

Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
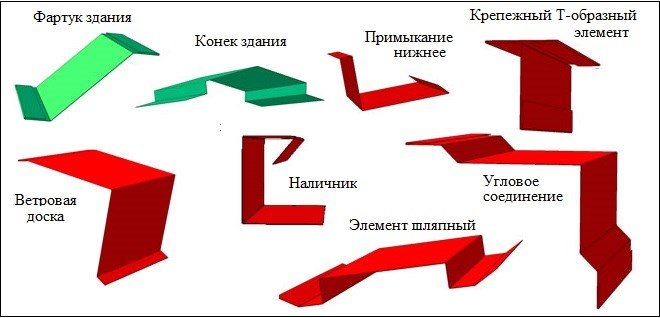
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
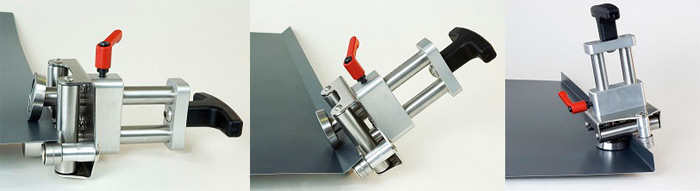
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
 Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
 Процесс обрезки кромки с помощью отрезной машинки
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
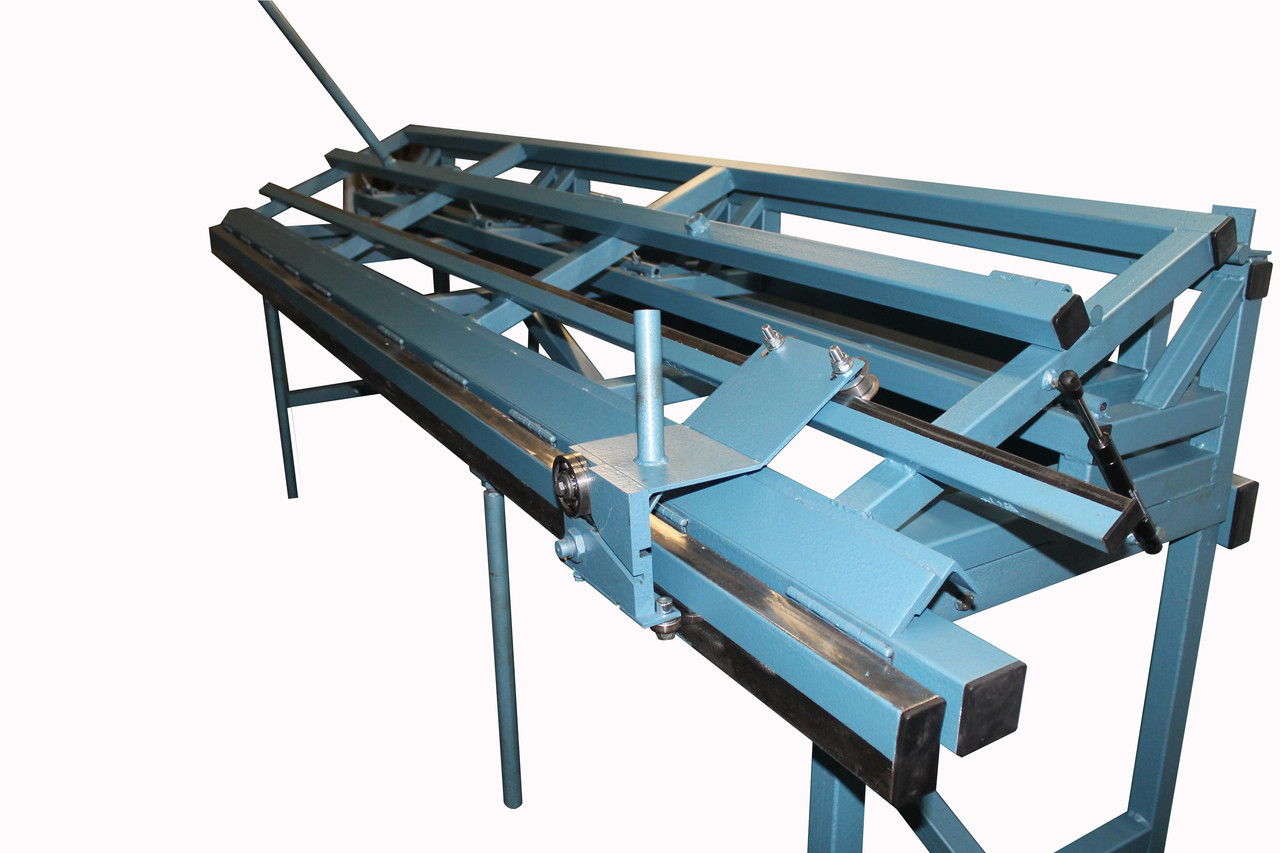
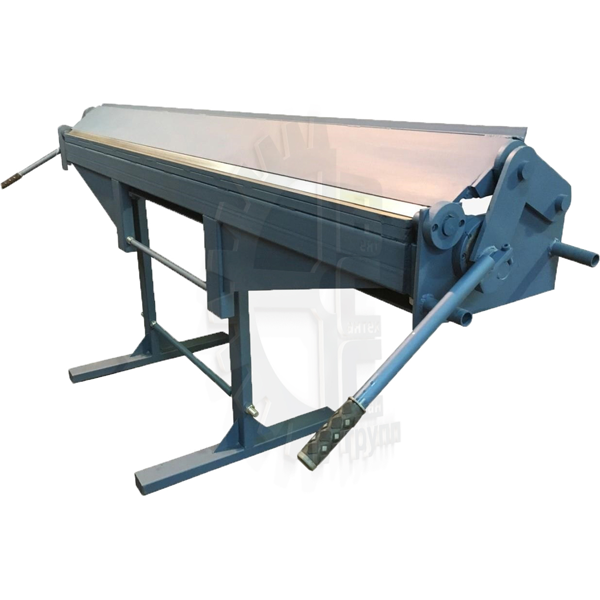
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к называющимся недорогим исполнениям рассматриваемых станков. ЛГС-26 – аппарат проходного типа (имеет отрезной нож для фиксирования конечных размеров изделия, которые в большинстве случаев деформируются в процессе гиба на непростые формы). Он лёгок, мобилен, а поэтому может использоваться конкретно на площадках для строительства, к примеру, при выполнении самых разных кровельных операций. ЛГС-26 относится к ручным листогибам, подготовленным для работ только с тонколистовым металлом, но при этом как правило выполняет гиб очень маленьких полок (до 15 мм), и на угол до 180 0 . ЛГС-26 прекрасно выделяется демократической стоимостью, а надёжная конструкция прижима позволяет гарантировать равномерность зажима заготовки по всему фронту гибки. Применение в ЛГС-26 более жёсткой рамы добавляет сегментному блоку пуансонов отличную точность. Кол-во опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Более того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства в рабочий период. ЛГС-26 может относительно быстро переналаживаться для работы с изделиями приличной длины, зачем в конструкции предусматривается проходной раздвигающийся стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.
Вывод: ЛГС-26 – универсальный, надёжный и – при этом – очень доступный по стоимости ручной листогиб.
Ручные листогибы от торговой компании Tapco
Торговая марка Tapco (Соединённых Штатов) известна собственным оборудованием для профильной гибки листа. Листогибы Tapco ориентируются преимущественно на производство анодированных профилей из стали под работы с кровлей, предназначаются для установки на площадках открытого типа, а поэтому сделаны фактически полностью из коррозиеустойчивых материалов. Это, естественно, проявляется на цене листогибов Tapco – она значительно больше, чем у нашего подобного оборудования. Характерными характерностями ЛГС от Tapco считаются:
- модульный принцип сборки, что делает быстрее процесс монтажа станков;
- наличие предохранителей от повреждения поверхностей для работы агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на другое место использования;
- широкие опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, брендовый сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условиях выполнения всех требований изготовителя);
- красивый дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду специальнонго оборудования. применение которого предполагается в трудных условиях погоды.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.

Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.

В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.








Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.

Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).
Самая популярная конструкция листогиба и ее улучшение
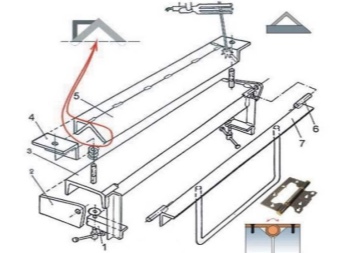
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.

Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции

Липецкий листогибочный станок
Главная страница » Оборудование — станки листогибочные
Продолжаем на нашем сайте серию статей о листогибочных станках. Сегодня обсудим станки Липецкого завода профилегибочного оборудования (ЛЗПГО).









Линейка листогибочных станков ЛЗПГО
В линейке листогибочных станков ЛЗПГО четыре модели:
- ручной листогиб «ЛГС 26»;
- пневматический листогиб «ЛГСП 27»;
- гидравлический листогиб «ЛГСГ 28»;
- магнитный листогиб «ЛГМ 35».
Ручной листогиб «ЛГС 26»
Самой популярной моделью является ручной листогибочный станок «ЛГС 26», опции которого расширены отрезной машинкой. Оборудование предназначено для гибки и резки листовых металлов:
- сталь;
- алюминий;
- медь.
Обработке могут подвергаться листы, имеющие цинковое и лакокрасочное покрытие. На станке можно изготавливать фасонные детали для кровли и стен.
Ручной листогиб «ЛГС 26».
Основные технические характеристики:
- толщина обрабатываемого металла, мм: 0,4…0,7;
- угол загиба за 1 раз ≤ 135°. С «дозагибом» второй поворотной балкой — ≤ 180°;
- максимальная длина гиба, мм: 3000;
- минимальная ширина загибаемой полки, мм: 15;
- габаритные размеры, мм: 3000 х 1800 х 1450;
- масса, кг: 190.
Преимущества ручного листогиба ЛГС 26:
- нет ограничения по глубине подачи;
- угол загиба можно проконтролировать по угломеру;
- при больших усилиях гиба трап не позволяет станку опрокидываться;
- небольшой вес станка делает его очень мобильным;
- для загиба ребер жесткости станок оборудован второй поворотной балкой;
- высокая надежность и ремонтопригодность.
Пневматический листогиб «ЛГСП 27»
Станок «ЛГСП 27» представляет собой гибочный пресс прямого действия. Он применяется для:
- деформации листовых оцинкованных или покрашенных материалов (сталь, медь или алюминий) и получения простых деталей: уголки;
- швеллера;
- доборные элементы;
обработки оцинкованного металлического листа с целью последующей отделки фасадов и кровли.
Пневматический листогиб «ЛГСП 27».
Основные технические характеристики листогиба:
- толщина металла, мм: 0,5…1,2;
- длина заготовки: до 2500 мм;
- угол гиба: ≤ 90°;
- давление воздуха, МПа: 0,4…0,5;
- габаритные размеры, мм: 3340 х 600 х 1320;
- масса гибочного станка, кг: 900.
Сфера применения станка:
- в составе линии для производства фасонных деталей;
- изготовление лёгких строительных металлоконструкций.
Недостатком является необходимость компрессора.
Гидравлический листогиб «ЛГСГ 28»
Гидравлический листогиб «ЛГСГ 28» применяется для изготовления уголков и швеллеров из металлического листа с покрытием и без такового толщиной до 3,0 мм.
Гидравлический листогиб «ЛГСГ 28».
Основные технические характеристики листогиба:
- усилие станка при гибе, кг: 20000;
- толщина заготовки, мм: ≤ 3;
- длина заготовки, мм: 2500;
- угол гибки: ≤ 105°;
- минимальный загиб, мм: 20;
- масса станка, кг: 2000;
- габаритные размеры, мм: 2800 х 800 х 2000.
У станка имеется автоматический и ручной режимы работы. Подробно алгоритм работы гидравлического листогиба мы рассматривали в статье «Листогибочный гидравлический станок»;.
Магнитный листогиб «ЛГМ-35»
Ручной магнитный листогиб «ЛГМ-35» оснащён электромагнитной системой прижима заготовок и поворотной балкой, имеющей шарнирный подвес. Имеющийся набор прижимных пластин даёт возможность гнуть на станке детали сложных форм:
- глубокие узкие желоба;
- замкнутые детали;
- глубокие ящики;
- возможно выполнение радиусных загибов и прямоугольных воздуховодов.
Магнитный листогиб «ЛГМ 35».
Технические характеристики:
- толщина металла, мм: 0,4…1,2;
- длина заготовки, мм: ≤ 2500;
- ширина полки, мм: 10;
- усилие прижима электромагнита, кг: 12000;
- напряжение питания, В: 220;
- потребляемая мощность, КВт: 0,9;
- габаритные размеры, мм: 2580 х 1450 х 980;
- масса станка с набором пластин, кг: 318.
Основные преимущества магнитного листогиба «ЛГМ-35»:
- высокая точность изготовления;
- низкая стоимость станка по сравнению с аналогами.
Приобрести листогибочные станки других марок можно по указанным здесь адресам .
Страницы
- 1
- …
- следующая ›
- последняя »
Curtiss-Wright KD2C Skeet. Технические характеристики. Фото.
Вертолёт Kaman SH-2G Super Seasprite. Технические характеристики. Фото.
Орбитальный самолет
Последние новости:
В Москве, на фоне коронавируса, смертность достигла максимума за целое десятилетие
Иранские военные по ошибке уничтожили крылатой ракетой собственный корабль — около 37 человек погибли. Видео
Российский Су-57 выполнил уже более 3500 полётов — более десятка только в Сирии
Последнее видео:
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Полёт российских перехватчиков МиГ-31 на малой высоте
Пустая Москва / Карантин / Видео
Далее
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.










Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.





