые из них.
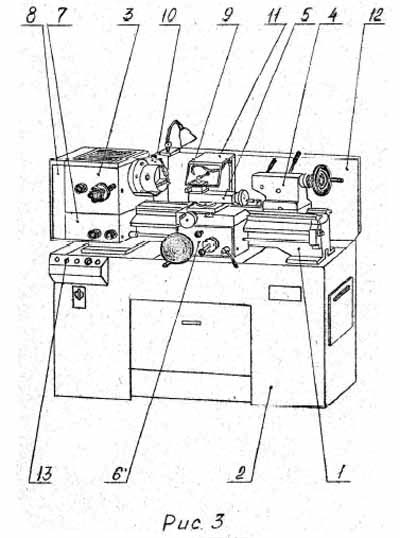
- Станина. Использование ребер жесткости в конструкции узла значительно увеличивает его эксплуатационные показатели. Продольный суппорт передвигается по продольным направляющим станины, как и задняя бабка. К задней стороне узла крепится основной электродвигатель.
- Основание. Данная часть станка является базой для крепления станины. Левая и правая тумба узла вмещают электрооборудование и систему жидкостного охлаждения соответственно. Для крепления станка на поверхности в нижней части основания имеются специальные болты и гайки.
- Передняя бабка. Во время выполнения работ, узел передает информацию о частоте вращения на шпиндель и активирует зубчатые колеса сменного типа, которые находятся в коробке подач. Передняя бабка крепится на станину.
- Задняя бабка.
- Суппорт. Посредством данного механизма осуществляется перемещение резцедержатель в продольном и поперечном направлении. Осуществляется эта функция оператором вручную. Угол поворота верхней каретки суппорта составляет 90 градусов в любую сторону. Наличие в конструкции лимба значительно упрощает работу с этим узлом.
- Фартук. Узел выполнен в форме коробки, в которой находятся механизмы, обеспечивающие передвижение суппорта в ручном и механическом режиме. На фартуке также установлена рукоятка, которая активирует подачу суппорта в процессе создания резьбы. На данном узле установлен предохранитель, который блокирует одновременное включение продольной и поперечной передачи суппорта.
- Коробка подач. Вал этого устройства получает движение от шпинделя через обратный механизм и посредством гитары. Оператор может управлять шагами резьбы при помощи специальной рукоятки, которая установлена на фронтальной стороне коробки подач. Для продления срока эксплуатации коробки подач на концах валов установлены предохранители.
- Гитара.
- Охладительная система.
- Защита патрона.
- Защита суппорта.
- Ограждение.
- Электрическое оборудование.
- Инструмент.
Основные значения параметров ТВ-7
При изготовлении деталей токарно-винторезный станок ТВ-7 обеспечивает нормальный класс точности. Технические характеристики станка ТВ-7 складываются из значений, обеспечиваемых оборудованием. Они нужны слесарям и обучающемуся на нём ученику.
Размеры, обеспечиваемые оборудованием (мм):
- закрепляемой заготовки:
- для патрона – 110;
- над станиной – 220;
- над суппортом – 100;
- длина – 330;
- сечение резца –16*16;
- перемещение суппорта по направляющим – 260;
- перемещение пиноли – 65;
- величина шага при нарезке метрических резьб: 0,8….2,5.
Рабочие параметры:
- количество:
- скоростей – 8;
- получаемых резьб – 6;
- подач – 6;
- величина:
- оборотов шпинделя – 60….1000 об/мин;
- подач (продольных) суппорта – 0,1….0,32 мм/об.
Общий вес ТВ-7 составляет 400 кг.
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
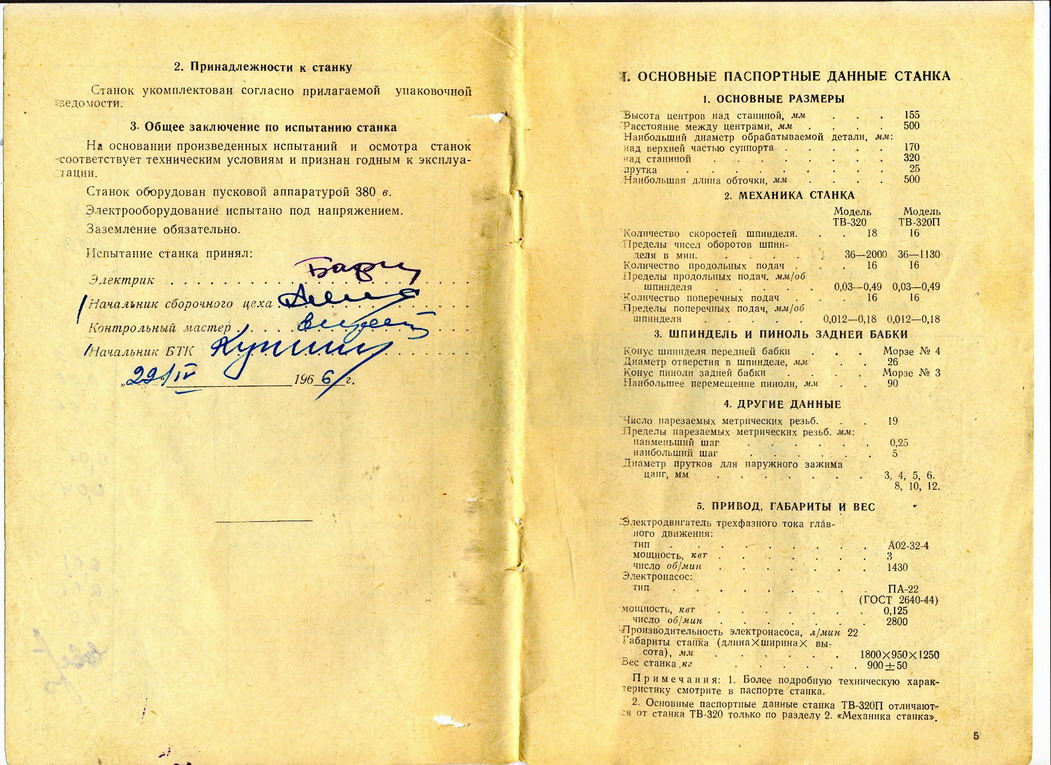
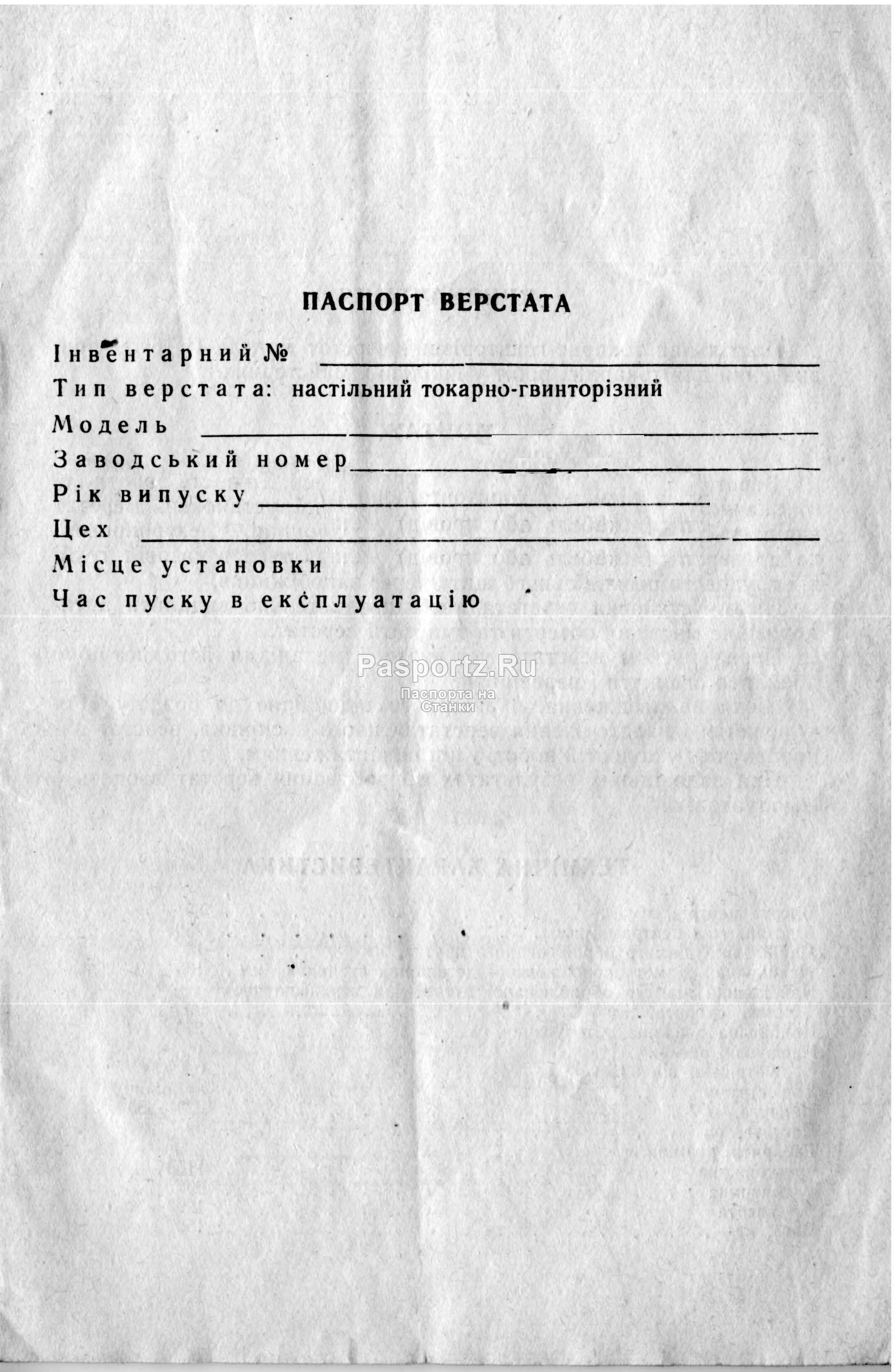
Документация
Техническая документация на токарно-винторезный станок ТВ-7 предусматривает паспорт, являющийся руководством для работающих и эксплуатирующих его людей.
В нём приводятся сведения:
- обзор данных о назначении станка и областях использования с описанием конструктивных особенностей;
- технические характеристики;
- требования к транспортировке и упаковке с указанием комплекта поставки;
- инструкция по эксплуатации с описанием устройства и принципа работы;
- спецификации:
- органов управления;
- червячных и зубчатых колес;
- подшипников;
- электрооборудования;
- схема смазки;
- электрическая и кинематическая схемы.
Токарно-винторезный станок ТВ-7 является хорошим учебным оборудованием для получения навыков работы школьников и студентов ТВ-7 прост в управлении, несложен при наладке, обеспечивает приобретение нужных знаний для понимания процессов токарной обработки.
Общая характеристика аппарата и его аналогов
Существует несколько модернизированных вариантов школьных винторезных станков. Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.

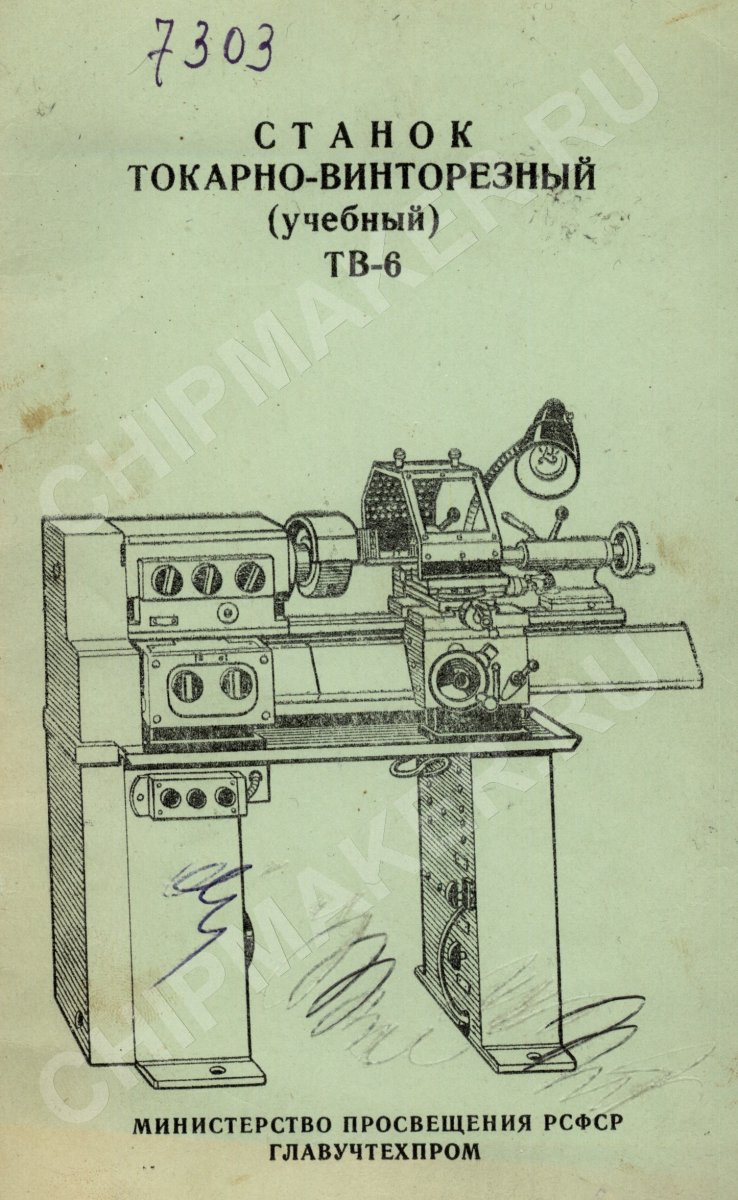
Первый токарный станок ТВШ 2 выпущен в середине XX века. Агрегат обладал тремя подачами и мог выполнять три разновидности резьбы. На смену устаревшей модели пришла модернизированная версия твш 3, которую со временем заменил аппарат ТВ 4. На смену ТВ 4 пришла модель ТВ 6.
В последующие годы была создана усовершенствованная модель станка ТВ 7, отличающаяся от предыдущей устройством коробки скоростей и передней бабки. Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Учебные агрегаты ТВ 7 способны нарезать порядка 6 видов резьбы, а количество подач на них стало равняться 8.
Поскольку скорость вращения шпинделя на токарно-винторезном агрегате ТВ 7 переключается перебрасыванием ремней, то на шпиндельной бабке были удалены две рукоятки.

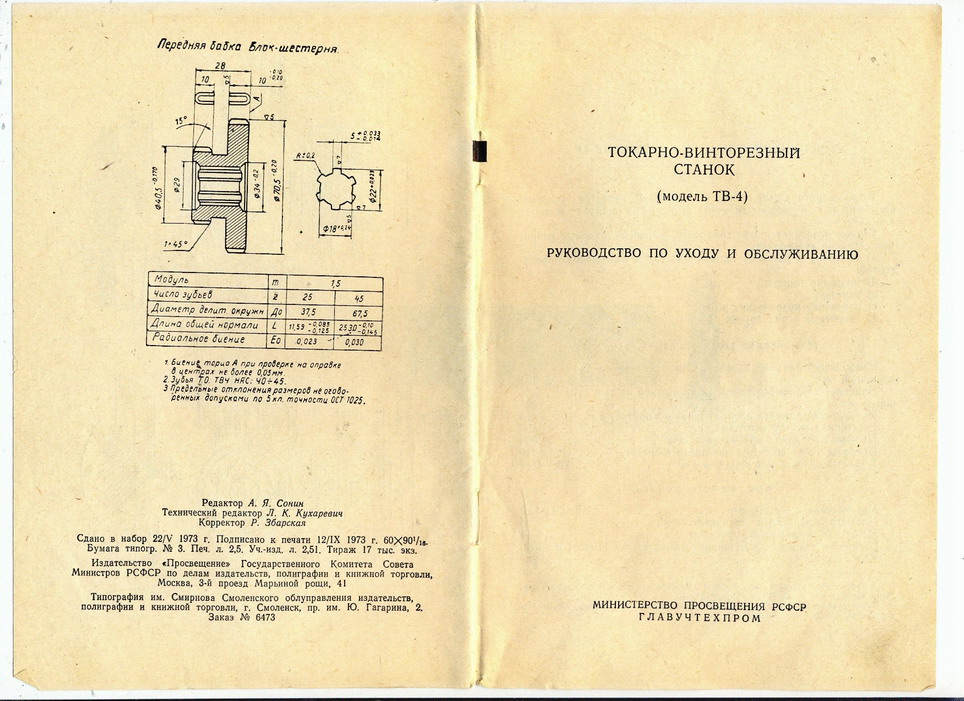
Шпиндельная бабка станка
Выпущенные позже устройства ТВ 9 и ТВ 11 имели возможность выполнять следующие токарные работы:
- сверление
- нарезание резьбы;
- расточка, проточка поверхностей в форме конуса и цилиндра;
- подрезание торцов;
- отрезка.
Винторезный станок ТВ 11 отличается от других моделей увеличенным параметром расстояния между центрами. Для него он составляет 750 мм. Межцентровое расстояние для агрегата ТВ 9 составляет 525 мм, что заметно превышает указанный показатель у модификации ТВ 7М — 275.
Все выпущенные агрегаты имеют класс точности Н.
Расположение органов управления токарно-винторезным станком ТВ-9
Расположение органов управления токарно-винторезным станком ТВ-9
Спецификация органов управления токарно-винторезного станка ТВ-9
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети





