

Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки
При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
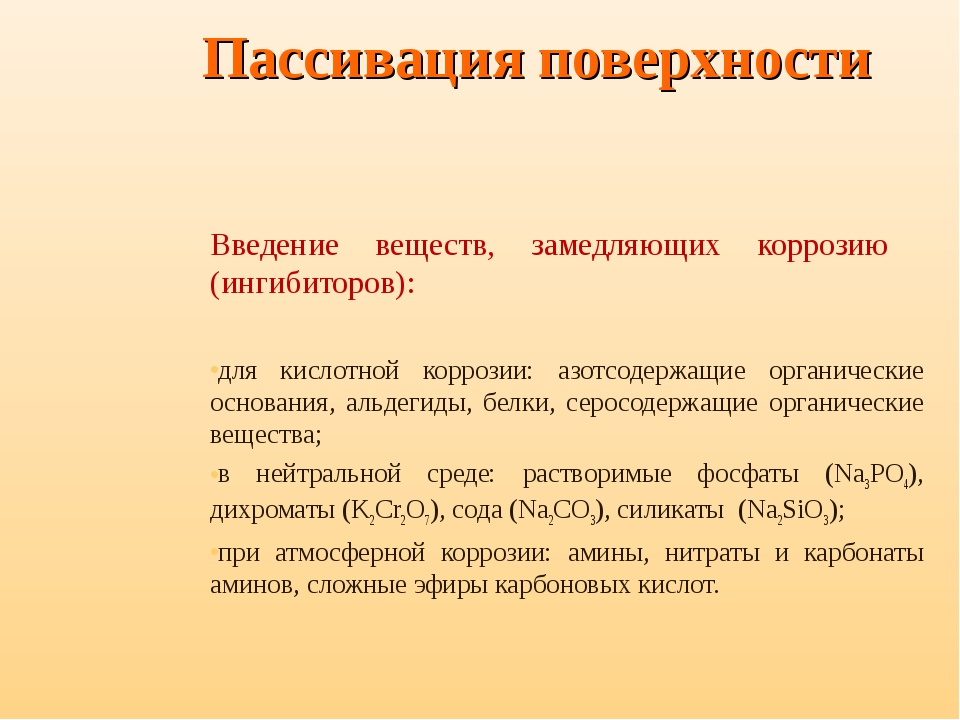
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
В общем виде процесс пассивирования состоит из следующих этапов:
- Механическая очистка поверхностей изделия.
- Химическое обезжиривание в растворе едкого натра и кальцинированной соды.
- Промывка в проточной горячей, а затем холодной воде.
- Пассивирование в течение заданного времени.
- Нейтрализация в растворе кальцинированной соды.
- Промывка путем многократного погружения в проточную холодную воду.
- Сушка в сушильном шкафу или обдувом теплого воздуха.
- Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом. При неудовлетворительном результате процесс пассивирования повторяется, начиная с п. 1.
В приведенном примере описан технологический процесс пассивации с использованием стационарного производственного оборудования. Для пассивирования поверхностей изделий на месте их установки применяют ручные приводные инструменты и приспособления (см. фото ниже).

Свойства пассивированного металла и его применение
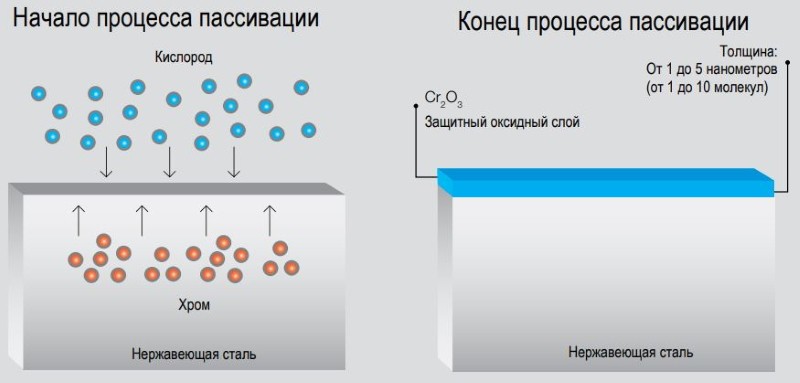
После пассивации на поверхности металла образуется устойчивый к коррозии слой, который в случае применения хроматов к тому же имеет повышенную механическую прочность. Некоторые металлы и сплавы склонны к естественной пассивации. Это особенно характерно для алюминия и нержавеющей стали с присутствием хрома. Но в случае нарушения структуры и химического состава поверхностного слоя они также могут подвергаться коррозии. При пассивировании нержавеющей стали для создания стойкой поверхностной защиты используется ее собственный хром, который, соединяясь с кислородом, образует плотную оксидную пленку. Все изделия из нержавеющей стали, работающие в агрессивных средах, заранее подвергаются пассивации, что помогает избежать (или отсрочить) их коррозию. Пассивация железа и его сплавов в виде конструкционных и специальных сталей обычно проводится по покрытию из никеля, цинка или кадмия с использованием солей хрома. Такое пассивирование укрепляет поверхностный слой и позволяет эксплуатировать стальные изделия в течение длительного периода без опасности коррозии, а в случае ее проявления обрабатывать только пораженные участки. Пассивирование меди и ее сплавов (бронзы и латуни) выполняется как в защитных, так и в декоративных целях с применением хроматных растворов. В этом случае на поверхности медного изделия образуется тонкая прозрачная пленка, предохраняющая металл от окисления и сохраняющая его товарный вид.
Пассивация металлов.
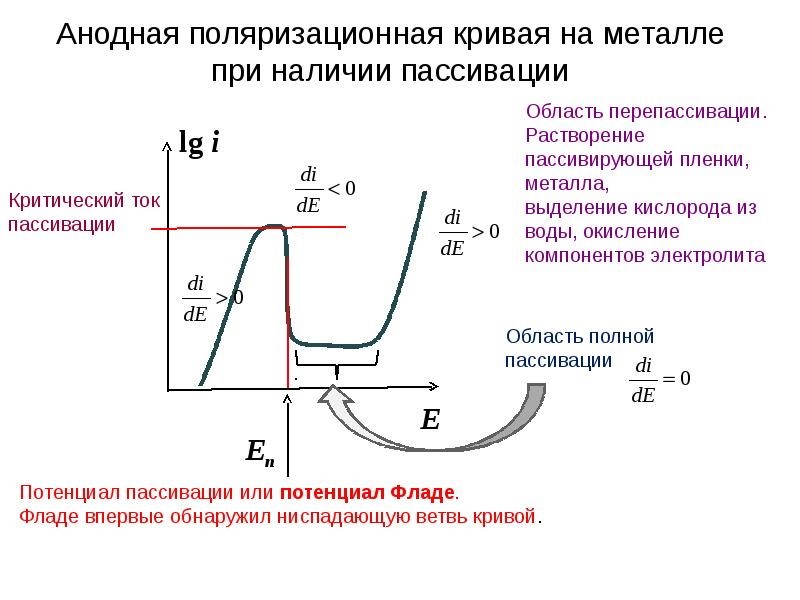
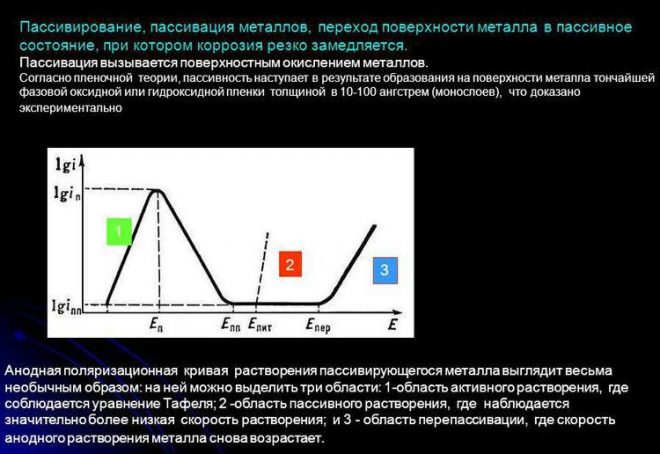
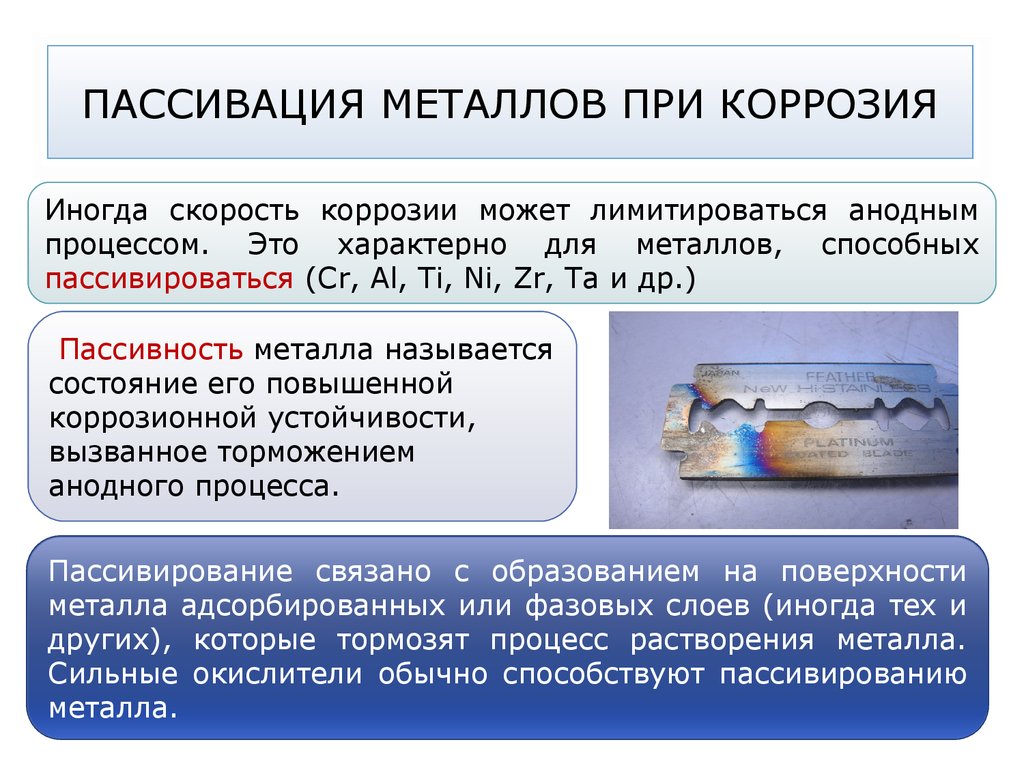
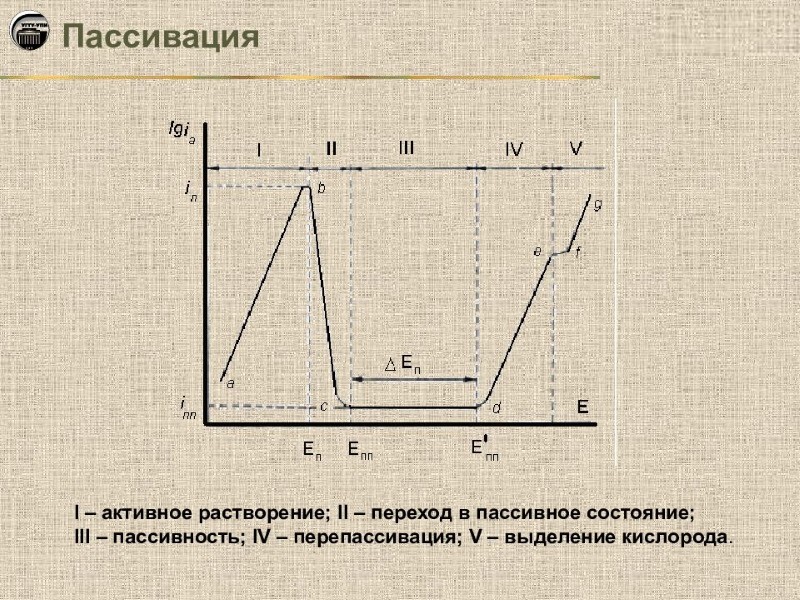
Процесс пассивации металлов означает создание на поверхности тонких пленок с целью защиты от коррозии. Эти пленки, образующиеся под воздействием растворов, создают плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается.
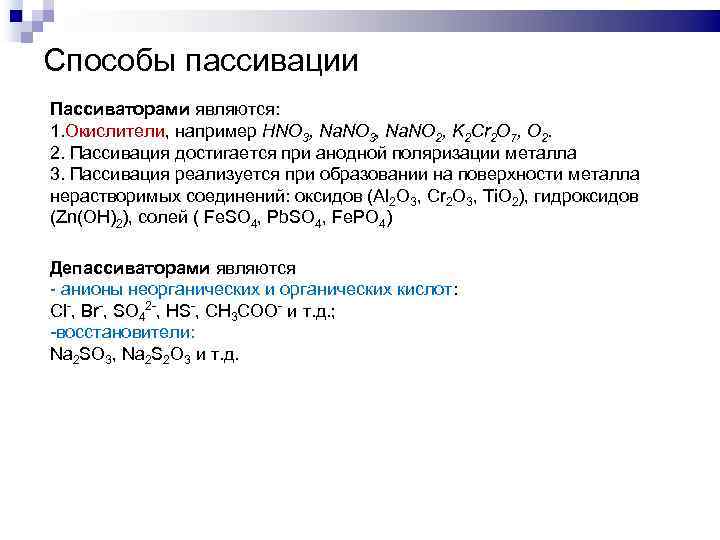
Существует несколько теорий механизма пассивации металлов:
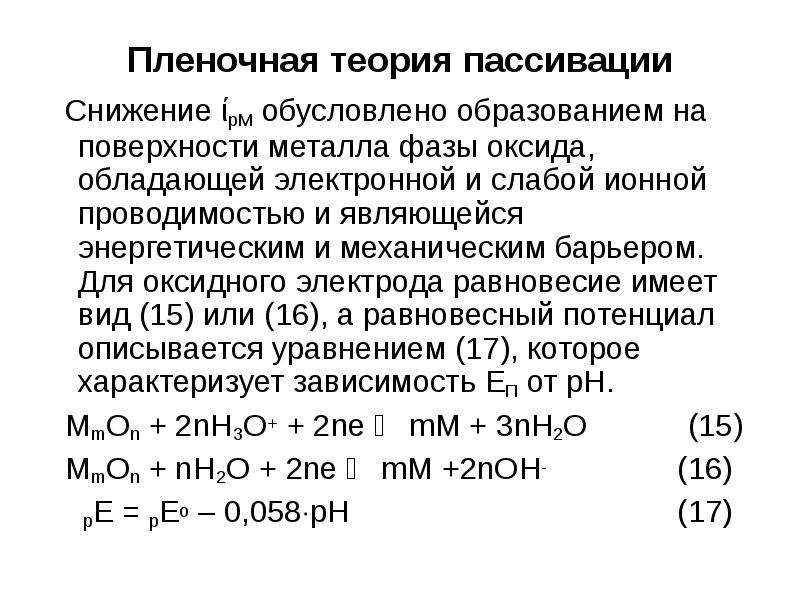
- Пленочная теория причину пассивности поверхности металла процессу коррозии объясняет образованием тончайшего, часто невидимого слоя из соединений металла;
- По адсорбционной теории механизм защиты металлов объясняется насыщением валентности поверхностных атомов путем образования химических связей с адсорбирующимися атомами кислорода;
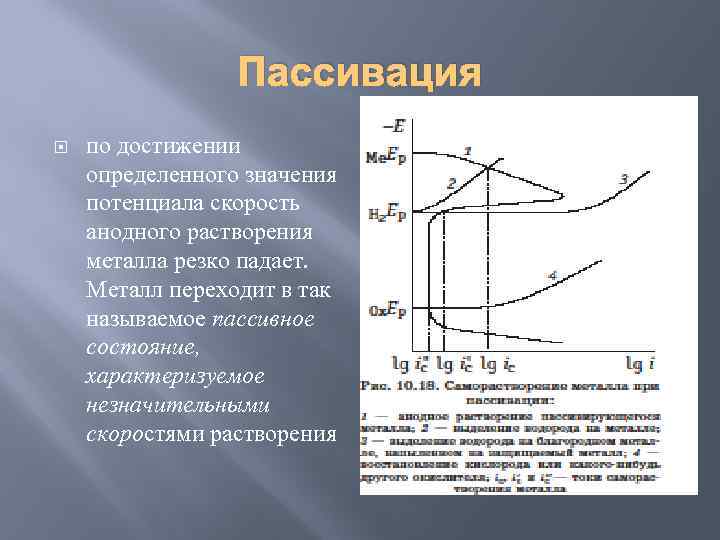
- По электрохимическому механизму предполагается ионизация адсорбированного кислородного атома, вызывающего сдвиг электродного потенциала металла в положительную сторону, что способствует пассивации поверхности.
Процесс пассивации металлов чаще проводят с целью кратковременной защиты стальных деталей от воздействия окружающей среды. Эффективность такого метода защиты от коррозии определяется условиями пассивирования, составом металла, а также состоянием его поверхности.
Травление детали перед пассивацией.
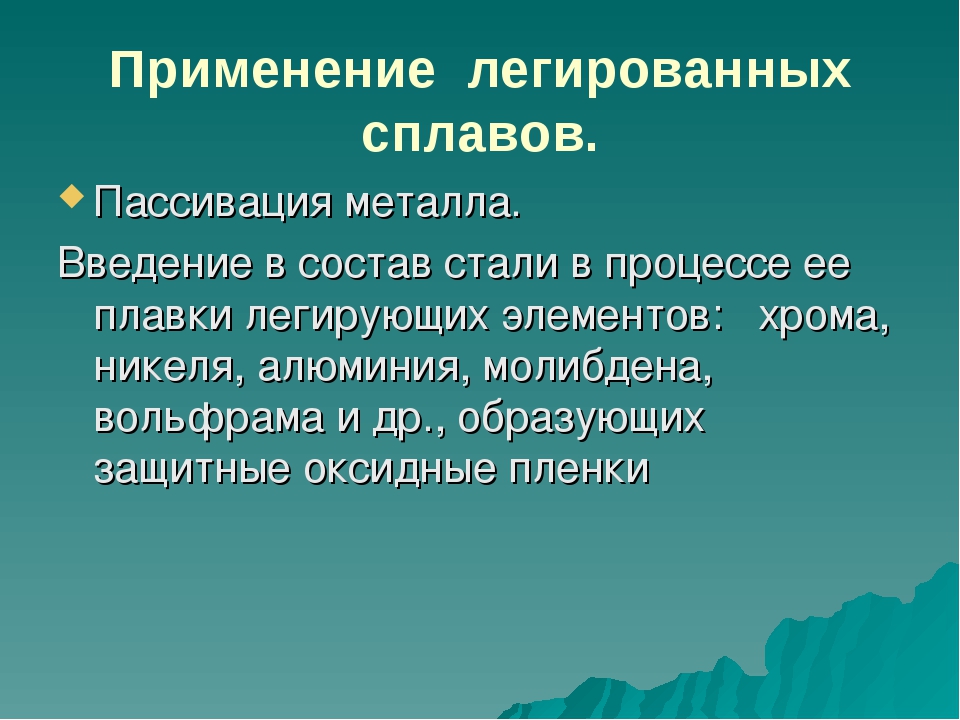
Наибольшее повышение стойкости против коррозии достигается при пассивировании легированных сталей.
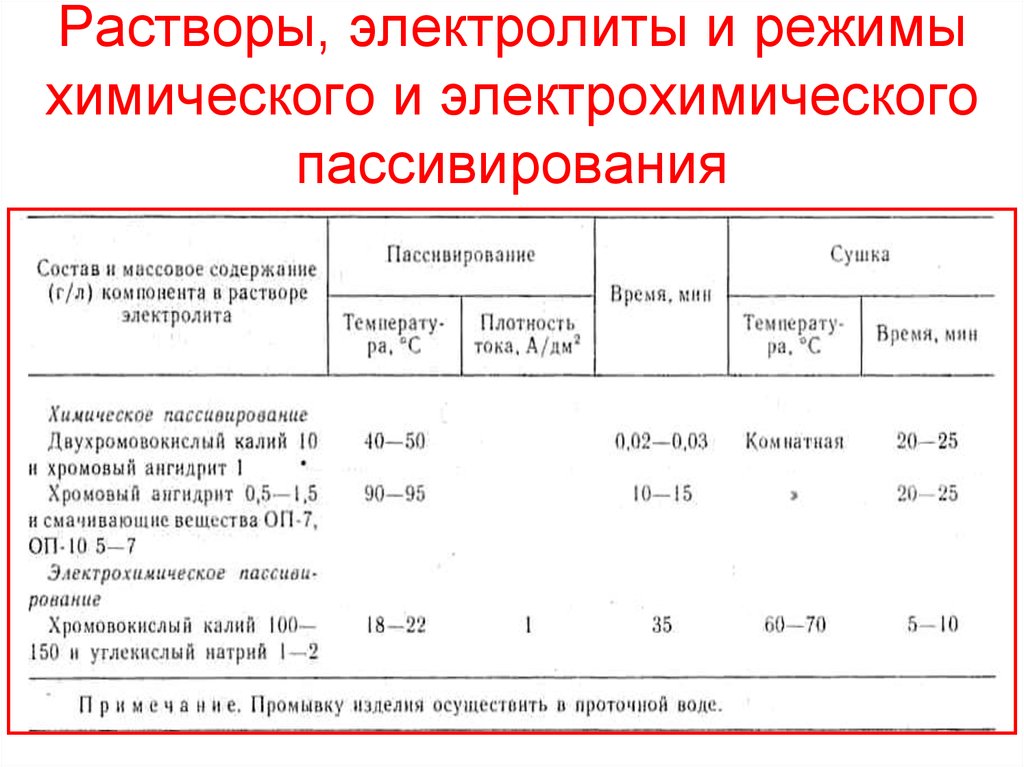
Пассивация металлов может проводится химически или электрохимически. Для химической пассивации малоуглеродистых сталей рекомендуется 9 – 10% -ный раствор бихромата калия. При комнатной температуре обработку ведут в течение 1 часа, а при нагреве до 60ºС – в течение 20 минут.
Электрохимически пассивацию металлов проводят для холоднокатаной стали в электролите, содержащем 20 – 30 г/л бихромата калия, 20 – 25 г/л фосфата натрия и 5 г/л едкого натрия, при температуре 80 – 85ºС в течение 3 – 5 секунд. Анодная плотность тока 8 – 10 А/дм 2 .
Для защиты стальных изделий при межоперационном хранении используют растворы, содержащие 0,2 – 0,5% NaNO2 и 0,3 – 0,5% Na2CO3. При комнатной температуре время обработки 30 – 40 минут, при 60 – 70ºС достаточно 5 – 10 минут.
В нейтральной среде детали можно обрабатывать 25 – 30% — ным раствором NaNO2. После высыхания на поверхности металла остается слой кристаллов нитрита натрия, который хорошо предотвращает коррозию в атмосфере с высокой влажностью.
Для временной консервации деталей рекомендуется применять растворы нитрита натрия с добавкой глицерина, что повышает их вязкость и способствует образованию на поверхности металла тонкого пассивирующего слоя.
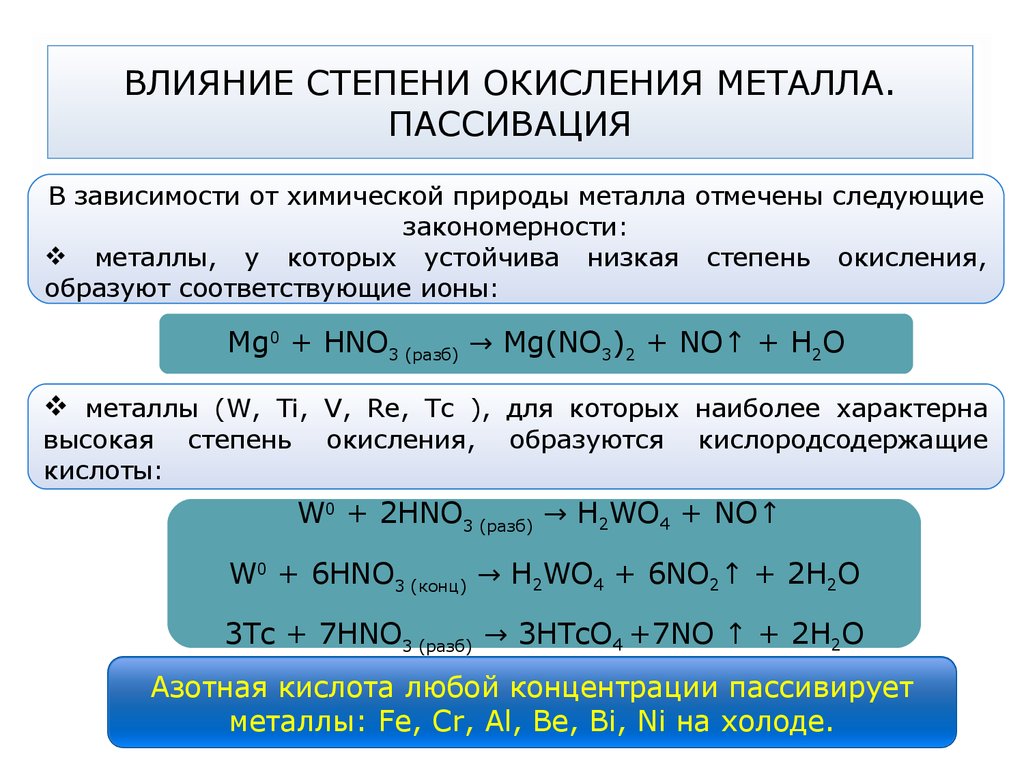
Пассивирование легированных сталей производят в концентрированных растворах азотной кислоты, которая является сильным окислителем, иногда добавляют двухромовокислый калий.
Для стали Х18Н9Т раствор содержит азотную кислоту 400 – 800 г/л, время обработки при комнатной температуре 30 – 60 минут; для стали 2Х13 в составе раствора: азотная кислота 270 – 300 г/л, бихромат калия 20 – 25 г/л, температура 40 – 45ºС, время 15 – 20 минут.
После пассивации металлов внешний вид поверхности не меняется.
Необходимо следить, чтобы во время пассивации металлов не происходило газовыделения, которое свидетельствует о начале процесса травления.
Перед операцией пассивации металлов необходимо детали подготовить: провести обезжиривание (см. «Обезжиривание поверхности») и травление («Травление поверхности. Часть1»). С поверхностей деталей, прошедших термическую обработку, должна быть удалена окалина (см.«Травление поверхности. Часть 2»).
После пассивации металлов проводят тщательную промывку в проточной воде и нейтрализацию слабым (20 – 30 г/л) раствором аммиака.
Процесс пассивирования металлов широко применяется для защиты внутренней поверхности трубопроводов и теплообменного оборудования путем внешнего воздействия электрического поля, в результате чего металл на внутренней поверхности трубопровода пассивируется и не поддается коррозии.
Области применения технологии
Использование метода зарекомендовало себя в следующих случаях:
- Окраска. На созданный защитный слой могут легко наноситься полимерные составы. Таким образом, удается достичь не только повышенной устойчивости к коррозии, но и обезжиривания.
- Создание паровых турбин и других изделий, контактирующих с нагретым до высоких температур паром. В таком случае возможна обработка нержавеющей стали. Причина в том, что это добавляет прочности даже если с агрессивными средами нужно контактировать постоянно. Особенно хорошо это работает на примере защиты самой уязвимой части конструкции – сварных швов.
- Требуется защитить от коррозии стоматологические изделия. Пассивация применяется в промышленности при создании двухкомпонентных имплантов. Так обрабатывают специальные опорные части имплантов, штифты, на которые ставится коронка. Мера гарантирует, что находясь в челюсти пациента, основание не будет постепенно разрушаться.
- Декорирование. Благодаря созданию особой пленки на изделии, его удается не только защитить от ржавения, но и сделать красивее. Причина – в цвете поверхностного слоя и его приятных радужных переливах.
Технология широко распространена и со временем становится только более востребованной. Это далеко не все примеры ее применения в промышленности.
Наша компания также готова предложить и еще один метод защиты от коррозии – оцинковку изделий на качественном оборудовании.
Все что нужно – обратиться к нам по телефону или оставить заявку на сайте.
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.

Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в аппаратах предусмотрена возможность электрохимической полировки.

Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Виды пассивации
Основными и наиболее хорошо отработанными видами пассивации являются:
- химическая;
- электрохимическая.
Химическая
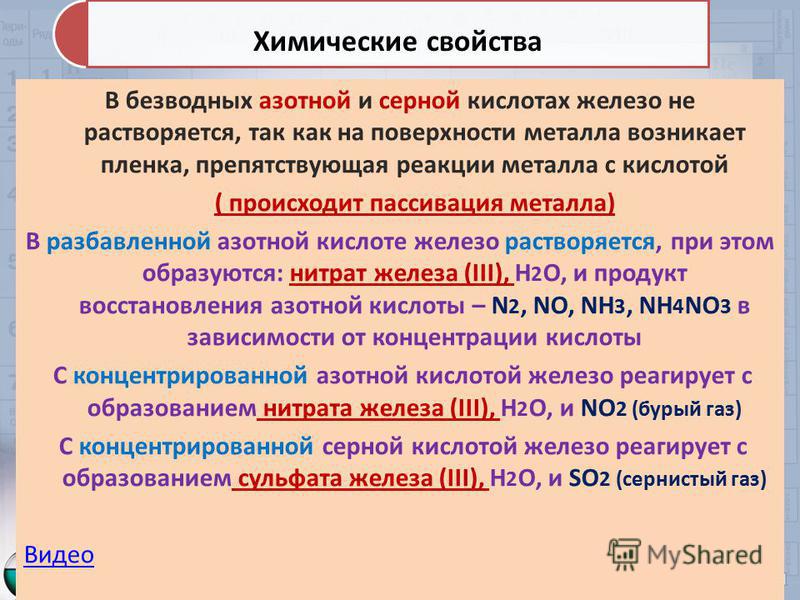
Химическая пассивацияпредполагает применение растворов солей различных металлов.Наиболее эффективно пассивация производится азотной кислотой. Кроме неё для формирования раствора пользуются серной кислотой или лимонной. Для повышения качества процесса в раствор добавляют небольшое количество бихромата натрия. Его количество не превышает 6% от общей массы. Состав раствора подбирается индивидуально и во многом зависит от марки обрабатываемого металла. Например, для пассивации железа применяют соли металлов, растворённые в серной кислоте высокой концентрации.
Сущность химической пассивации заключается в активном притяжении отрицательных ионов, которые присутствуют в растворе, к атомам металла.Это происходит благодаря наличию у них положительного заряда. В результате такой диффузии образуется поверхностный слой.
Для пассивации обязательно проводят предварительную подготовку поверхности изделия. Её тщательно зачищают механическими и химическими методами.От качества этой процедуры зависит конечный результат и надёжность образованной плёнки.Большое значение это имеет при пассивации цветных металлов: латуни, меди, бронзы.
Электрохимическая
Этот вид пассивации основан на принципах, заложенных в технике гальванической обработки изделий. Ускорение обработки осуществляется благодаря воздействию постоянного тока, который протекает через раствор, ускоряя химическую реакцию. Такая пассивация называется электрохимическая.
В состав такой установки кроме ванны, в котором размещают электролит, используется источник постоянного тока, соединительные провода и один электрод. Вторым электродом является сама деталь.Другим вариантом контактов являются один электрод и корпус ванной (она должна быть изготовлена из металла, стойкого к воздействию электролита и электрического тока). На практике применяют электрические установки с относительно невысоким уровнем напряжения. Его величина не превышает 12В.
В обоих случаях при включении установки через раствор пропускают электрический ток. Он является стимулятором протекания процесса пассивации на поверхности заготовки. На практике различаю анодную и катодную пассивацию.

При такой пассивации положительный потенциал подается на заготовку, а отрицательный — на корпус ванны. При использовании электрохимического способа защитная пленка образуется быстрее и получается более ровной. Но такая технология дороже химической пассивации, т. к. в ней применяется более сложное оборудование и происходит расход электроэнергии.Под его действием защитная пленка получается равномерной. Именно так формируется плёнка на поверхности медных заготовок. Ток пропускают через растворы с растворёнными в них солями хрома. Именно в них медь приобретает наибольшую стойкость к коррозии.
Важными параметрами в этом процессе является время протекания пассивации, плотность и состав электролита, критическая величина тока пассивации. Эти параметры рассчитаны для различных металлов и приведены в специальных таблицах. На основании этих данных рассчитывают допустимое время обработки.
Катодный способ защиты
Вам будет интересно:Свойства и состав силикатного кирпича
Это вид электрохимической антикоррозийной изоляции, при которой используется техника наложения катодного тока. Но и данный способ может быть реализован разными методами. Например, в некоторых случаях на производствах достаточный сдвиг потенциалов обеспечивается за счет подключения детали к внешнему источнику тока в качестве катода. Анодом же выступает инертный вспомогательный электрод. Таким методом выполняется пассивация швов после сварки, защищаются металлические платформы буровых конструкций и подземные трубопроводы. К преимуществам катодного способа пассивации относят эффективность в подавлении коррозийных процессов разного типа.


Помимо общего поражения ржавчиной предотвращается питтинговая и межкристаллитная коррозия. Практикуются и такие способы катодного электрохимического воздействия, как протекторный и гальванический. Главной особенностью этих подходов можно назвать применение более электроотрицательного металла в качестве поляризатора. Данный элемент в контакте с защищаемым изделием и выполняет функцию анода, разрушаясь в ходе операции. Подобные методы обычно используются при изоляции небольших конструкций, частей зданий и сооружений.
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в установках предусмотрена возможность электрохимической полировки.
https://youtube.com/watch?v=ohkACgxyUqE
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Причины появления коррозии
Когда встает вопрос о том, ржавеет ли алюминий, необходимо задуматься о причинах, приводящих к коррозии. Различные внешние факторы могут ускорять этот процесс. Причины появления ржавчины на алюминии могут быть следующими:
Взаимодействие с какой-либо кислотой или щелочью. Механическое давление. Например, трение или сильный удар, после чего появляется царапина на верхнем слое металла. Существуют промышленные районы. В них продукты распада топлива влияют на оксидную пленку и разрушают ее. Металл начинает портиться. Аналогичная ситуация происходит в мегаполисах, где продукты распада топлива будут взаимодействовать с серой, а также с оксидами углерода. Подобный процесс разрушает пленку на алюминии. После такого рода внешнего воздействия алюминий подвергается коррозии. Следует помнить, что хлор, фтор, а также бром и натрий могут растворить защитный слой металла. Если на металл попадают строительные смеси, то он начинает быстро портиться. В данном случае на алюминий неблагоприятно воздействует цемент. Ржавеет ли алюминий от воды? Если она попадает на лист, то металл может быть подвержен коррозионным процессам
Важно при этом уточнить, какая жидкость оказывает воздействие. Многие используют специальный сплав, который не подвержен коррозии от воды
Его называют дюралюминием. Уникальный сплав используют вместе с медью, а также с марганцем.





