

Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:
Гранат. Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР. Старейшим предприятием этой отрасли является Петербургский абразивный , который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский , также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
Виды
Эти шлифовальные приспособления классифицируются не только по форме, но и по материалам, из которых изготовлены рабочие части. Применяется для этого главным образом твёрдая сталь. Она достаточно жёсткая, что позволяет обрабатывать почти любые материалы.
Виды надфилей, изготовленных из разных материалов, отличаются по качественным характеристикам. Производители указывают материалы изготовления. Эта информация позволяет пользователям подобрать нужные приспособления.
По материалам изготовления надфили подразделяются на алмазные и фогольцевые. Первые применяются для шлифовки керамических и стеклянных поделок. Название «алмазный» условно, т. к. напыление, нанесённое на поверхность, состоит не из алмазной крошки, а из специального мелко измельчённого твёрдого камня. Размеры крошек неодинаковы, и перед использованием инструмента следует это уточнить, чтобы выбрать подходящую для работы модель. Алмазные надфили эффективны, удобны в применении. Это наиболее распространённая разновидность напильников для деликатной шлифовки. Зернистость у них разная, подбирается он в зависимости от твёрдости материала, который нуждается в обработке.
Фогольцевые надфили изготовлены из стали, отличающейся повышенной прочностью. Эти модели устойчивы к износам. Применяются они в ювелирном деле, ремонте часов, где требуются детали идеально точной формы. Такие инструменты подходят для придания изделиям нужной формы, не повреждая их. Рабочие части округлые, конец острый.
Для особо деликатной отделки используются такие разновидности, как ножовочные надфили и рифели. Ими обрабатываются детали, доступ к которым затруднён. Рифель изогнут, что позволяет проводить обработку криволинейных поверхностей. Для его изготовления используются металлические сплавы, обладающие свойствами притяжения (магнитными). Это требуется для поднятия пыли, которая осыпается с насечки. Её нужно отделить от крошек драгоценного металла. Ножовочная модель применяется для выпиливания канавки или узкого паза. Пазовый надфиль предназначен для обработки небольших участков, которые недоступны для других напильников.
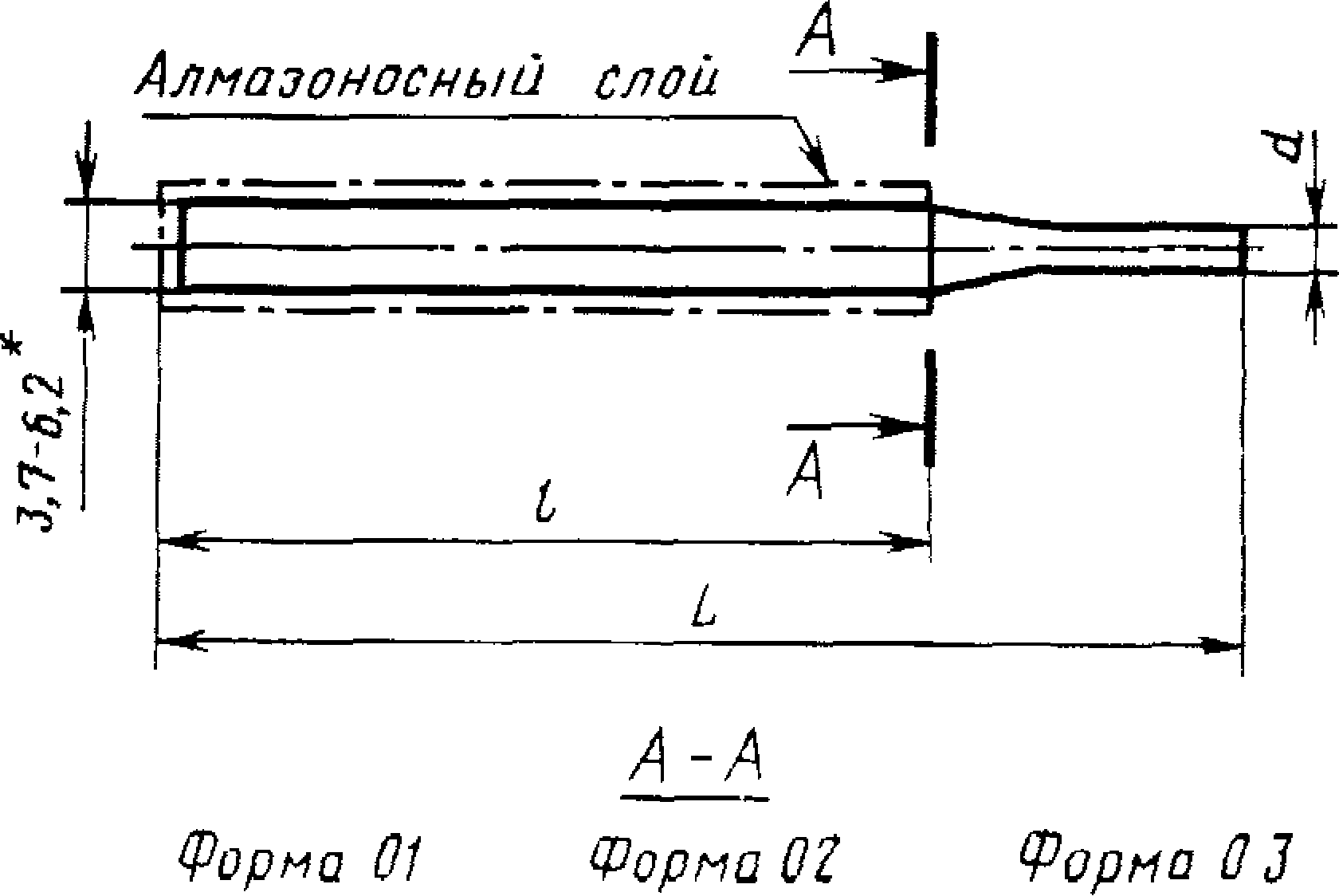
Конструкция и распространенные формы алмазных кругов
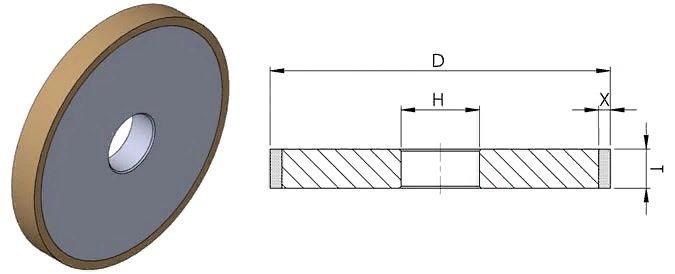
Расскажем подробнее о конструкции алмазного круга. Основная его часть — прочный диск с отверстием.
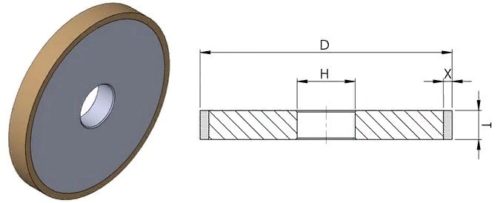
Изображение №1: конструкция алмазного круга
Диски изготавливают из материалов двух групп.
- Конструкционные стали (Ст20, Ст3 и т. д.). Диски из этих материалов отличаются повышенной устойчивостью к механическим нагрузкам и вибрациям. Стали неплохо отводят тепло.
- Алюминиевые сплавы (Д16 и сплавы группы АК). Имеют отличную теплопроводность, однако прочность — меньшая. При обработке заготовок на больших скоростях диски их этих материалов склонны к вибрации.
- Композитные материалы с добавлением полимеров. Диски из них отличаются максимальной вибростойкостью, однако прочность и теплопроводность оставляют желать лучшего.
Некоторые поверхности диска (1 более) покрыты рабочим слоем. В его состав входят:
- наполнитель (это порошок из карбида бора, электрокорунда, глинозема, меди или графита);
- связка;
- алмазный порошок.
Именно рабочий слой входит в контакт с заготовкой при обработке.
Особенности связок
При изготовлении алмазных кругов по металлу используют связки трех типов.
1. Связки на металлических основах. К последним относятся композиты из цинка, алюминия, меди и олова. Металлические связки:





- отличаются максимальной прочностью;
- имеют высокую теплостойкость;
- при эксплуатации инструментов не деформируются в течение длительного времени;
- служат долго;
- быстро засаливаются;
- повышают производительность алмазных кругов по металлу.
Инструменты с такими связками используют для снятия с заготовок большого количества металла. Основная операция — предварительная обработка. Получаемая поверхность приобретает восьмой-девятый класс шероховатости.
2. Органические связки. Имеют небольшие прочность и теплостойкость. На высоком уровне находятся производительность и скорость обработки. Инструменты мало засаливаются, но рабочие поверхности быстро изнашиваются из-за увеличенного расхода алмазов.
Алмазные круги по металлу с органическими связками используют при обработке заготовок из следующих материалов.
- Твердые сплавы.
- Труднообрабатываемые материалы.
- Металлы, предназначенные для изготовления медицинских и измерительных инструментов.
Основные операции — доводка, чистовая обработка, качественная заточка. Класс шероховатости полученных поверхностей — 11 или 12.
3. Керамические связки. Круги с ними имеют алмазоникелевое покрытие. Оно наносится в один или несколько слоев. Перечислим ключевые характеристики инструментов этой категории.
- Высокая режущая способность.
- Низкая цена.
- Отличная теплопроводность.
- Качественный отвод стружки с обрабатываемых поверхностей.
Такие алмазные круги по металлу используют для обработки заготовок из:
- германия, ситала, кремния и иных полупроводниковых материалов;
- камня;
- керамики;
- технического стекла.
Основные операции — резка и доводка.
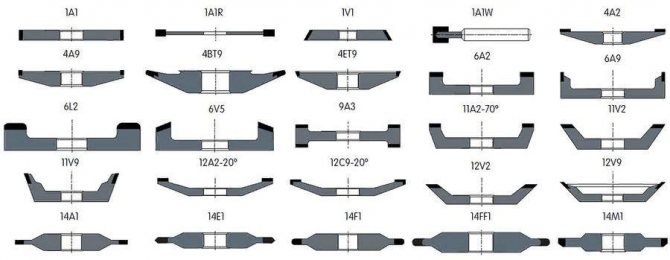
Формы алмазных кругов по металлу
Чаще всего применяют 8 типов алмазных кругов по металлу.
- Плоские круги без выточек (Д/Н >= 1,8).
- Кольца (Д/Н ˂ 1,8).
- Плоские круги с односторонним рельефом.
- Плоские конусообразные модели.
- Плоские круги с одной выточкой.
- Плоские круги с двумя выточками.
- Чашечные круги (45° ˂ α ˂ 90°).
- Чашечные круги (α ˂= 45°).
Инструменты всех этих типов имеют свои идентификационные номера. Ознакомьтесь с ними и конструктивными особенностями приспособлений в размещенной ниже таблице.
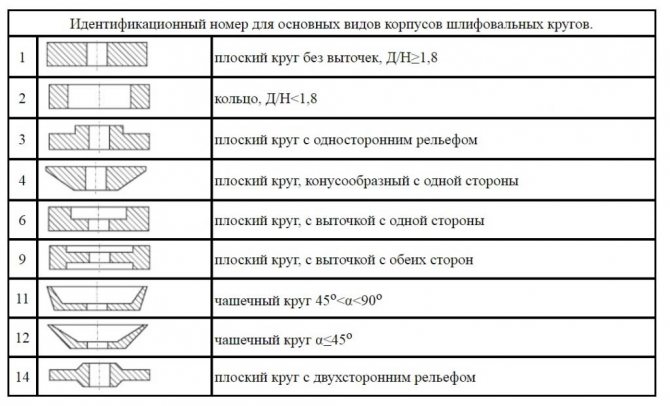
Изображение №2: формы алмазных кругов по металлу
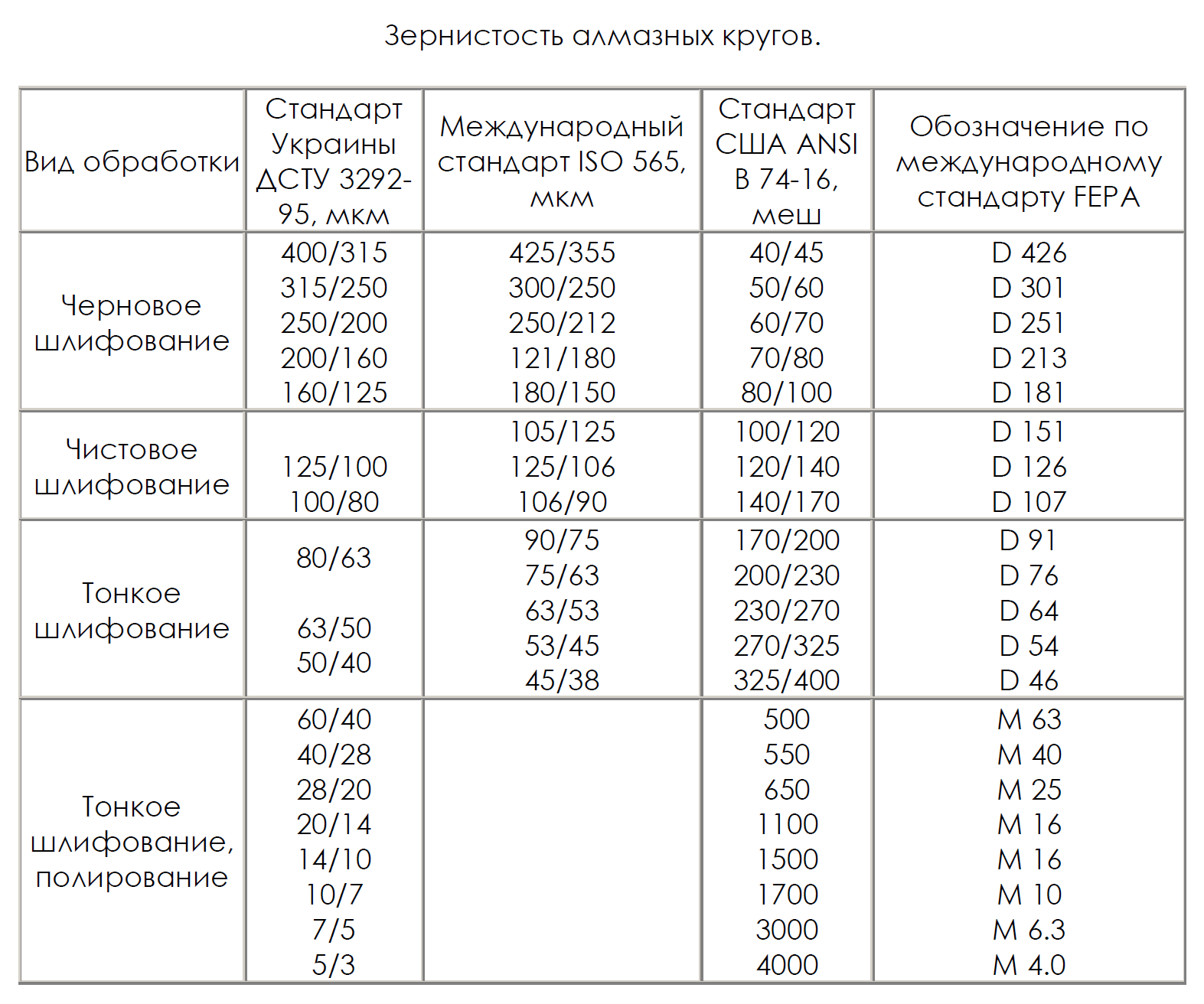
Перейдем к детальному изучению зернистости инструментов.
Из какого материала изготовлены, размеры и виды насечек
Для изготовления надфилей используют высокоуглеродистую сталь особой марки. Ручка может быть сделана из дерева или пластика. На нее наносится номер насечки. Качественный результат обрабатывания детали достигается двойными перекрестными насечками: основной и вспомогательной. Насечки отмечают следующим образом — основную с соблюдением угла в 25 градусов, а вспомогательную под углом 45 градусов. Для их нанесения применяют разные методы:
- фрезерование;
- насекание;
- точения;
- протягивание.
Надфилем с одинарной насечкой можно снять опилки или стружку равную величине зубьев, работать им крайне тяжело, поэтому область применения в основном — мягкие марки металлов, древесина, пластик. Инструментом с двойной насечкой можно обрабатывать различные сплавы металлов.
Надфили бывают разных размеров от 80 до 160 мм в длину, рабочая часть располагается на отрезке от 40 до 80 мм. Насечки имеют свои номера от 0 до 5, так обозначают размер зубьев. Самые крупные это 0 и 1, снимается большой слой материала, но имеет недостаток – небольшая точность обработки. Номера 2 и 3 применяются для зачистки изделия, чтобы убрать с него ненужный слой от 0,02 до 0,06 миллиметра. 4 и 5 номера используют для чистовой шлифовки.
Документы
Шлифовально-полировальные материалы на бумажноподобном носителе или плетёном основании выпускаются в свете требований нормативных документов:
- ГОСТ 6456-82 Шкурка шлифовальная бумажная.
- ГОСТ 13344-79 Шкурка шлифовальная тканевая водостойкая.
- ГОСТ 5009-82 Шкурка шлифовальная бумажная и тканевая и другие документы.
Описываются правила по изготовлению, зернистости, применению. Приводится расшифровка маркировки (обозначение) наждачной бумаги.
Обозначение, наименование
Для правильного применения шлифовального материала необходимо знать о его свойствах и назначении. С этой целью на изнаночной стороне несмываемым ЛКМ отпечатывается надпись, в которой содержатся сведения об абразиве.
Обозначение по ГОСТ: Л2Э700×110С1Г15А25-НМА ГОСТ 13344-79 514, где
Конструкционный тип абразивного материала: Л – в листах; для рулонного, аббревиатура не ставится.
Вид носителя:
- цифра 1 – обработка заготовок с низкой твёрдостью;
цифра 2 – отшлифовка металла.
Крепление полирита:
- Э – электростатический метод.
Габаритные размеры изделия:
- лист, – ширина × длина в мм;
рулон, – ширина × длина в м.
Носитель:
- бумага 0–200;
Л1, Л2, М – влагостойкая бумага;
П1–П11 – невлагостойкая бумага;
С1, С1Г, С2Г, У1, У2, У1Г – ткань типа саржа;
П – ткань полудвунитка.
Марка абразива:
- 15А – нормальный электрокорунд;
24А, 25А – белый электрокорунд;
43А, 45А – монокорунд;
53С, 54С, 55С – карбид кремния чёрный;
62С, 63С – карбид кремния зелёный;
71Ст – стекло;
81Кр – кремень.
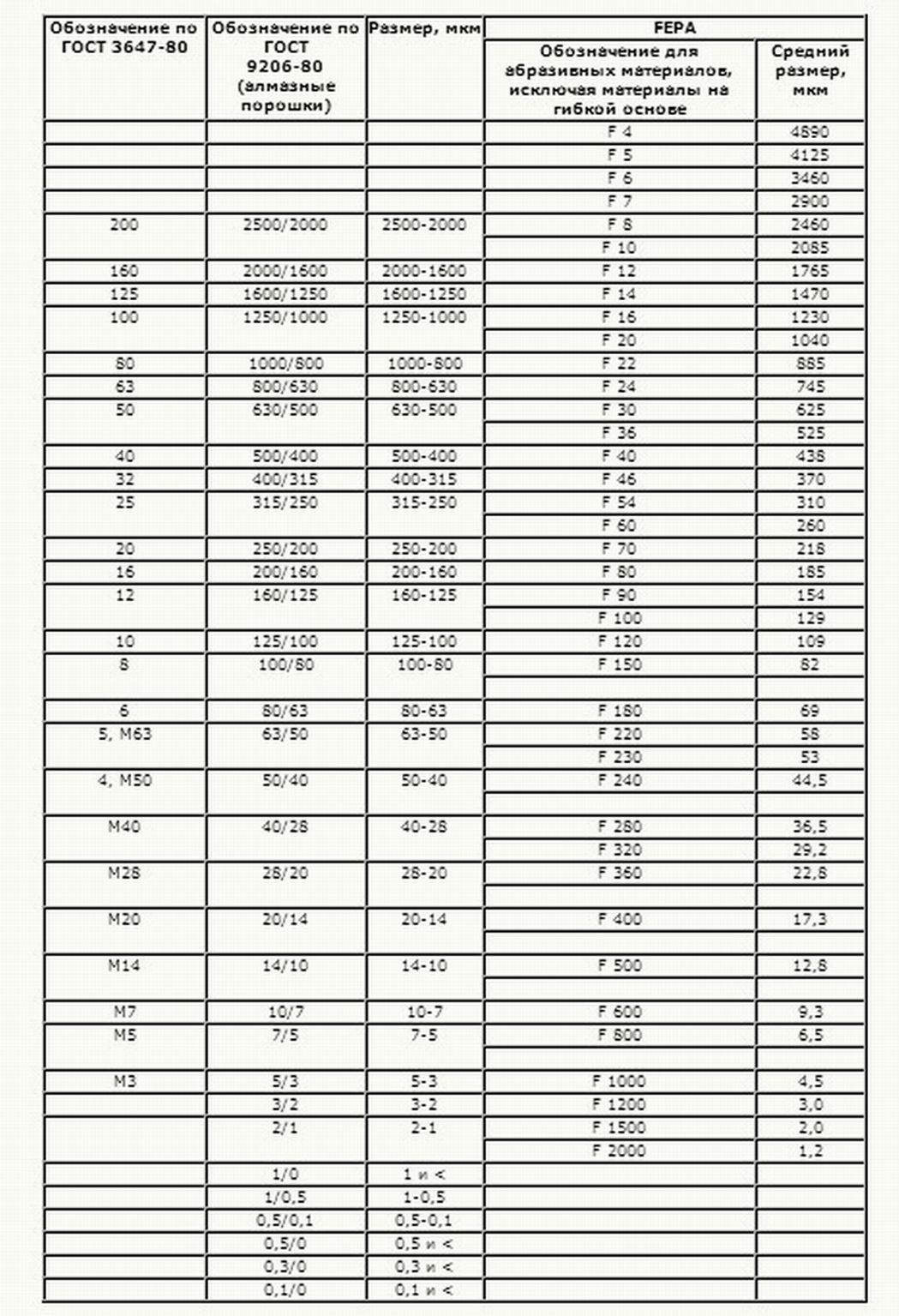
Фракция шлифовального зерна:
- 25 – размер зерна в мкм;
М63–М3, – микрошлифование, размер в мкм.
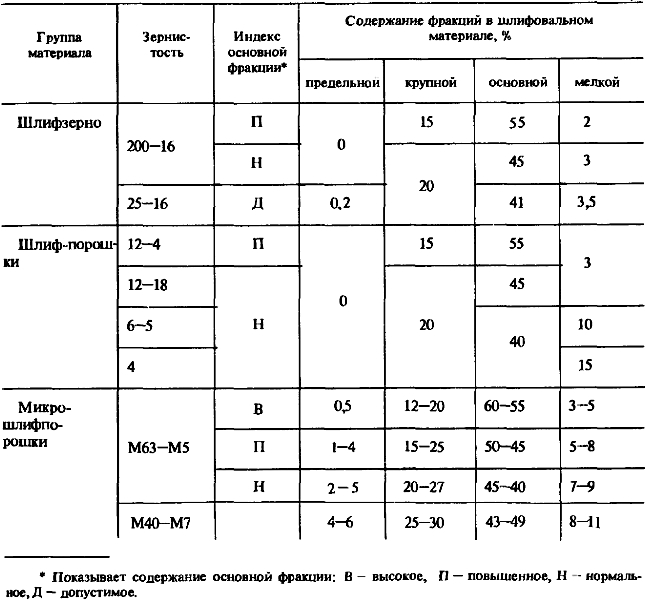
Количество массового состава абразивного зерна:
- В ≥ 60%;
П ≥ 55%;
Н ≥ 45%;
Д ≥ 41%.
Вид связующего:
- М – мездровый клей;
С – синтетическое связующее;
К – составное связующее (М + С);
СФК – клеевой состав на основе фенолформальдегидной смолы;
ЯН-15, – лак из янтарной смолы.
Истираемость (дефекты):
- А ≤ 0.5%;
Б ≤ 2%;
В ≤ 3%.
Нормативный документ:
- ГОСТ 6456-82, номинал, неводостойкий тип основания;
ГОСТ 13344-79, водоустойчивая ткань.
Фабричная маркировка:
- 514 – обозначение партия;
Может не проставляться.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Читать также: Проверка полевых транзисторов без выпаивания
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.




Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.
Набор надфилей – как не растеряться при выборе?
Компаний, производящих рассматриваемый инструмент, достаточно много, это и отечественный производители: ОАО Металлист, Зубр, и импортные: Vallorbe, Bahco, FIT, Jonnesway, MATRIX, Stanley, STAYER, Sturm. Отечественные пользуются стабильным хорошим спросом из-за малой стоимости. Импортные, в частности шведские и швейцарские Vallorbe, Bahco и другие, дороговаты, но однозначно оправдывают себя в работе. STAYER, Sturm, MATRIX мастера не жалуют, из-за их малой стойкости. Ну и, конечно, немалой популярностью пользуются надфили производства СССР, как говорится – оптимальное соотношение цена/качество.
Набор надфилей, как алмазных, так и простых, состоит в основном из 6 или 10 инструментов. Комплект из 10 штук включает в себя все производимые формы сечения полотна. Комплекты из 6 штук имеют только основные формы, как правило, для домашнего использования их хватит с головой, но в любом случае точную комплектацию необходимо уточнять. Обозначения длины и типа насечки наносятся на упаковку, в дорогих импортных экземплярах, которые продаются поштучно, эти данные содержатся непосредственно на полотне надфиля.
Оценить качество рабочей части инструмента можно, взяв два надфиля, легонько прижимая, проведите рабочей частью одного по полотну другого. Качественная насечка не будет отгибаться или стираться, при этом цвет полотна в месте теста не изменится, хорошо нанесенная алмазная пыль не будет крошиться и осыпаться. На рынке можно встретить и необычные, мало распространенные в нашей стране рифлевки. Это надфили изогнутой формы, применяемые в обработке внутренних, труднодоступных криволинейных пазов деталей. У них, как правило, насечка нанесена на оба конца инструмента, а ручкой выступает средняя часть.
Фото набора ручек для надфиля, petrofort.com
Фото ручки для надфиля, petrofort.com
Фото применения надфиля, petrofort.com
Фото надфиля круглого, petrofort.com
Фото надфиля трехгранного, petrofort.com
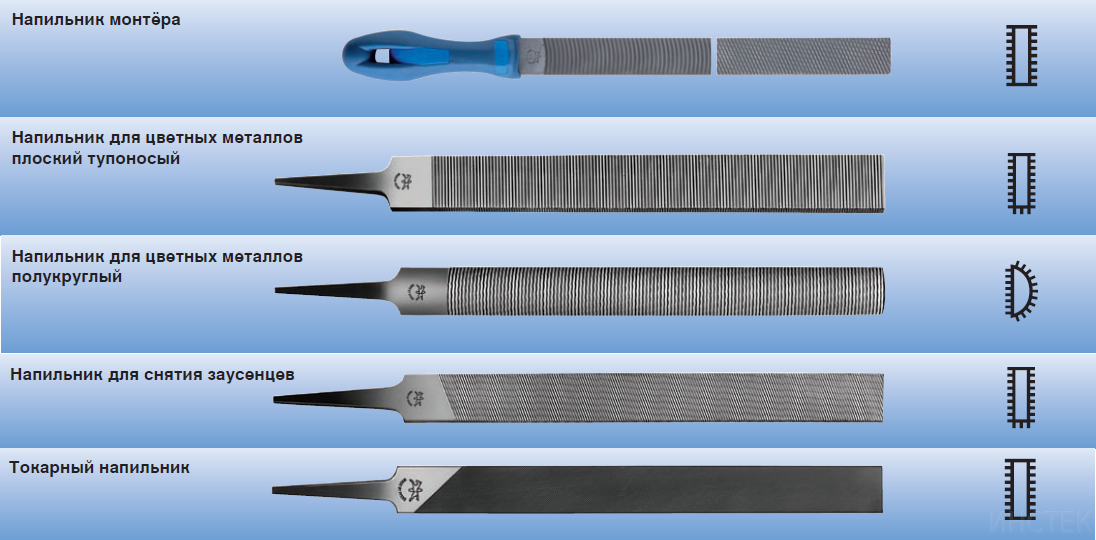
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
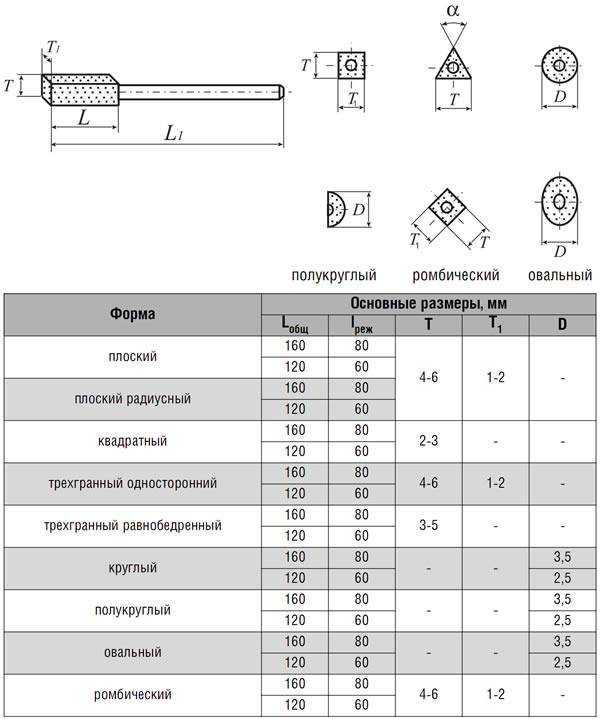
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
В каких целях используются надфили
Надфиль нужен в разнообразных сферах производства и может понадобиться, когда, казалось бы, без него можно обойтись. Области применения:
- лекальные;
- граверные;
- ювелирные;
- шлифовке маленьких отверстий и так далее.
Таким инструментом можно обрабатывать различные изделия из разнообразных материалов, основное правильно его подобрать. Напильники (по металлу, керамике, стеклу и другие твердые материалы) делают из более крепких марок стали, чем используемые для работ с древесиной или кожей. Когда нужно подогнать две детали по размеру, а большим напильником это нельзя сделать, используют небольшие надфили, которые отлично справятся с этой задачей.




Основные сферы применения
Применение алмазных дисков не ограничивается резкой твердых материалов. С помощью специальных насадок инструмент можно использовать для заточки или шлифовки поверхностей. Круги устанавливают в плиткорезы, бензорезы, штроборезы, УШМ (болгарки), камнерезные станки и другое оборудование.
Отрезные диски выпускаются специально под конкретный материал. Например, круг для резки камня позволяет равномерно раскрошить материал по линии реза, без сколов и трещин. Диски для дерева помогают быстро изготавливать детали различной формы за счет высокой точности.
Шлифовальные диски применяют для удаления краски, шлифовки поверхности, обдирочных операций. По форме они напоминают чашу. Заточные диски используют для заточки металлических инструментов. Мелкозернистое покрытие обеспечивает высокое качество заточки.
Какой точильный камень выбрать для кухонных ножей
Для кухонных ножей лучше выбирать водный точильный камень – они «работают» быстрее и позволяют править режущую поверхность без смены инструмента до получения нужного результата. Но нужно помнить, что некоторые материалы ножей могут при контакте с водой ржаветь, что безнадежно испортит кухонный инструмент. В таком случае лучше использовать масляные точильные камни – заточка протекает долго, но она всегда качественная, а лезвие ножей не ржавеет.
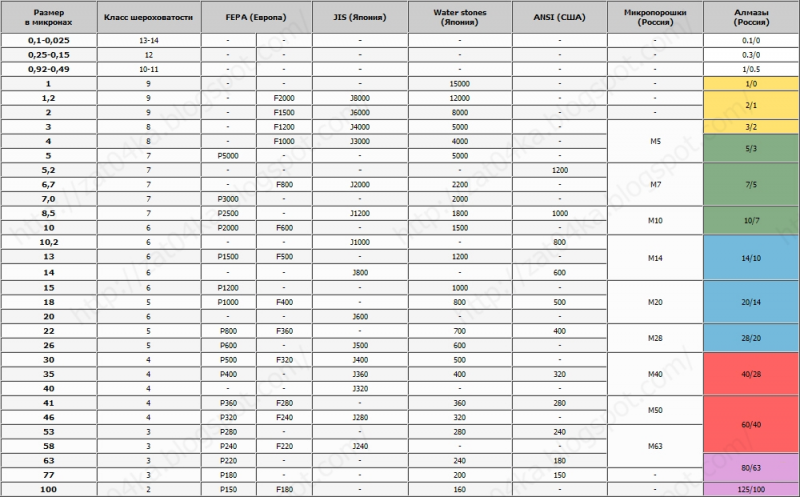
Что касается уровня зернистости точильного камня, то для кухонных ножей достаточно показателя в 1500 грит, потому что 240 грит – это слишком грубая абразивная поверхность, которая сильно истончает лезвие ножа.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.
Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.
Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
Вывод
Каждый напильник имеет свои особенности: предназначение, технические характеристики, строение. По внешнему виду бытовые инструменты могут быть с ручкой или без неё. Ремонт мелких металлических или деревянных поверхностей не обойдётся без надфилей, более крупные изделия (ручные пилы, ножовки, цепи, деревянная мебель) требуют использования напильников. Все модели, вне зависимости от производителя, выполнены из стали, но отличаются по классу насечки. В таблице приведены лучшие модели напильников и надфилей на 2021 год, которые, по мнению покупателей, заслуживают внимания.
Таблица – «Популярные модели напильников и надфилей 2021 года»
| Модель: | Производитель: | Длина (сантиметры): | Количество в упаковке (штук): | Средняя цена (рубли): |
| «158255» | «Sparta» | 16 | 10 | 270 |
| «YT-6149» | «Yato» | 16 | 1 | 66 |
| «1603-10-Н6_z01» | « STAYER » | 22.1 | 6 | 171 |
| «№0» | «Sitomo» | 14 | 1 | 29 |
| «НН1» | «Металлист» | 19 | 5 | 240 |
| «247-835» | «Кобальт» | 21.1 | 2 | 113 |
| «610621» | «Harden» | — | 5 | 285 |
| «1-477-08-2-2» | «Banco» | 35 | 5 | 4000 |
| «05А530» | «Top Tools» | 28 | 3 | 158 |
| «1-476-04-3-2» | « Bahco » | 28.4 | 6 | 3500 |
| «0-22-462» | « Stanley » | 20 | 1 | 520 |
| «958500062» | «Dolmar» | — | 3 | 350 |





