

Арсенал инструментов резчика по дереву
Основным инструментом, позволяющим выполнять резку по дереву, как уже говорилось выше, является борфреза. Осуществление такой процедуры, в процессе которой снимается слой обрабатываемого материала различной глубины, обеспечивается за счет вращения шарошки, а также ее поступательного движения по требуемой траектории. Соответственно, требуется также оборудование, при помощи которого используемый инструмент будет приводиться во вращение. Таким оборудованием, незаменимым для гравера и любого резчика по дереву, является бормашина, часто называемая дремелем.

Компания Dremel выпускает электрические гравера бытового и профессионального класса
Слово «дремель» произошло от названия немецкой компании Dremel, производящей большой ассортимент электрооборудования, значительное место в котором занимают бормашины и специализированные граверы. Комплект бормашины от Dremel и других производителей уже включает в себя все необходимое для того, чтобы установить инструмент и начать работу.
Выполнять резку по дереву, используя шарошки, можно и при помощи обычной электродрели или шуруповерта, если оснастить их гибким валом и специальной насадкой на него, в которую устанавливается борфреза. Такое несложное приспособление подойдет и для гравера, работающего с изделиями из металла и других материалов.

Гибкий вал для дрели
Качество и привлекательность работ, выполненных при резке по дереву, напрямую зависят от характеристики используемого оборудования. Даже опыт и знания человека, выполняющего такие работы, не могут положительно повлиять на характеристики готового изделия при отсутствии соответствующего оборудования и борфрез по дереву.
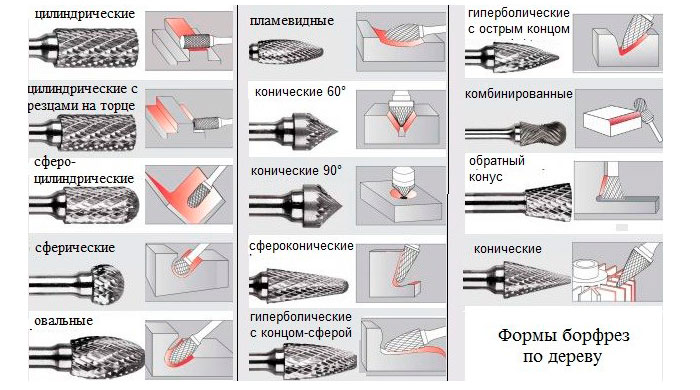
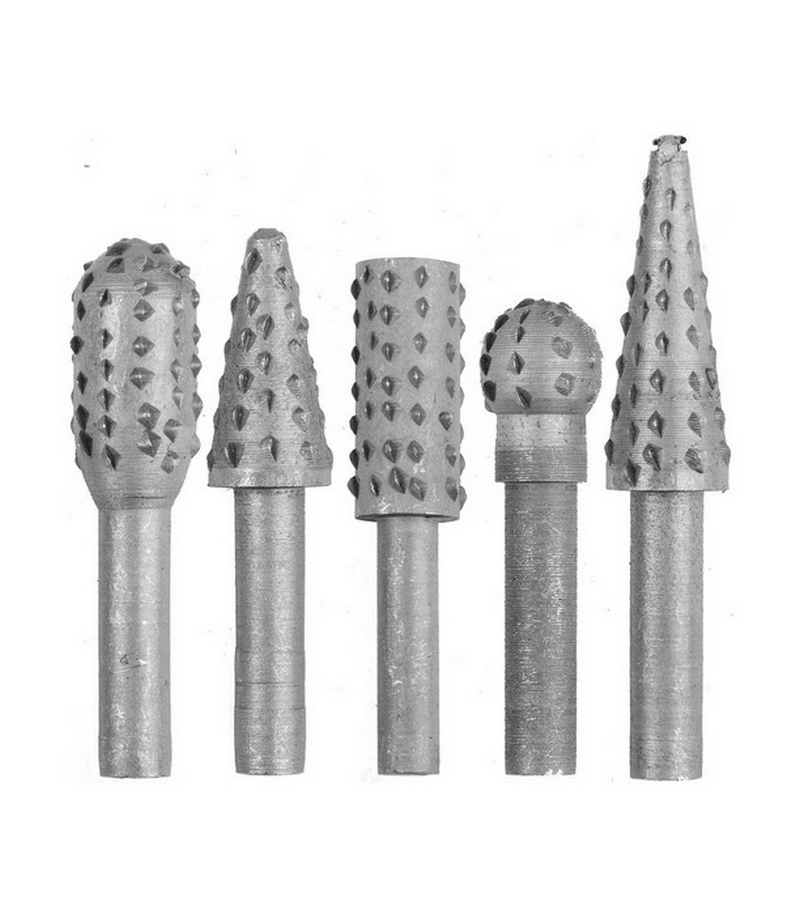
Виды борфрез для работ по дереву
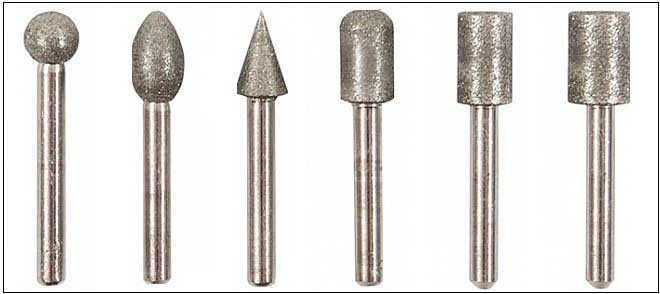
В качестве материала для изготовления борфрез, при помощи которых выполняется как резка по дереву, так и гравировка по металлу, пластику или камню, используется преимущественно металл. Для обработки более мягких материалов подходят инструменты, изготовленные из углеродистой стали. Для того же, чтобы выполнить резку изделий из древесины более твердых пород, необходимо использовать шарошки с алмазным напылением или с режущей частью из твердых сплавов.
Естественно, самыми недорогими являются борфрезы из углеродистых сталей, но и срок службы у них значительно меньше, чем у алмазного и твердосплавного инструмента. Твердосплавные шарошки не только отличаются повышенным ресурсом использования, но и позволяют эффективно обрабатывать древесину твердых пород, а также поверхность изделий, изготовленных из металла.

Геометрические параметры борфрезы
Любая борфреза вне зависимости от ее назначения состоит из двух основных элементов:
- хвостовика, при помощи которого инструмент фиксируется в используемом оборудовании;
- рабочей части, выполняющей основную работу.
Рабочая (или режущая) часть борфрезы по дереву может иметь различную конфигурацию. Именно форма режущей части и определяет профиль канавки, вырезаемой на поверхности обрабатываемого изделия.

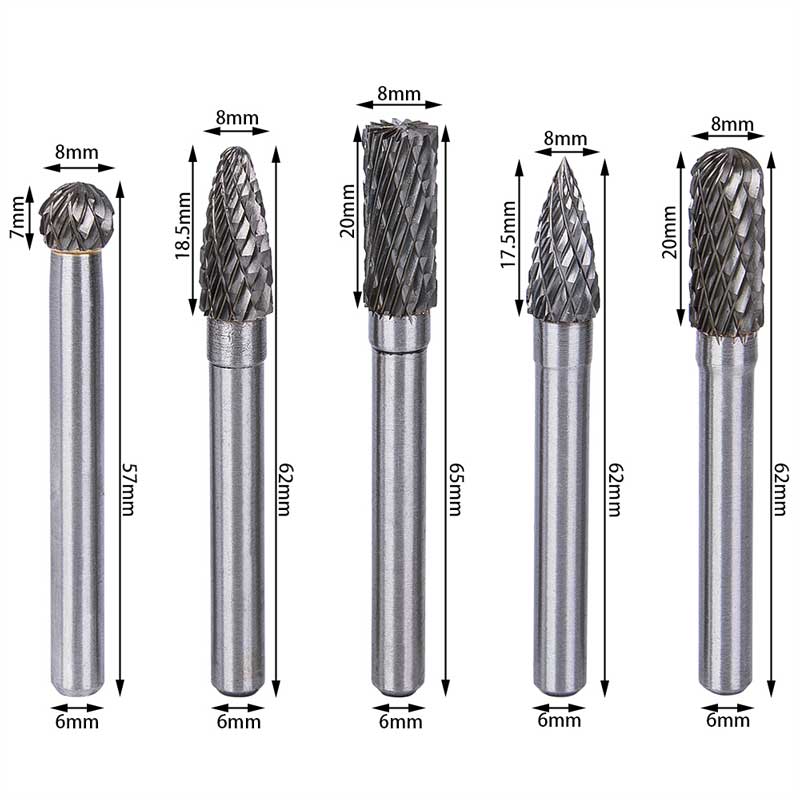
Резчики по дереву используют борфрезы, режущая часть которых имеет коническую, овальную, полукруглую или круглую форму. Чтобы всегда иметь под рукой требуемый инструмент, лучше сразу приобрести набор шарошек, в котором собраны борфрезы различного размера и с разной формой режущей части. При этом лучше купить борфрезы от проверенного производителя: они прослужат намного дольше и позволят выполнять резку по дереву с более высоким качеством.

Фрезы по дереву выпускаются с разными зубьями, хвостовиками и финишними покрытиями
Начинающему резчику по дереву следует очень ответственно отнестись к мерам безопасности. Поскольку резка по дереву выполняется борфрезой, вращающейся с высокой скоростью, из зоны обработки во все стороны вылетают кусочки срезанного материала. Кроме того, нередки случаи, когда в процессе такой обработки ломаются не только режущие зубья инструмента, но и вся его рабочая головка. Такие ситуации типичны для использования некачественных борфрез. В связи с этим, чтобы защитить себя от травм, все процедуры по обработке изделий из дерева необходимо выполнять в защитных очках и перчатках.
Фрезы по металлу, закаленной и нержавеющей стали, алюминию, чугуну
Каждая насечка фрезы имеет свою цифровую маркировку: 2, 3, 6, 10, 11. Фрезы с хвостовиком подходят как для бормашинок, прямых шлифовальных машин. Фрезы цилиндрической формы заменяют шарошки по металлу на керамической связке.
Форма насечки борфрез твердосплавных фирмы Klingspor
- Насечка тип 2 — стандартные зубья с хорошими характеристиками для общего применения, в.ч. по металлу, титану.
- Насечка тип 3 по алюминию — высокая эффективность и редуцированное забивание фрезы во время обработки мягких материалов, которые дают длинную стружку. Например: алюминий, латунь, медь, цинк, пластмасса.
- Насечка тип 6 основная (крестообразные зубья для общего применения) — по высоколегированной, углеродистой стали, металлу, серому и белому чугуну — твердосплавные борфрезы с крестообразными (разнонаправленными) зубьями обеспечивают высокую производительность резания, низкую вибрацию и высокую стойкость.
- Насечка тип 10 — для обработки стали со значительно более высокой производительность резания по сравнению со стандартным зубьями.
- Насечка тип 11 — оптимизированная насечка для обработки аустенитных, нержавеющих и кислотостойких нержавеющих сталей; значительно высокая производительность резания по сравнению с стандартной зубчатой насечкой.
Выберите подходящую форму, тип насечки, размер и направьте в наш адрес Абразивкомплект. Бесплатная доставка до терминала транспортной компании в Москве, Санкт-Петербурге, Екатеринбурге с дальнейшей отправкой в города России.
Борфрезы твердосплавные серии HF в наборе
40 борфрез в пластиковом боксе с прозрачным стеклом. По два экземпляра популярных форм (B, C, F, G, L) в разных размерах с универсальными зубьями № 6.
Цена от: 84037 руб. Производитель: KlingsporАртикулы
5 твердосплавных борфрез в пластиковом боксе. В комплект входят фрезы 295610, 295753, 295859, 295925, 296010 с универсальными зубьями № 6.
Цена от: 2032 руб. Производитель: KlingsporАртикулы
Борфрезы твердосплавные серии HF в индивидуальной упаковке
Цилиндрическая борфреза HF 100 A, торец без зубьев. Универсальное применение для обработки поверхности. Диаметр головки: 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Цилиндрическая борфреза HF 100 B, торец с зубьями, для обработки внутренних контуров. Диаметр головки 3 — 16 мм.
Цена от: 753 руб. Производитель: KlingsporАртикулы
Сфероцилиндрическая борфреза HF 100 C для обработки плоскостей, контуров и радиусов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Сферическая борфреза HF 100 D для обработки контуров, а также для удаления заусенцев из внутренних стенок отверстий. Подходит для фрезерования труднодоступных мест. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Эллипсоидальная борфреза HF 100 E с перекрестными зубьями для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
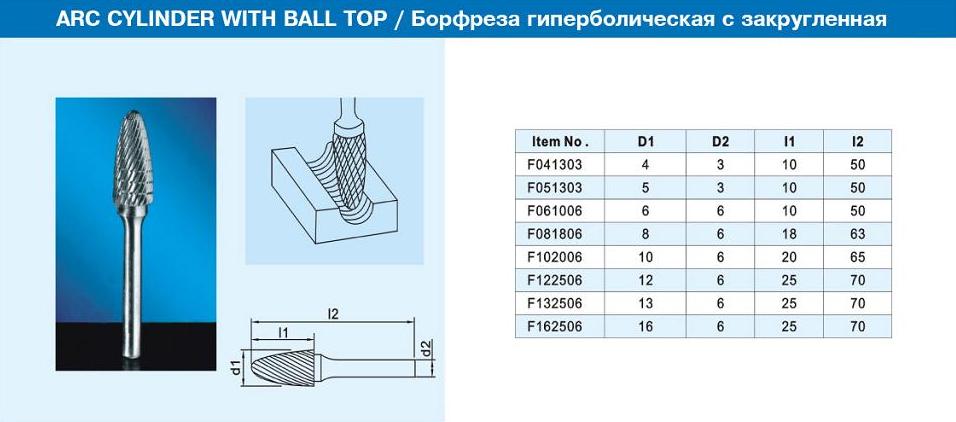
Гиперболическая борфреза HF 100 F оправка с шаровым сечением для обработки узких форм предметов. Диаметр головки: 3 — 16 мм.








Гиперболическая борфреза HF 100 G с острым концом для обработки острых углов. Диаметр головки 3 — 16 мм.
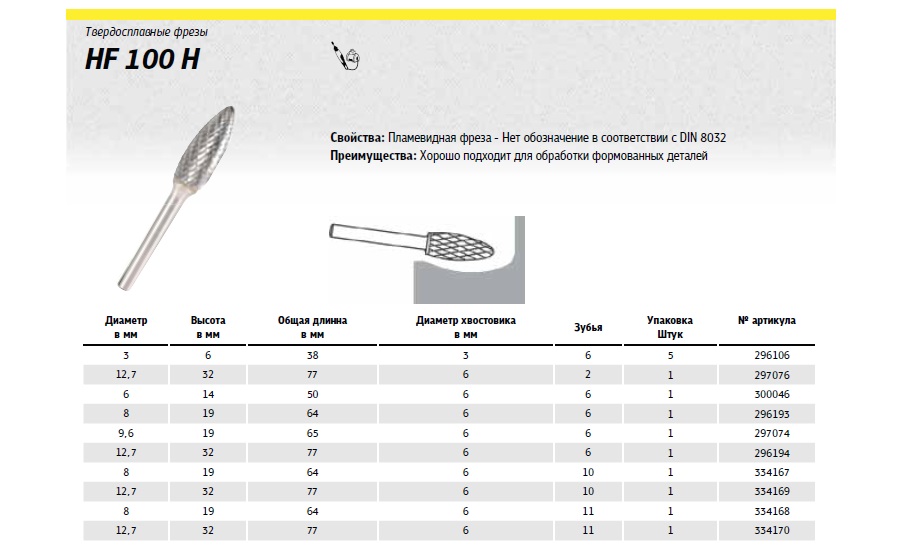
Пламевидная борфреза HF 100 H для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 J имеет угол 60° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 K имеет угол 90° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
Сфероконическая борфреза HF 100 L для обработки труднодоступных мест. Диаметр головки 3 — 6 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Остроконическая борфреза HF 100 M для обработки конструкции моделей, фрезерования изменяющихся диаметров. Размер головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Борфреза HF 100 N в форме хвоста ласточки для обработки конических профилей. Диаметр головки 3 — 6 мм.
Цена от: 709 руб. Производитель: KlingsporАртикулы
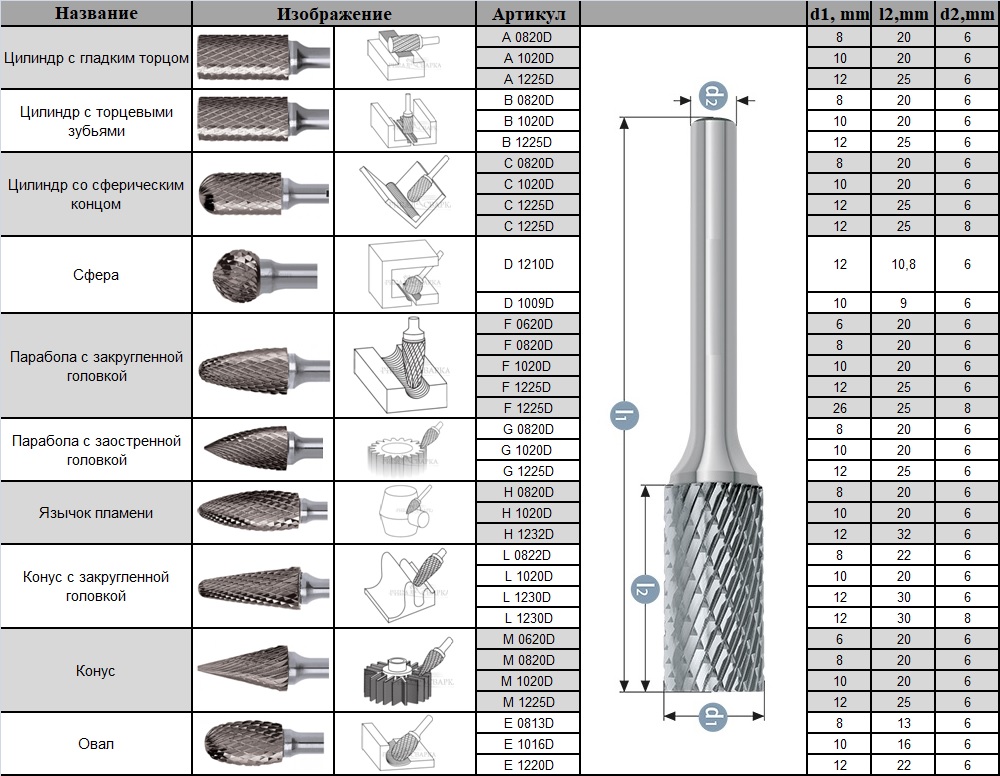
Справочная информация по фрезам
В таблице представлена справочная информация о твердосплавных борфрезах и условиях их использования.
* Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления! Указанная информация не является публичной офертой.
Похожие материалы:
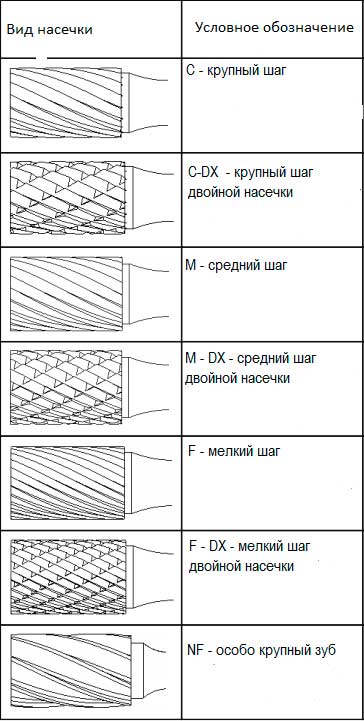
Три варианта величины зуба
- F — мелкий зуб
- М – средний зуб
- С – крупный зуб
Учитывая профиль поверхности, обозначения величины зуба выглядят так:
Теперь, зная характеристики борфрез по материалам изготовления, типам профиля и видам насечек, мы можем правильно выбрать инструмент для работы, а также «прочитать» маркировку любой борфрезы.
Государственный Стандарт Российской Федерации устанавливает технические единства единиц измерения, нормы размеров, типов, обозначений, сталей, сплавов, шероховатостей и их допустимые погрешности. Так, согласно ГОСТ Р 52780-2007, маркировку Борфреза С 10 20 М 06 40 ГОСТ Р 52780 – 2007 мы будем понимать так:
- Борфреза сфероцилиндрическая (тип С),
- диаметр режущей части — 10 мм,
- длина режущей части — 20 мм,
- средний зуб, длина хвостовика — 6 мм,
- диаметр хвостовика — 40 мм.
На рисунке представлена сфероцилиндрическая борфреза со стандартной заточкой.

Для работы по дереву
Обработка деревянных заготовок не вызывает таких трудностей, как работа с металлом. С помощью фрез для дрели по дереву можно осуществлять и черновую, и чистовую обработку заготовок. Для ручного инструмента применяются фрезы, у которых хвостовик имеет диаметр 8 или 12 мм. При обработке различных материалов из древесины используются разные виды фрез. Виды фрез по дереву:
- Калёвочные. Применяются для скругления углов.
- Дисковые. Служат для вырезания различных пазов и канавок.
- Галтельные — для создания полукруглых канавок.
- V-образные. Используются для вырезания пазов на плоских поверхностях.
- Шиповые — для выполнения пазов типа ласточкин хвост.
- Кромочные — для обработки краёв изделий.
- Цилиндрические — для обработки плоских поверхностей.
- Торцевые — для производства углублений и выемок.
- Конусные — снимают фаски с кромок.
- Свёрла, предназначенные для выполнения отверстий в дереве.

Для выполнения различных технологических операций подбирается необходимый вид инструмента. При работе с режущим инструментом нужно соблюдать правила техники безопасности. В процессе обработки отлетают кусочки обрабатываемого материала, возможны и поломки режущего инструмента. В целях безопасности надо одевать защитные очки и перчатки.
Фрезы для художественной резьбы по дереву
Благодаря резьбе и выжиганию из дерева изготавливаются настоящие произведения искусств. Достаточно взгляда, чтобы понять, что хотел выразить мастер.

Художественная резьба представляет собой орнамент, узор или рисунок на поверхности дерева. Оснастка для ручной резьбы предназначена для прорезей глубиной 0,5 мм — 2 мм. Граверные изделия лазерного вида, по сути, многофункциональные 3D принтеры. Выбор борфрез для вырезания по дереву зависит от вида операции. Для канавок лучше пользоваться дисковыми «шарошками»,при выполнении выреза сложной конфигурации — фасонными насадками.
Борфрезы твердосплавные
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:






- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже. При подборе и использовании твердосплавных борфрез рекомендуется:
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Резьба по дереву гравером уроки для начинающих
Резьба по дереву — очень древнее и почтенное искусство, передававшееся по наследству. Ассортимент инструментов мастера-резчика может достигать нескольких сотен видов различных ножей, резцов, стамесок, штихелей и т.д. Но применение ручного электроинструмента позволяет не только заменить большую часть всего этого на один, но и увеличить скорость обработки материала.
Таким чудо-устройством в наши дни является бормашина для резьбы по дереву. Ее еще называют мини-дрелью или ручным гравером. Благодаря ей обучиться столь сложному делу гораздо легче. Но и здесь есть множество тонкостей и нюансов. Одним из них является сложность выбора самого инструмента.
Выбор гравера
При покупке первой бормашины следует придерживаться правила золотой середины. То есть, не нужно гнаться за ценой и покупать заведомо проблемный инструмент. Да и покупка самого дорогого не принесет особого вклада в умение, а денег при этом будет потрачено изрядно. Для того чтобы сделать правильный выбор, необходимо следовать следующим критериям:
- Для первого инструмента цена комплекта составит порядка 3-6 тысяч рублей.
- Мощность инструмента, как правило, от 35 до 300 Вт. При этом желательно брать гравер мощностью не менее 100 Вт.
- Оборотистость инструмента – от 3500 до 35000 оборотов в минуту. Электромотор должен иметь возможность их регулировки для обработки различных пород древесины.
Борфрезы бывают
Из инструментальной углеродистой стали
С маркировками У – углеродистая инструментальная, цифра от 7 д 13 — процентное содержание углерода, А – высококачественная.
Например, У10А — распространенная марка стали с 10% содержанием углерода для производства борфрез.
Стойкость таких борфрез относительно невелика, ресурс ограничен, но изделия из мягких материалов без большой интенсивности работы они обрабатывают отлично. Цена очень доступна;
Из быстрорежущей стали Р6М5
Такой инструмент значительно дороже, но им можно обрабатывать углеродистые стали, среднелегированные и другие твёрдые материалы.
Он устойчивее к высоким температурам, неизбежным при работе на больших оборотах, поэтому мало деформируется, обеспечивая высокую точность работ;
Твердосплавные
Выполненные из карбида вольфрама (ВК25, ВК30) и других карбидов тугоплавких металлов, из минералокерамики, такие борфрезы легко берут высокопрочные стали, чугун.
Твердосплавные борфрезы – наиболее распространены на предприятиях, где работы борфрезами ведутся практически непрерывно;
Алмазные
Профессиональный инструмент, отличающийся особой стойкостью и максимальной ценой. Легко растачивает самые прочные материалы.









Часто используется для финишной доводки фигурных отверстий. После работы алмазными борфрезами на изделии практически не видно следов обработки, она становится предельно гладкой;
Абразивные
Делятся на два вида: с металлической рабочей головкой, на которую нанесено напыление из абразива и полностью выполненные из абразива – электрокорунда.
На предприятиях борфрезы зачастую работают в режиме нон-стоп. Чтобы увеличить тепло- и износоустойчивость и продлить инструменту жизнь, производители твердосплавных борфрез используют дополнительное покрытие.
Варианты покрытий:
- TiN, обладающий твёрдостью 2400 HV;
- TiAlN, с твёрдостью 3400 HV.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
- Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
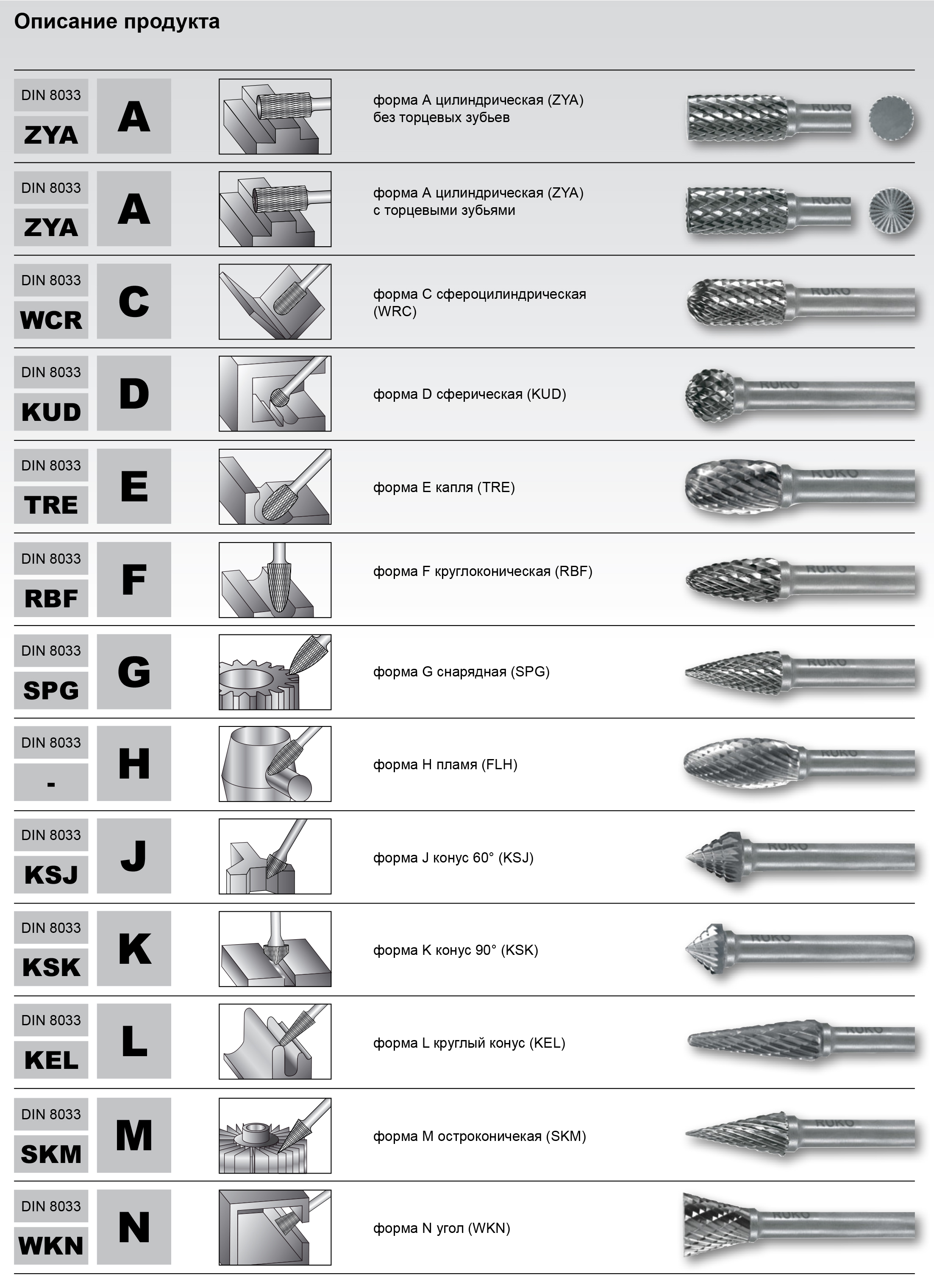
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
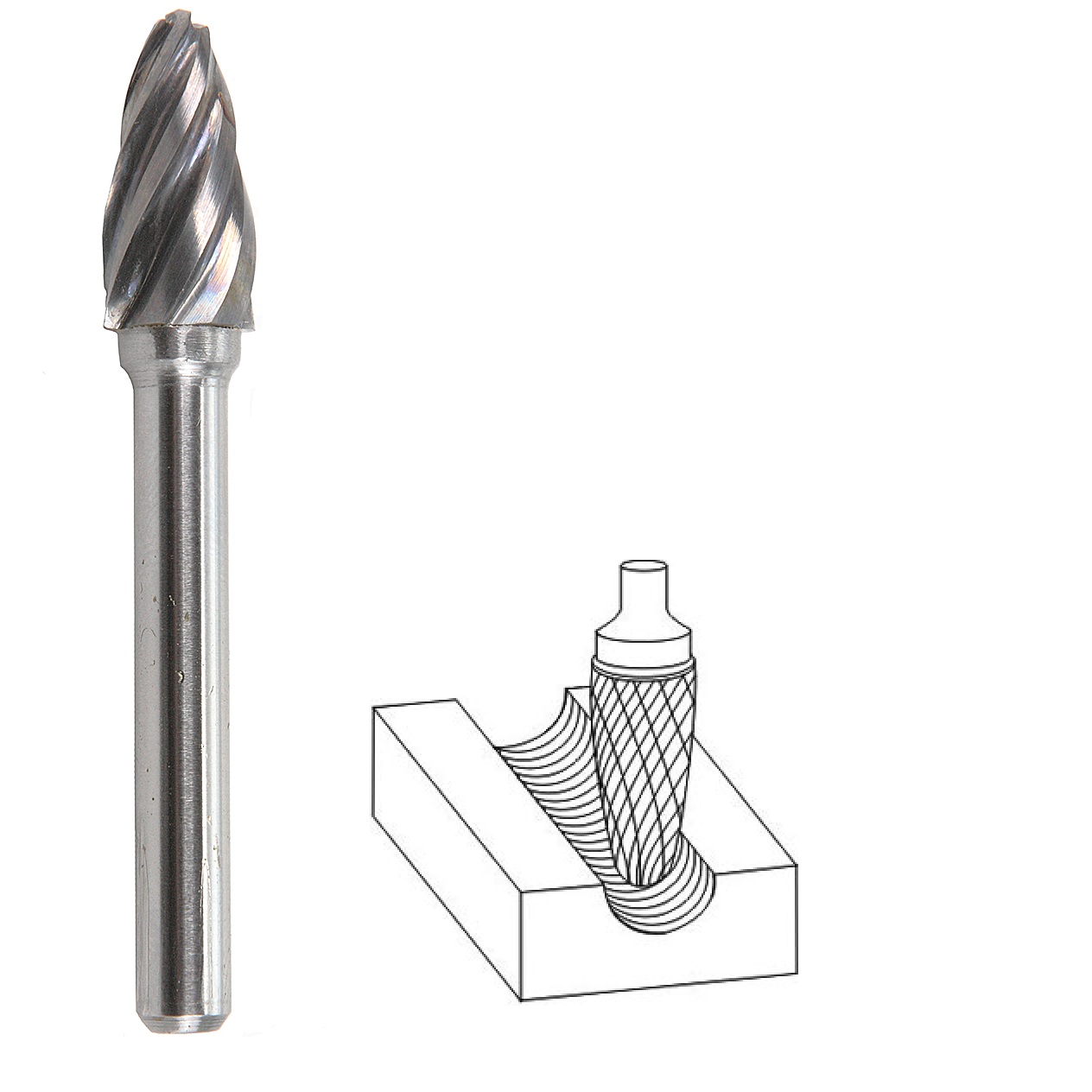
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.
Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.
Тип L – борфрезы сфероконические. Для сложных мест.
Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.

Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Оснастка – Борфрезы
Борфрезой называется составной инструмент, функции которого заключаются в следующем:
По принципу работы борфреза почти не отличается от обычного напильника. Только это напильник вращающийся. И, в отличие от последнего, с помощью борфрезы можно обработать трудно доступные места.Борфрезе, изготовленной из твердосплавного материала, под силу обработка даже очень твердого материала. Например это может быть любой вид стали, цветной металл, чугун, пластмасса или дерево.На эффективность обработки влияют такие характеристики борфрезы как: форма и число зубьев, угол наклона и точностькругового вращения.Борфреза применяется там, где необходима зачистка, доработка или «округление» какого-нибудь материала или заготовки. |
| Алмазные сегменты на вакуумной пайке – долгий срок службы благодаря функции самоохлаждения Охлаждающая жидкость внутри рабочего инструмента – нет необходимости в использовании емкости с водой и центрирующего приспособления Рабочая длина 33 мм – для керамики и керамогранита Применение: Твердая плитка Преимущества: Конкурентов нет!!! Огромный ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 2470 руб.Скидка: 494 руб. | Подробнее >> |
| Для продуктивной работы без воды Алмазные сегменты на вакуумной пайке – очень долгий срок службы Рабочая длина 35 мм – для сверления в натуральном камне, керамограните и керамике Резьба M14 для углошлифовальной машины – оптимальный рабочий инструмент для быстрого сверления Применение: Твердая плитка и натуральный камень Преимущества: Непревзойденная скорость + ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 3278 руб.Скидка: 491 руб. | Подробнее >> |
| Качественные стандартные диски, обладающие высокой долговечностью и хорошей мощностью резания.-Хорошая долговечность -Высокоскоростная резка -Для строительных материалов любых видов: бетон, камни, черепица, силикатный кирпич частота вращения: 6600 об/мин | |
| Цена: 157 руб.Скидка: 78 руб. | Подробнее >> |





