

1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?

- Листогиб Van Mark – высококачественное гибочное оборудование
- Ручной листогиб – что о нем нужно знать при покупке?
- Гидравлический листогиб – современное оборудование для гибки
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.

Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.

С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
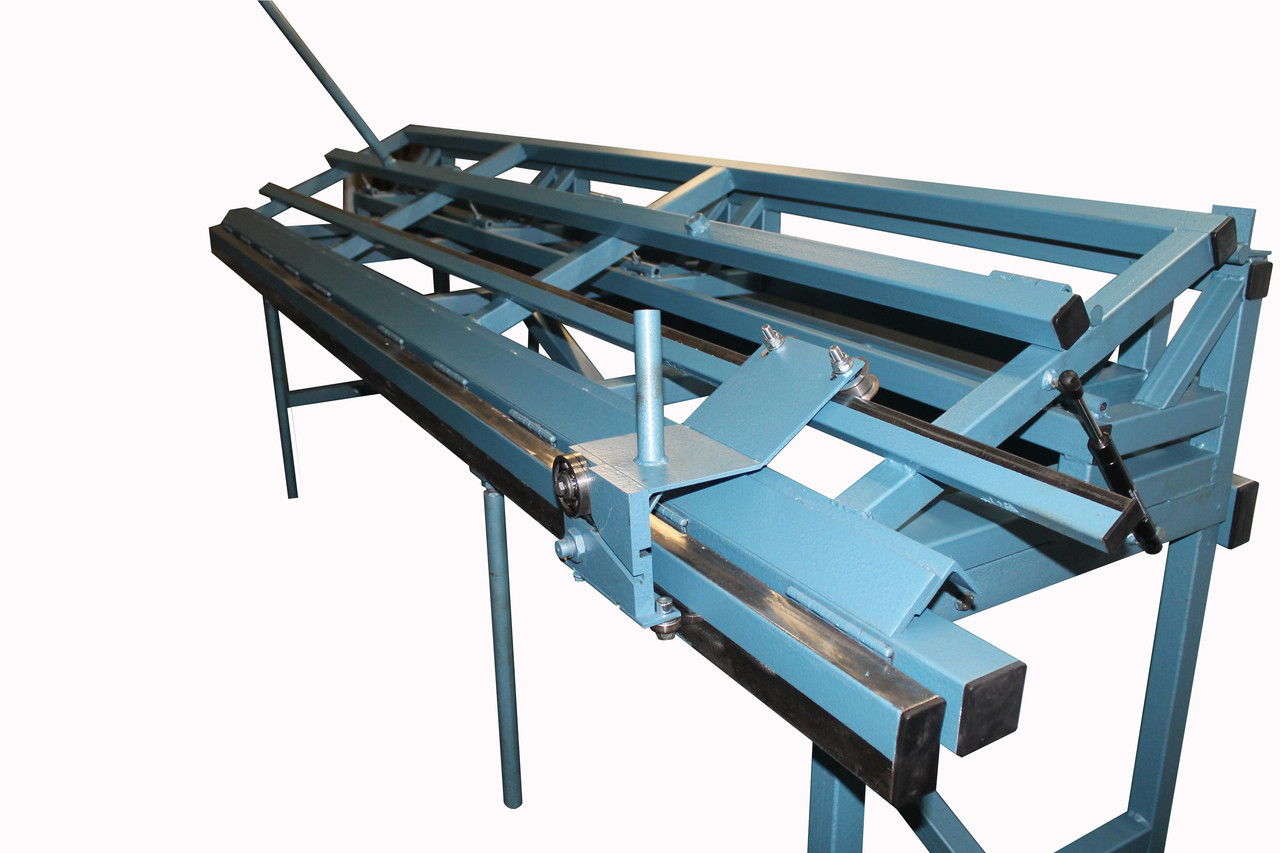
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
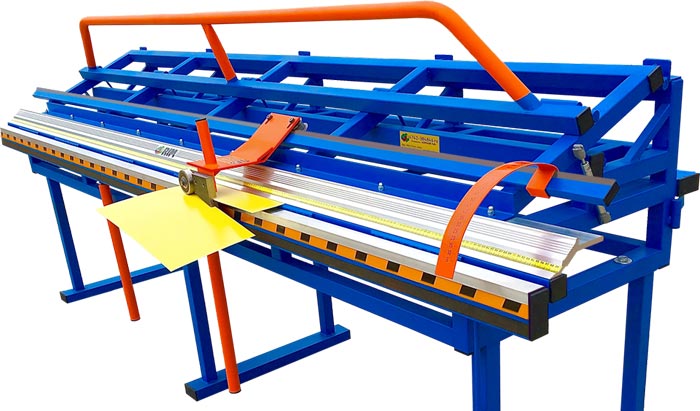
Ручной сегментный листогиб STALEX PBB 1020/2,5

На этой универсальной модели с одной сегментной балкой изготавливают изделия сложных конфигураций: коробки, кожухи, корпуса и вентиляционные элементы, поддоны и др. Гибка на четыре стороны происходит регулировкой сегментов, которых на устройстве 11 размерами от 25 до 270 мм.
Ширина гибочной балки 15 мм, высота подъема – 0,5 метра.
Особенности конструкции:
прочная стальная станина.
ножная педаль позволяет быстро выполнять поворот и перемещать заготовку.
пружинная система и вертикальный ход гибочной траверсы гарантируют закрепление заготовки точно параллельно поверхностям.
аккуратный сгиб обеспечивается длинными зажимными пластинами









Роликовые ручные листогибы
При использовании рабочей балки с традиционным приводом – поступательным или качательным – усилие деформирования дополнительно возрастает за счёт трения скольжения металла заготовки по рабочей поверхности гибочных пуансонов. Если заменить такое трение трением качения, то прикладываемое к балке усилие заметно уменьшится. На этом явлении основано технологическое преимущество станков, где установлены роликовые гибочные матрицы.
Из станков этого типа наиболее совершенными являются модели Bender Duo и MRB от Metall Master. Роликовые листогибы, выпускаемые компанией Tapco, отличаются высокой стоимостью, поскольку частично изготовлены из титановых сплавов и оснащаются защитными кожухами, что помогает работать даже во время осадков.

Станок MRB состоит из следующих узлов:
- Неподвижной верхней балки.
- Поворотной нижней балки.
- Комплекта роликовых матриц.
- Механизма прижима.
- Пары регулируемых упоров.
- Станины.
- Раздвижного стола.
- Рабочей оси в подшипниках скольжения.
- Рычажного механизма поворота подвижной балки.
Последовательность гибки роликовым листогибом заключается в следующем. Подлежащий гибке лист устанавливается на стол, позиционируется по упорам и выдвигается необходимой кромкой вперёд, к неподвижной балке. При помощи эксцентрикового прижима заготовка фиксируется на столе. Поворачивая рычаг, вводят верхнюю плоскость заготовки в соприкосновение с роликовыми матрицами. Последние, вращаясь в подшипниках, захватывают лист и обжимают его по внешнему радиусу. Возможный подъём части листа вверх предотвращается пассивными прижимами, которые расположены на неподвижной балке. По окончании гибки опускают рычаг в первоначальное положение, а, если необходима догибка листа, то изменяют положение раздвижного стола, и повторяют процесс.

Ручными листогибами роликового типа можно производить не только одноугловую гибку на различные углы, но и создавать пространственные конструкции из листового металла, типа вентиляционных коробов или различных доборных элементов кровли.
Цена ручных листогибочных станков составляет:
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-2500 – до 38000 руб;
- Для листогибов MRB – до 22000 руб;
- Для листогибов Тарсо – до 50000 руб.
Картушный пистолет. Быстрое нанесение строительных смесей
Сварочные клещи. Соединяем металл в одно касание
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.
Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:









- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.

Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
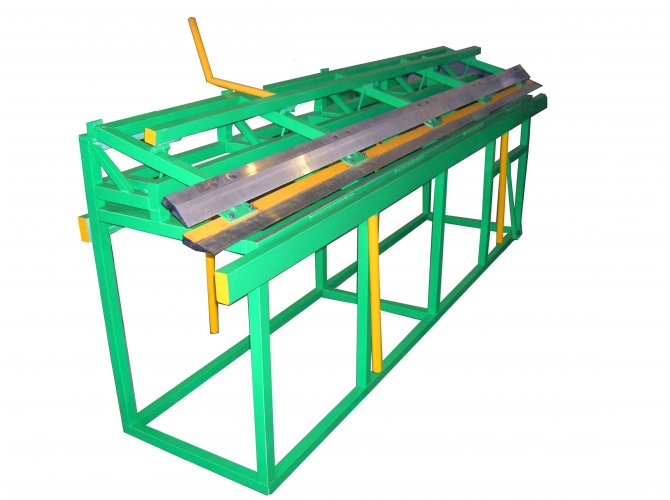
Как сделать самодельный ручной листогиб

Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.

На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Разновидность гибочного оборудования
Устройства для сгибания металлического листа с целью получения профилей любой формы можно классифицировать по различным признакам.
По типу рабочего механизма, станки бывают:
- ручными;
- гидравлическими;
- пневматическими;
- электромеханическими;
- электромагнитными.
По способу установки, оборудование может быть:
- стационарным;
- переносным.
По методу заготовки, листогибы подразделяется на два основных типа:
- автоматический (с числовым программным управлением);
- ручной.
Автоматика листогибочного станка
По способу выполнения сгибания:
- ротационное 2-х, 3-х или 4-х валковые листогибочные установки;
- поворотные станки с гибочной балкой (металлический лист фиксируется с помощью прижимной балки на рабочем столе, а процесс сгибания заготовки происходит снизу вверх в несколько подходов);
- прессовые агрегаты для изгибания с пуансоном и матрицей, называемые ещё «пресс-штемпелями» или «шплинтонами» (фиксация металлических листов на рабочем столе и дальнейшем вертикальном давлении сверху вниз).
Гидравлические агрегаты для изгибания листового проката работают за счёт гидроцилиндров, которые применяются в качестве источника энергии масляное давление.
Устройства этого типа могут быть:
- стационарными;
- передвижными, допускающими эксплуатацию без предварительной инсталляции.
Пневматический привод обеспечивает работу станка за счет пневмоцилиндров, применяющих в качестве источника энергии давление воздуха. Они зачастую выглядят как «поворотная балка». Могут быть как стационарными, так и передвижными. Электромагнитные установки, которые гнут листовой металл благодаря сверхмощному электромагниту. Они достаточно легки и мобильны, чтобы применять их непосредственно на месте проведения монтажных работ.
Электромеханическое гибочное оборудование действует с помощью передачи энергии от электродвигателя по приводной системе цепей, ремням на исполнительные элементы устройства. Ручной станок для гибки металла (алюминия, меди или оцинкованной стали) обладает сравнительно малыми габаритами и является мобильным. За счёт этого его можно называть «мини» станком.
3 Принцип работы листогиба – как он функционирует?
Работает станок очень просто:
- под матрицу на раму помещают заготовку из стали или иного материала оговоренной толщины (не более 0,7 мм) и длины (до 3000 мм);
- заготовка прижимается по разметке и затем фиксируется;
- осуществляется загиб листа (при помощи поворотного пуансона) на требуемый угол;
- при необходимости выполнения загиба на заданный угол более одного элемента потребуется использовать ограничитель угла поворота, который находится на ручке пуансона;
- если деталь требует высокой жесткости фальц, можно догнуть заготовку до 180 °С, используя, расположенный на задней части агрегата механизм догиба.
Нарезание листов выполняется при помощи отрезного дискового устройства, которое состоит из режущих ножей, нижних и верхних роликов, болтов, предназначенных для соединения машинки с корпусом станка. Болты регулируются в пространстве по нескольким направлениям. Ножи осуществляют резку за счет того, что они формируют по линии раскроя заготовки касательные напряжения, которые по своим значениям выше показателей предельного напряжения сдвига металла.

Принцип его применения также несложен:
- по разметке лист прижимается матрицей (следует прибавить дистанцию от носика матрицы до линии реза к требуемой длине заготовки);
- отрезная машинка монтируется на направляющую;
- осуществляется рез (справа налево).
Перед началом работы ЛГС 26 нужно правильно наладить и отрегулировать, чтобы обеспечить параллельность оси матрицы и оси направляющей относительно оси пуансона (поворотного). Добиться этого можно при помощи крепежных и регулировочных болтов. Обязательно необходимо убирать с машинки любые предметы, которые могут помешать выполнению процесса гиба или резки. В процессе работы требуется соблюдать нормы техники безопасности, изложенные в Государственном стандарте12.3.026–81.









Заметим, что ЛГС 26 должен регулярно проверяться на работоспособность и безопасность осуществления рабочих операций. ТО–2 для станка выполняется ежемесячно. В рамках данного вида технического обслуживания осматриваются и при необходимости подтягиваются все крепежные элементы установки. ТО–1 делается каждый день (очистка листогиба от грязи, пыли, металлических обрезков, оценка функционирования подвижных деталей агрегата).
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.
Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.
Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).





