

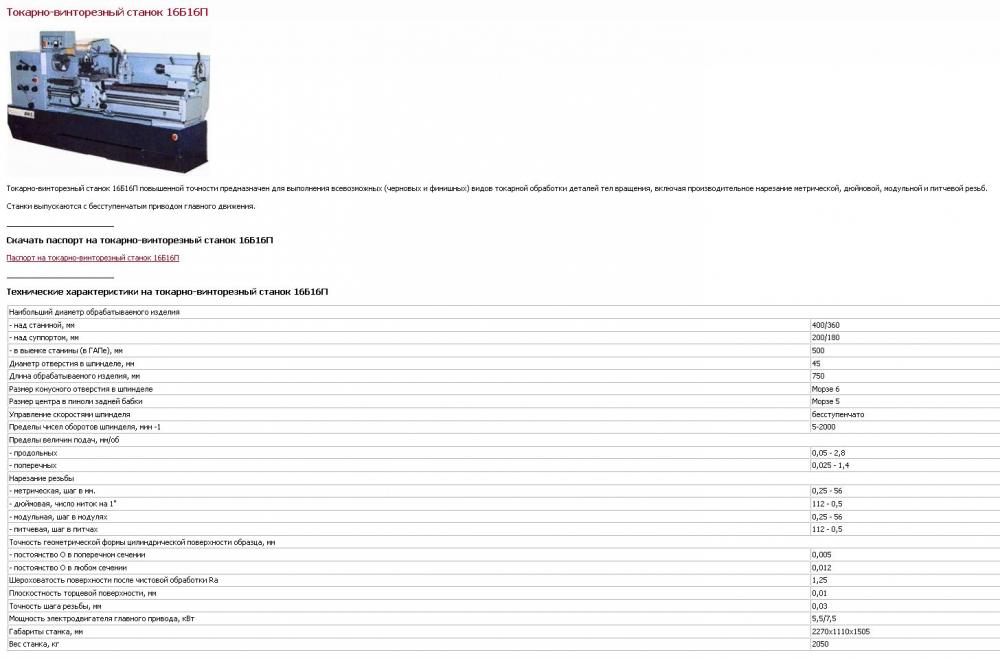
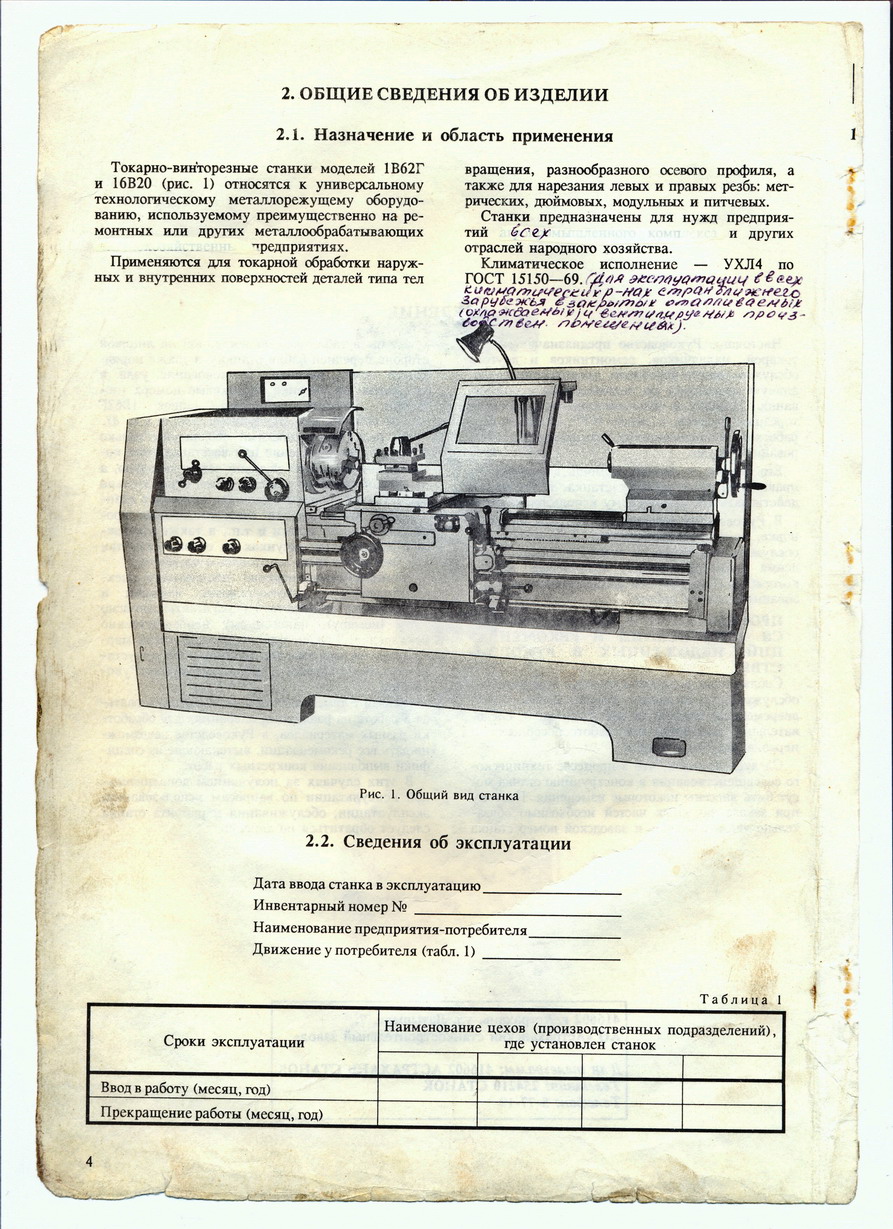
Назначение токарного станка по металлу 1В62Г
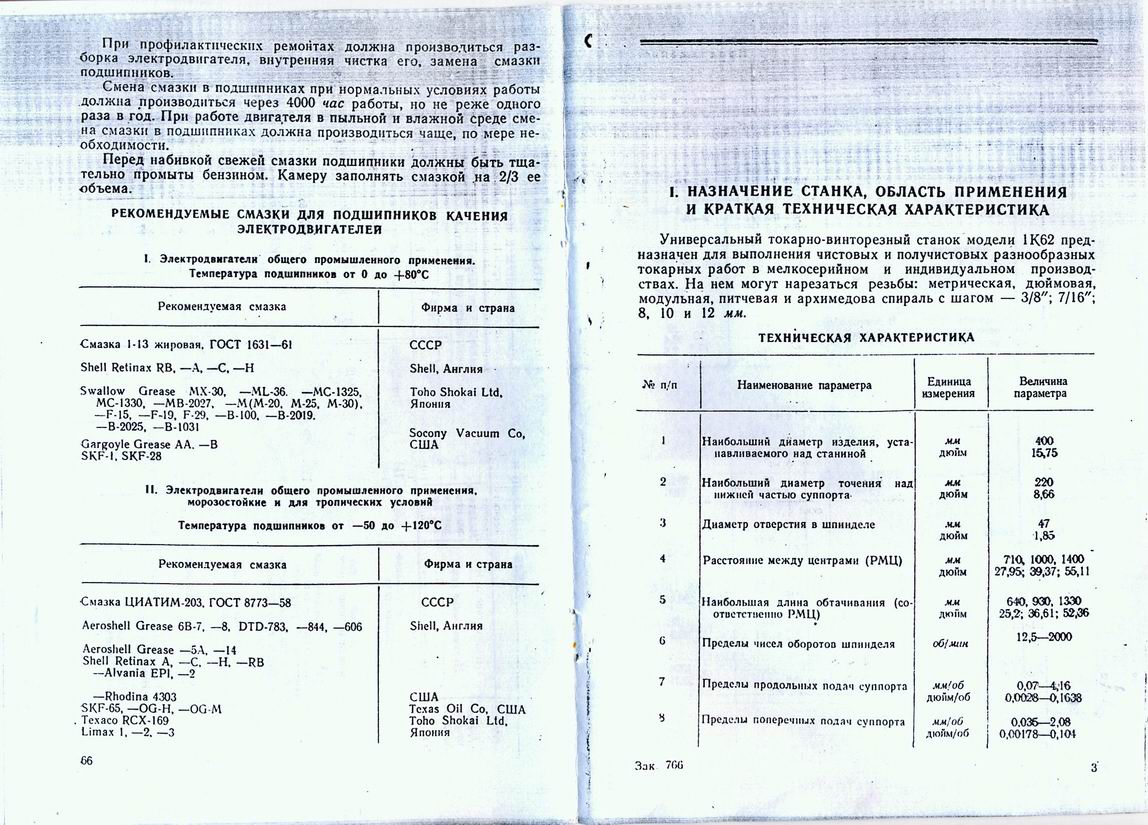
Токарно-винторезный станок 1В62Г российского производства служит для обработки металлических и неметаллических изделий, имеющих тело вращения, диаметром до 445 мм и длиной до 1000 или 1500 мм взависимости от модификации. Данное оборудование находит широкое применение в ремонтных службах предприятий машиностроения, сельского хозяйства, транспорта и других, а также в учебных классах школ и порофтехобразовательных учреждений. Станок 1В62Г является универсальным и способен выполнять большой объем токарных работ, таких как: наружное и внутреннее точение цилиндрических и конических поверхностей, растачивание, сверление и развертывание вдоль осевой линии, нарезание метрической, питчевой, модульной и дюймовой резьб резцами и метчиками. Заготовки на станке устанавливаются в центрах и патроне.
Особенности и преимущества токарных станков 1В62Г
- Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью;
- Наличие выемки в станине увеличивает технологические возможности станка и позволяет обрабатывать детали типа диск и фланец диаметром до 620 мм;
- Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента;
- Шпиндель смонтирован на точных подшипниках качения;
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивает длительный срок службы и повышенную точность обработки.
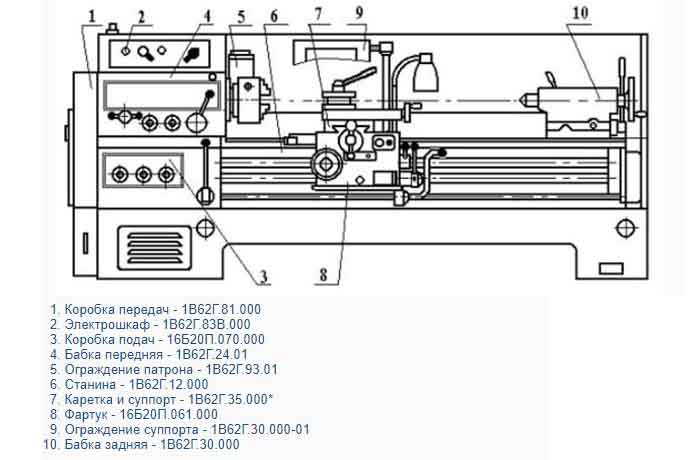
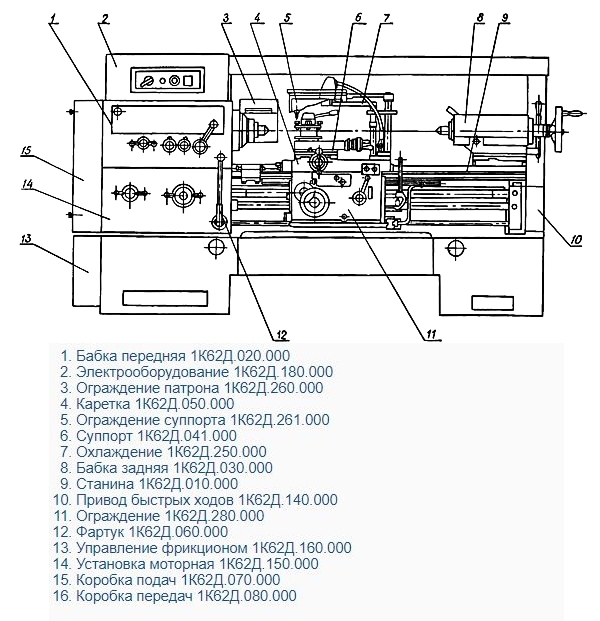
Перечень основных частей токарного станка по металлу 1В62Г
- Коробка передач – 1В62Г.81.000
- Электрошкаф – 1В62Г.83В.000
- Коробка подач – 16Б20П.070.000
- Бабка передняя – 1В62Г.24.01
- Ограждение патрона – 1В62Г.93.01
- Станина – 1В62Г.12.000
- Каретка и суппорт – 1В62Г.35.000*
- Фартук – 16Б20П.061.000
- Ограждение суппорта – 1В62Г.30.000-01
- Бабка задняя – 1В62Г.30.000
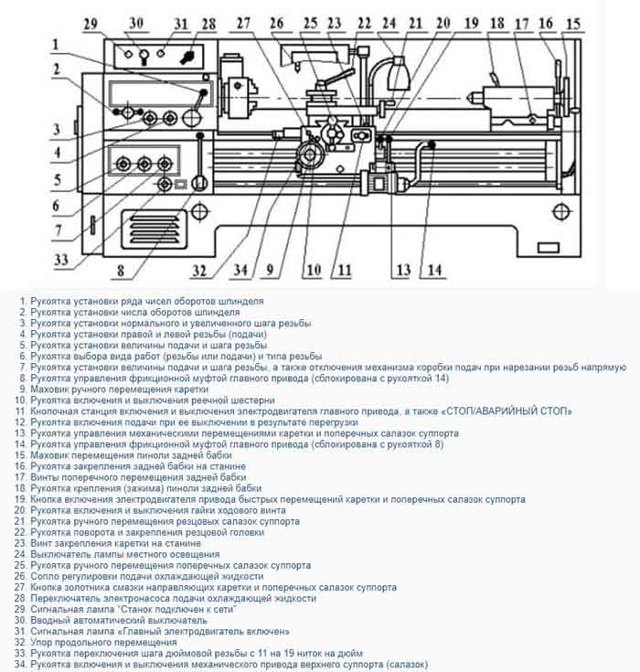
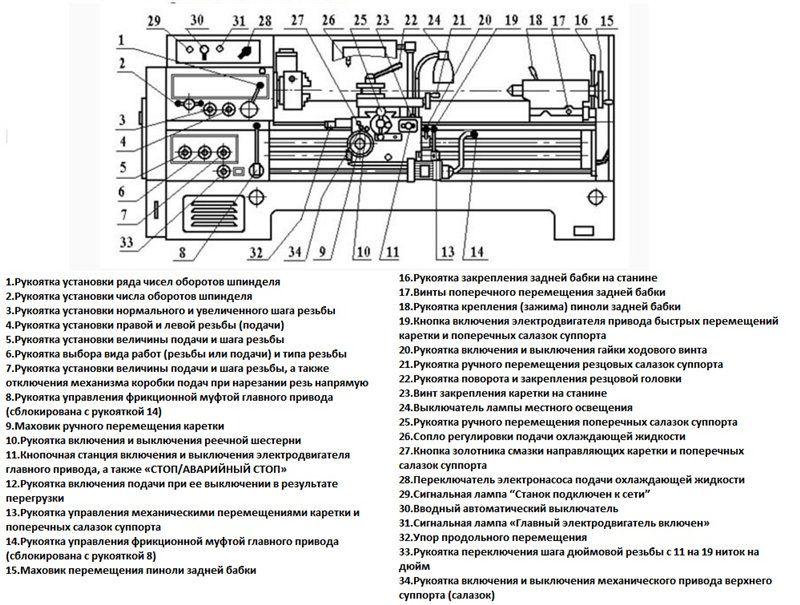
Перечень органов управления токарно-винторезным станком 1В62Г
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8)
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа “Станок подключен к сети”
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
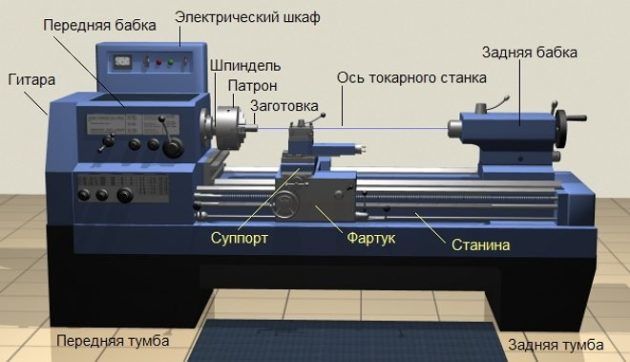
Детальное описание корпуса
Станина – выполнена из чугуна, отлитого в виде коробки, с поперечными П-образными рёбрами жёсткости. Она предназначена для установки основных узлов станка. Станина имеет направляющие плоской и призматической формы, по которым возможно перемещение задней бабки и каретки с суппортом. Установка станины осуществляется на литое основание, которое состоит из следующих элементов:
- правой тумбы (содержит в себе накопительную ёмкость для смазочно-охлаждающего материала и насос системы снижения температуры);
- левой тумбы (в ней размещён электрический двигатель, сборник для масляной жидкости и насос системы смазки);
- корыта, соединяющего тумбы.
Передняя бабка – устанавливается на левом окончании станины, и содержит следующие элементы:
- коробка скоростей с ручным управлением, которая предназначена для передачи шпинделю частот прямого, обратного и ускоренного вращения;
- шпиндельный узел – это полый вал, расположенный на подшипниках качения.
- Коробка подач – размещается на передней стенке станины под бабкой. Она необходима для подачи суппорта вдоль. Движущий сигнал от шпинделя переходит через систему увеличения шага, реверсивный механизм и гитару коробки передач к механизмам коробки подач. Затем они посылают двигательные действия на ходовой вал или винт.
- Суппорт – осуществляет рабочие и вспомогательные передвижения режущего инструмента вдоль и поперёк оси обрабатываемой заготовки, благодаря своему крестовому устройству. Также суппорт полезен при вытачке конусов.
- Задняя бабка – находится на станине станка с правой стороны и необходима для удержания правого конца детали при обработке, а также помогает закрепить режущий инструмент при осевом сверлении, обработке, развёртывании.
Преимущества и недостатки
Основными преимуществами агрегата являются:
- точность производимых рабочих операций и долгий срок эксплуатации установки, которые возможны за счёт обработанных термически и шлифованных зубчатых колёс, станин и валов;
- максимальная точность, которая возможна благодаря модифицированному подшипниками качения шпинделю;
- высокий показатель жёсткости станка становится возможным при наличии станины в виде коробки, в которую встроены шлифованные направляющие;
- длительная эксплуатация системы смазки фартука, коробок скоростей и подач обеспечивается самостоятельным функционированием перечисленных механизмов;
- специальное механическое разгрузочное приспособление позволяет задней бабке осуществлять плавное движение во время работы.

В качестве недостатков агрегата можно выделить:
- выемка под патроном (съёмная часть станины) выполнена недостаточно качественно, вследствие чего пользователю придётся постоянно настраивать или проверять её с индикатором;
- линейки станка имеют свойство покрываться ржавчиной и становятся нечитаемыми, что указывает об их плохом качестве;
- переключение скоростей ручками осуществляется недостаточно точно.
голоса
Рейтинг статьи
Какие главные отличия модели 1а62?
До изготовления станка 1а62г существовали и другие модели, однако, в новой модели станка доступно больше функций и операций. Модель 1а62, отличается от раннего выпуска модели 1Д62М, следующими доступными функциями:
- Максимальная скорость вращения шпинделя увеличена приблизительно до 1200 оборотов в минуту.
- Доступна скорость в прямом и в обратном обороте.
- Мощность и сила электродвигателя максимально улучшена до 7 кВт.
- Передача пропорционально заменена клиноременной вместо стандартного плоского ремня.
- Число и количество оборотов можно легко установить с помощью трех рукояток.
- Передний шпиндель расположен в специальном двухрядном подшипнике, который способен регулироваться.
- Чтобы коробка передач и другие механизмы не загрязнялись, паз закрыт специальным приспособлением, который помогает улучшить смазку.
- Работа задней бабки улучшена, а благодаря этому качество производства на высшем уровне.
- На специальном фартуке установлен лимб, который стабилизирует продольную подачу и улучшает качество ее функциональности.
- Коробка передач стабильно допускает прямое включение, благодаря этому нарезка проводится точно и практически без промахов.
- Неподвижный упор укреплен намного мощнее и сильнее, то есть вероятность повреждений и поломок низка.
- В задней части станка установлен охладитель, который охлаждает оборудование и улучшает качество резьбы и производства в целом.
Еще на станке расположена специальная канавка для предохранителя, которая не позволяет спадать патрону даже в том случае, если останавливается само оборудование.
Расшифровка, обозначения и модификации
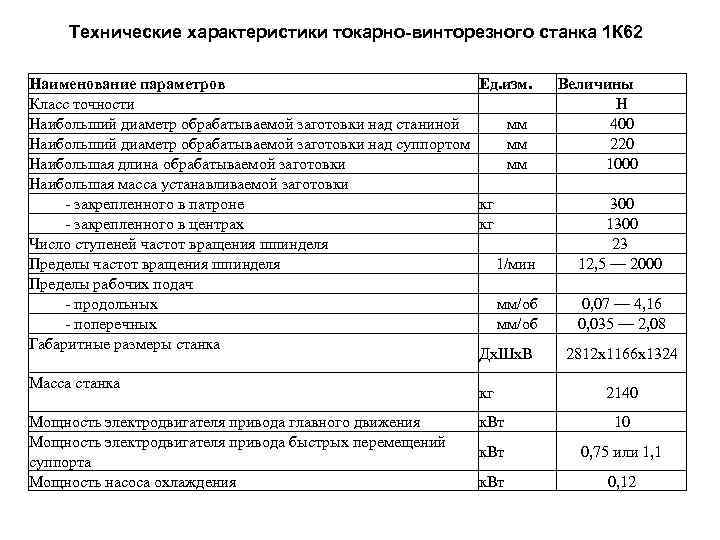
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 — собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.
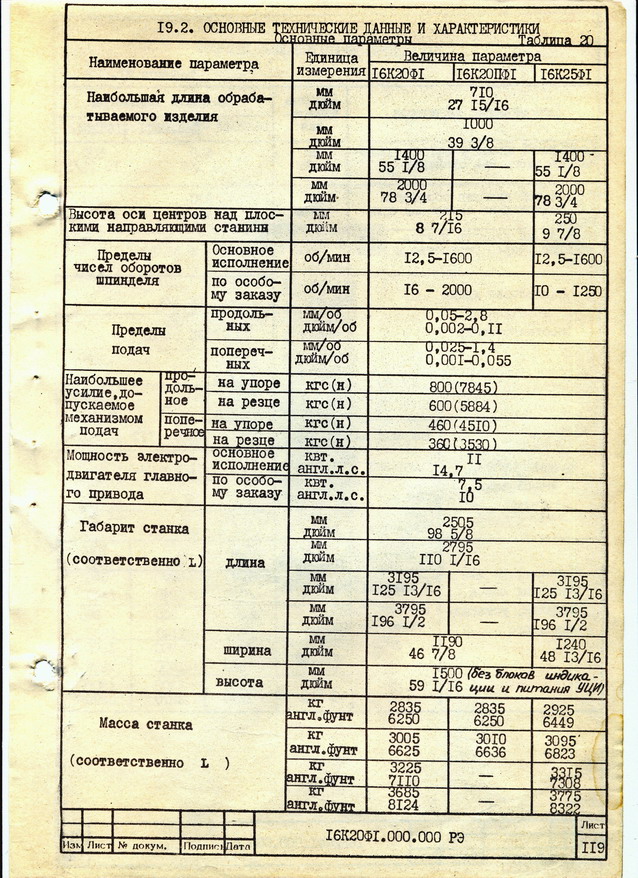
Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины — 2160, 2293 и 2401 кг.
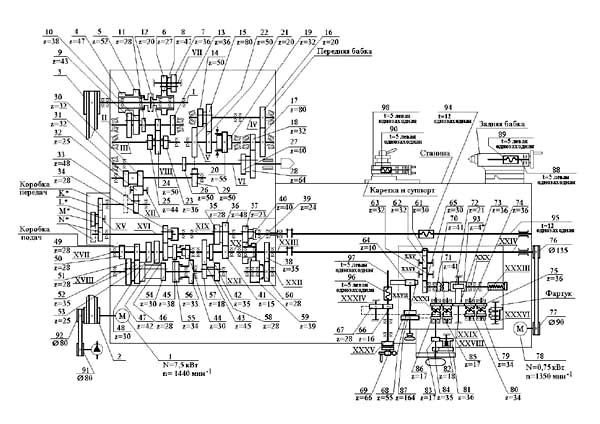
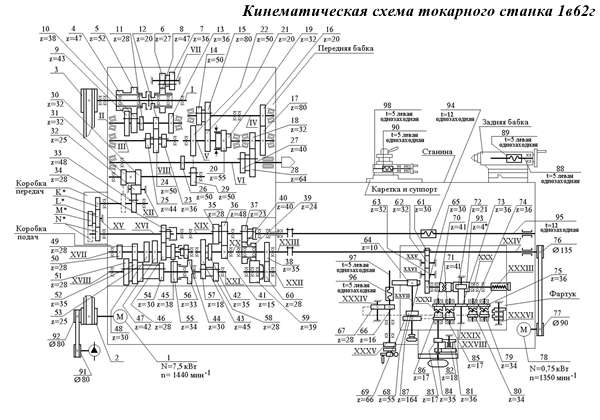
Кинематическая схема токарно-винторезного станка 1К62
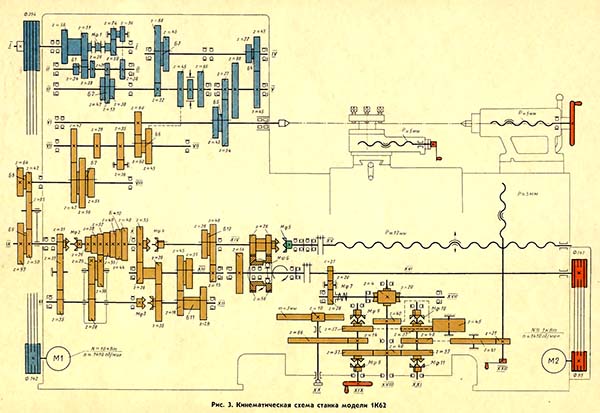
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
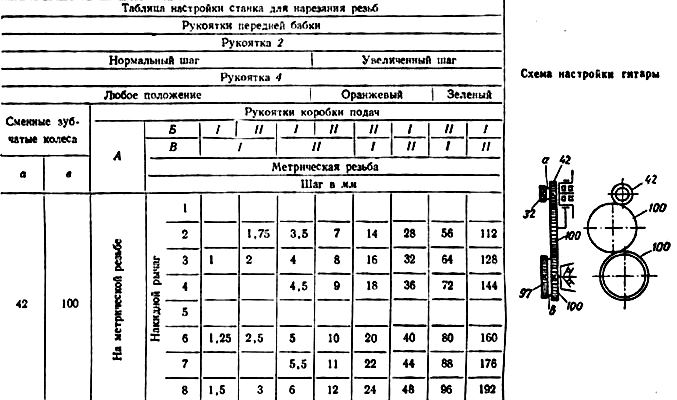
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
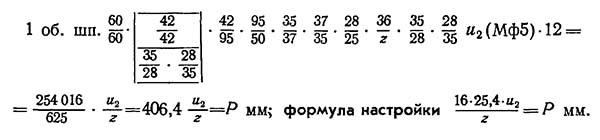
Уравнение баланса винторезной цепи запишется так:
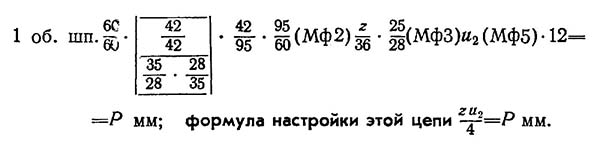
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
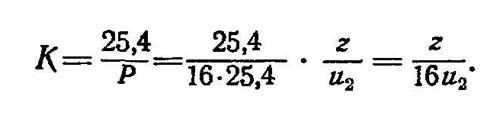
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:

Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
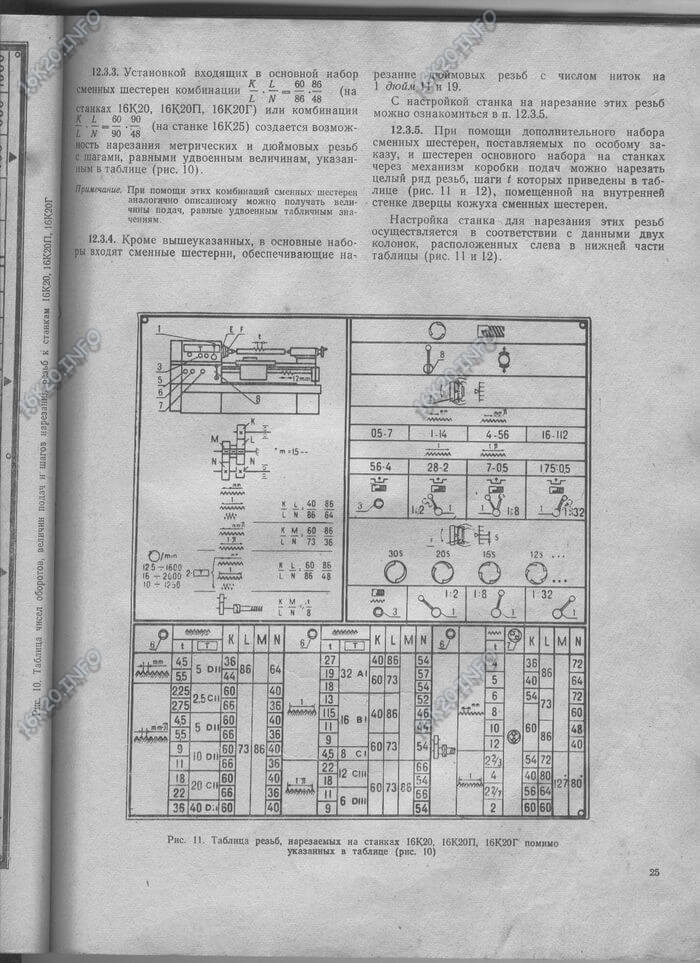
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Кинематическая схема
В движение можно запускать не только основной привод, но и вспомогательные. Последних используется сразу несколько:
- Суппорт подводится с большей скоростью.
- Реверс оборотов, и так далее.
Клинноременная передача принимает участие в таком процессе, как вращение шпинделя. В движении так же используются различные виды шкивов. Вращение шпинделя организуется от коробки скоростей, проходит по шестерням. Суппорт движется благодаря передаче энергии от коробки скоростей, через вал. Существует синхронная связь с коробкой скоростей, при помощи шестерёнок и промежуточных валов.
Скачать схему в полном размере
Специальный масляный резервуар расположен в левой тумбе у станины. В резервуаре так же встроенный масляный насос, который отвечает за подачу жидкости к основным механизмам. Насос для воды тоже устанавливается внутри тумбы, только с правой стороны. Она стекает, а потом собирается в нижней нише, которой станок снабжается в обязательном порядке. Эта же часть используется в качестве основания при установке станины.
С поверхностью станины соединяют двигатель, передающий движение суппорта. В монтаже используются кронштейны. Винт и ходовой вал становятся основными деталями при движении суппорта, а сами детали прикрываются специальным кожухом. Верхняя каретка перемещается в нужном направлении перед тем, как начинается обработка деталей с диаметром до 455 миллиметров.
Главное – выполнить заранее несколько действий перед началом работы. Сначала снимается специальный защитный мостик. Сам он крепится на направляющих частях станины, при помощи потайных болтов и штифтов.
Самые распространённые дефекты, от которых требуется защищать сам мостик:
- Вмятины.
- Сколы.
- Забоины.
Для хранения рекомендуется использовать подставки из дерева или алюминия. Под направляющей располагают рейку, собранную из нескольких частей. Во время работы суппорт движется как раз при участии такой детали.

Схема электрическая принципиальная токарного станка 1А62Г
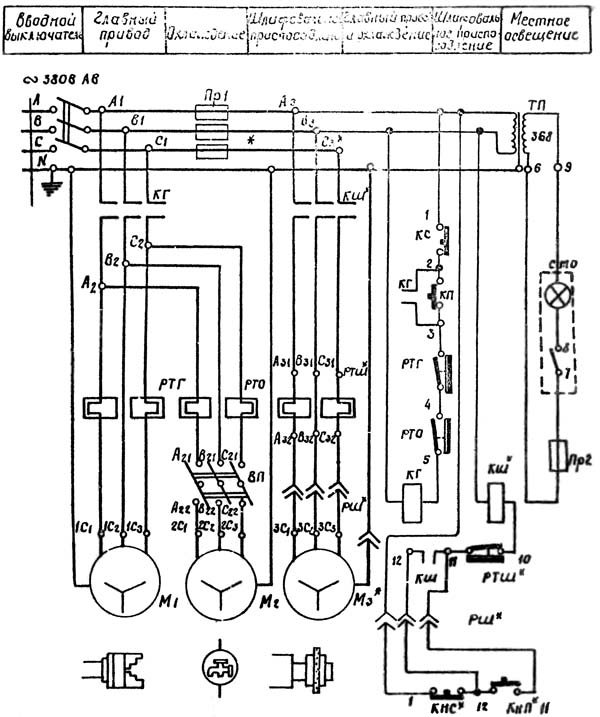
Электрическая схема токарного станка 1а62г
Общие сведения об электрооборудовании токарного станка 1А62г
Электрооборудование предназначено для подключения станка к трехфазной сети переменного тока с глухо-заземленным или изолированным нейтральным проводом.
На стачке применяются следующие величины напряжения переменною тока:
- силовая цепь – 50 Гц; 380 В
- цепь управления – 50 Гц; 380 В
- цепь местного освещения – 50 Гц; 24 В
На станке установлены два трехфазных короткозамкнутых асинхронных электродвигателя. На поставляемом по отдельному заказу за особую плату шлифовальном приспособлении также устанавливается трехфазный короткозамкнутый асинхронный электродвигатель.
Электроаппаратура станка смонтирована, в основном, на панели, расположенной в нише станины с задней стороны станка. Ниша закрыта крышкой с замком под спецключ, поставляемый со станком.
Для обеспечения высокой надежности в работе и возможности обслуживания электрооборудования станка специалистами средней квалификации, вся релейно-контакторная аппаратура имеет простую конструкцию и испытана многолетней эксплуатацией в различных условиях.
Освещение рабочего места производится смонтированным на каретке станочным светильником с гибкой стойкой и встроенным выключателем.
Органы управления токарным станком 1А62г
С лицевой стороны станка расположены следующие органы управления:
- трехфазный автоматический выключатель с максимальными расцепителями тока, служащий для подключения и отключения станка от питающей сети, а также для защиты электрооборудования от токов короткого замыкания
- переключатель для включения и отключения электродвигателя насоса подачи охлаждающей и смазывающей жидкости (СОЖ)
- кнопочная станция для пуска и останова электродвигателя главного привода
Кнопочная станция для пуска и останова электродвигателя шлифовального приспособления установлена на корпусе приспособлений.
Выключатель светильника местного освещения расположен на отражателе лампы накаливания.
Описание работы электросхемы токарного станка 1А62г
Пуск электродвигателя главного привода Ml осуществляется после включения вводного автоматического выключателя АВ нажатием кнопки «Пуск» КнП, которая, замыкая цепь катушки контактора магнитного пускателя КГ, переводит его на самопитание, тем самым обеспечивая подвод электроэнергии к электродвигателю.
Останов электродвигателя главного привода Ml осуществляется нажатием кнопки «Стоп» КС, которая размыкает цепь катушки контактора КГ, что приводит к размыканию контактов пускателя и обесточиванию электродвигателя. Управление электродвигателем шлифовального приспособления МЗ* осуществляется аналогично кнопками КнП и КнС.
Пуск и останов электронасоса охлаждения М2 осуществляется выключателем пакетным ВП.
Работа электронасоса М2 сблокирована с электродвигателем главного привода Ml и включение его возможно только после замыкания контактов пускателя КГ, т. е. после включения электродвигателя Ml.
Защита электродвигателей главного привода Ml, электронасоса охлаждения М2, шлифовального приспособления М3* и трансформатора ТП от токов коротких замыканий осуществляется автоматическим выключателем АВ и предохранителями ПР.
Защита электродвигателей Ml, M2 и МЗ* от длительных перегрузок осуществляется тепловыми реле РТГ, РТО и РТШ*.
Нулевая защита электросхемы станка, предохраняющая от произвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей КГ и КШ*.
Подключение электрооборудования станка
Подключение и обслуживание электродвигателей станка производить согласно инструкции по монтажу и эксплуатации трехфазных асинхронных электродвигателей мощностью от 0,6 до 100 кВт в соответствии с «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей.
Перед подключением станка необходимо произвести монтаж электродвигателя Ml на подмоторной раме и провести регулировку величины натяжения ремней шкивов.
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.
- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.
- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.

Важно! Также, наличие электрических выключателей, для освещения рабочего места. Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя
И кнопки, отвечающей за пуск двигателя.
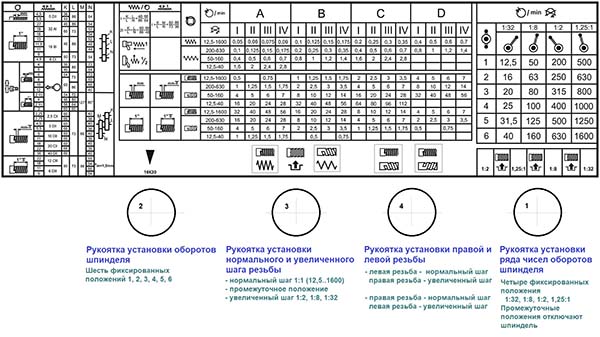
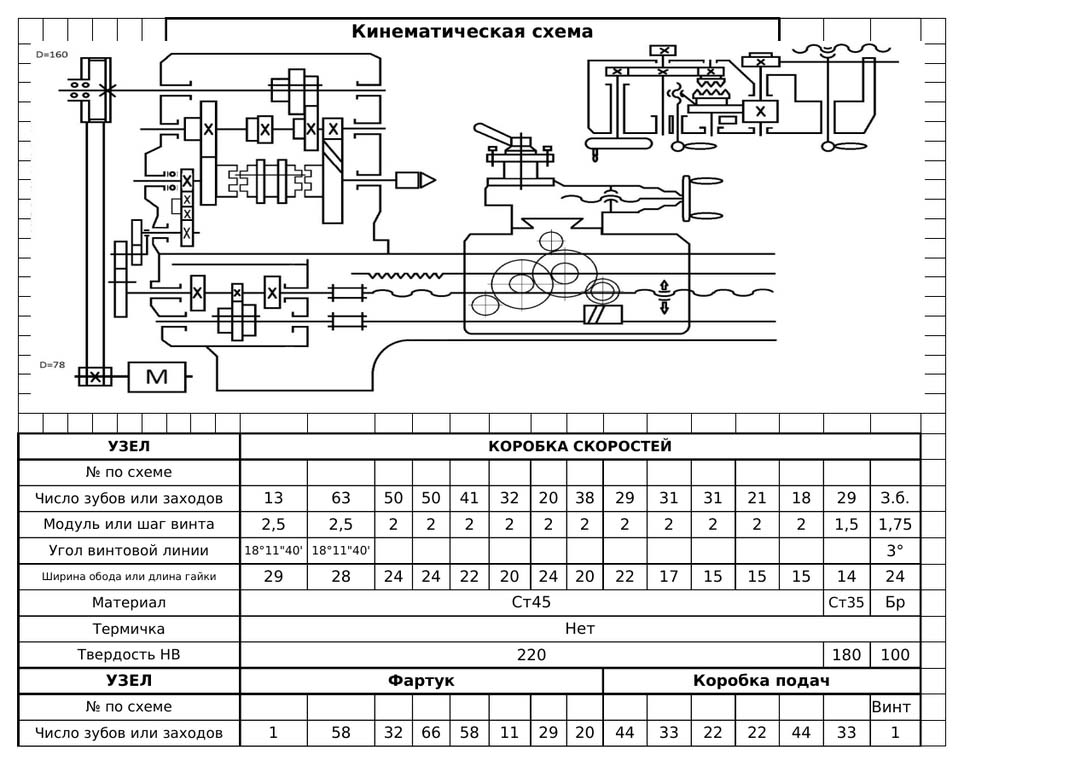
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.

Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
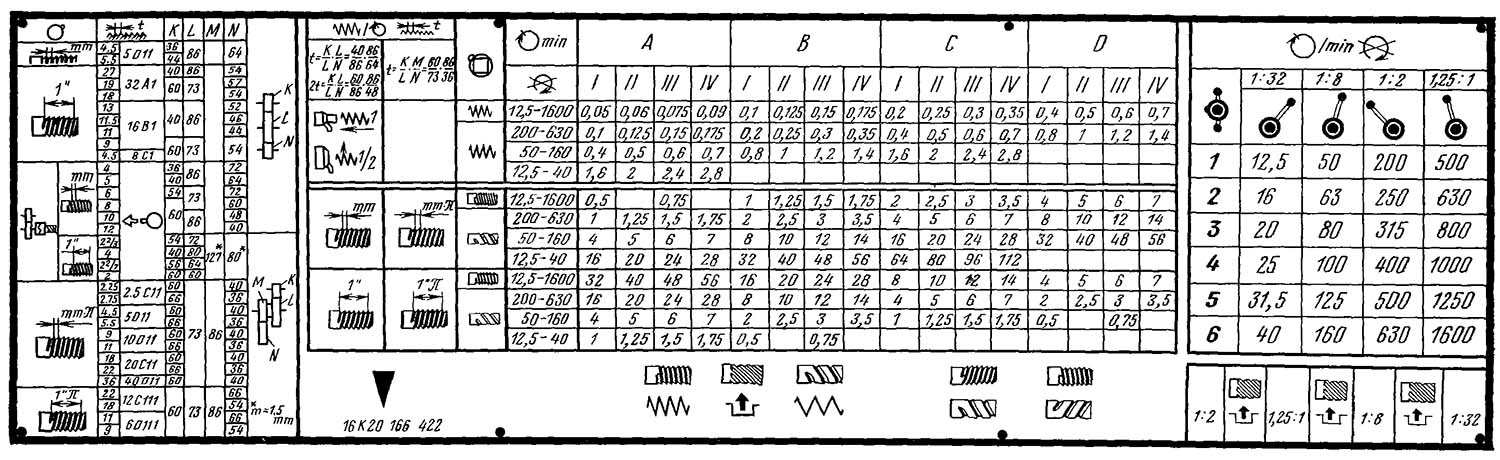
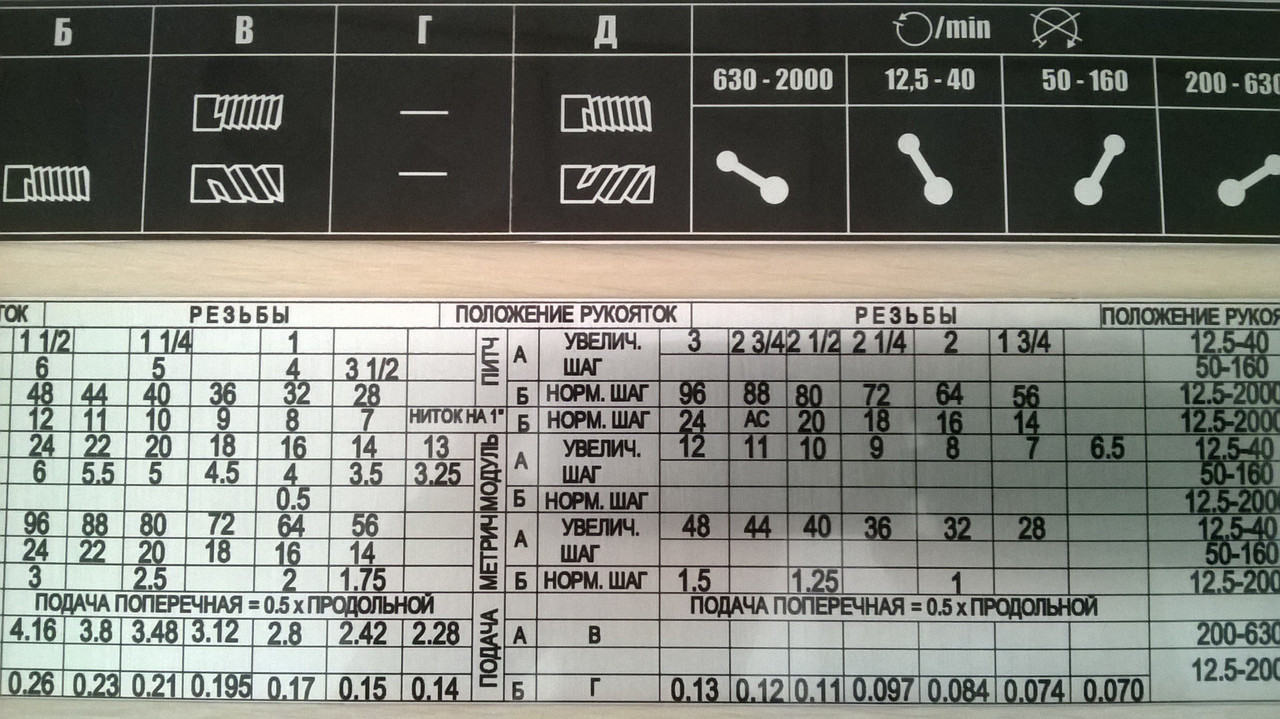
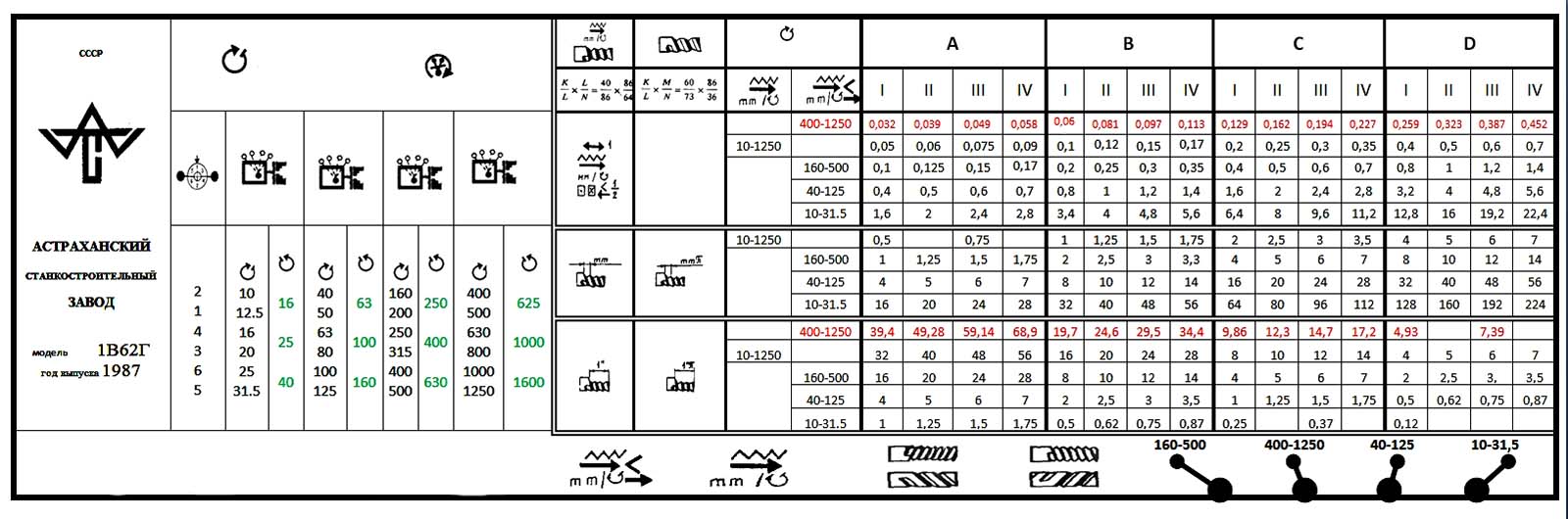


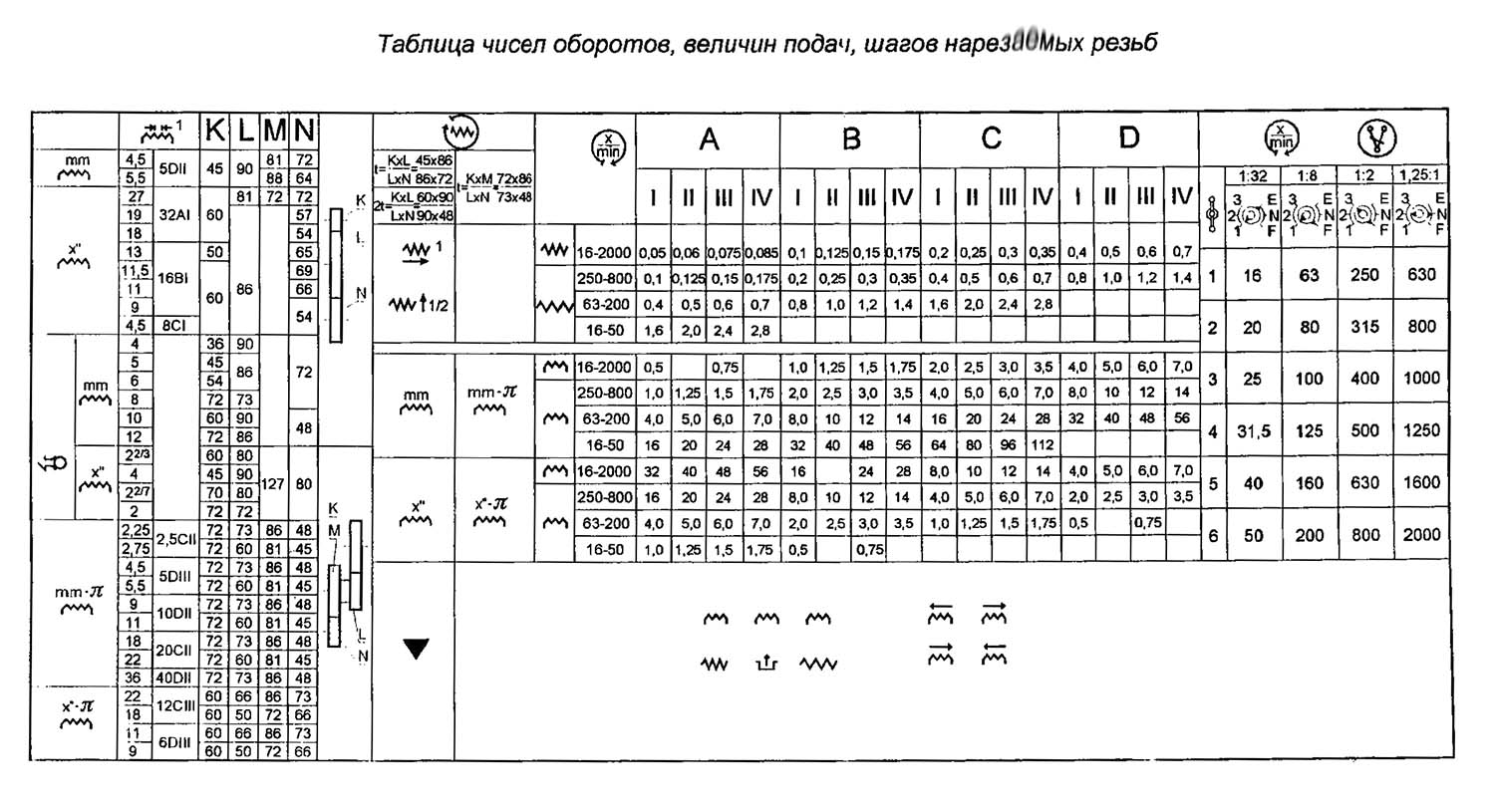

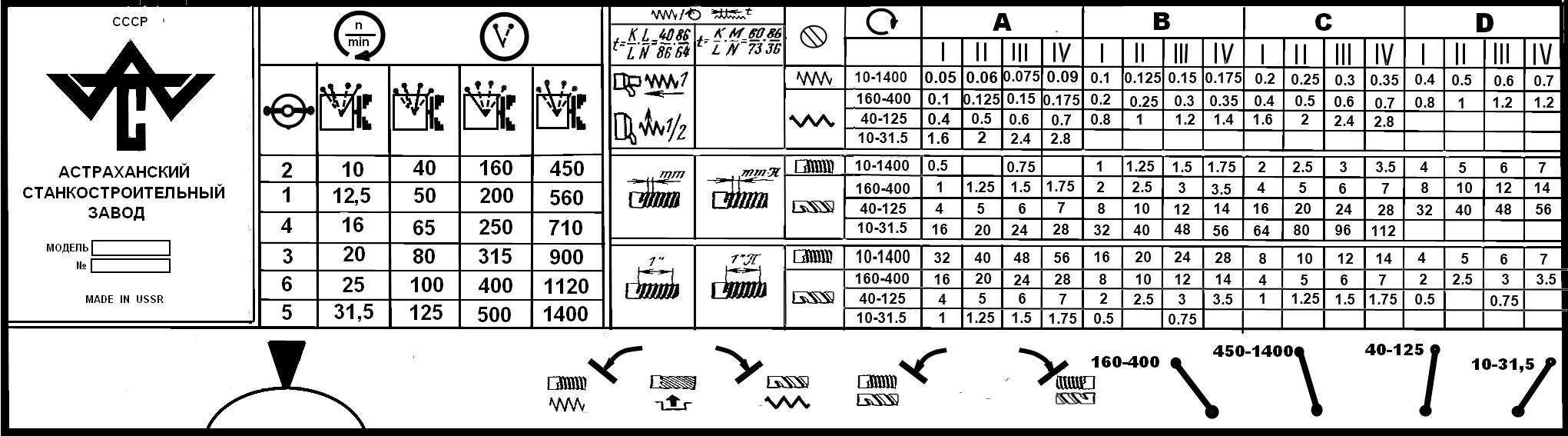
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.

Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
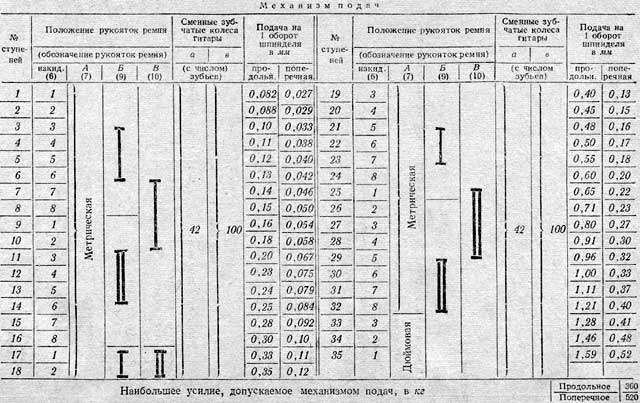
- Имеет продольные и поперечные подачи в количестве – 35 шт.
- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно! Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги. Что положительно сказывается на характеристиках работы:
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.
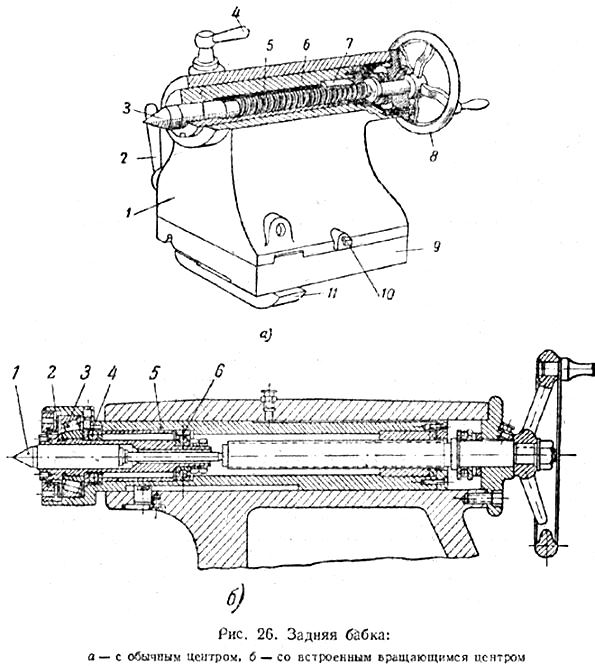
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.





