

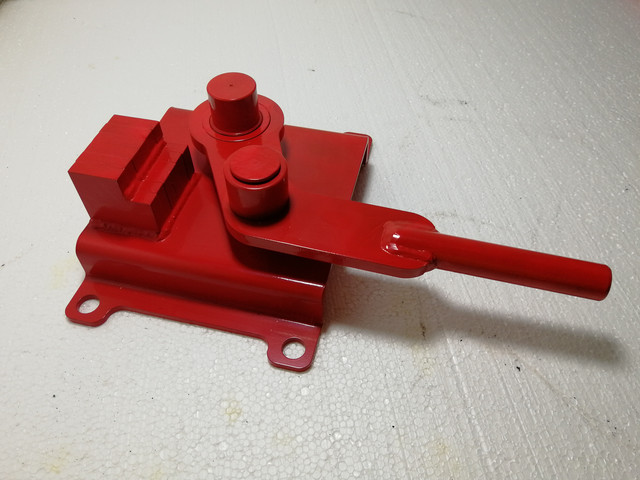
Правильный арматурогиб для тисов
Если вам требуется не простой ручной станок для гибки арматуры, а универсальное устройство для выполнения разных задач, то обратите внимание на эту конструкцию. Практичность и функциональность самодельной приспособы объясняется очень просто — за счет использования разной оснастки можно выполнять разные операции с металлом
Практичность и функциональность самодельной приспособы объясняется очень просто — за счет использования разной оснастки можно выполнять разные операции с металлом.
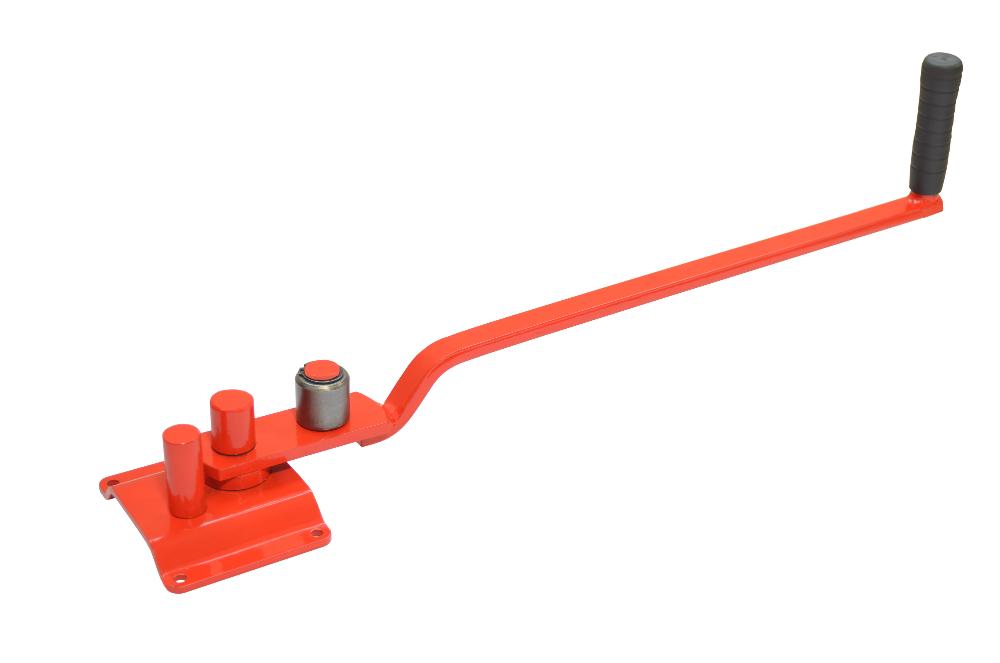
На станке можно не только гнуть арматуру под прямым углом, но также изготавливать декоративные завитки, и закручивать круглые стальные прутки.
Возможности этого устройства можно посмотреть на фото ниже.

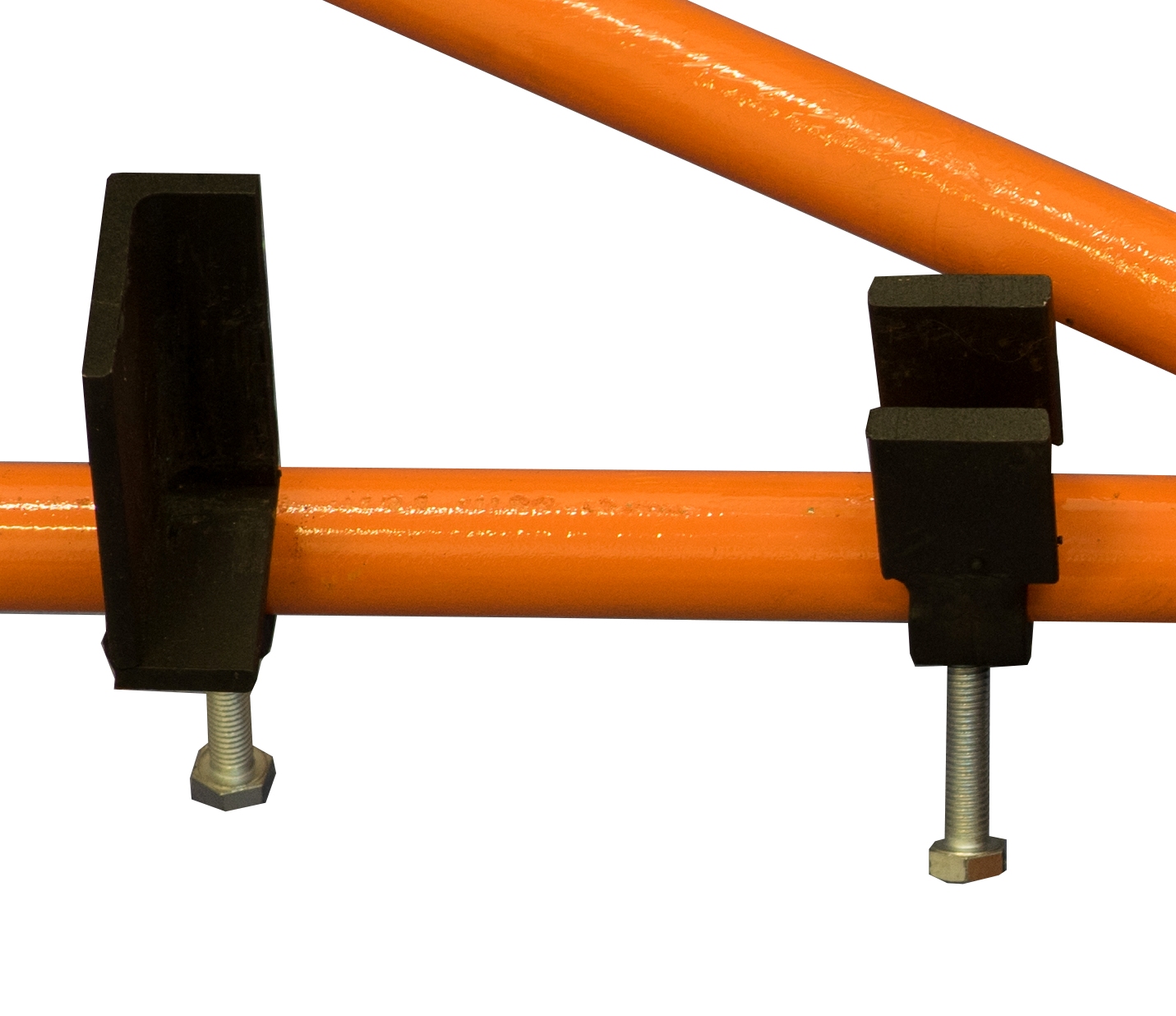
Намотка прутка

Изготовление завитка
Давайте теперь рассмотрим основные этапы изготовления и сборки самодельного приспособления для гибки.
Шаг первый — изготавливаем корпусный подшипник.
Для этого нам потребуется подшипник подходящего размера и отрезок трубы. Подбираем трубу такого диаметра, чтобы подшипник свободно входил в нее, но при этом зазор должен быть небольшим.

От круглой трубы отрезаем кусок нужной ширины. При помощи болгарки с отрезным диском делаем пропил в стенке кольца.

Вставляем подшипник внутрь кольца, и стягиваем края струбциной. Потом обвариваем.

Шаг второй — делаем в подшипнике посадочное место для установки оснастки.
От металлического уголка 30х30 мм отрезаем два одинаковых куска. Прикладываем их к профильной трубе 30х30 мм, и обвариваем. Углы стачиваем болгаркой.

Вставляем профтрубу с уголками внутрь подшипника, и привариваем уголки к внутренней обойме. Профильную трубу потом извлекаем, и обвариваем верхнюю часть.

Шаг третий — изготавливаем ручку с посадочными местами для упора.
Чтобы сделать рукоятку гибочного станка, можно использовать прямоугольную профильную трубу. Отрезаем кусок требуемой длины. Посадочные места под упор можно сделать из круглой трубы.

Подбираем трубу подходящего диаметра, после чего отрезаем от нее шесть небольших кусочков (бочонков или втулок). Затем свариваем их между собой.

Ручку из профтрубы надо прикрепить с помощью сварки к наружной обойме подшипника.
Сбоку рукоятки приваривается ранее изготовленный блок из шести втулок. Затем выполняется стандартная процедура — зачистка сварных швов и самого металла, и покраска.

Шаг четвертый — изготовление упора для заготовок.
Сделать его очень просто. Потребуется болт, подшипники и гайка. Вставляем болт в одно из посадочных мест на рукоятке, надеваем на него подшипники, и фиксируем гайкой.

Шаг пятый — подготовкасамодельного сгибающего устройствак работе. В подшипник устанавливаем требуемую для работы оснастку (они изготавливаются отдельно — под конкретные нужды). Нижнюю часть оснастки зажимаем в слесарных тисках.
Затем на нужном расстоянии от оснастки устанавливаем упор для заготовок.
Для сгибания арматуры потребуется ручка-рычаг. Сделать ее можно из прутков рифленой арматуры, к концам которой надо приварить отрезки профтрубы. Забиваем ручку в профиль, приваренные к наружной обойме подшипника.

Также можно зажимать в тисах само приспособление. Ручка-рычаг в этом случае будет вставляться в специальную насадку, которая устанавливается сверху оснастки.

Как сделать арматурогиб своими руками, во всех деталях показано в видеоролике ниже.
В целом, конструкция получилась практичной и функциональной. А затраты времени и материалов на ее изготовление — вполне адекватные.
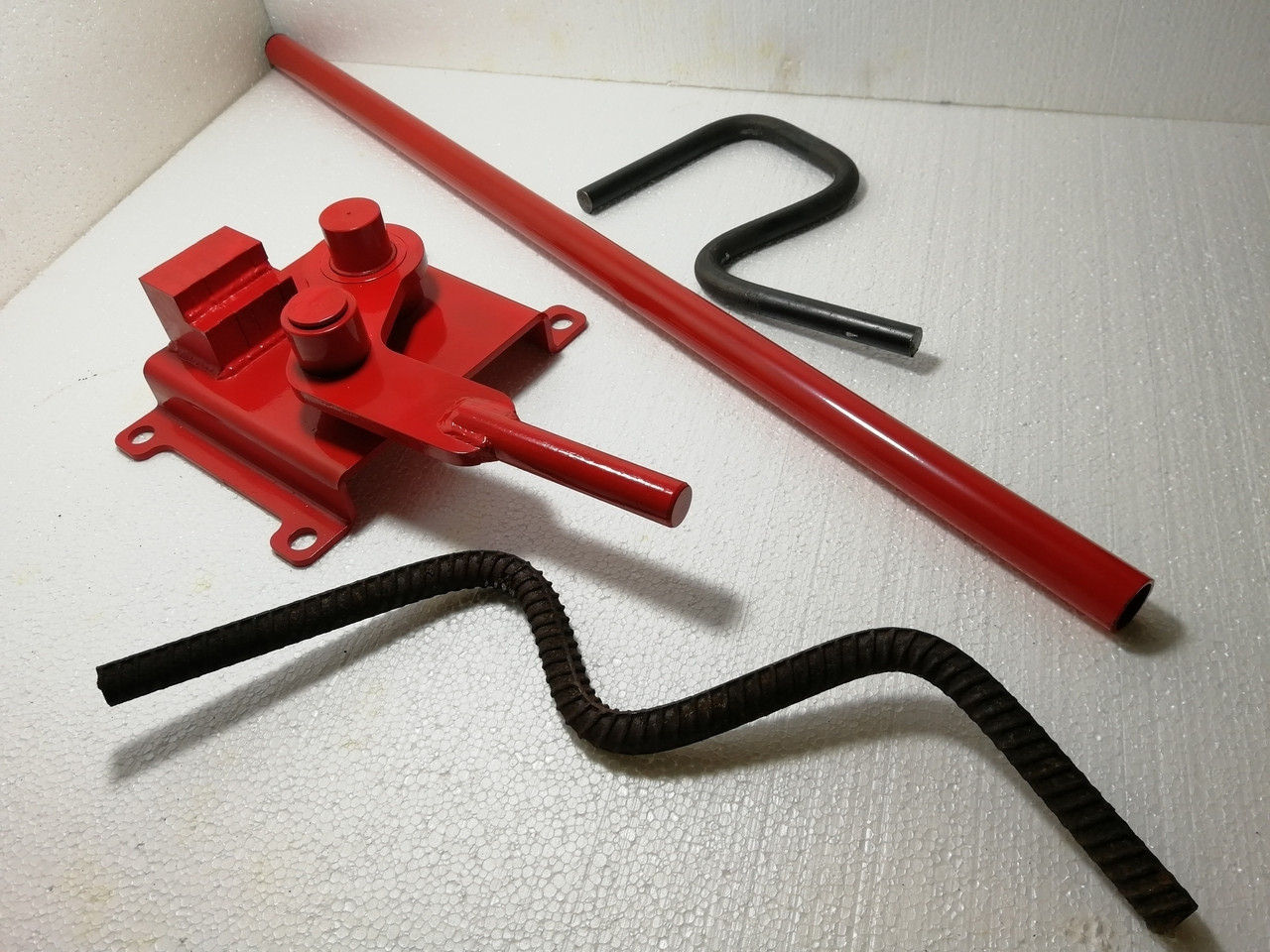
Использованы материалы:
- — большой подшипник;
- — профильные трубы;
- — арматура;
- — круглая труба (для обоймы под подшипник);
- — кусок прочной стали (подойдет кусок рессоры);
- — два подшипника, болт, гайка (для ролика);
- — кусок круглой трубы небольшого диаметра (под болт).
Процесс изготовления станка, показан на фото:

Начинаем с изготовления обоймы под диаметр подшипника. В качестве обоймы, автор использовал кусок трубы чуть большего диаметра, чем диаметр подшипника. Чтобы уменьшить диаметр обоймы, просто вырезаем из трубы кусок металла, а потом молотком сгибаем трубу и завариваем стык.




В центр подшипника, по задумке, должна заходить квадратная профильная труба, делается она съемной для того, чтобы можно было ставить разные насадки на станок. В итоге нам нужно сделать квадратное отверстие в центре подшипника, для решения проблемы автор использовал два куска уголка.
Просто обтачиваем уголок, чтобы он зашел в отверстие, а потом прочно привариваем уголок к внутренней части подшипника. Перед сваркой автор снял защитные пластиковые кольца, чтобы те не расплавились. В завершении смазываем подшипник солидолом и ставим кольца на место.










К обойме привариваем рычаг, а точнее кусок трубы, в который будет устанавливаться длинный рычаг. К этому куску профильной трубы также привариваем куски круглой трубы, в них будет устанавливаться упорный болт, так можно будет регулировать нужный радиус изгиба.














Изготавливаем упор, в который будет заходить конец сгибаемого прута или арматуры. Упор должен быть крепким, тут будут большие нагрузки. В качестве оси автор сварил профильные трубы, а сам упор сделан из рессоры. Выбранная рессорная сталь отлично подходит, она пружинит под большими нагрузками. Изготовленная ось в итоге будет зажиматься в тисках.






Рычаг для станка, автор сварил из арматуры, он должен быть длинным и крепким, так понадобится минимальное количество сил для сгибания арматуры.
Что касается ролика, то для таких целей автор приспособил два небольших радиальных подшипника, а в качестве оси выступает болт с гайкой. Станок с легкостью гнет довольно толстую арматуру, согнуть которую другими методами не так просто.







С помощью гибочного станка, можно согнуть стальной прут в спираль, в качестве оси используем кусок квадратной трубы, а конец прута вставляется в отверстие трубы. В качестве упора можно использовать, уже не ролик, а кусок стальной трубы, отлично подойдет палец от поршневой системы автомобиля.


Дополнительно, можно изготовить приспособление для холодной ковки — «улитка».









С помощью вот такого не хитрого приспособления, можно легко гнуть арматуру, прут, и изготавливать элементы холодной ковки.
 В этом видео, можно посмотреть, гибочный станок, в работе:
В этом видео, можно посмотреть, гибочный станок, в работе:
Автор самоделки: Игорь Андрейчук.
Какие схемы существуют?
Существует две установленные схемы продольной установке арматуры:
- В четыре прута;
- В шесть прутьев.
Если принять ширину основания для фундамента более чем 500 мм, то используется вторая схема. Это зависит от норм, которые предписывают рядом расположенные стержни укладывать с интервалом 400 мм друг от друга.
При возведении фундамента любой высоты применяется два пояса армирования:
- Верхний.
- Нижний.
Типовые схемы по устройству углов и Т-образных примыканий применяются хомуты:
- В виде «Г» элементов.
- В виде «П» элементов.
На рисунке изображен чертеж схемы армирования ленточного фундамента с применением Г и П элементов:

Гнутые элементы должны быть продолжением основных продольных прутьев и «наслаиваться» на них на 600-700 мм, но не короче 50 диаметров арматуры. Шаг арматуры в местах расположения углов вычисляется по соотношению: 0,75 х высоты фундамента.
Выбор и расчет
При армировании необходимо использовать арматуру класса АIII. Она отличается рифленой поверхностью. Ее применяют для продольных и поперечных хлыстов, а также в упрочнении углов.
Такой тип, по сравнению с гладкой, имеет лучшую сцепляющую способность с бетоном. Гладкие класса АI применяют для вертикальных элементов.
Допустимо применять только горячекатаную сталь марок:
- Ст3кп;
- 35ГС;
- 35Г2С;
- 32Г2Рпс;
- 22Х2Г2АЮ;
- 22Х2Г2Р;
- 80С;
- 20ХГ2Ц.
В настоящее время помимо стандартных металлических прутков применяют арматуру из стеклопластика. Ее прочность выше, чем у стальной. Но такой тип чаще используется в крупногабаритном строительстве для уменьшения нагрузки.
Упрощенный план расчета:
- Чтобы рассчитать сечение рабочих прутьев необходимо взять 0,1% площади сечения фундамента, а именно, для фундамента длиной:
- менее 3м применимо сечение в 10мм;
- более 3м — сечение необходимо применять не менее 12 мм, но не более 40 мм.
- Горизонтальная арматура составляет более 25% толщины рабочего прутка (минимальное значение 6 мм).
- Вертикальные стержни рассчитываются согласно высоты фундамента:
- менее 0,8м принимается сечение в 6мм;
- более 0,8м принимается сечение в 8мм и более.
Данные формулы применимы только при возведении небольших построек. Габаритные строения в соответствие со СНиП требуют учитывать запас арматуры для обеспечения достаточной прочности.
Еще больше информации о расчете арматуры в видео:
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.








Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.

Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
| Материал прутка | Значение β, град, при значениях r/R, до | |||||
| 1 | 2 | 4 | 6 | 10 | 15 | |
| Ст.3 | 2,0 | 2,6 | 4,3 | 5,0 | 6,3 | 8,4 |
| Ст.5, Ст. 5Гпс | 2,0 | 2,9 | 4,6 | 6,0 | 7,0 | 8,8 |
| 10Г2С, 12ГС | 2,3 | 3,2 | 4,8 | 6,5 | 7,5 | 9,0 |
| 30ГС | 2,3 | 3,5 | 5,3 | 7,0 | 8,5 | 11,4 |
| 32Г2Рпс | 2.5 | 4,0 | 6,0 | 7,5 | 9,5 | 13,0 |
Во избежание трещин, складок и прочих дефектов, которые могут возникнуть при гибке арматуры, необходимо учитывать минимальные значения угла гиба rmin, которые также определяются материалом заготовки:
- для стали Ст.3 допустимое отношение rmin/R≤ 0,52;
- для стали Ст.5 допустимое отношение rmin/R≤ 0,67;
- для стали Ст.5Гпс допустимое отношение rmin/R≤ 0,83;
- для стали 10Г2С допустимое отношение rmin/R≤ 1,10;
- для стали 30ГС допустимое отношение rmin/R≤ 1,32.

Обзор востребованных моделей
1. СМЖ 172А, Строительные Машины.
Проверенный временем электростанок с высоким ресурсом для непрерывной резки арматуры класса A-I, A-II, A-III с диаметром до 40 мм и полосовой стали с пределом прочности до 470 МПа. Стандартная комплектация включает сварную металлическую станину с закрепленным неподвижным ножом и кулисный механизм, трехфазный привод, ножевую балку для обеспечения функционирования в дистанционном режиме, пусковое устройство и защитный кожух. СМЖ 172 ценится за эффективность и возможность непрерывной рубки в 2 смены, устойчивость корпуса, высокий класс легированной стали режущих элементов, гарантию безопасности оператора и простоту управления. Эту модель рекомендуют купить для предприятий по изготовлению ЖБИ и сборного ж/б, и единичных работ на стройплощадках с крытыми навесами.
2. VEKTOR GQ40.
Высокопроизводительный агрегат для резки от 1 до 3 прутьев с диаметром до 40 мм за раз. Конструкционным отличием является высокая скорость хода ножа (32 в минуту), гарантирующая хорошую точность. Положительно оценивается надежность захвата, сравнительно низкий уровень шума (в пределах 85 Дб, в этом плане в разы выигрывает у аналогов), наличие колес, упрощающих перемещение по площадке, и устойчивость литого чугунного корпуса под ударными нагрузками. Трехфазный электродвигатель позволяет разрезать металлопрокат в непрерывном режиме до 4 ч.

3. SIMA COMBI 30/35.
Комбинированный многофункциональный станок для рубки и гибки арматуры, изготовления хомутов и спиралей с высокой степенью защищенности двигателя и места оператора. Энергию в нем обеспечивает редуктор, подключенный к вентилируемому трехфазному электроприводу с надежной тормозной системой. Благодаря слаженной работе механизма позволяет разрезать элементы с диаметром до 26 мм, изгибать прокат с сечением до 32 мм и обрабатывать до 10 деталей за 1 минуту.

4. Stalex МS-32.
Компактный ручной станок с корпусом из стали, включающий перемещаемый вал и жестко фиксирующие заготовки зажимы. Советуют приобрести для использования непосредственно на строительных и производственных площадках. Благодаря специальным отверстиям на ножках инструмент фиксируется на любой опорной поверхности, модель имеет съемную рукоятку и не нуждается в дополнительном обслуживании. Используется для перекусывания вытянутого проката с сечением до 32 мм, стальных пластин 28×28 и 40×14 мм.
5. Winner MS-20.
Мобильный ручной механизм, закрепляемый на верстаках и используемый для резки арматурных прутьев с диаметром до 20 мм, полос 30×8 и квадратов 18×18. К преимуществам относят низкий вес, устойчивость к нагрузкам и хорошую закалку ножей. Стоит купить при ведении работ на площадках без электричества или для разовых производственных целей, инструмент имеет надежную антикоррозийную защиту и рассчитан на длительный срок службы.

6. ALBA COMBI 32/36.
Универсальный комбинированный с корпусом из литой стали, позволяющий разрезать любые металлические заготовки с сечением от 16 до 29 мм и сгибать в пределах 32. При рубке оборудование может функционировать как в автоматическом программируемом, так и ручном, задаваемом оператором темпе, при выполнении функций изгиба требуемый угол регулируется изменением положения стопорного механизма. Модель не имеет колес для перемещения по площадке, она предназначена для стационарной работы. Безопасность оператора при ее запуске обеспечивается устройством защиты режущего механизма и возможностью остановки в любой момент времени.
Стоимость инструмента
Станки марки СМЖ 172 и их модификации выпускают Астраханский СЗ, и «Строительные машины», также среди российских агрегатов хорошие отзывы имеет продукция Кувандыкского ЗКПО, ВПК «Индустрии» и ООО «Унитех». Зарубежные бренды прежде всего поставляет Китай (Vektor, Stalex, Grost), Испания (Alba, Sima), Чехия (Zitrek) и Италия (ручные механизмы Kapriol и электрические Icaro). Стоимость зависит от производительности, класса и толщины обрабатываемого металлопроката, качества среза, степени защищенности и дополнительных функций. Ножи и запасные детали находятся в свободном доступе и покупаются отдельно.
| Наименование | Мощность, кВт | Габариты, мм | Вес, кг | Цена, рубли |
| СМЖ 172А, Строительные Машины, Россия | 3 | 1100×430×790 | 435 | 107 120 |
| VEKTOR GQ40, Китай | 1190×450×680 | 380 | 97 400 | |
| SIMA COMBI 30/35, Испания | 4 | 1200×990×1050 | 429 | 476 850 |
| Stalex МS-32, Китай | Ручной привод | 510×280×430 | 50 | 14 800 |
| Winner MS-20, Тайвань | 410×370×200 | 22 | 6 500 | |
| ALBA COMBI 32/36, Испания | 3 | 950×730×933 | 305 | 574 600 |
Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.








Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Приспособления для гибки арматуры

Сегодня придумано довольно много всевозможных станков для гибки арматуры. Все они работают по одному принципу, но имеют свои конструктивные и технические особенности.
Наиболее популярным вариантом гибочного станка является устройство с центральным и упорным роликом, между которым закрепляется арматура. Изгибание изделия происходит с помощью третьего ролика. Гибка может проводиться как по часовой стрелке, так и против нее. С помощью такого станка вы можете придать арматуре нужный угол изгиба. Чтобы пруток сгибался не по всей длине, а только в определенном месте, имеется упорный ролик, ограничивающий площадь изгиба.
Современные мастера используют два основных вида гибочного станка:
- Ручные устройства;
- Станки с механическим приводом.
Все механические устройства выглядят примерно одинаково и имеют схожие схемы строения. Здесь имеется вал, который расположен вертикально. На него надевается диск с зафиксированными на его поверхности изгибающим и центральным пальцами. На стойке гибочного станка есть специальный ролик, в который во время процесса изгибания упирается заготовка.
Существует специальная технология сгибания арматуры с помощью подобных устройств. Пруток помещается между изгибающим и центральным пальцами. Затем диск начинает поворачиваться, а пруток упирается в ролик. Здесь вступает в работу изгибающий палец, который начинает гнуть изделие вокруг центрального ролика.
Все станки отличаются между собой мощностью и способностью согнуть ту или иную арматуру. Выделяют три группы устройств для гибки:
- Легкой арматуры (диаметр от 3 до 20 мм):
- Тяжелой арматуры (диаметр от 20 до 40 мм):
- Сверхтяжелой арматуры (диаметр от 40 до 90 мм).
Каждый из вышеперечисленных станков нужен для определенных целей. Например, на моделях последней группы можно гнуть сразу несколько прутков. Это очень удобно, если вам нужно обработать большое количество заготовок. На сегодняшний день производители предлагают даже универсальные станки, с помощью которых можно гнуть арматуру 3-миллимитровую арматуру, так и 90-миллимитровую. Некоторые покупают станки с гидравлическим приводом, который дает больше пространства для работы. С помощью такого устройства можно не просто гнуть прутки, но и создавать сложные конструкции из арматуры. При желании из прутка можно сделать даже кольцо.
Такое профессиональное оборудование помогает производить действительно качественную гибку арматуры. Благодаря такому станку вы сможете изгибать прутки даже на 180 градусов. Кроме того, заготовки не будут иметь заломов и складок, из-за которых их нельзя будет использовать в строительстве.
Ручные станки для сгибания арматуры также популярны среди мастеров. Производители предлагают как небольшие переносные модели, так и более тяжелые стационарные. Если вам нужно согнуть арматуру для своих нужд, можно воспользоваться специальным приспособлением либо трубогибом. С их помощью вы сможете выполнять несложные работы, например, гнуть прутки с диаметром не более 14 мм. Как правило, такие станки устанавливаются на столе или верстаке, где ими удобно пользоваться. Тем, кто планирует производить гибку арматуры на постоянной основе, такое устройство не подойдет. Для этих целей необходимо приобретать более дорогое и профессиональное оборудование.
В целом, выбор станка для сгибания арматуры зависит от двух основных факторов. Первый – это диаметр заготовок, а второй – количество обрабатываемых изделий. Если вы подберете неправильное устройство, это может стать причиной появления дефектов на поверхности прутков. Под излишним воздействием они будут ломаться или сжиматься гармошкой
По этой причине крайне важно сразу определиться с типом арматуры, которую вы собираетесь гнуть, и, исходя из этого, выбирать станок. Также не забудьте сделать правильную настройку оборудования, чтобы получить более качественный и точный изгиб прутков
Как сделать приспособление для гибки арматуры
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.





