

Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Фото хороших шлифовальных кругов

















Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях
Что представляет собой шлифовальный круг
Является абразивным инструментом для обработки изделий как на стационарных станках, так и при помощи ручного инструмента. Существует несколько параметров, по которым можно классифицировать шлифовочные круги.

Для их изготовления может использоваться:
- карбид кремния;
- алмаз искусственного либо природного происхождения;
- электрокорунд;
- эльбор.

В зависимости от размеров зерна диски различаются по своему назначению. Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.










Виды зернистости в зависимости от вида обработки
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
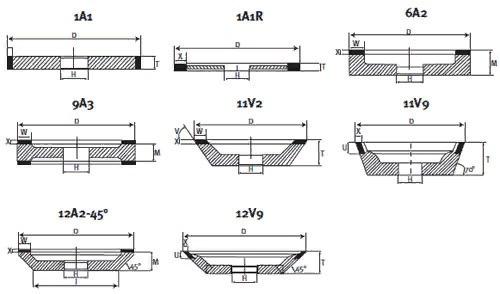
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
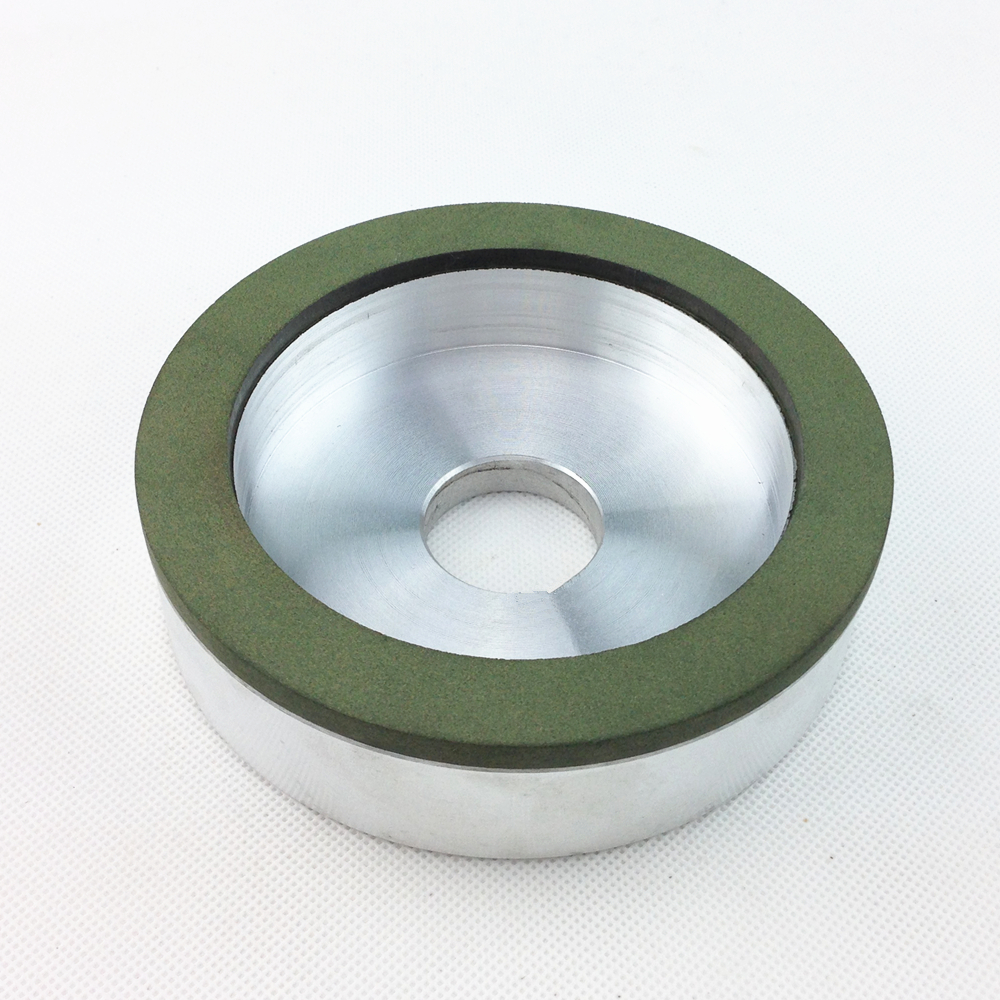
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
Признак правильной обработки детали – она должна иметь выпуклую кромку.
Следует избегать любых излишних неровностей – они могут испортить резец.
Необходимо постоянно отслеживать углы заточки.
Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
Если увеличить частоту вращения круга, то увеличится производительность процесса
Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
Важно не только правильно расположить резец, но и правильно установить круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
Не стоит пренебрегать требованиями техники безопасности.
Размер зерна и обозначение абразивов
Абразивные порошки в разных странах маркируются по-разному, кроме того, маркировка зависит от природы материала. Все это вносит существенную путаницу при выборе абразивного инструмента. Следует различать маркировку для алмазных и абразивных порошков. Для алмазных порошков, как правило, указывается размер зерен в мкм. По ГОСТу – указывается диапазон размеров через дробь.
Размер абразивных порошков на основе окиси алюминия и карбида кремия, дается, как номер основного сита при ситовом анализе.
Очень мелкий абразив, известный как «мука», не может быть рассеян на ситах. Его размер определяется специальными методиками по скорости расслоения и осаждения взвеси абразива в воде. Зачастую фирмы-производители используют свои методы и свои обозначения таких абразивов, что затрудняет их сопоставление.








В России подход к оценке зернистости иной: согласно ГОСТ 3647-80 шлифованные материалы по величине зерна делятся на четыре группы: шлифзерно (2000-160 мкм), шлифпорошок (125-40мкм), микрошлифпорошок (63-14 мкм) и тонкий микрошлифпорошок (10-3 мкм).
- Шлифзерна и шлифпорошки – число, равное 0,1 размера стороны ячейки сита основной фракции в свету, например, 40 и 25 для зерен 400 и 250 мкм, соответственно;
- Микропорошки – буква М с численным индексом, равным верхнему значению размера основной фракции, например, М40 и М10 для зерен 40 и 10 мкм, соответственно;
- Алмазные шлифпорошки – дробь, числитель которой соответствует размеру стороны ячейки верхнего сита, а знаменатель – нижнего сита, основной фракции, например 400/250 или 160/100;
- Алмазные микропорошки и субмикропорошки – дробь, числитель которой равен наибольшему, а знаменатель – наименьшему, размеру зерен основной фракции.
Свободные абразивные зерна используются редко, в основном применяются различные инструменты, в которых абразив находится в связанном состоянии. Алмазные надфили, рассмотренные выше, по существу являются абразивными инструментами.
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
Средняя — 100–125.
Крупная — 125–160.
Очень крупная — более 160.
Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ.
Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость.
Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
- наружный диаметр изделия — D;
- толщина базовой части корпуса — E;
- диаметр посадочного отверстия — H;
- диаметр опорного торца — J;
- диаметр внутренней выточки — K;
- общая длина бруска -L;
- длина хвостовика — L1;
- длина алмазоносного слоя — L2;
- радиус — R;
- внешний угол корпусного конуса — S;
- общая высота круга — T;
- толщина рабочей части — T1;
- высота алмазоносного слоя (если T=1 или
- ширина рабочей части алмазоносного слоя – U1;
- рабочий угол — V;
- ширина слоя — W;
- толщина алмазоносного слоя — X;
- диаметр хвостовика — Y;
- вогнутость рабочего слоя — P.
Данная продукция сертифицируется согласно ГОСТу Р 50460-92, а описывается по ГОСТу 24747-90.
Заточка: абразивные материалы
Шлифовка и доводка поверхностей связаны с использованием абразивных материалов, из которых производятся разнообразные абразивные изделия: наждачная бумага и ткань («шкурка»), шлифовальные и правочные бруски, керамические и вулканитовые головки и многое другое.
Абразив характеризуется природой материала, его кристаллической структурой, твердостью и размером зерен. Все это определяет режущую способность абразива, а зернистость кроме того, и достижимую шероховатость обрабатываемой поверхности.
Термины, используемые в технологии абразивов и полировке:
1. Зерно. Абразив представляет собой зерна, классифицированные на узкие размерные фракции, которые используются для полировки, дальнейшего полома, изготовление жесткого и эластичного абразивного инструмента. 2. Зернистость. Результат измерения величины зерен. Зерна делятся на фракции. Фракция – совокупность зерен абразива, размер которых лежит в заданной области. Фракция, преобладающая в абразиве основная. 3. Связка. Связка – материал, который объединяет отдельные шлифовальные частицы в связанную структуру. Она должна исключать преждевременное выкрашивание отдельных зерен, их залипание, а также не должна захватывать частицы срезанного металла. 4. Керамическая связка. Состоит главным образом из отобранной глины. В процессе обжига глиняная масса превращается в стекло или фарфор. 5. Синтетическая связка. Связующий материал, представляющий собой синтетические смолы. 6. Органическая связка. Связка из органических материалов, как-то искусственные смолы, резины, шеллак. 7. Финишная обработка поверхности. Складывается из трех взаимнопереходящих этапов: шлифовки, доводки и зеркальной полировки. Шлифовка производится жесткими абразивными материалами и предназначена для удаления рисок от механообработки. Доводка – обработка осуществляемая свободной абразивной лентой, кругами, эластичным абразивом, грубыми пастами с твердыми притирами. В процессе доводки обеспечивается размерная точность поверхности и полностью устраняются риски. Зеркальная полировка – завершающая стадия финишной обработки, производится мягкими притирами с тонкими пастами. Обеспечивает зеркальный блеск.
Виды зернистости в зависимости от вида обработки
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Конструкция алмазных кругов для заточки инструмента
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.





Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот. Маркировка зависит от максимальных размеров алмазных зерен
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
Средняя — 100–125.
Крупная — 125–160. Очень крупная — более 160. Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ. Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость. Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
Подведем итоги

Подведем итоги
На что же стоит обращать внимание при выборе алмазный круг для заточки инструмента или вообще для других работ? Есть два основных параметра, которые ни за что нельзя упускать из виду: тип материала, с которым предстоит работать, и машина для резки. Учитывать прибор, на котором будет использоваться диск следует, чтоб его диаметр совпадал с диаметром машины и круг можно было использовать безопасно
Учитывать материал стоит, ибо именно ним определяется нужная форма зубьев заточного диска. Выбрав не те зубья, можно значительно снизить скорость и чистоту обработки.
Во время установки круга на аппаратуру, с которой он будет использоваться, стоит проследить, чтоб диск вращался в ту же сторону, что и вал машинки, также, они должны иметь одинаковую скорость вращения. Как правильно должен вращаться диск – подскажет стрелка, расположенная на его корпусе или информационной наклейке.





