

Ручное и автоматическое оборудование
Кромочный станок может иметь ручную или автоматическую подачу заготовок. Следует отметить, что большой популярностью пользуется модель с автоматическое подачей. Подобное оборудование позволяет существенно ускорить процесс обработки, так как оператору не нужно выполнять много задач. Ручная кромкооблицовочная машинка имеет меньшую стоимость, однако в данном случае многие операции следует выполнять самостоятельно: подача заготовки, указание параметров обработки и так далее.
Односторонний кромкооблицовочный станок
Устройство (основные узлы)
Существует довольно много производителей, которые специализируются на выпуске кромкооблицовочного станка. При этом продукция каждого производителя имеет свои особенности, которые определяют привлекательность предложения. Ручная кромкооблицовочная машинка может иметь разную стоимость, которая зависит от различных моментов: схема, оснащение, степень автоматизации и так далее.
Кромочный станок своими руками
Устройства заводского изготовления отличаются высокой стоимостью, потому для небольшой домашней мастерской целесообразно изготовить станок собственноручно. Кромкоклеечный станок, изготовленный своими руками, будет заметно уступать покупным аналогам по мощности и производительности, но он с легкостью справится с объемом работы в домашней мастерской начинающего мебельщика.
Планируя изготовить подобный кромочный агрегат собственноручно, стоит трезво оценивать свои силы. Кромкооблицовочный станок – устройство повышенной опасности, и от качества его сборки зависит безопасность оператора
Важно понимать, что рабочие органы станка разогреваются до очень высоких температур. Пользуясь им, надо быть осторожным и соблюдать правила техники безопасности
Элементы конструкции
Устройства данного типа используются на различных производствах, при этом имеют разную конструкцию. В общем случае самодельный станок должен включать в себя:
- устойчивую станину и удобный стол;
- узел подачи и центровки ленты;
- нагреватель с системой контроля температуры;
- термостойкие направляющие;
- систему обрезки излишков кромки;
- полировочный модуль.
Совокупность всех этих узлов являет собой достаточно сложное устройство, потому для домашнего использования можно ограничиться более простой конструкцией. В самодельном кромочном станке можно обойтись без излишней автоматики, оставив лишь приспособление, подающее ленту, и устройство ее нагрева. При этом придется использовать ленту с заранее нанесенным клеевым составом, что несколько дороже, но при этом удастся сэкономить на сложных составляющих станка.
Правильно изготовленное данное устройство можно использовать в качестве станка для кромления досок, фанеры, древесных плит и другого подобного материала. Станок будет иметь простую конструкцию, для его сознания не потребуются дорогостоящие узлы и агрегаты.
Порядок сборки
Прежде всего, необходима столешница из текстолита или фанеры, оклеенной пластиком. На нее крепится горизонтальный упор, металлический угольник, к которому будет прижиматься обрабатываемая заготовка.
В качестве нагревательного элемента и одновременно прижима рационально использовать металлический ролик с подогревом от строительного фена. В месте выхода ролика в направляющем угольнике предусмотрен вырез. Часть угольника за роликом можно оклеить мягким материалом, войлоком или сукном, который послужит для полировки.
Собственно, станок готов. Надо только вкрутить в столешницу штырь, который станет осью рулона, вывести конец ленты в рабочую зону, включить фен и дождаться, пока он разогреет валик. Далее торец обрабатываемой детали подводится к горизонтальному упору и можно клеить начало ленты. Заготовку двигают вдоль направляющей, при этом надо стараться не перегреть ленту, но и обеспечить максимальную прочность соединения.
Уход за кромочным станком
Неважно, используется ли заводское оборудование или изготовленный своими руками простенький станок, необходимо соблюдать меры безопасности при работе с ним и обеспечить своевременное его техническое обслуживание. Есть несколько важных правил, игнорирование которых может привести к выходу устройства из строя или к травме оператора
- Перед началом работы обязательно изучить устройство и принцип действия кромочного станка, расположение органов управления.
- Прежде чем включать устройство, необходимо удостовериться в целостности питающих кабелей и защитных механизмов.
- Не допускать попадания в рабочую зону масла, воды и прочих жидкостей.
- Содержать рабочее место в чистоте.
- Подвижные детали устройства должны быть смазаны с использованием рекомендуемых материалов.
- В процессе работы необходимо контролировать температуру прижимного ролика, не допускать перегрева, пригорания клеевого состава.
- Если в ходе эксплуатации заводского оборудования возникли сложности, не стоит пытаться исправить их самостоятельно, надо обращаться за помощью к специалистам.
Времена меняются, технологии заметно облегчают жизнь домашнему умельцу. Сейчас делать мебель самому просто как никогда, надо лишь немного инструмента и оборудования. Тем, у кого возникло желание попробовать себя в качестве мебельщика, вряд ли удастся обойтись без этого полезного приспособления. Для начала стоит изготовить простенькое устройство, попробовать себя в новом качестве, а там и задуматься о покупке полноценного заводского оборудования.
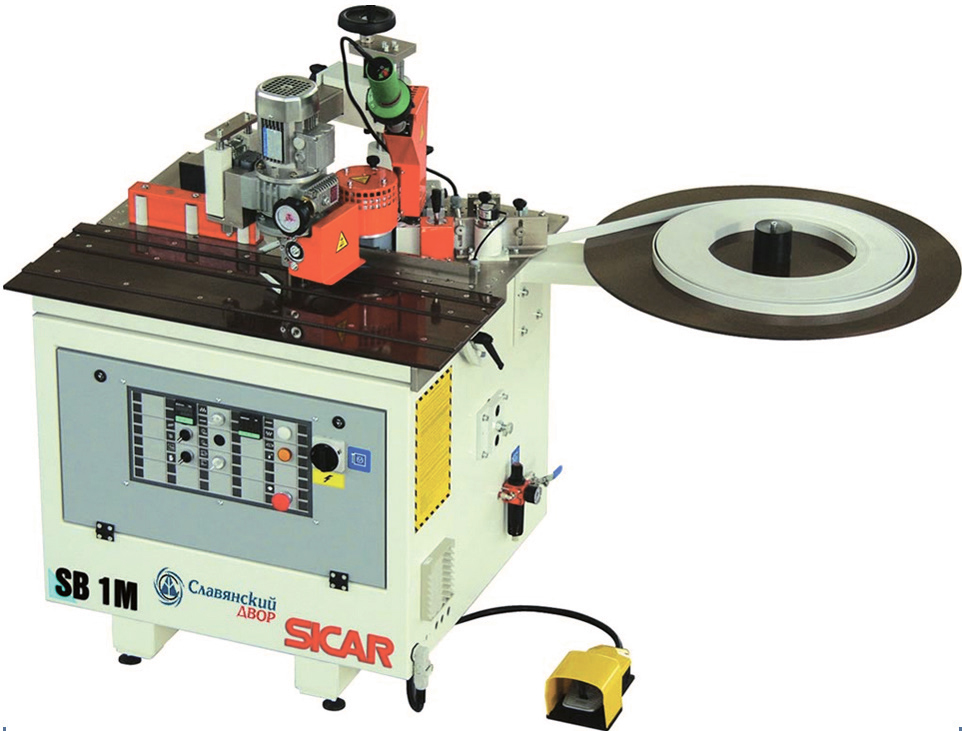
Односторонние автоматические кромкооблицовочные станки
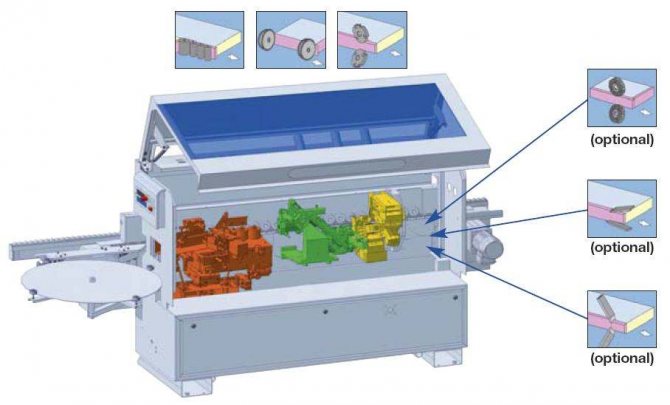
Назначение: Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами.
Принцип работы:
- рис.4
- рис.5
- рис.6
Рассмотрим принцип работы на станке с максимальной комплектацией агрегатами и устройствами , входящими в состав станков. Станки бывают с ЧПУ и без. Станки с ЧПУ управляются электронным устройством способным менять настройки станка автоматически, на станках без ЧПУ настройка оборудования происходит вручную. Заготовки в процессе обработки перемещаются посредством приводного транспортера с регулируемой скоростью подачи или без регулировки.
Первый узел в станках (рис.4 слева) — узел предварительного фрезерования торца заготовки. Позволяет устранить дефекты на заготовках, которые возникают вследствие раскроя (сколы, ступенька от подрезной пилы), а также дефекты связанные с низким качеством плитных материалов дсп, мдф (утолщение на торцах). Далее: Ик – лампа предварительного подогрева заготовки Позволяет осуществить предварительный прогрев торца заготовки перед клее наносящим узлом для улучшения адгезии и равномерности распределения клея – расплава. Далее: Магазин подачи кромочного материала Включает в себя приводной подающий ролик и специальную обойму для подачи полосового материала. Далее: Узел нанесения клея С помощью данного узла осуществляется нанесение и регулировка количества клея. Температура клея регулируется электронным блоком контроля, что гаранитрует поддержание нужной температуры и исключает перегревание клея.
Следующие агрегаты, устанавливаемые на станке служат для обработки снятия свесов кромочного материала. Первый агрегат (рис.14 слева) — Узел торцовки свесов. Чистовая торцовка свесов кромки осуществляется автоматически, с помощью двух пил. Далее:Узел фрезерования свесов. Фрезерный узел оснащен двумя радиусными фрезами R2 и плавающими копирами, позволяющими отслеживать толщину заготовки, что обеспечивает отличное качество обрабатываемой поверхности. Далее:Узел автоматического скругления торцевых углов приклееного кромочного материала Позволяет в автоматическом режиме произвести скругление торцевых углов кромочного материала без остановки заготовки. Далее:Циклёвочный узел Осуществляет финишную обработку материала (pvс/abs) толщиной от 1 до 3 мм и полностью устраняет такой дефект как «кинематическая волна», возникающий при фрезеровки свесов кромочного материала на больших скоростях подачи.
Следующие агрегаты служат для придания качественного внешнего вида, получаемой мебельной заготовке. Промышленные фены (рис.15 слева). Предназначены для восстановления естественного цвета кромочного материала после обработки на узле циклёвки. Далее:Полировочный узел. Предназначен для полировки обработанной части кромки, удаления излишков клея-расплава, а также придания ей естественного цвета и блеска.
Фото станков:
- рис.7
- рис.8
Производят позиционные кромкооблицовочные станки в России странах СНГ и многих странах Европы и Азии с различными характеристиками.
Клей-расплав для автоматических кромкооблицовочных станков
Выбор клея-расплава производят в зависимости от применяемого оборудования и задачами, стоящими перед производством. Для средне скоростных станков наиболее подходящим является клей-расплав производства Kleiberit 788.7, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи до 15 м/мин, его технические характеристики можно посмотреть здесь. Для высоких скоростей подачи можно применять клей-расплав 744.4, средненаполненный клей-расплав для кромок из шпона, ПВХ, АБС и пропитанных бумажных для скоростей подачи от 20 до 40 м/мин, его технические характеристики можно посмотреть здесь. Существуют станки производства фирмы Holz-her, использующие не гранулированный клей-расплав а катриджный. Для этих станков у фирмы Kleiberit есть клей марки 782/.0, его технические характеристики можно посмотреть здесь.
Устройство и принцип работы
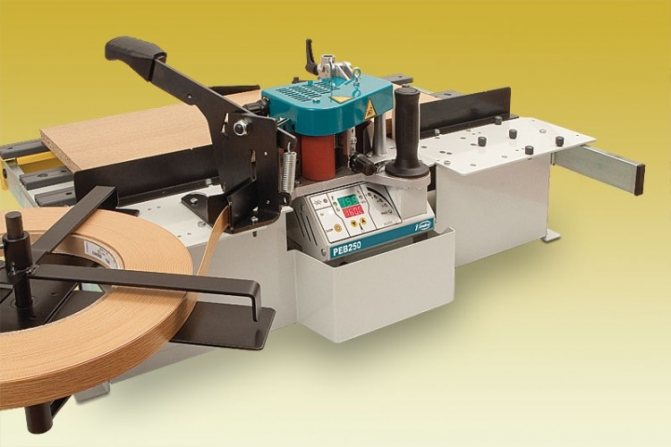
Рассмотрим наиболее распространенную конструкцию полуавтоматического кромкооблицовочного станка (рис. 4).
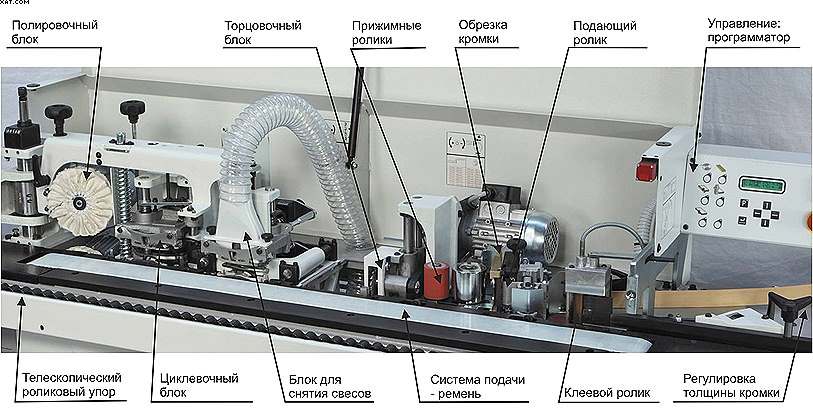
Рисунок 4. Конструкция кромкооблицовочного станка.
Рисунок 4. Конструкция кромкооблицовочного станка.
Основанием, на котором устанавливаются все рабочие узлы станка, является массивная станина. Верхняя часть станины представлена столом, по которому происходит скольжение заготовки. Выполняется стол из материала с гладкой поверхностью, на которой минимизирована вероятность появления различного рода задиров и прочих неровностей. Это необходимо для исключения возможности повреждения заготовки при рабочем движении.






На столе имеется ременная или роликовая система подачи заготовки. Этот узел служит для продвижения обрабатываемой детали через все блоки станка.
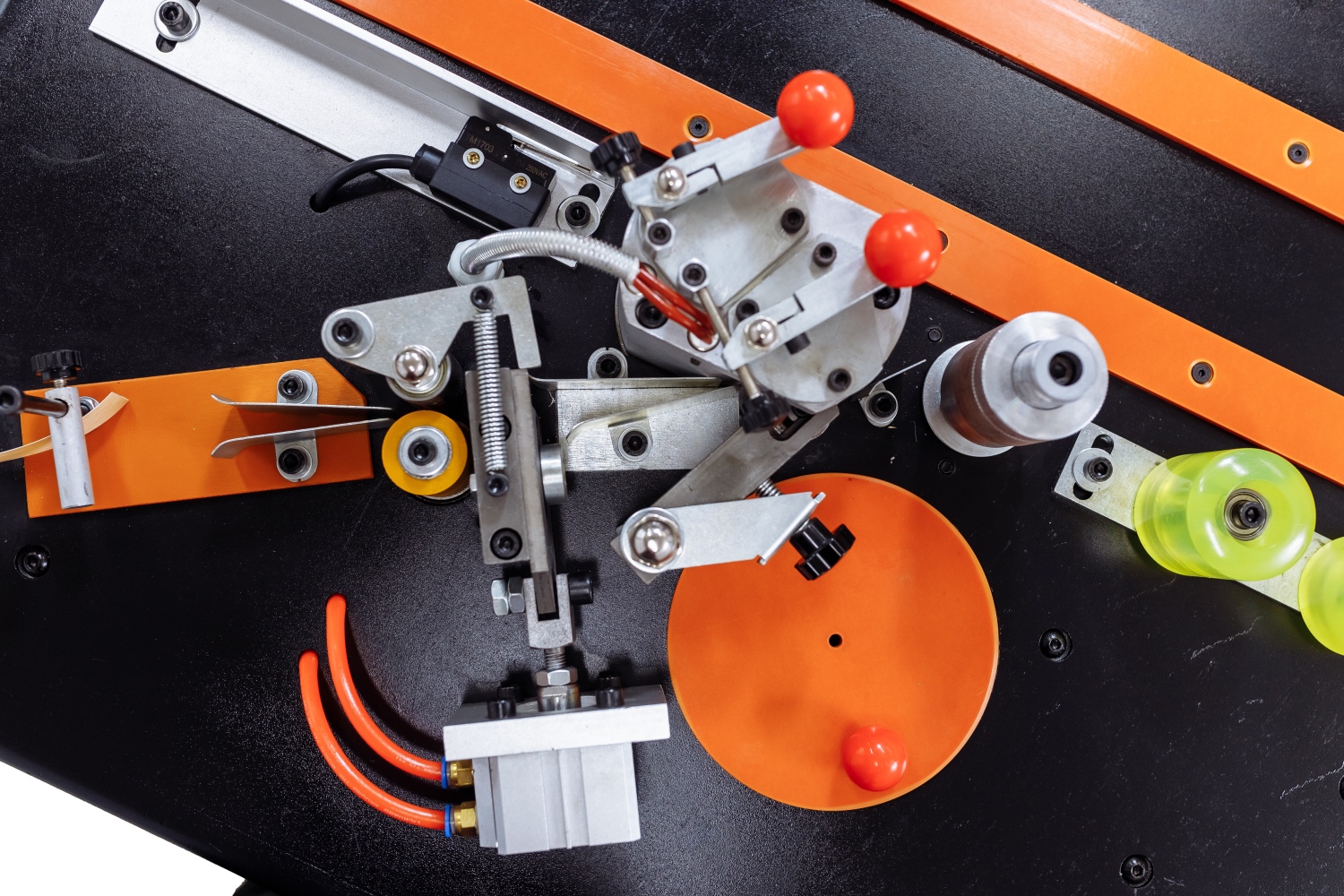
С входной части располагается поворотный стол (рис. 5), на котором устанавливается рулон с облицовочной лентой. Стол свободно вращается вокруг своей оси.
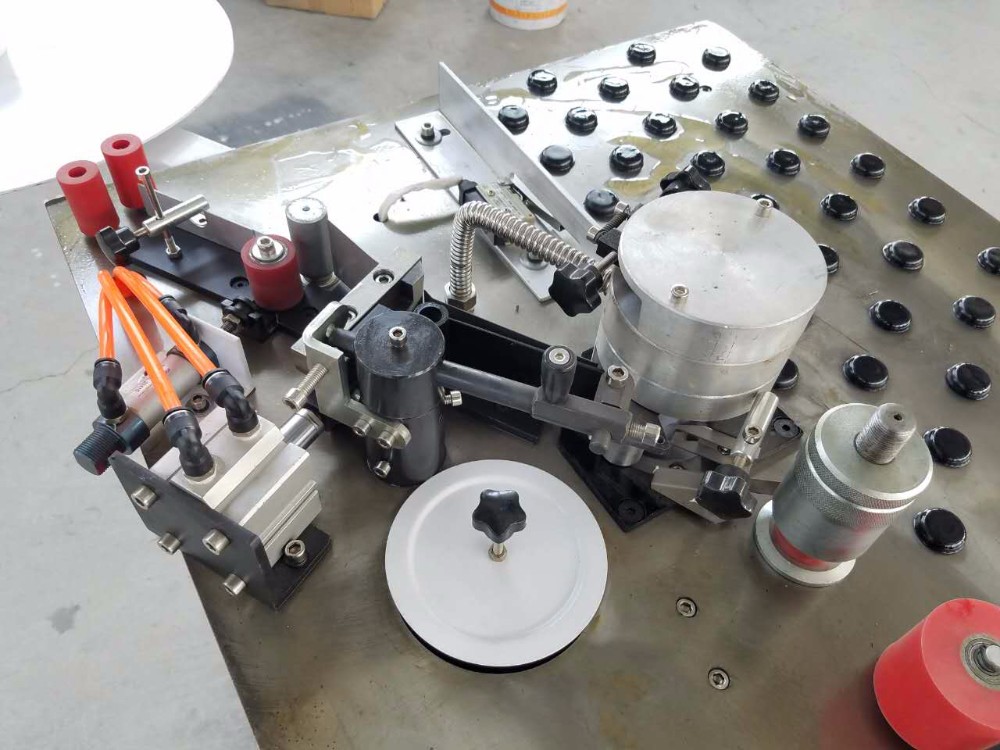
Рисунок 5. Поворотный стол кромкооблицовочного станка.
Рисунок 5. Поворотный стол кромкооблицовочного станка.
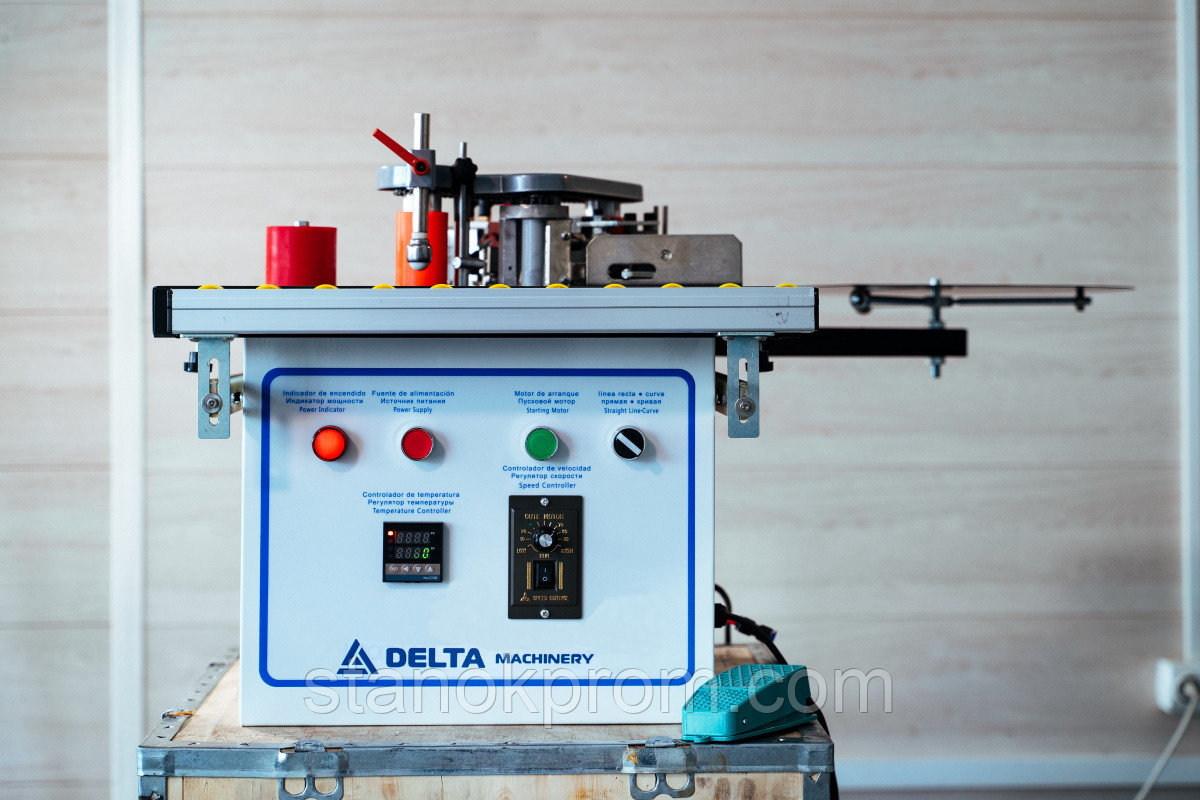
В правой верхней части расположен блок управления станком. На нем базово имеются кнопки включения/выключения станка и каждого из рабочих блоков по отдельности, рукоятки запуска рабочих операций, цифровой или аналоговый индикатор температуры клеевого состава в ванночке. Более технологичные версии станков оснащаются программным обеспечением для настройки частичной автоматизации обработки.
В правой нижней части расположен регулятор толщины кромки. Он связан с программатором и служит для задания правильных рабочих параметров всем остальным модулям.
Облицовочная лента приводится в движение при помощи специального подающего ролика. Лента пропускается между подающим и ведомым роликом, чем обеспечивается подача в рабочую зону.
Рядом с подающим устанавливается клеевой ролик. Его задача – наносить клеевой состав на ленту. В верхней части ролика имеется устройство подачи клея из ванночки. Имеется подкачивающий насос. Дозировка осуществляется в автоматическом режиме.
За роликами, участвующими в подготовке ленты, следует обрезочное устройство, которое предназначено отделить ленту после прохождения необходимого ее количества в рабочую зону.
Прижимные ролики (рис. 6) служат для закрепления ленты на торцевой поверхности заготовки. Прокатываясь с усилием по поверхности обрабатываемой детали, ролик прижимает ленту, благодаря чему увеличивается однородность и эффективность приклеивания.
Рисунок 6. Прижимной ролик кромкооблицовочного станка.
Рисунок 6. Прижимной ролик кромкооблицовочного станка.
Торцовочный блок предназначен для обработки торцевой поверхности заготовки. Он выполняет подрезку ленты, которая выступает за пределы обрабатываемой детали.
Циклевочный блок производит выравнивание поверхности ленты скоблением. Служит для придания ленте, которая могла приобрести некоторые неровности в процессе приклеивания, ровного и гладкого вида.
Полировочный блок служит для финальной доводки обработанной поверхности заготовки. Выполняет окончательную обработку, после которой деталь выводится из станка.
Большинство станков комплектуются выдвижной подставкой с роликами, которая работает в качестве дополнительной точки опоры при обработке крупногабаритных деталей.
Для предохранения станка от поломок имеются концевые выключатели, призванные остановить подачу заготовок или работу какого-либо из блоков в случае возникновения перегрузок.
22.11.2018
Принцип работы кромкооблицовочного станка и некоторые варианты устройства
Данный аппарат широко используется как в частных мастерских, так и в промышленных масштабах. В качестве рабочего материала для украшения деревянных изделий можно использовать:
Типичная ширина облицовки составляет приблизительно 2-5 сантиметров, а толщина может варьироваться в пределах 0,4-3 миллиметра.
Далее к устройству подносится нужная деревянная деталь и по ее кромке приклеивается подготовленная лента. Происходит это очень просто – нужно всего лишь провести аппарат вдоль дерева, слегка его прижимая.
Конечно, если речь идет о том, чтобы сделать кромкооблицовочный станок своими руками, то он вряд ли будет некоторые продвинутые функции заводского изделия, к примеру, прогрев клея. Хотя вполне несложно организовать даже и этот механизм – просто понадобится немного больше терпения и времени.
Что касается разновидностей рассматриваемого аппарата, то выделяют такие варианты:
- Для работы с криволинейной кромкой. Обычно здесь используется ручная подача материала, так как мастеру нужно вовремя подстраиваться под очередной изгиб на детали и спешить за автоматической лентой точно не получится.
- Для прямолинейной обработки. Такие изделия, как правило, имеют автоматическую подачу. Именно они чаще всего используются на массовом производстве мебели или других вещей из древесины.
Виды кромочных станков
Промышленность выпускает различные кромочные станки, отличающиеся по ряду характеристик
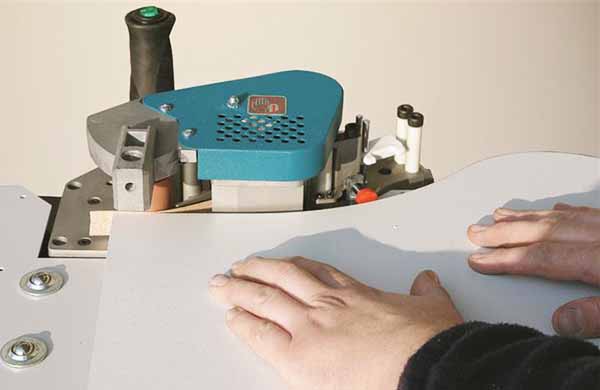
Выбирая модель для собственной мастерской, стоит обратить внимание на ряд специфических особенностей того или иного устройства. Прежде всего, устройства разделяют по исполнению на ручные и стационарные
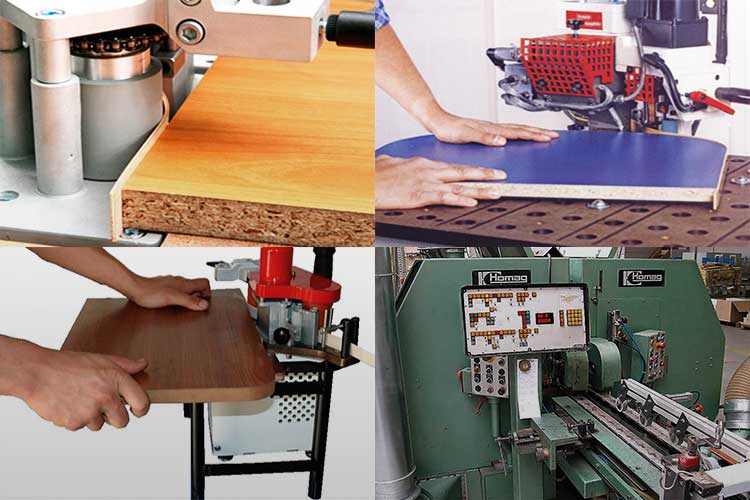
Отличие очевидно – ручной инструмент держат в руках, двигая его вдоль торца заготовки. В ходе движения кромочный (кромкооблицовочный, как его еще называют) станок подготавливает ленту, клеит ее и прижимает к торцу плиты. Стационарный станок устанавливается неподвижно, обрабатываемые детали укладывают на столешницу и двигают вдоль рабочего модуля.

Станки с ручной подачей имеют небольшие габариты и могут работать с криволинейными заготовками. Автоматические не требуют присутствия оператора, но обрабатывают только прямолинейные кромки.










Также стационарные устройства можно классифицировать по степени сложности. Выделяют три категории:
- простой станок;
- устройство средней сложности с функцией резки;
- профессиональное кромочное устройство.
Простые станки умеют только клеить кромку, чаще всего для этого используется лента из ПВХ с уже нанесенным клеевым составом. Последующая обрезка и выравнивание выполняется вручную. Станки средней сложности, помимо оклейки, срезают лишний материал. Что касается профессиональных устройств, то они способны создавать идеально выровненную поверхность, часто с полировкой.
Окорочные станки роторного типа.
Окорочные станки роторного типа со скребковыми короснимателями получили наибольшее распространение на предприятиях лесопереработки. На окорочных станках роторного типа обрабатываются бревна диаметром 10 ÷ 58 см.
Принцип работы окорочного станка роторного типа заключается в снятии соскабливанием слоя коры при помощи короснимателей закрепленных во вращающемся роторе. Основными узлами окорочного станка роторного типа являются окорочная головка и механизм подачи. Окорочные станка роторного типа включается в состав лесопильной линии и поэтому так же оснащаются подающим и приемным транспортерами бревен.
Окорочная головка станка роторного типа состоит из неподвижной части — статора, в котором на подшипниках вращается ротор с короснимателями и коронадрезателями, которые и являются основным режущими инструментами окорочного станка роторного типа. Инструменты располагаются последовательно по ходу подачи бревна и имеют автономную подвеску, позволяющую копировать неровности формы бревна.
Коросниматели окорочного станка роторного типа прижимаются к поверхности бревна специальным прижимным механизмом. В зависимости от конструкции окорочного станка это могут быть металлические пружины, резиновые упругие кольца, гидравлические или пневматические элементы. Некоторые модели окорочных станков роторного типа оснащаются дистанционной регулировкой силы прижима короснимателей.
Подающий и приемный механизмы окорочного станка роторного типа имеют как правило однотипную конструкцию. Каждый из них имеет парные одинаковые, симметрично раздвигающиеся относительно продольной оси подающие вальцы с шевронными ребрами седловидной формы. В процессе подачи бревна на окорочный станок может потребоваться разворот вершинным торцом по направлению подачи. Для этого в окорочных линиях применяют специальное устройство кантования.
Кроме подачи бревна в роторный окорочный станок подающий механизм осуществляет центрирование бревна и предварительное разрушение камбиального слоя ребрами вальцов либо дополнительными шипами.
Применение кромкооблицовочного оборудования
Основная сфера применения такого оборудования – это мебельное производство, здесь этот вид станков является одним из обязательных элементов технического оснащения. Для промышленных нужд предлагаются многочисленные модели станков, отличающиеся производительностью, функциями, ценой и другими характеристиками и подходящие для работы как с прямо-, так и с криволинейными поверхностями. Есть у данной группы агрегатов общая характеристика – их производительность слишком велика для частного использования, поэтому тратиться на приобретение профессиональной модели бессмысленно.
Классификация
Кромкооблицовочные станки подразделяются по нескольким признакам. Рассмотрим основные.
1. По типу используемой приводной силы:
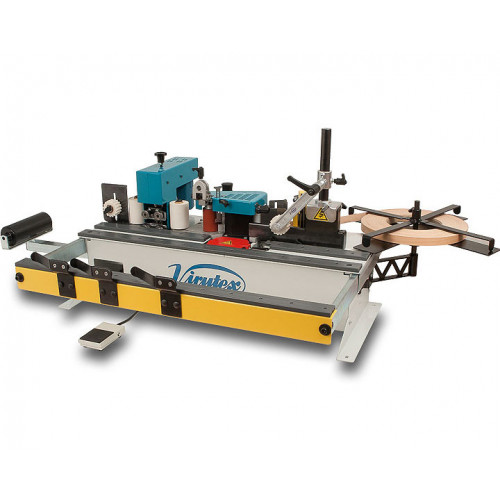
- ручные (рис. 2);
- с электрическим приводом;
Рисунок. 2. Ручной кромкооблицовочный станок.
Рисунок. 2. Ручной кромкооблицовочный станок.
Станки, которые приводятся в действие вручную, в основном применяются при индивидуальном производстве мебели или на малых предприятиях.
2. По типу кромочного материала, с которым способен работать станок:
- прямолинейный;
- ленточный.
Прямолинейный кромочный материал часто используется для обработки крупных заготовок с большой толщиной защитного покрытия и высотой кромки. Это обусловлено тем, что свернуть такой кромочный материал в рулон сложно и технологически не оправдано.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением.
Основным типом станков, которые сегодня применяются на производстве, являются станки с полуавтоматическим управлением.
Кромкооблицовочные станки с числовым программным управлением сегодня применяются нечасто, так как сам принцип работы станка довольно прост, а затраты на оснащение программно управляемой аппаратурой стоит дорого.
4. По массо-габаритным показателям:
- малые;
- средние;
- большие.
5. По основному типу обрабатываемых поверхностей:
- для криволинейных кромок;
- для прямолинейных кромок;
- комбинированные.
Для криволинейных кромок или кромок с фасонной поверхностью применяются станки с ручным управлением.
6. По возможностям одновременной обработки:
- односторонние;
- двухсторонние (рис. 3).
Рисунок 3. Двухсторонний кромкооблицовочный станок.
Рисунок 3. Двухсторонний кромкооблицовочный станок.
Двухсторонние станки более технологичны и предназначены для одновременной обработки сразу двух кромок. Оснащаются такими станками предприятия с объемным поточным производством.
Помимо классификации, представленной выше, имеется ряд важных характеристик, которые имеют широкий спектр параметров.
- Толщина кромочного материала. Этот параметр может начинаться от 0,3 мм и достигать 8 мм. Для узкоспециализированных кромкооблицовочных станков, выполненных на заказ или изготовляемых мелкосерийно под особые нужны производства, этот параметр может выходить за обозначенные пределы.
- Минимальная и максимальная высота кромки. Здесь также большая разбежка. Минимальная высота может измеряться в десятых миллиметра, максимальная может превышать 10 см.
- Максимальная толщина заготовки, которую способен обрабатывать станок.
- Максимальная длина и ширина заготовки.
- Скорость рабочей подачи и производительность. Важный параметр, определяющий объемы работ, которые способен выполнять кромкооблицовочный станок.
Принцип работы устройства
Для наклеивания применяется лента, широта которой больше высоты элемента на 2−5 мм. Это производится для точного закрытия кромки. Как правило, уже после приклеивания остаются так именуемые свесы, какие обозначают с двух краёв. Для того чтобы их удалить, применяется фрезеровочный модуль, какой срезает облицовку, выходящую за границы детали.









Обычно механизм наделён скоростным приводом с 12 тысячами витков в минуту, чтобы не повредить плоскость. В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
После обрезания ножом лента приклеивается к кромке. Для того чтобы его исключить, следует применять торцовочный модуль, система которого может быть различной. Наиболее простой вид предполагает собою круглую пилу, что имеет отвесное перемещение и оборудуется приводом с небольшой мощностью.
По особой команде эта электропила выходит в рабочую сферу кромочного станка и отпиливает лишний участок облицовки. Этот принцип способен функционировать только в станках с ручной подачей. В случае если доставка механизирована, торцовый модуль наиболее сложный. Электропила с приводом вводится согласно инструкции к станку на каретке, что имеет 2 коротких направления: первый на подачу пилы для ликвидации припуска ленты, а 2-й для ровной быстроты подачи заготовки. Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромочные приборы с ручной подачей задействуются не только лишь в домашних обстоятельствах либо мастерских. Даже крупные мебельные фирмы имеют это приспособление для стремительного ремонта и облицовки эксклюзивных заготовок, малых партий деталей.
Благодаря присутствию процессоров, контролеров, приборы с ручной подачей детали считаются весьма удобными и простыми в управлении. Главные процессы в период работы — это темп подачи, автоматизированный контроль температуры, а, кроме того, длина приклеиваемого материала.
Читать также: Холодная сварка ермак отзывы
Агрегат с ручной подачей функционирует с материалом до 3 мм, потребляет около 2 кВт электроэнергии, захватывает зону до 2−3 кв. метров, обслуживается одним пользователем и удерживает темп подачи детали 6 метров в минуту. Чтобы системы станка имели возможность работать, подключается система под давлением 0,6 мПа сжатого воздуха.
Обычно станок сначала тестируется, при этом контролируется безопасность клеевого шва и степень адгезии клея. Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Весь разрезающий механизм хорошо оттачивается. Это относится к ножикам и фрезам. Не забудьте регулярно чистить клеевую ванночку.
Кромкооблицовочный агрегат может иметь ограждение и маркировку подогреваемых плоскостей. Станина приспособления должна иметь заземление. Приспособление следует подсоединить к системе аспирации, так как нагреваемый суперклей может выделять ядовитые вещества, какие представляют опасность для здоровья.
Подобное приспособление не потребует какой-либо сложной настройки. Следует откорректировать температуру нагревания, грамотно установить частоты вращения роликов, какие наносят суперклей, и скорость подачи
Весьма важно, чтобы при нанесении объем клея оптимально соответствовал нужным условиям. В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой. Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи
Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.





