

Related Posts via Categories
- Уголок неравнополочный – особенности производства и применения!
- Уголок крепежный – надежное крепление для бруса!
- Уголок 40х40 – все об особенностях и применении универсального металлопроката
- Основные характеристики и вес уголка 50х50х5 и других толщин, стального и Al
- Вес уголка 100х100х8 и других толщин, а также прочие характеристики
- Уголок 70х70 – способы производства, сортамент и основные характеристики
- С какой толщиной полок выпускают уголок 75х75?
- Вес уголка – как не допустить ошибку при расчете
- Перфорированный уголок — простой, но очень функциональный
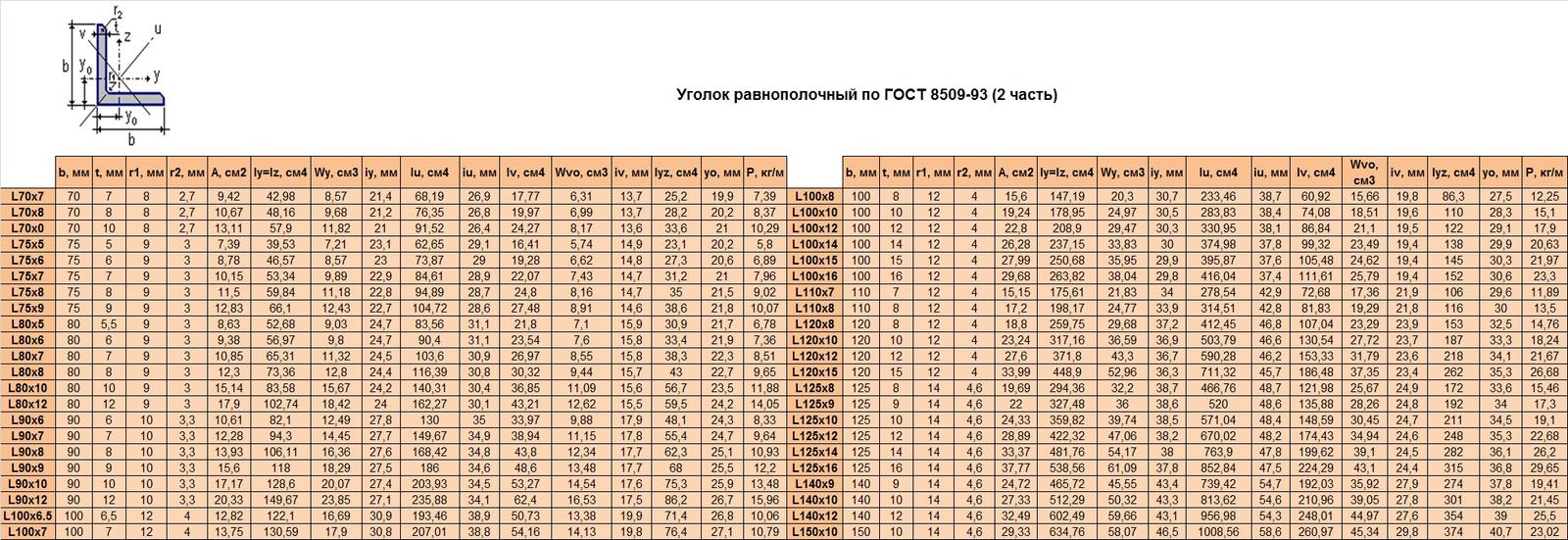
- Уголок равнополочный – сортамент горячекатаной и гнутой продукции
ПРИЛОЖЕНИЕ Б (рекомендуемое).ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Часть 5. Уголки равнополочные и неравнополочные в метрической и дюймовой сериях. Допуски (ИСО 657-5-76)
1 Предмет стандарта и область применения Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой – ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1
Предельные отклонения по ширине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±1,0 | – | 2 | ±0,04 |
| 50 | 100 | ±1,5 | 2 | 4 | ±0,06 |
| 100 | 150 | ±2,0 | 4 | 6 | ±0,08 |
| 150 | 200 | ±3,0 | 6 | 8 | ±0,12 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2.
Таблица Б.2
Предельные отклонения по толщине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±0,5 | – | 2 | ±0,02 |
| 50 | 100 | ±0,8 | 2 | 4 | ±0,03 |
| 100 | 150 | ±1,0 | 4 | 6 | ±0,04 |
| 150 | 200 | ±1,2 | 6 | 8 | ±0,05 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки.Примечание – Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ±2,5% на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголков приведена в приложении А. |
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
Таблица Б.3
Предельные отклонения для нормальных длин
| Метрическая серия | Дюймовая серия | ||
|---|---|---|---|
| Длина | Предельные отклонения | Длина | Предельные отклонения |
| Все длины | ±100 мм | Все длины | ±4 дюйма |
Таблица Б.4
Предельные отклонения для точных длин
| Метрическая серия | Дюймовая серия | ||||
|---|---|---|---|---|---|
| Длина, м | Предельные отклонения, мм | Длина, фут | Предельные отклонения, дюйм | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 12 | +750 | – | 40 | +30 |
| 12 | – | +100 | 40 | – | +40 |
5 Кривизна
5.1 Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
Таблица Б.5
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Кривизна | Ширина полки¹ | Кривизна | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| 50 | 150 | 0,4% длины | 2 | 6 | 0,4% длины |
| 150 | 200 | 0,25% длины | 6 | 8 | 0,25% длины |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
5.2 Кривизна должна быть измерена как показано на рисунке Б.1.
Кривизна
Рисунок Б.1
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б.6
Отклонение от прямого угла
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки* | Отклонение | Ширина полки* | Отклонение | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | 1,0 | – | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
| * Для неравнополочных уголков как базовая берется ширина большей полки. |
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2).
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
Свойства и химический состав низколегированных сталей
: 15ГС, 14Г2, 14ХГС
Высокие прочностные характеристики обеспечиваются применением других легированных добавок, таких как кремний, никель, хром и другие. Низколегированная сталь хорошо подается сварке, не хрупкая, имеют высокую сопротивляемость ударам. Но такие сплавы плохо выдерживают концентрацию и долгие напряжения, разрушение происходит от долгого действия вибраций.

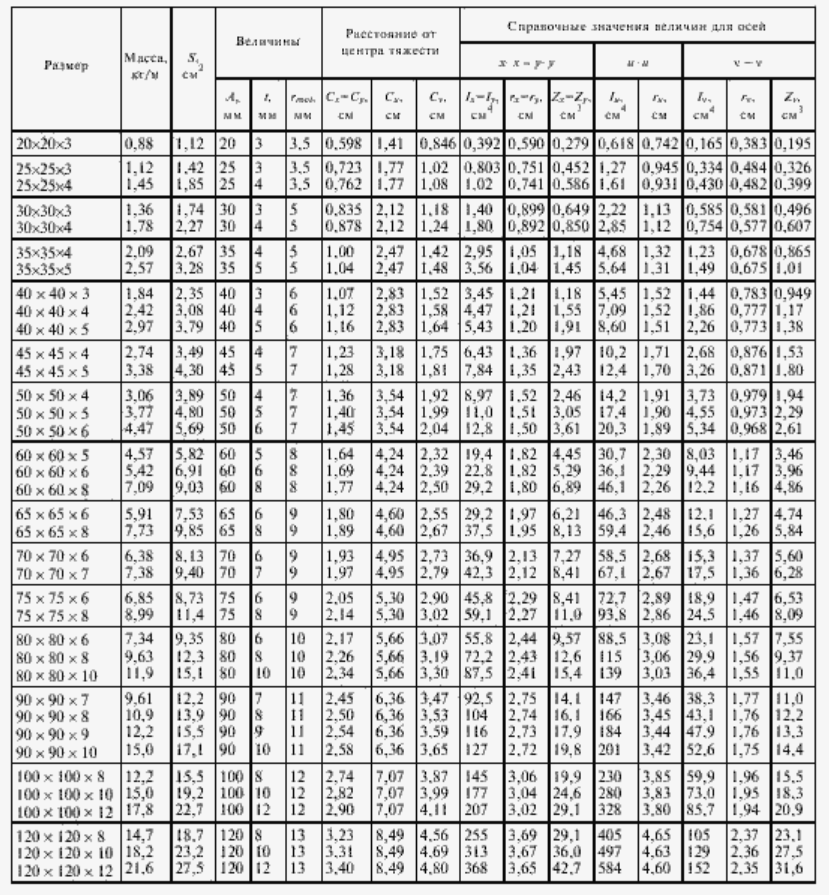
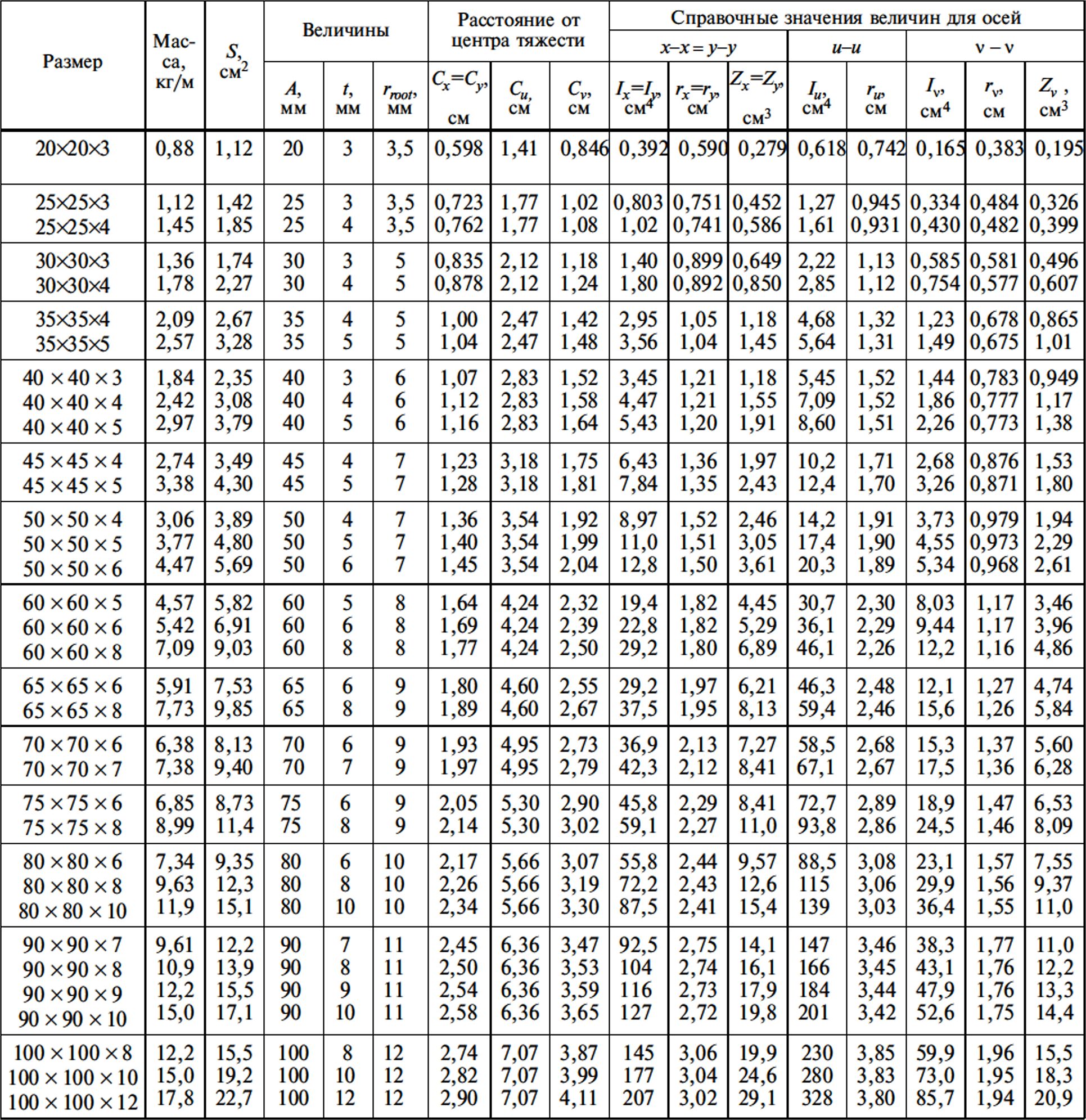
Значение веса погонного метра уголка
Эта характеристика является очень важной для расчета массы конструкций. Величина позволяет перевести метраж нужного количества равнополочного горячекатаного уголка в весовую категорию
Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований.
Чтобы определиться с весом требуемой партии уголка по сортаменту выясняют вес одного погонного метра проката, при этом принимают во внимание ширину полочки и толщину металлической стенки. Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес
Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка. Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката.
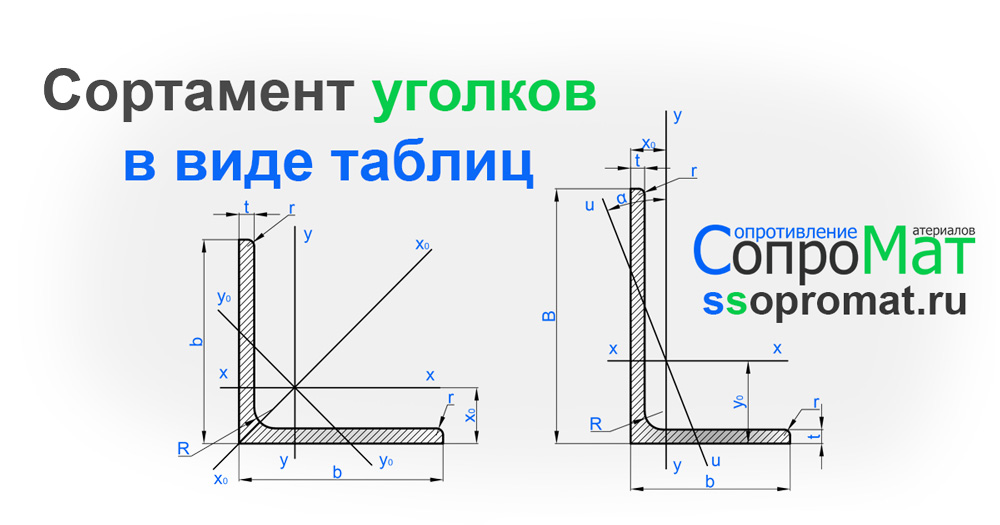
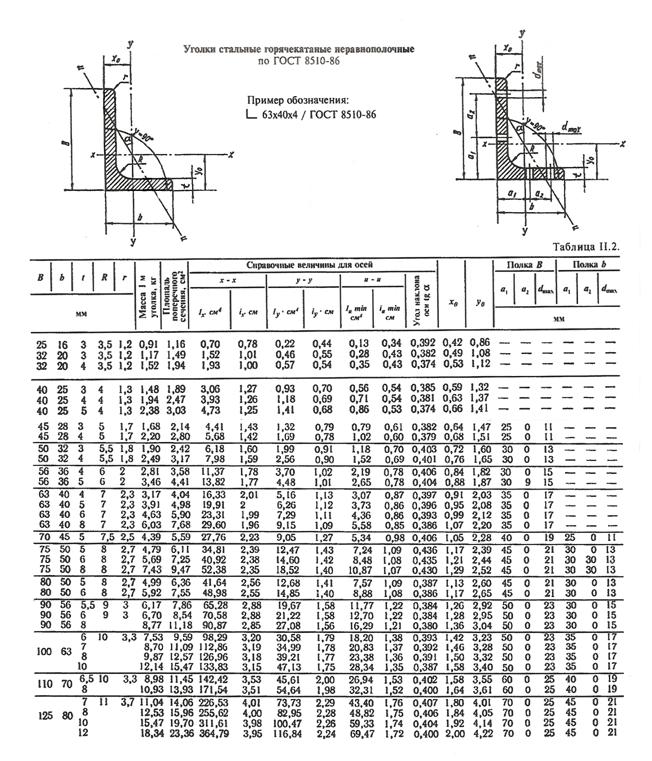
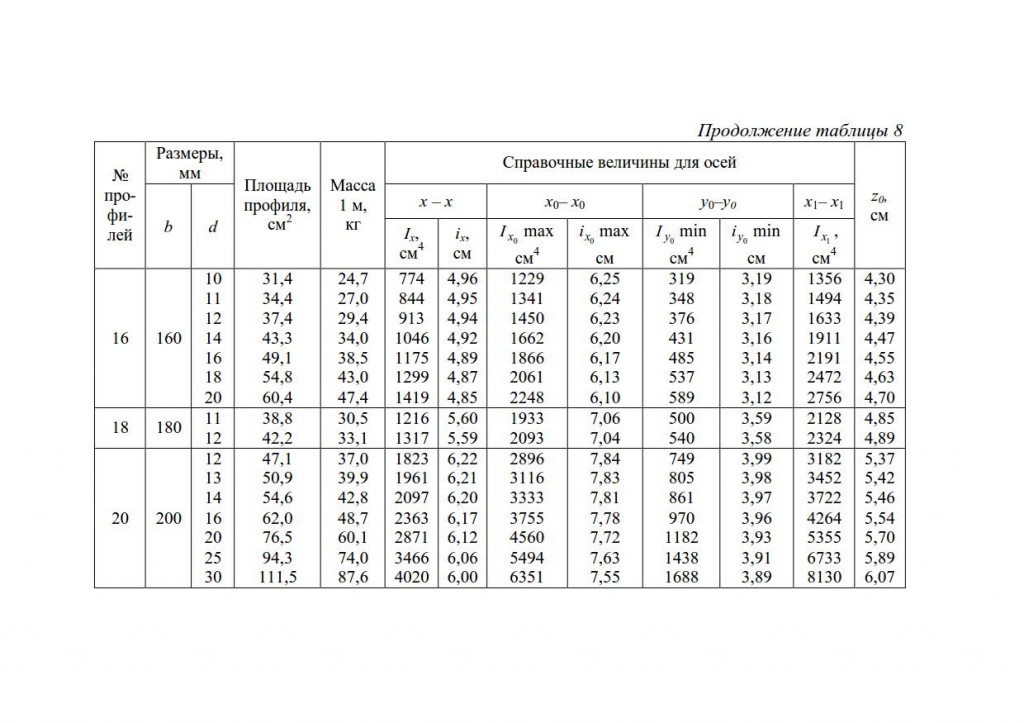
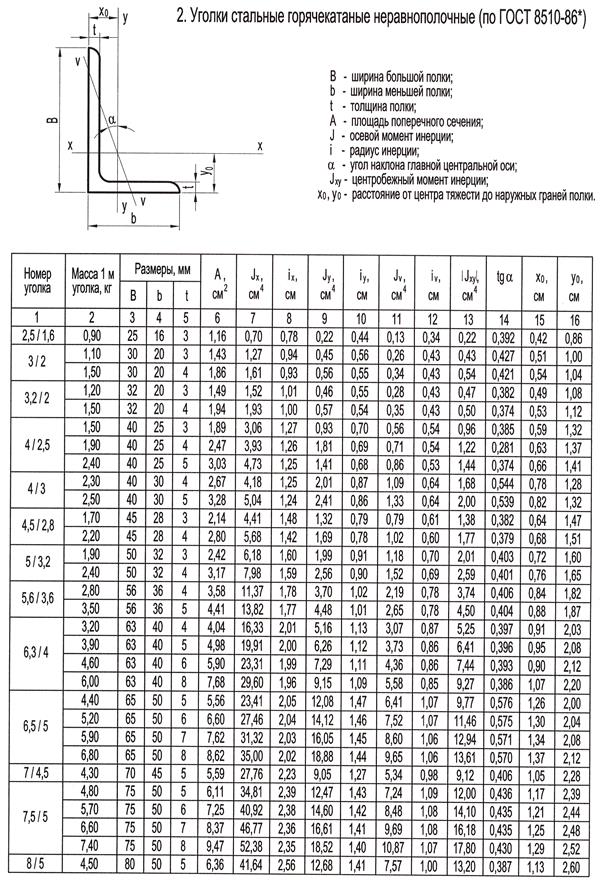
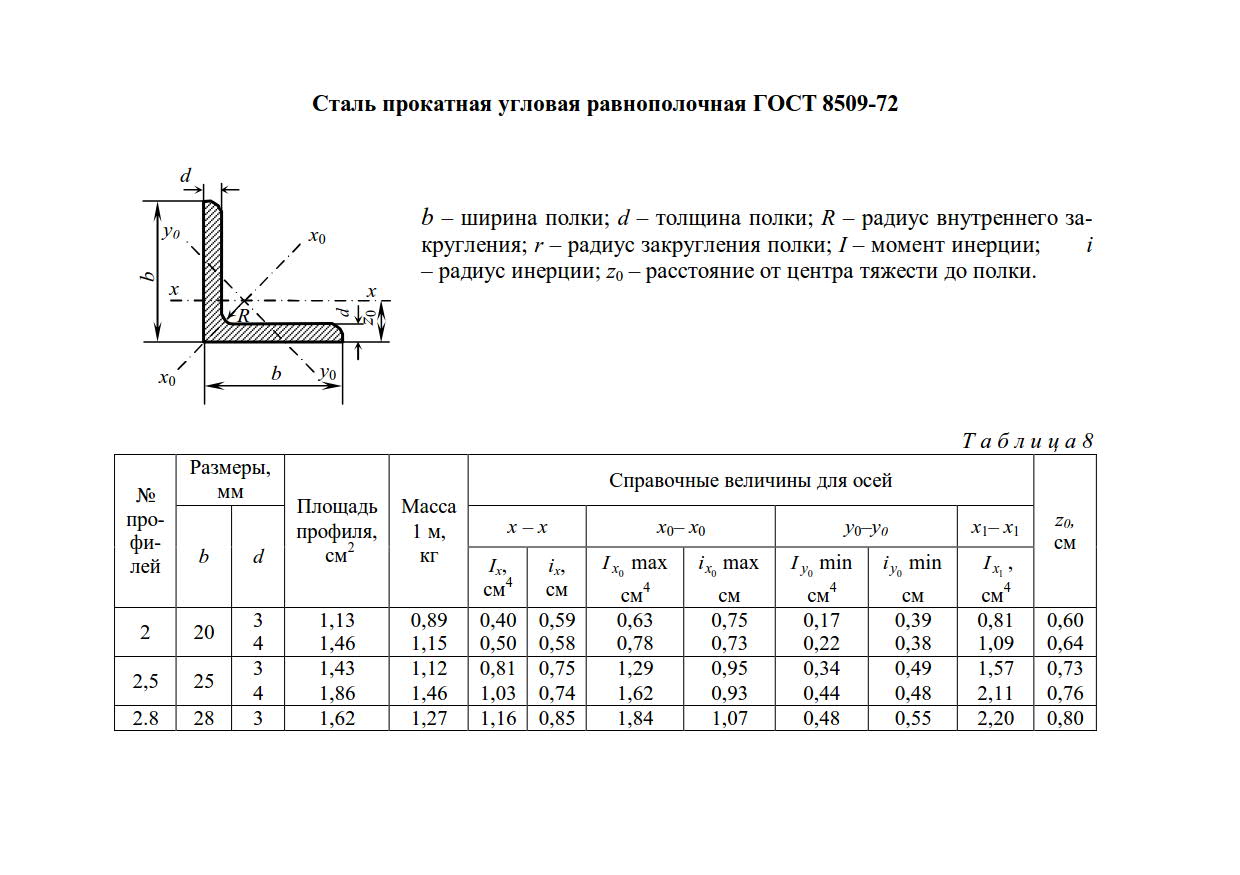
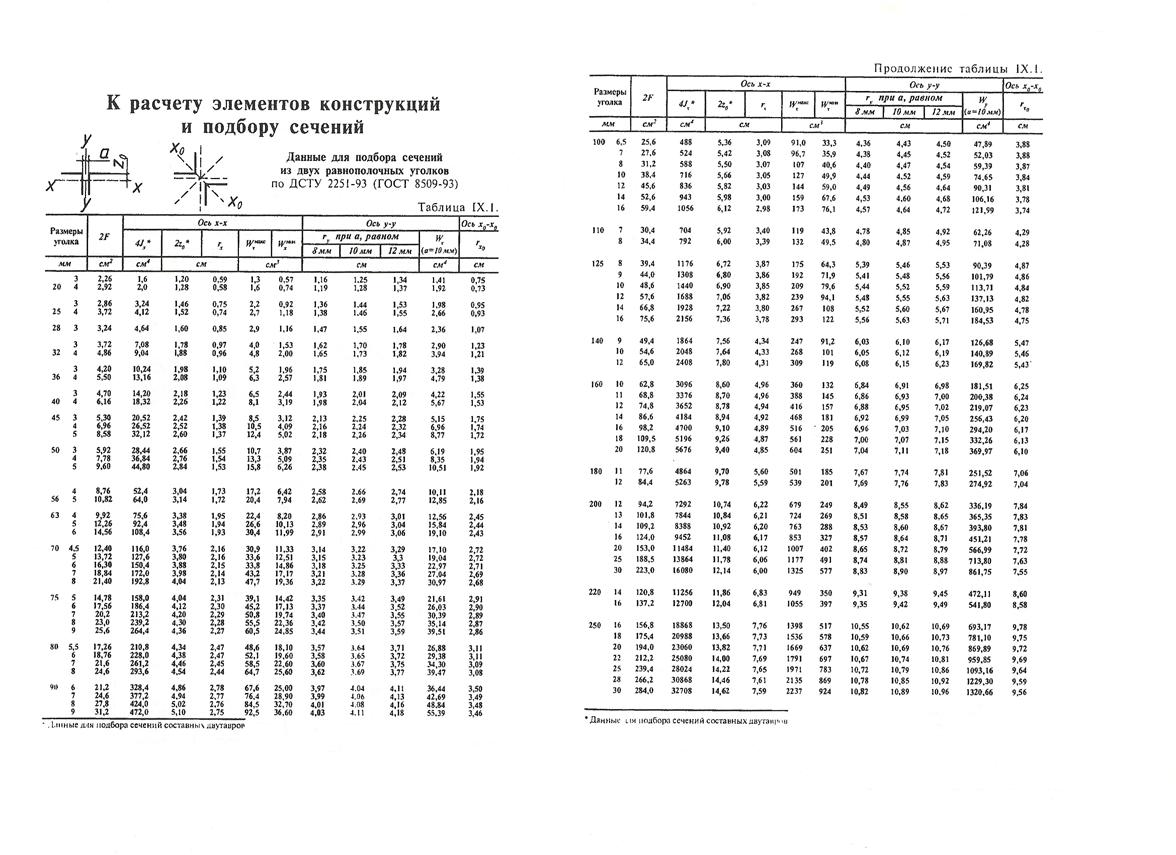
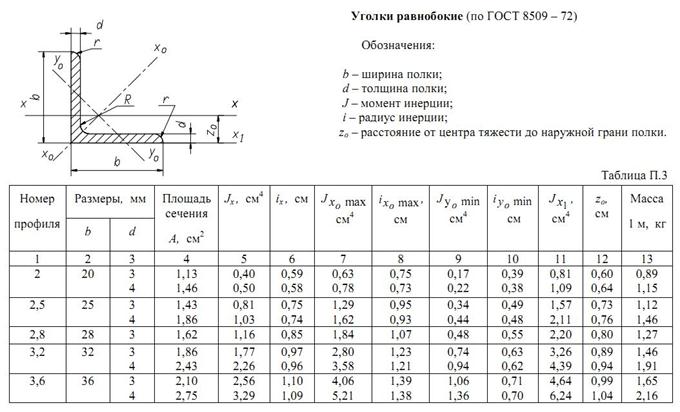
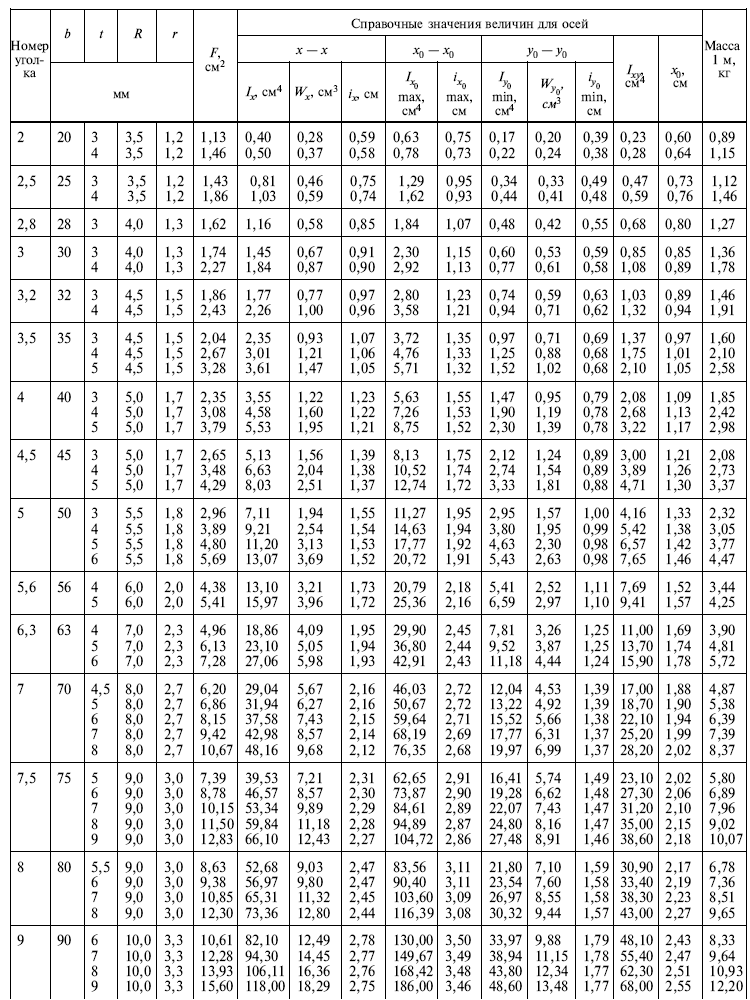
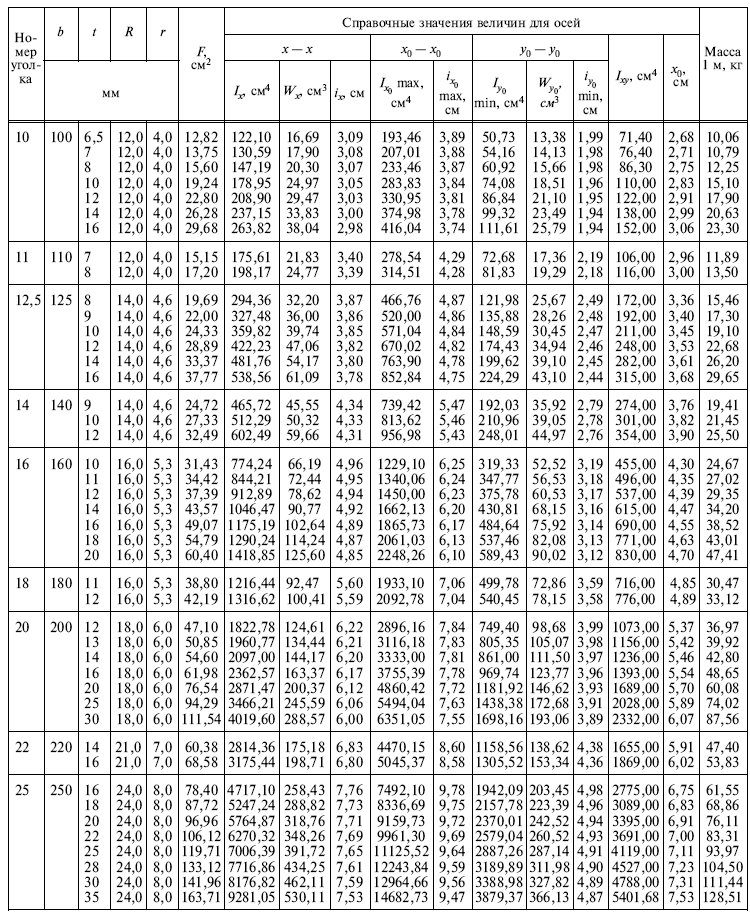
В сортамент заносятся справочные сведения о радиусах закругления, расстояний от края полочки до расчетного центра тяжести, площади сечения уголка на разрезе, указывается значение радиуса инерции и момента центробежной инерции. Все эти параметры используются в различных расчетах, например, при определении полученной прочности конструкции из уголка. Часть справочных показателей нужна для настройки валиков прокатного стана при изготовлении.
Применение горячекатаного уголка определяется техническими характеристиками стали, которая применялась для изготовления сортового проката. Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
Недостатком стальных уголков является низкое противостояние коррозии во влажных условиях, поэтому в ответственных сооружениях металлические уголки заменяют изделиями из оцинковки, нержавейки или алюминия.
Применение стального уголка
Металлы сегодня встречаются практически на каждом шагу. При сочетании легкости и высокой прочности материал стал практически незаменим, применяется при строительстве различных сооружений и механизмов. Стальные уголки могут изготавливаться при применении различных металлов. За счет особой геометрии они могут воспринимать большую нагрузку, чем, к примеру, листовой материал. Прокат угловой или уголок стальной гнутый применяют:
- При строительстве несущих конструкций. Для того чтобы сооружение могло воспринимать большую нагрузку в качестве основного материала может применяться рассматриваемое изделие. Примером можно назвать возведение складских помещений, когда в качестве обшивки применяется легкий листовой металл, который покрывает устойчивый каркас. За счет этого существенно снижаются расходы и повышается прочность сооружения.
- В машиностроении и станкостроении. Особая форма определяет высокую жесткость и способность гашения вибрационной нагрузки. Именно поэтому рассматриваемый материал применяется для создания усиливающего каркаса, несущей рамы и других элементов.
Применение равнополочных уголков
Широкая область применения определила то, что в продаже можно встретить уголок с различной формой профиля и размерами.
Характеристика равнобоких уголков
В качестве сырья для производства используют сталь с точностью повышенного уровня, легированный металл либо стойкие, жаропрочные соединения.
Преимуществом является доступная цена, а также универсальность качества и широкая сфера применения. Более того, такие изделия устойчивы к коррозийным процессам, не деформируются, не подвергаются воздействию температуры и хорошо свариваются.
- Сварка металлических конструкций
- Особенности холоднокатаного листа — технология производства, особенности, размеры, свойства и маркировка
- Технические особенности горячекатаного листа — классификация, способ изготовления, варианты применения и особенности обработки
Отличным вариантом равнобокие уголки являются для лестницы.
Уголок может быть произведен из цветных металлов, к примеру, это алюминиевые или магниевые изделия. Причем уголки из цветного металла будут прессованными либо гнутыми.
9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
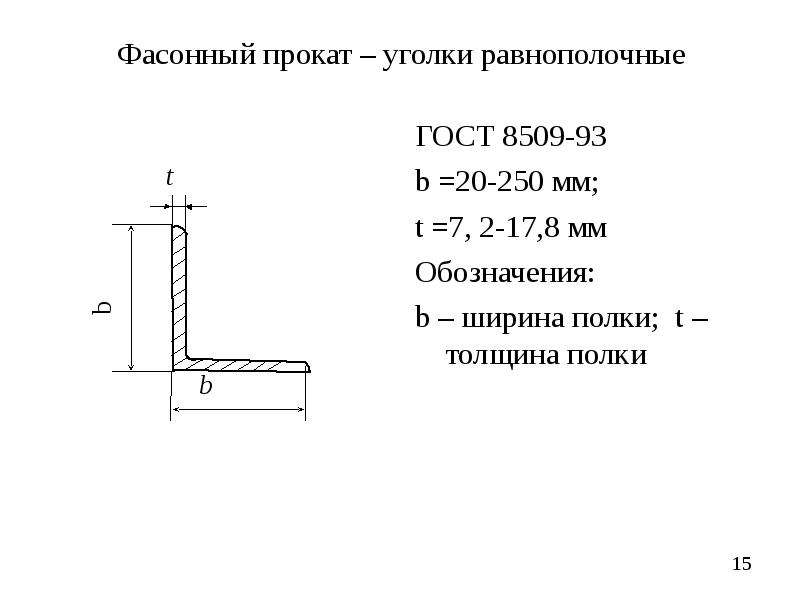
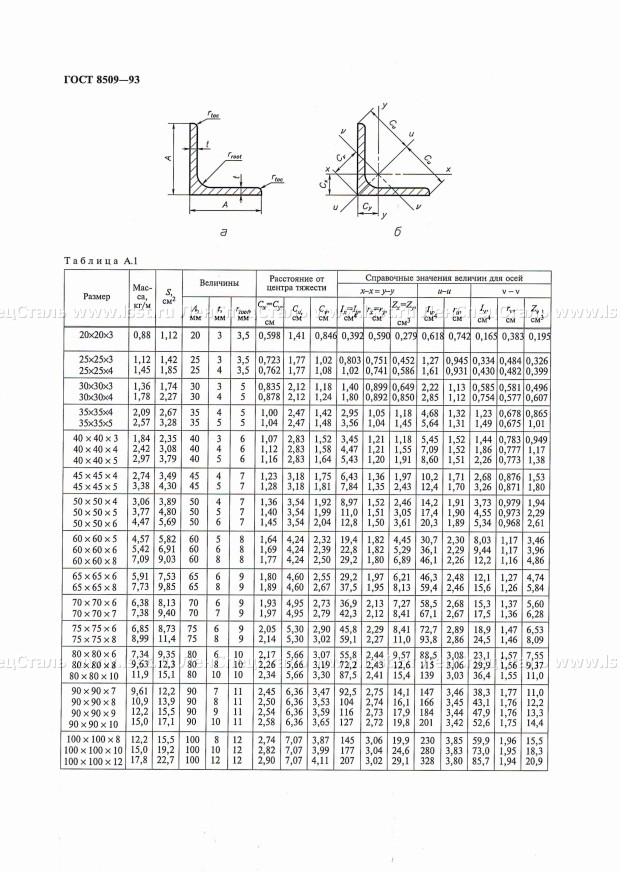
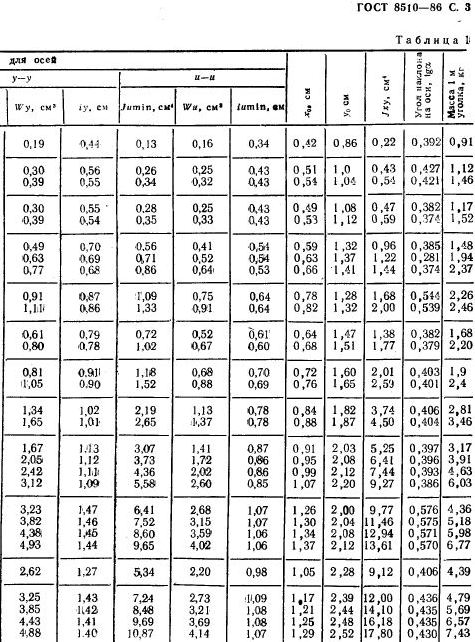
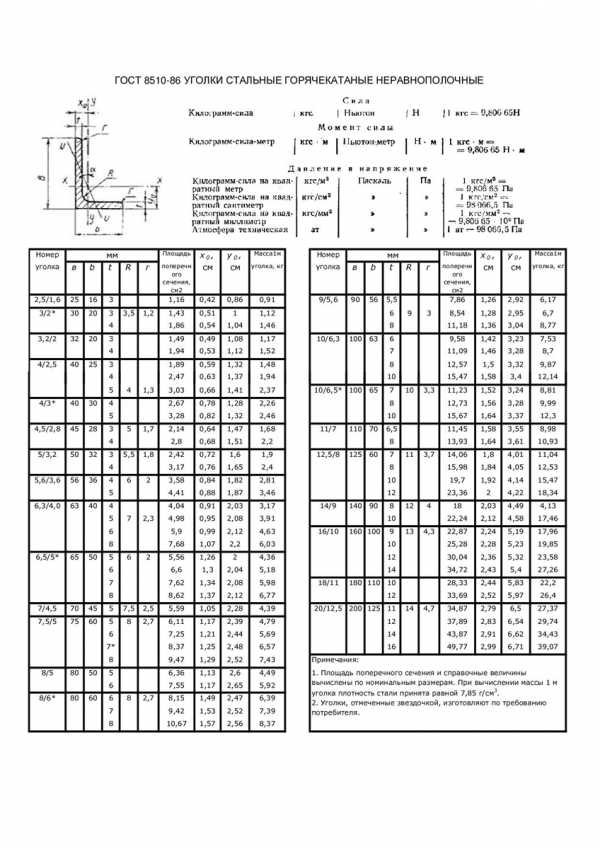
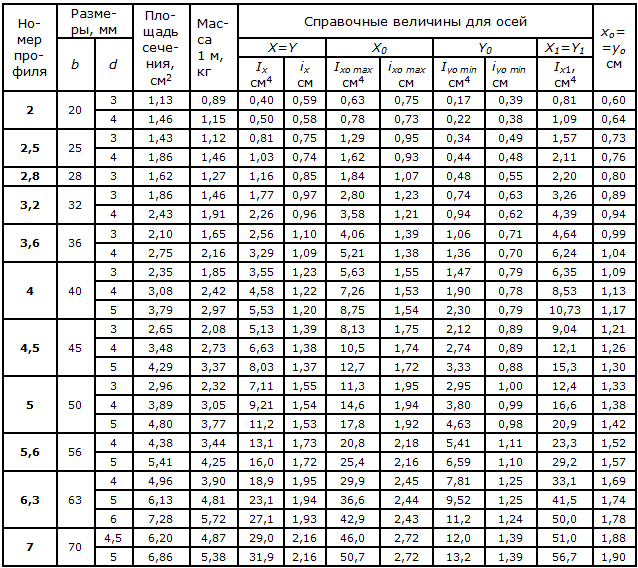
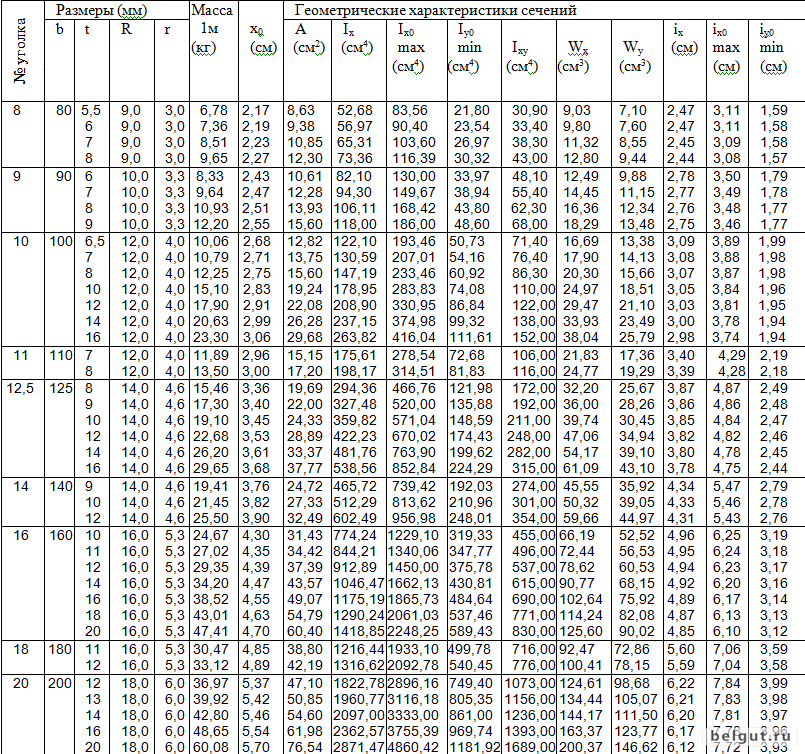
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Производство равнополочных уголков из стали
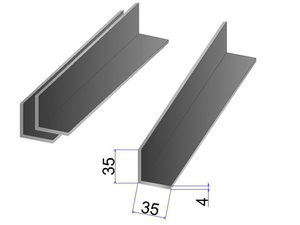
Равнополочные уголки гнутые и горячекатаные — профиль из стали различных марок Г-образной формы, у которого обе стороны угла имеют равные размеры. Этот вид металлопроката считается более прочным, чем неравнополочные изделия. За счет одинаковой ширины полок профиль обладает равными эксплуатационными характеристиками по всей длине. В свою очередь горячекатаные уголки с одинаковой шириной полок прочнее гнутых изделий. Характеристика обеспечивается технологией производства металлопроката.
 Рис.1. Равнополочные уголки стальные
Рис.1. Равнополочные уголки стальные
Гнутый профиль создают из листового материала путем гибки на профилегибочных станках. А горячекатаные на прокатных станах после нагрева заготовки до состояния пластичности. Раскаленный лист металла прогоняют между валами. Сдавливая его, они придают заготовке требуемую по ГОСТ 8509-93 геометрическую форму и параметры. Технологии производства обуславливают более высокую геометрическую точность гнутых уголков с равной шириной полки и их широкий сортамент.
При производстве гнутых и горячекатаных профилей применяют:
- низколегированные марки стали (например, 09Г2С, 17Г1С, 15ХСНД или10ХСНД);
- легированные;
- высоколегированные;
- особые виды стали с повышенными характеристиками устойчивости к коррозии, жаропрочные.
Параметры стального профиля определяют его вес. Масса горячекатаных равнополочных уголков больше — от 0.89 до 128.59 кг/м. Материалы для изготовления гнутых равнополочных уголков также описаны в стандарте ГОСТ 380-94. Он допускает применение углеродистых сталей с определенными физико-техническими характеристиками. Масса гнутых изделий меньше.
Самые популярные размеры металлического уголка
Наиболее востребованной продукцией этого типа являются изделия гнутые из черного металла марки «В». Этот вариант стоит дешевле уголка из нержавеющей стали класса «А». При этом такие уголки меют достаточный запас прочности для того, чтобы из них можно было собирать долговечные и надежные конструкции.
Какие же наиболее востребованные размеры металлического уголка? 40 х 40 мм, 50 х 50, 70 х 70 и 100 х 100 мм — такая ширина полок является самой популярной. Первый вариант изделий, к примеру, может использоваться для изготовления навесов, беседок, лавочек, уличных столов и т. д. Для не слишком ответственных конструкций такой уголок имеет достаточный запас прочности.
Изделия 50 х 50 мм могут применяться при сборке заборов, ворот, решеток, небольших детских качелей и т. д. Используют этот материал и в машиностроении, а также при сборке ж/д вагонов. Размеры металлического уголка 50х50х5 мм или 50х50х6 мм позволяют собирать разного рода каркасы, испытывающие небольшие нагрузки. В других случаях может использоваться менее прочный вариант 50 х 50 х 3 или 50 х 50 х 4 мм. Такой уголок весит больше, а поэтому и стоит дешевле.
Схема технологического производства проката

Холоднотянутая и горячекатаная сталь
Прокатка, как технологическая операция, возникла в конце XVIII века в Англии и с тех пор совершенствуется мировыми производителями и представляет собой протягивание металлической заготовки через взаимно сочетающиеся валики. Различают горячую и холодную прокатку, которая зависит от температуры кристаллизационных процессов в металле.
Горячий процесс предполагает использование больших металлических заготовок, нагреваемых до температуры, позволяющей разрушить кристаллическую решетку металла. Это деформирует метал при прохождении его между прокатными валиками с целью получения тонкого профиля уголка. Разогрев металла позволяет получить более тонкий профиль, чем при использовании холодного проката уголка при том же количестве операций.
Процесс производства горячекатаного уголка происходит при температуре около 1700 градусов по шкале Фаренгейта и позволяет получить любые размеры и форму уголка. Горячая прокатка в больших масштабах получается дешевле, чем холодная. Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.
Но недостатком такого метода можно считать, что при остывании происходит изменение линейных размеров профиля, что негативно сказывается на предсказании формы готового продукта. Горячекатаный уголок получается покрытый окалиной, а углы получаются более округлые и неточные по сравнению с холоднотянутой продукцией.
Холодное протягивание заготовок предполагает прохождение металла через определенное количество валиков при температуре заготовки ниже положенной для разрушения кристаллической решетки. Такой профиль получается с повышенными показателями прочности и текучести. Появление дефектов в структуре материала создает закаленную решетку, которая больше не подвержена изменениям.
Так как холодное протягивание проката через валки происходит почти при температуре окружающего пространства, то нет необходимости переживать об изменении линейных размеров конечной продукции, внешнего вида и заданной формы. Поверхность изделий получается гладкой и имеет четкие и прямые углы.
Нагревание заготовок

способствует повышению эффективности
Для нагрева существуют определенные требования, заключающиеся в том, чтобы процесс производился до определенной температуры, не происходило перегрева или пережога. Повышение температуры происходит равномерно в области сечения заготовки и по всей длине слитка. Технология прогревания характеризуется:
- температурой нагрева;
- временем достижения заданных параметров;
- количеством периодов и зон нагревания;
- скоростью процесса.
Граничная температура нагревания зависит от некоторых показателей стали, ее химического состава, температуры начала рекристаллизации, критическими показателями пережога и многими другими факторами, которые регламентируются специальными ГОСТами на производство прокатной продукции.
Характеристики стана

Обрезка на мерные куски происходит последовательно после выпуска готовой продукции из прокатного стана. Такая технология удаляет отходы металла на обрезь, повышает пропускную способность валков и повышает качественные показания готового уголка. Операция по отделке готового профиля включена в технологические карты процесса, и готовый мерный уголок идет прямо на склад.
На современном производстве равнополочного горячекатаного уголка основными цехами последовательно работают доменный, сталеплавильный и прокатный. Одним из передовых направления проката уголка является внедрение новейших прогрессивных технологий.
https://youtube.com/watch?v=IefPrJrX4OM
Государственные стандарты на уголки
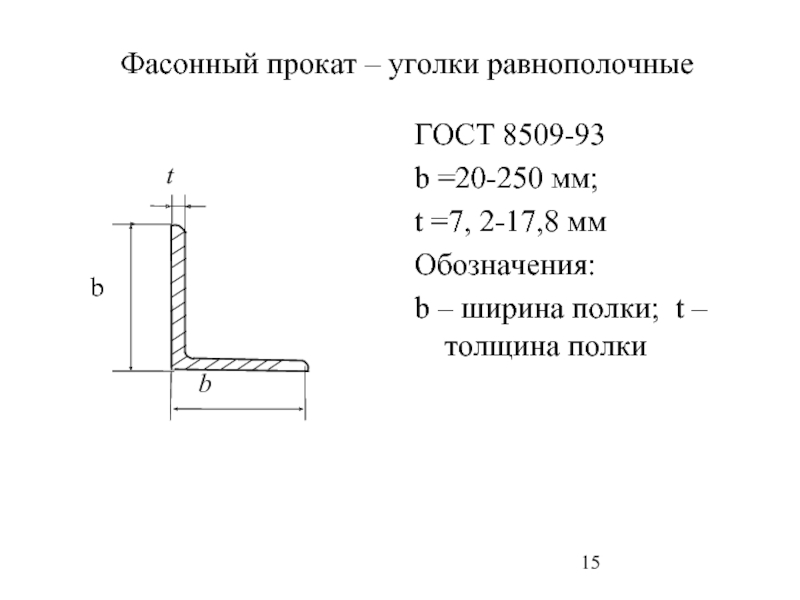
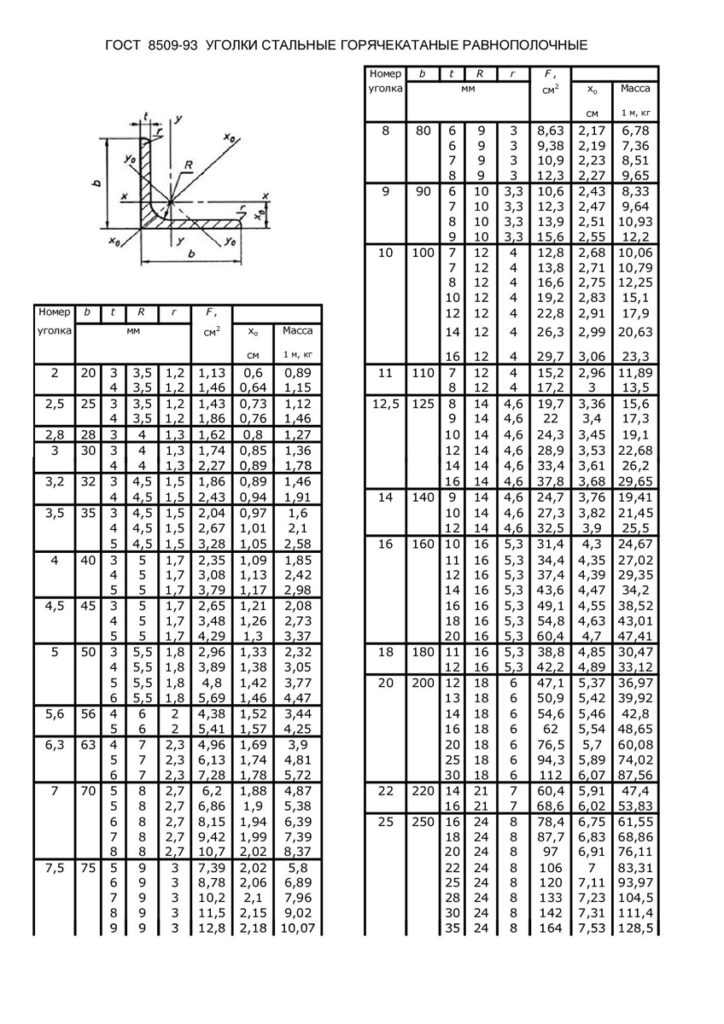
Как ранее было отмечено, при производстве применяется система стандартизации основных показателей. К примеру, ГОСТ 8509-93 (уголки стальные горячекатаные равнополочные) определяет геометрические размеры профиля: радиус закругления, толщины полок и другие показатели. Обозначение различных параметров позволяет проводить точные расчеты при проектировании.
Госстандарт позволяет:
- Контролировать качество выпускаемой продукции. Отклонение от определенных параметров может привести к существенным изменениям эксплуатационных качеств. Именно поэтому все параметры должны контролироваться на момент производства материала.
- Упростить обозначение. Как ранее было отмечено, металлический угол обладает довольно большим количеством геометрических показателей. Для того чтобы не указывать все на проектном чертеже или в маркировке все они должны соответствовать установленным стандартам.
- Быстро найти наиболее подходящий вариант исполнения. Сортамент уголков равнoполочных (ГОСТ 8509-86) включает просто огромное количество различных изделий. Для того чтобы упростить поиск по основным параметрам применяются стандартные методы классификации.
ГОСТ используется для указания более одного десятка параметров. Для определения применяемых обозначений указывается чертеж поперечного сечения.Гнутые равнополочные уголки, как и другие варианты исполнения рассматриваемого материала, имеют собственную таблицу классификации, по которой можно определить основные геометрические размеры и вес.
В заключение отметим, что сегодня приобрести рассматриваемый материал можно практически в любом городе. При этом огромный сортамент позволяет подобрать наиболее подходящее изделие по основным параметрам
На момент приобретения равнополочных уголков следует уделить внимание тому, что на поверхности не должно быть ярко выраженной ржавчины и механических повреждений. Кроме этого, изделие должно выпускать согласно установленным стандартам ГОСТ. Во время погрузки равнополочных уголков должны соблюдаться все установленные нормы, нагрузка равномерно распределяться для исключения вероятности провисания материала и его деформации
Во время погрузки равнополочных уголков должны соблюдаться все установленные нормы, нагрузка равномерно распределяться для исключения вероятности провисания материала и его деформации.
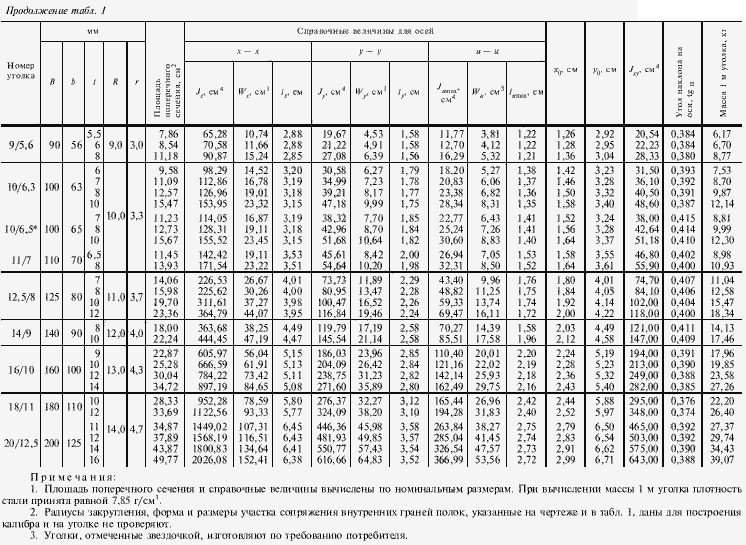
Примечания к таблице
 После главной таблицы идут примечания. Сначала указывается, что основные параметры, касающиеся сечения и главных размеров, вычисляются по номинальным размерам. Радиусы закругления, формы и размеры участка вкупе с некоторыми другими данными даются для построения калибра без проверки на самом сортаменте. Также добавлены сведения о том, что обозначенные звездочками изделия производятся согласно требованиям потребителей.
После главной таблицы идут примечания. Сначала указывается, что основные параметры, касающиеся сечения и главных размеров, вычисляются по номинальным размерам. Радиусы закругления, формы и размеры участка вкупе с некоторыми другими данными даются для построения калибра без проверки на самом сортаменте. Также добавлены сведения о том, что обозначенные звездочками изделия производятся согласно требованиям потребителей.
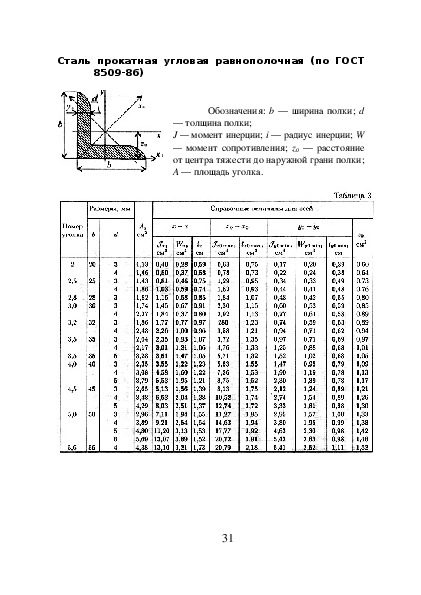
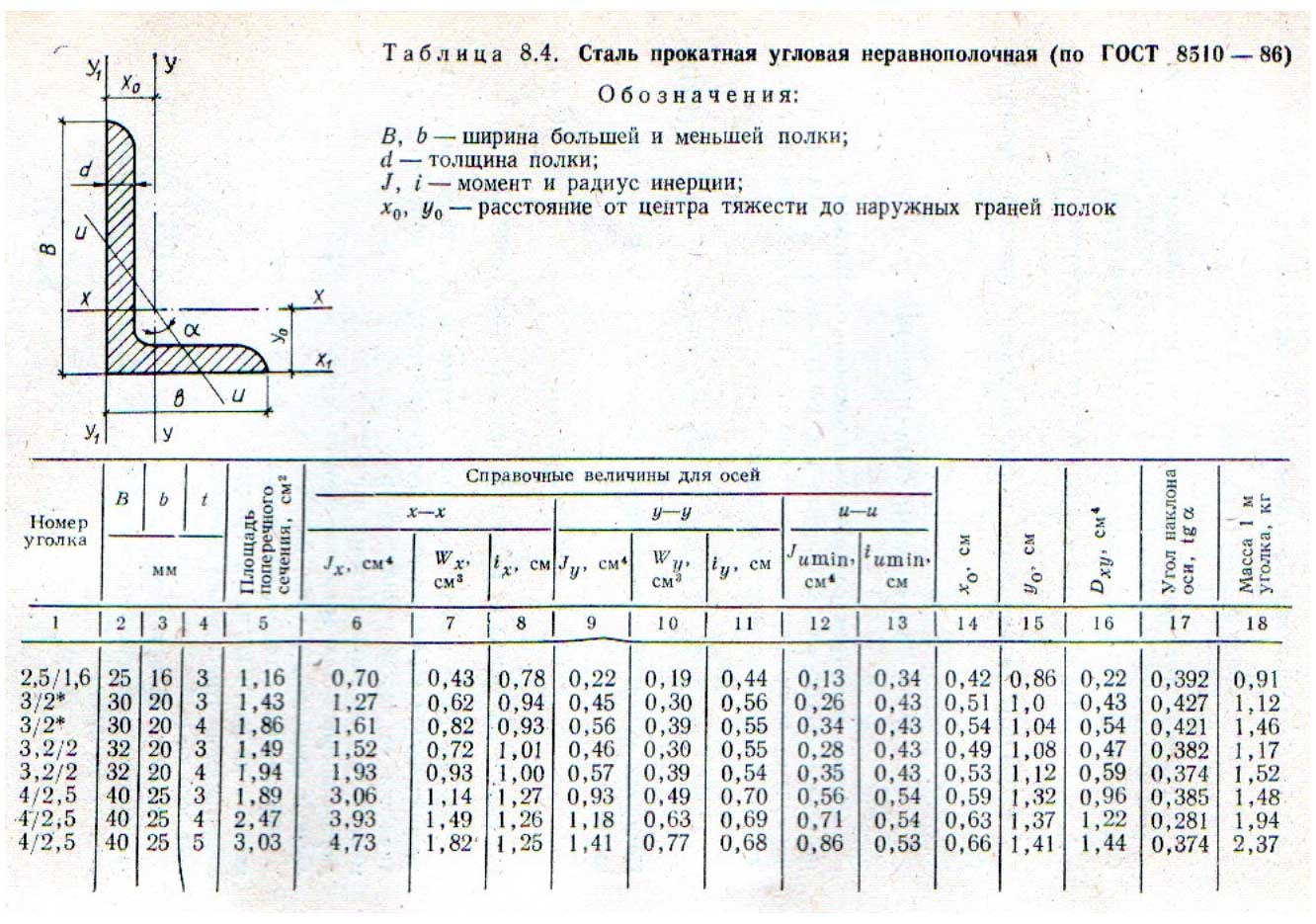
Точность прокатки уголков обозначается символами, А и В, что соответствует высокой и обычной точности. В таблицах 2 и 3 собраны сортаменты с указанием предельных отклонений по ширине и толщине полки. По ширине диапазон отклонений от 1 до 3 миллиметров, по толщине до 1 миллиметра.
Отклонение от прямого угла по вершине не может быть свыше 35 минут. Притупление внешних углов полок не контролируется, однако примерные показатели следующие:
- 0,3 толщины полки для толщины до 10 миллиметров;
- 3 миллиметра для уголков с толщиной от 10 до 15 миллиметров включительно;
- Если уголки свыше 16 миллиметров толщиной, то допускается притупление до 5 миллиметров.
При длине от 4 до 12 метров ведется изготовление таких видов уголков, как мерной длины, кратной мерной длины и немерной длины, а также ограниченной немерной длины. Не допускается скручивание вокруг продольной оси, а значения поперечного сечения необходимо проверить на расстоянии не меньше 500 миллиметров от торца штанги. Кривизна уголков не должна быть свыше 0,4 процента от длины изделия.
Характеристика неравнобокого уголка
Сфера применения не менее широка. Более того, металлические уголки часто используют в качестве декоративного дополнения.
Основным предназначением является использование для усиления различных конструкций. А также использование в производстве военной техники. Довольно популярными являются мебельные металлические уголки.
- Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
- Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
- Как выбрать и рассчитать швеллер — правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля
Это интересно: Что такое шабрение? Особенности и где это применяется?
В качестве главного плюса хотелось бы назвать маленькую массу.
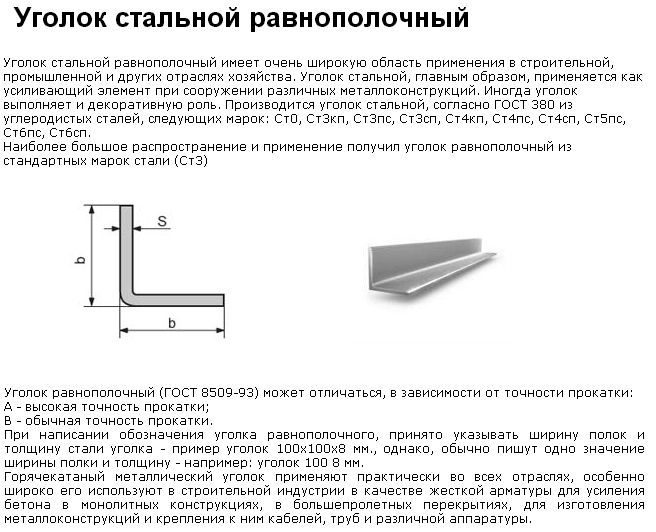
Уголок равнополочный ГОСТ 8509-93 — сортамент, характеристики и области применения
Промышленность выпускает 3 разновидности подобных фасонных изделий. ГОСТ № 8509 от 1993 года (часть 1) определяет характеристики, типоразмеры и ТУ (допуски, непараллельность, кривизну и ряд других) равнополочных уголков горячекатаных из стали. Чем они характеризуются, какими бывают и где целесообразно использовать данную продукцию – обо всем этом предлагаемая статья.
Детальную информацию по сортаменту равнополочного уголка можно получить из прилагаемой таблицы. Точнее, чем в Стандарте, не скажешь. Поэтому автор считает целесообразным ограничиться лишь небольшим обзором продукции. Тот, кто с ней не знаком, получит общее представление, а остальным читателям материал позволит вспомнить отдельные, стершиеся в памяти моменты.
Особенности
- Обе полки уголка равнополочного совершенно идентичны (отсюда и наименование металлоизделия).
- Формирование профиля производится при повышенной температуре. Что дает горячий прокат? Рядовому потребителю будут интересны такие моменты – снижение стоимости равнополочного уголка по отношению к аналогам и удобство сварки образцов.
- В качестве сырья используется сталь углеродистая или низколегированная. Последняя отличается повышенной устойчивостью к большим минусовым температурам (в плане деформации).
Скачать ГОСТ 8509-93 в формате pdf можно здесь.
Характеристики
- Номер (2 – 25) – основной параметр. Соответствует ширине полки (b), выраженной в «см». К примеру, у самого большого равнополочного уголка она составляет 250, у минимального по сортаменту – 20 (мм).
- Вес 1 п.м. Определяется толщиной (S) и шириной полок. При расчетах (например, нагрузки) следует знать, что для одного номера толщина полки может быть различной (указано в сортаменте).
- Длина – как правило, 4 – 12 м. Но возможно производство и более габаритного равнополочного уголка, по просьбе заказчика.
Применение
- Монтаж сборных (в основном, сварных) металлоконструкций – ограждений, каркасов, перил, ферм, стеллажей.
- Как арматура в производстве некоторых образцов ЖБИ (колонн, балок и ряда других).
- Для изготовления отдельных элементов различных опор, кронштейнов, укосов, подвесок, переходов и так далее.
- Из уголка равнополочного в частном секторе нередко собираются различные столы, верстаки, тумбы, рамы для аквариумов – спектр применения разнообразный.
- В качестве направляющих для фиксации кабелей, проводов, желобов, тросов.





