

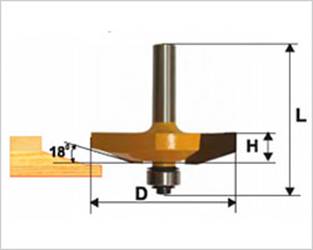
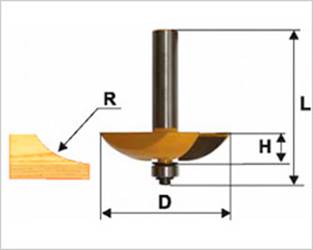
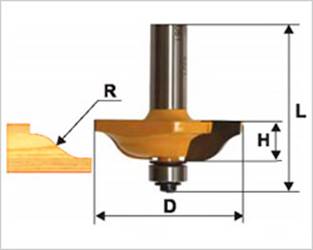
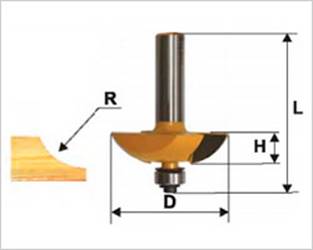
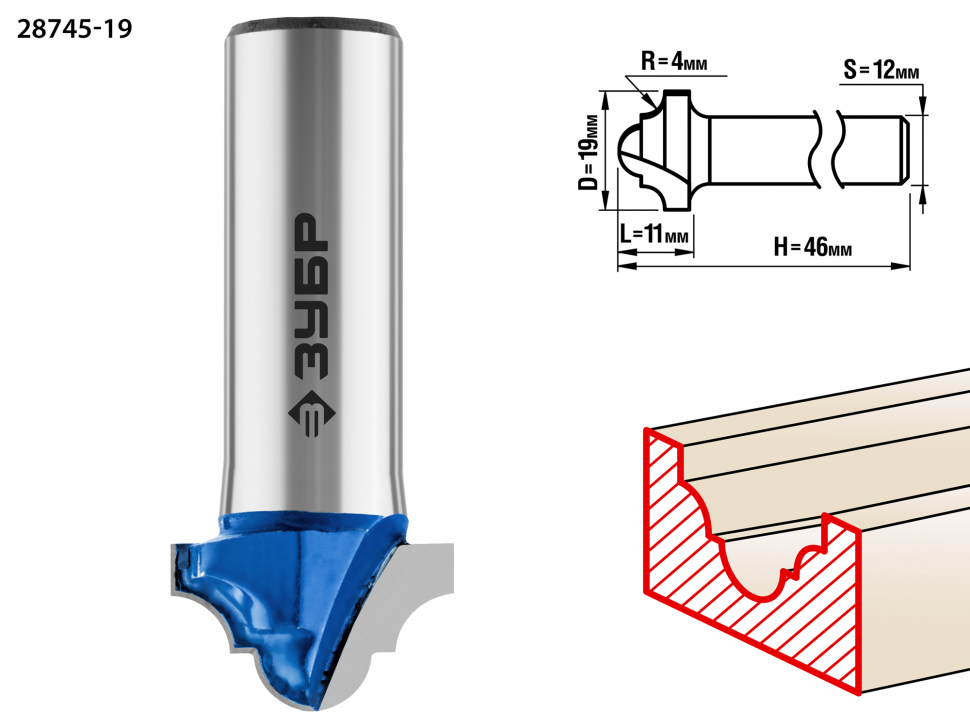
Фигирейные фрезы
Применяют инструмент при изготовлении филенок, а именно для декоративной обработки ребер деталей. Вся оснастка имеет упорный подшипник, закрепленный снизу. Фреза с подшипником может обрабатывать не только прямоугольные заготовки, но и фигурные. Следует знать, что инструменты для филенок имеют диаметр от 50 до 70 м, поэтому, чтобы их эффективно использовать, необходимо иметь аппарат с мощностью не менее 1500 Вт. Для бытового фрезера обработка филенки данным типом оснастки станет непосильной задачей.
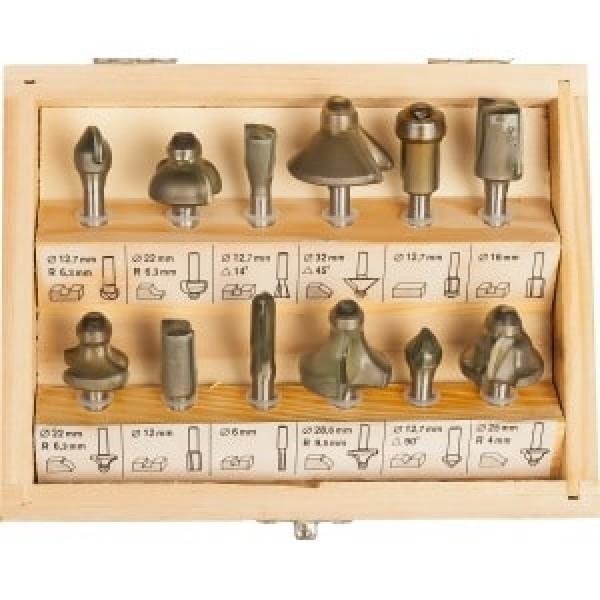
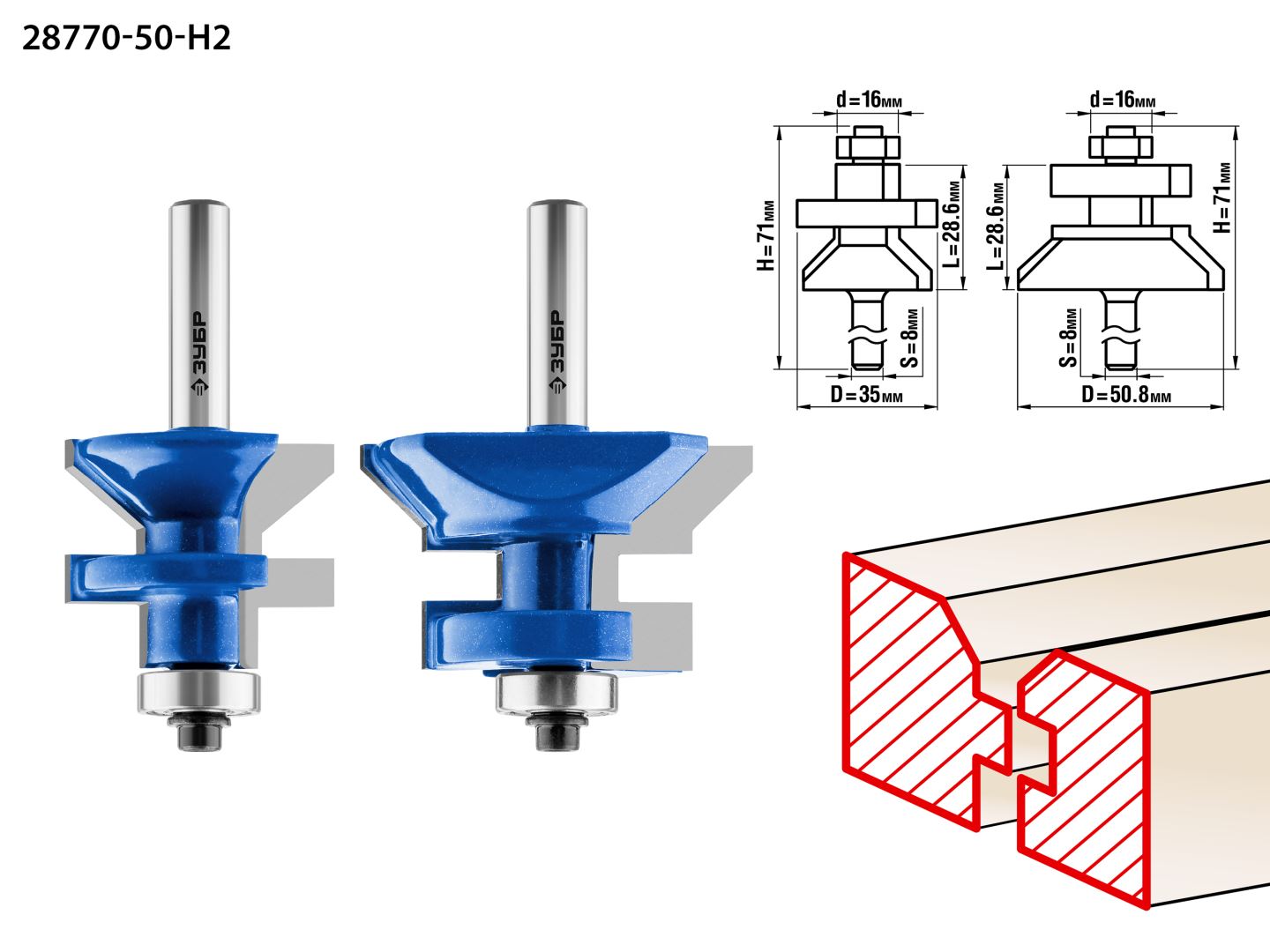
Для изготовления дверей ручным фрезером (имеется ввиду кухонных фасадов) потребуется приобрести специальный набор, состоящий из трех элементов.

В наборе имеются следующие фасадные фрезы: одна филенчатая и две оснастки для мебельной обвязки (профиль-контрпрофиль).
Горизонтальные
Применяют для предварительной обработки филенки. Чтобы сформировать шип для вставки в паз рамы, потребуется дополнительно обрабатывать кромку.
Чаще всего вертикальные фигирейные резаки используют для изготовления плинтуса.
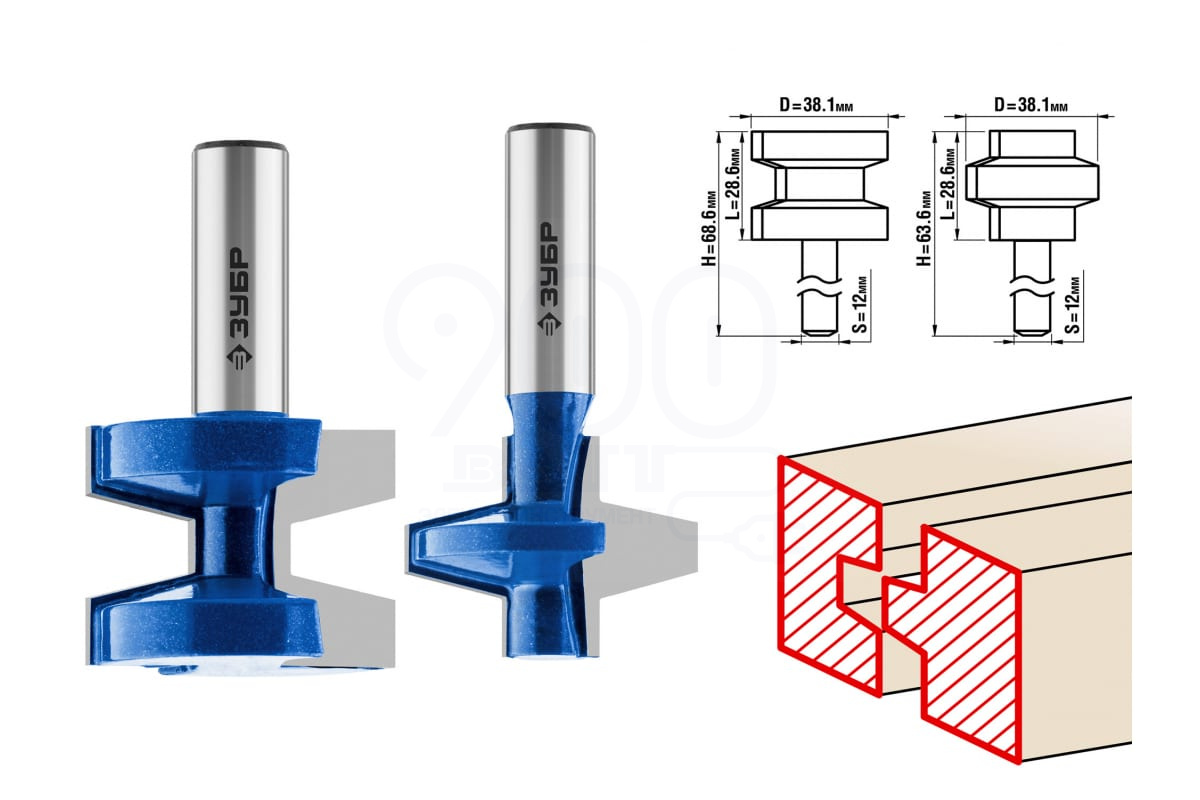
Горизонтальные двухсторонние
Данный тип оснастки заметно упрощает производственный процесс, поскольку за один проход инструмента на кромке появляется соединительный шип и часть филенки определенной конфигурации.

Кроме вышеперечисленных разновидностей оснастки, многие мастера применяют и самодельные фрезы. Обычно они представляют собой стандартные слесарные сверла, переточенные особым образом. Как это делается в домашних условиях, можно узнать из видео.
Зачем нужен фрезерный станок?
Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
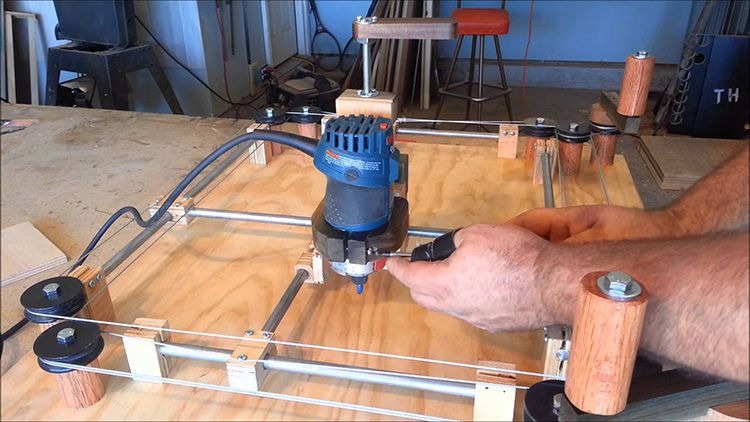
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Кромочные фрезы
Торцевые или кромочные фрезы — это одна из двух основных разновидностей, предназначенная для придания краю заготовки фигурного профиля. Они могут быть как простыми, образующими фаску или галтельный срез, так и весьма сложными по форме.
Кромочные фрезы часто также называют копировальными благодаря наличию упорного подшипника. В простейшей технике фрезеровки подшипник просто упирается в обработанный край заготовки, и фреза берёт захват строго на определённую глубину. При копировании подшипник упирается в шаблон, приложенный к заготовке плашмя, и таким образом фрезой задаётся не только профиль кромки, но и форма самой детали. Подшипник может быть расположен на самом кончике фрезы или в верхней её части у хвостовика. Встречаются также фрезы с двумя подшипниками.

По форме профиля торцевые фрезы отличаются наивысшим разнообразием среди прочих типов. Помимо декоративных кромок могут формироваться широкие спуски (фигирейная фреза), торцевые пазы (дисковая), выборки (фальцевая) и даже двухсторонние фигурные фаски. Отметим, что не все кромочные фрезы имеют упорный подшипник, но все фрезы с подшипниками — кромочные.
Концевые фрезы
Сегодня во всех домашних мастерских встречаются концевые фрезы по дереву. Их ключевая особенность заключается в расположении лезвий на торцовой части. Усилие передается за счет передачи осевой нагрузки. В результате применения этого варианта исполнения можно проводить получение различных выборок и пазов в древесине. На поверхности может быть расположено различное количество лезвий, за счет чего изменяется чистота обработки. Фрезы по дереву для ручного фрезера зачастую имеют монолитную конструкцию, но в продаже встречаются и составные варианты исполнения. В эту категорию включаются следующие варианты исполнения:
- Борфрезы.
- Торцевые.
- Спиральные.
- Сферические.
- Конусные.
- Профильные.
Все они могут применяться для получения пазов самой различной конфигурации. Их часто используют для получения шипа и паза. Именно поэтому подобный инструмент для дерева относятся к категории пазовых изделий.
Область применения рассматриваемой группы весьма обширна. Примером можно назвать нижеприведенный список:
- Получение пазов со сложной конфигурацией.
- Обработка торцевой поверхности.
- Украшение плоской или сложной поверхности дерева различными орнаментами.

Борфрезы применяются также для получения шарошак или отверстий с определенными параметрами. Требуется они для выполнения промежуточной операции. В некоторых случаях используется для доведения изделия до финального результата.


Виды по конструкции
Фреза как инструмент (резак) обладает первоначальными техническими характеристиками. Хвостовик и резцы – основные части фрезы. Наиболее высококачественными выпускаются инструменты из цельнолитой или цельновыточенной (кусковой, или брусковой) стали. Второй вариант изготовления фрез – совмещение определённых частей, их диффузное слияние методом сваривания или спайки. Оба метода легко достижимы в условиях производства – первый демонстрирует большую износостойкость, а из-за сложности выточки, гравировки он более дорогостоящий, чем второй.
Цельнолитые фрезы выдерживают большую нагрузку, неприхотливы при длительной работе. Фреза-монолит выплавляется из твердосплавной стали: показатель твёрдости по шкале Роквелла примерно равен 60 единицам. Режущая часть фрезы после литейных работ затачивается при помощи других, более твердосплавных и прочных фрез, либо на специальном затачивающем станке.
У сборной фрезы режущая часть, выполненная из высокопрочной и твёрдой стали, напаяна или точечно вварена на «болванку». По сути, при заметном перегреве пайка может развалиться, что сразу же бросается в глаза при ровном изломе. Сломанную фрезу можно запаять самостоятельно, используя более тугоплавкие припои (не путать с оловянно-свинцовыми) и специальный паяльник, но по прошествии некоторых сеансов работы режущая часть отвалится повторно.
Ручной станок требует использования фрез с добавлением медно-серебряных включений – такой резак является более качественным, чем простой стальной, по твёрдости цветмет значительно уступает стали. Удобство сменяемости наконечников оценят мастера, чья работа поставлена на широкий поток. Быстросборные фрезы дают возможность установить на одну болванку режущие части двух и более типов. Такая сборка со сменными ножами применяется при выполнении более сложных работ по вытачиванию деталей.
Пазовые фрезы
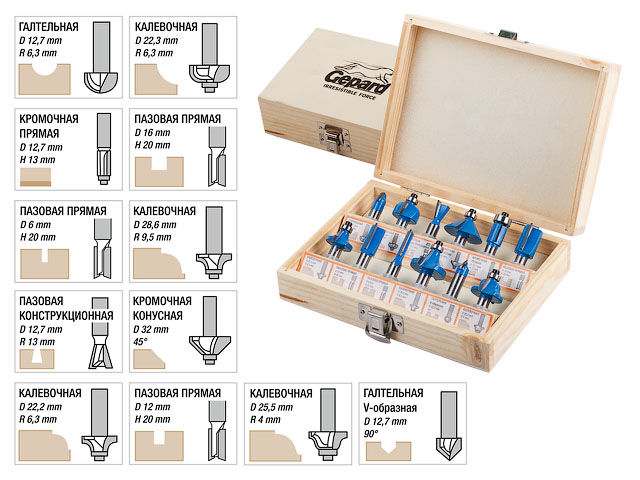
Часто требуется провести работу по образованию пазов. Применяемая пазовая фреза по дереву может иметь различную форму, классификация выглядит следующим образом:
Галтельные зачастую приобретают для получения пазов полукруглой формы. Они также весьма распространены, могут иметь различную форму и размеры. Чаще всего этот вариант исполнения применяется для декоративной отделки кромок и торцов. Зачастую при создании продукции наносятся сложные рисунки.
Конические сегодня получили весьма широкое распространение, так как могут применяться для получения резьбовых витков с различными параметрами. Подобные фрезы для дерева также изготавливаются при применении самых различных материалов.
Спиральные. Подобный вариант исполнения во многом напоминает концевые элементы. Ключевой особенностью назовем выраженную режущую кромку, которая расположена со внешней стороны
Если уделить внимание форме режущей поверхности, то она напоминает сверло.
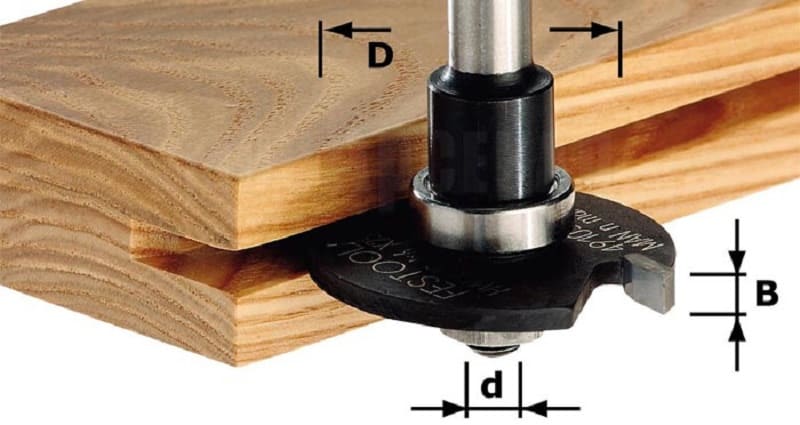
Есть и фрезы пазовые для бруса, которые применяют для получения Т-образного паза.
Пазовые прямые подходят для получения паза, который имеет прямоугольное усечение. В этом случае подшипник может устанавливаться в верхней или нижней части
В большинстве случаев диаметр подшипника совпадает с диаметром инструмента. За счет этого он расположен заподлицо с режущей кромки. Существенно расширить область применения механизма можно за счет установки подшипника с большим или меньшим диаметром.
Комбинированные могут использоваться для получения соединительных элементов. Примером можно назвать получение шипа и паза. Стоит учитывать, что комбинированные варианты исполнения получили широкое распространение. За счет одного прохода получается оба требующихся профиля. Именно поэтому получаемое соединение характеризуется высокой надежностью. Однако, усложнение подобной оснастки для фрезера становится причиной увеличения стоимости.
Фреза по дереву чаще всего изготовлены в монолитном виде. Однако, встречаются также варианты исполнения со сменной режущей кромкой.
Копировальные и прямые сегодня встречаются крайне редко, но некоторые производители все же включают их в набор. Подшипник может быть расположен самым различным образом, классификация проводится по типу и количеству режущих кромок, их размеры
Галтельные насадки сегодня встречаются крайне часто, основная часть имеет закругленную форму. При применении подобного варианта исполнения можно получить паз формы «U». За счет этого углы скругляются. Чаще всего подобный паз делают для шпонок при создании различных механизмов из дерева.
Технические характеристики ручного фрезера по дереву
Изучение особенностей и технических характеристик изделия упростит выбор нужной модели.
Мощность и скорость вращения шпинделя
Если вы покупаете станок для небольших объёмов работ, не стоит гнаться за слишком высокой мощностью.
Кроме того, мощный двигатель сильно утяжелит прибор. В другой стороны, если небходим большой объем работ, более «сильная» модель прослужит значительно дольше и не подведет в ответственной ситуации.
 Если нет возможности выбрать мощный агрегат можно увеличить скорость вращения инструмента.
Если нет возможности выбрать мощный агрегат можно увеличить скорость вращения инструмента.
Скорость вращения — один из главных параметров выбора инструмента. Для ручного инструмента он может варьироваться от 7–24 тыс. об/мин. Этот показатель влияет на типы работ, которые сможет выполнять инструмент. К примеру, чем выше скорость оборотов, тем проще будет сделать качественную гравировку или обработать стекло. Чем ниже скорость оборотов, тем меньше вероятность глубокого пропила.
Рабочий ход фрезы и дополнительные опции
Рабочий ход – это, грубо говоря, шаг фрезы, которую она может пройти за один раз. В самых дорогих моделях он редко превышает 6−7 см. Такую функцию на практике редко используют. Обычно углубления делают в несколько шагов.
 Чтобы работа ручным фрезером по дереву была более удобной и точной, обычно используют дополнительные приспособления.
Чтобы работа ручным фрезером по дереву была более удобной и точной, обычно используют дополнительные приспособления.
Одно из таких интересных приспособлений — параллельный упор, который помогает точно наметить рез фрезы относительно края заготовки.
Внешне такая конструкция состоит из двух штанг, которая укладывается на станину и специальные лапки позволяют двигать рамку.
 Еще одним приспособлением, которым часто оснащают как вертикальный фрезер, так и ручной электроинструмент горизонтального типа, является копировальное кольцо.
Еще одним приспособлением, которым часто оснащают как вертикальный фрезер, так и ручной электроинструмент горизонтального типа, является копировальное кольцо.
Эта металлическая пластина c бортиком которая определяет траекторию перемещения головки фреза. Пластина скользит по базовой поверхности опираясь на кромку шаблона.
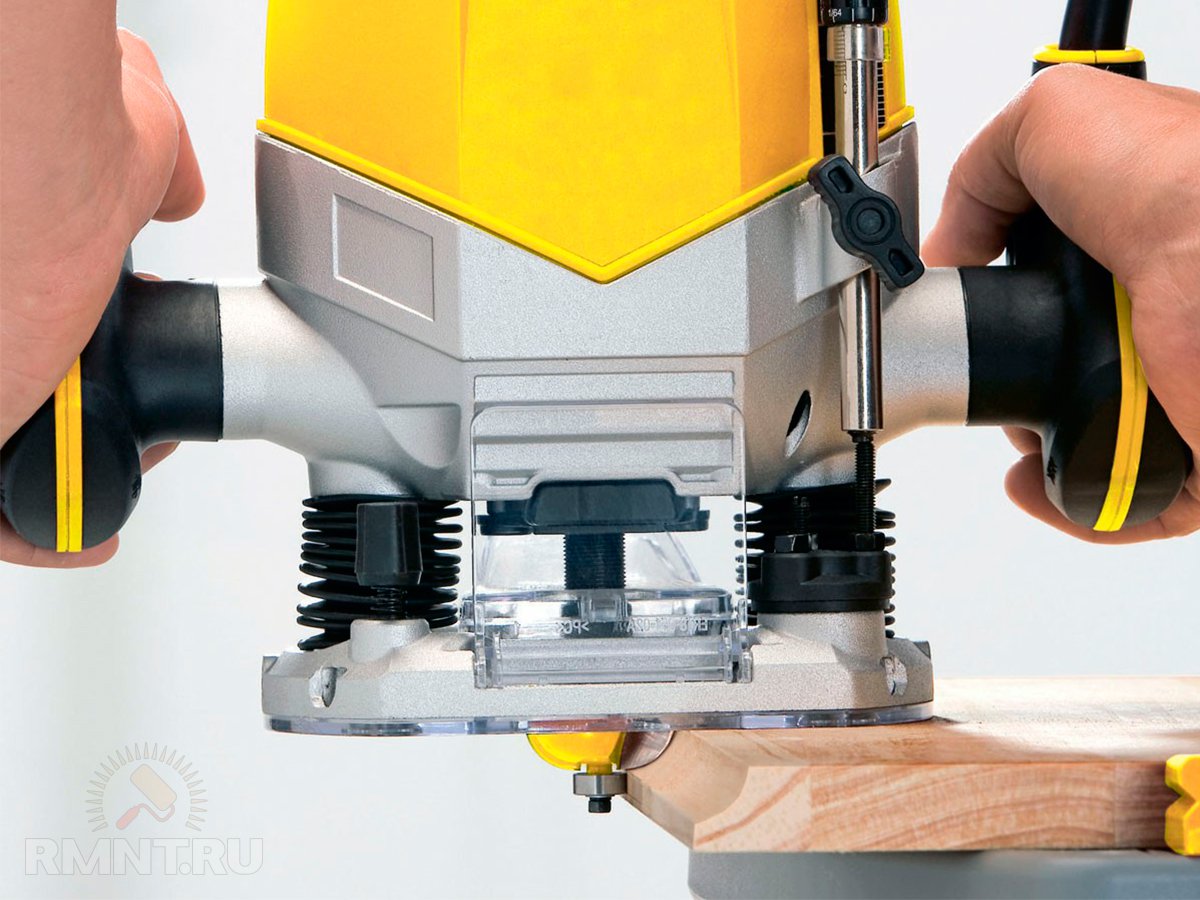
Конструктивные особенности основных узлов ручного фрезера по дереву
Ручной фрезер состоит из движка с мотором, который спрятан в специальном корпусе. От движка идут миниатюрный патрон, на который насаживается фреза. Ее приводит во вращение мотор. Прибор снабжен специальными ручками, а в качестве упора используется пластина. Вся конструкция напоминает перевернутую «носом» вниз дрель.
 Конструктивные особенности ручного фрезера по дереву.
Конструктивные особенности ручного фрезера по дереву.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.
Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла
На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.
Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F
Разновидности ручных фрезеров
1. Погружной фрезер
В этом инструменте предусмотрено основание и две вертикальные штанги. Фреза направлена вертикально вниз. При обработке фрезер при помощи надавливания опускается вниз, а после окончания он поднимается обратно. В основании имеется отверстие, через которое фреза может выполнять обработку материала. Этот инструмент позволяет выполнять сверление отверстий, делать обработку замкнутых контуров, закругление краёв. У такого типа фрезеров есть еще названия: вертикальный или штанговый.
Погружные фрезеры
2. Кромочный
фрезер
Его корпус выполняет функцию ручки, которую держат одной рукой. У основания фрезы имеется упор, расположенный перпендикулярно. Может применяться как в вертикальном, так и в горизонтальном положении. В процессе использования такой фрезер основанием прижимают к обрабатываемой детали и выполняют обработку кромки деревянной детали. Применяется для создания пазов, прорезывания канавок или снятия фаски. Его устройство позволяет выполнять операции, требующие высокой точности. Еще такие фрезеры называют «окантовочный фрезер» и «триммер».




Кромочные фрезеры
3. Ротационный
фрезер
Его изготавливают в зауженном корпусе. Этот тип
инструмента отличается высокой скоростью вращения. Его применяют для создания
отверстий и выборки пазов. Его используют не только для работы с деревом, но и
для ламината, плитки, гипсокартона и некоторых других материалов.
С помощью ротационного фрезера можно выполнять
декоративную обработку материала. Такие устройства имеет небольшой вес, что
позволяет мастеру тратить меньше усилий в процессе работы. Для определения
глубины выполнения фрезерования предусмотрен регулировочный винт. Некоторые
модели обеспечивают защиту от распространения пыли в процессе работы.
Ротационные фрезеры
4. Ламельный
фрезер
Этот инструмент предназначен для создания пазов различной формы. Он сделан таким образом, чтобы корпус можно было держать в одной руке. Имеется также ручка для другой руки. Предусмотрен упор, который расположен параллельно фрезе. С помощью этого инструмента обрабатывают кромки деревянных деталей. Сечение создаваемого паза зависит от формы фрезы.
Ламельные фрезеры
5. Присадочный
фрезер
Основное предназначение такого фрезера — использование для создания шкантовых соединений, которые применяются для соединения элементов при сборке мебели. Представляют собой деревянные небольшие шипы и отверстия для них, сделанные на соответствующих деталях для сборки.
Присадочные фрезеры
Как выбрать ручной фрезер
Покупая такой фрезер нужно помнить, что инструмент
приобретается на много лет, и к его выбору нужно отнестись очень внимательно.
Определение
нужной мощности
Важной характеристикой является используемая мощность.
Фрезеры разделяют на следующие категории:
- Малой мощности. Наиболее лёгкие имеют мощность, которая не превышает 750 Ватт. Весят примерно 1-3 кг.
- Средней мощности. Мощность фрезеров среднего размера находится в пределах 750-1500 Ватт. Вес инструмента составляет 3-5 кг.
- Высокой мощности. Рассчитаны на мощность 1500-2300 Ватт. Их вес превышает 5 кг.
Наиболее мощные инструменты предпочтительны для тех, кто будет их использовать регулярно. Такой фрезер сможет справиться с любыми профессиональными задачами из области своего применения. Однако новичкам будет трудно эффективно использовать такое устройство.
При определении наиболее подходящей категории нужно
внимательно продумать свои потребности в его использовании. При этом нужно
учесть:
- регулярность выполнения таких работ;
- продолжительность непрерывного использования инструмента;
- использование его для обработки твёрдых пород древесины.
Нужно выбрать оптимальный вариант: инструмент должен быть
достаточно мощным, чтобы эффективно решать поставленные задачи, но не слишком
массивным, чтобы не доставлять дополнительных сложностей при работе.
Учёт
скорости вращения шпинделя
Чем быстрее происходит вращение, тем выше качество
обработанной поверхности. Однако тогда, когда для обработки нужна высокая
точность, лучше использовать фрезер с меньшим числом оборотов.
У большинства таких инструментов скорость равна
20000-30000 оборотов в минуту. У медленных она составляет 10000-20000 оборотов
в минуту. Высокоскоростные фрезеры могут иметь скорость вращения шпинделя,
достигающую 35000 оборотов в минуту.
При выборе подходящей модели важно учитывать диаметр
режущей части. Чем он больше, тем меньшей может быть скорость вращения
Режущая
кромка будет иметь большую линейную скорость. При очень быстром вращении
обрабатываемая деревянная поверхность может начать гореть. Поскольку скорость
связана с диаметром используемого шпинделя, наилучшим вариантом будет
использование фрезера с регулируемой скоростью вращения.
Она может выполняться плавно или быть ступенчатой. Обычно
производители указывают оптимальную для работы скорость в техническом паспорте
устройства, однако в этом вопросе окончательное решение принимает мастер.
Рабочий ход
Глубина, на которую в обрабатываемый материал проникает
инструмент, называется рабочим ходом фрезы. При использовании инструмента
иногда его прикрепляют к специальному столу, на поверхности которого
передвигается деталь, подвергающаяся обработке. В этом случае рабочий ход фрезы
будет меньше на толщину стола.
Чем она больше, тем более разнообразны возможности
использования инструмента. У инструментов, относящихся к лёгкой категории этот
размер находится в пределах 20-50 мм. В профессиональных моделей фрезеров
рабочий ход составляет 70-80 мм.
Нужно отметить, что паз с первого раза не вырезают на полную глубину. В этом случае на инструмент будет слишком большая нагрузка. Паз создают за несколько проходов. В тех случаях, когда обрабатывают твёрдые породы дерева, однократный подход делают с ещё меньшей глубиной. В некоторых инструментах предусмотрена возможность регулировки глубины погружения. Его точность составляет не менее 0,1 мм.
Дополнительные
возможности инструмента
В некоторых типах фрезеров предусмотрены дополнительные
возможности, увеличивающие эффективность работы. Вот некоторые из них:
- Может применяться константная электроника. В процессе работы скорость вращения шпинделя может замедляться. Для того, чтобы это компенсировать, может быть предусмотрена её автоматическая регулировка, поддерживающая скорость вращения на постоянном уровне.
- В мощных фрезерах при включении происходит резкий рывок. Для того чтобы его избежать, в некоторых моделях предусмотрено плавное включение скорости.
- При длительной и непрерывной работе возможен перегрев обмоток. Может использоваться защита от перегрузок, которая измеряет температуру и принимает определённые меры при её превышении заранее заданного уровня. Действия в такой ситуации могут быть различные: от включения светового индикатора до временного прекращения вращения фрезы.
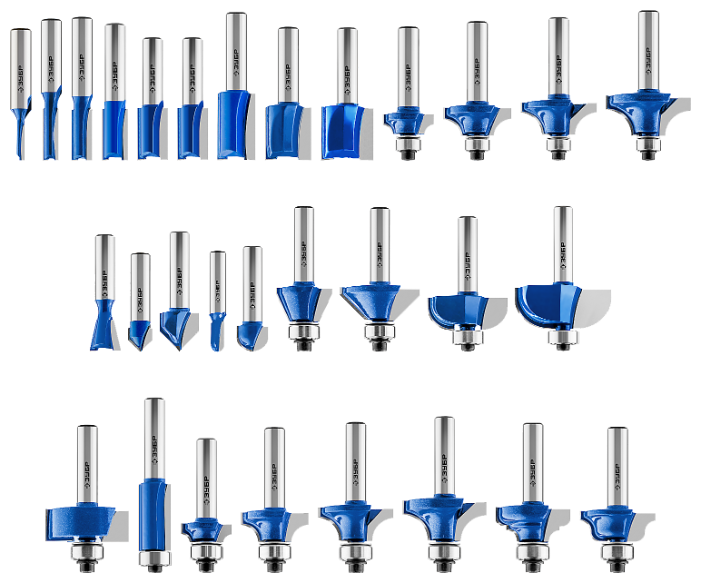
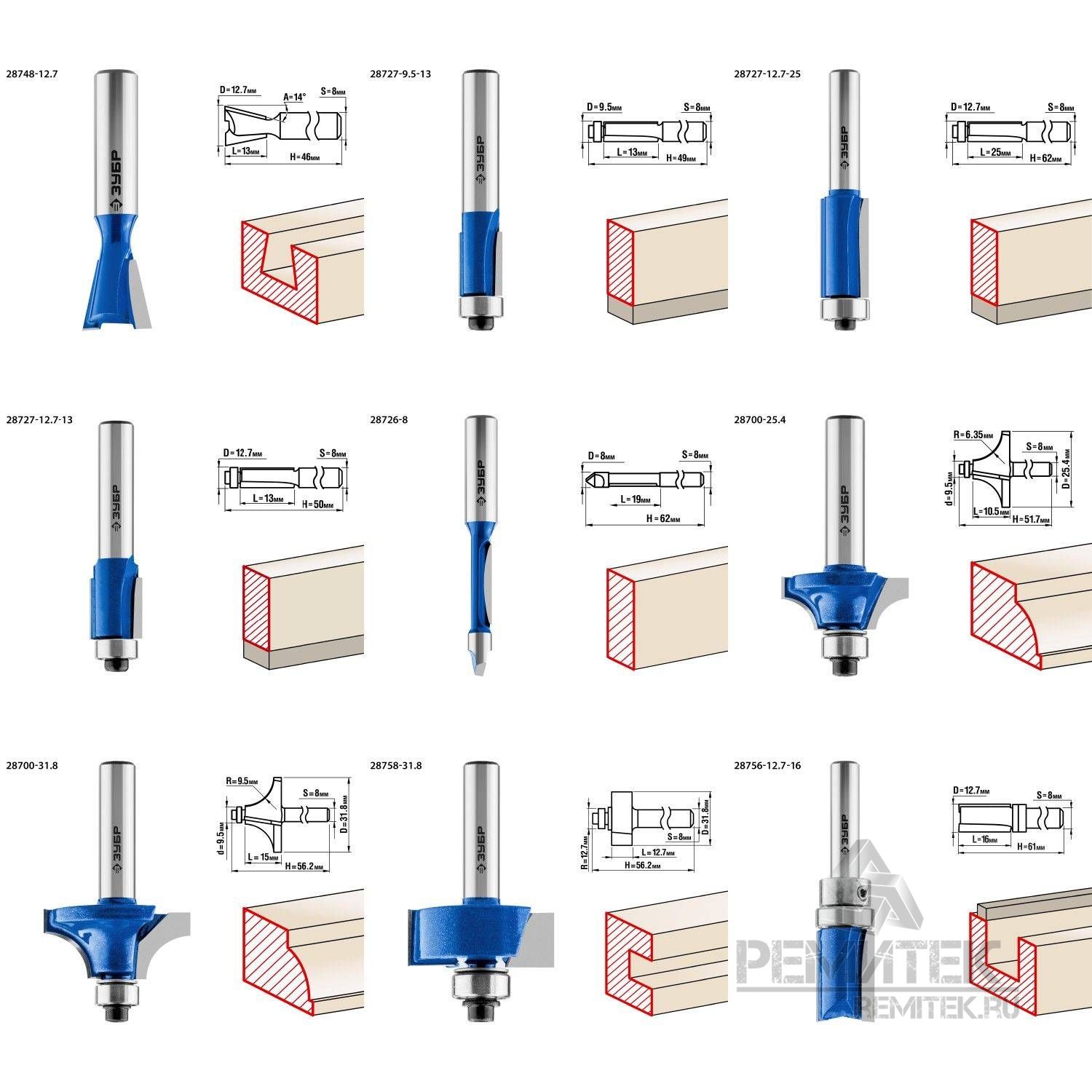
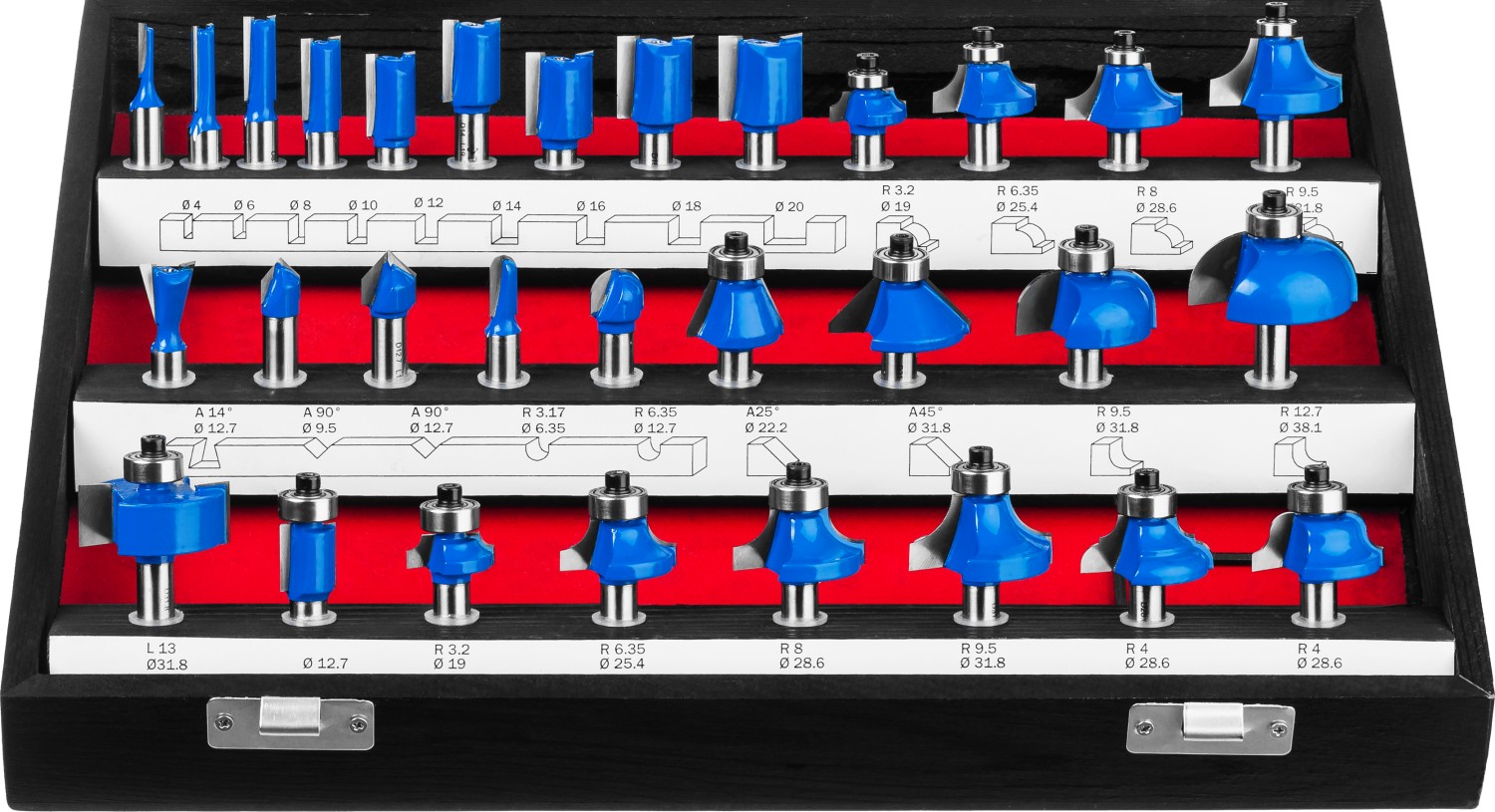
Фрезы для фрезера по дереву
Инструментальная сталь – идеальный материал для производства цельных фрез. Корпус напайных фрез создается из конструкционной стали, а на рабочие части зубьев фрез напаивают пластинки из быстрорежущей стали, а также твердых сплавов. Сборные фрезы имеют зубья из быстрорежущей стали или оснащены твердосплавными пластинками. Крепятся они при помощи различных механических способов.
К основным параметрам фрезы относят:
- диаметр хвостовика. Этот показатель является ключевым. Он показывает, совместима ли фреза с конкретной моделью фрезера, потому что далеко не каждый инструмент в комплекте имеет цанги. Цанга – это особая втулка, обжимающая хвостовик. Цанги бывают 6, 8 и 12 мм. Отметим, что в магазинах попадаются фрезы, имеющие хвостовик 1/4 или ½ дюйма, если перевести в миллиметры получим 6,35 и 12,7 мм. Такие фрезы не совместимы с 6- и 12-миллиметровыми цангами. Диаметр хвостовика строго соответствует диаметру цанги
- конструкция фрезы. Они бывают монолитными, сборными, или со сменными лезвиями. Зачастую фреза по дереву является стальной «болванкой», имеющей хвостовик, к которой припаяны лезвия. Бывают такие лезвия, которые созданы в виде съемных пластин, имеющих двустороннюю заточку. Когда острие затупилось, нож просто переворачивают. Кроме этого, существуют цельные фрезы, которые созданы как монолитная металлическая деталь с выточенными лезвиями
- типы лезвий. На фрезе присутствует маркировка «HM» и «HSS». HM – это фреза из твердого сплава, HSS – быстрорежущая фреза. Быстрорежущий вариант идеален для работы с мягкими сортами древесины или алюминием. Твердосплавные помогут справиться с различными древесными материалами, среди которых и твердые сорта. Чаще всего расположение лезвий строго вертикальное, это означает, что они рубят, а не срезают материал. Также бывают наклонные или спиральные ножи. Такие ножи срезают материал, следовательно, при такой обработке меньше сколов по краям, а качество обработки заметно выше.
Очень часто можно встретить фрезы, которые оснащены маленьким подшипником, вмонтированным заподлицо с лезвиями сверху или снизу. Подшипник обеспечивает при минимальных затратах времени выполнение точного фрезерования края, потому что нет необходимости возиться с упорами для ровного ведения инструмента: подшипник сам упирается в «ребро» заготовки и, следовательно, создает точное направление для фрезера.
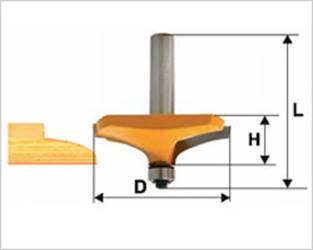
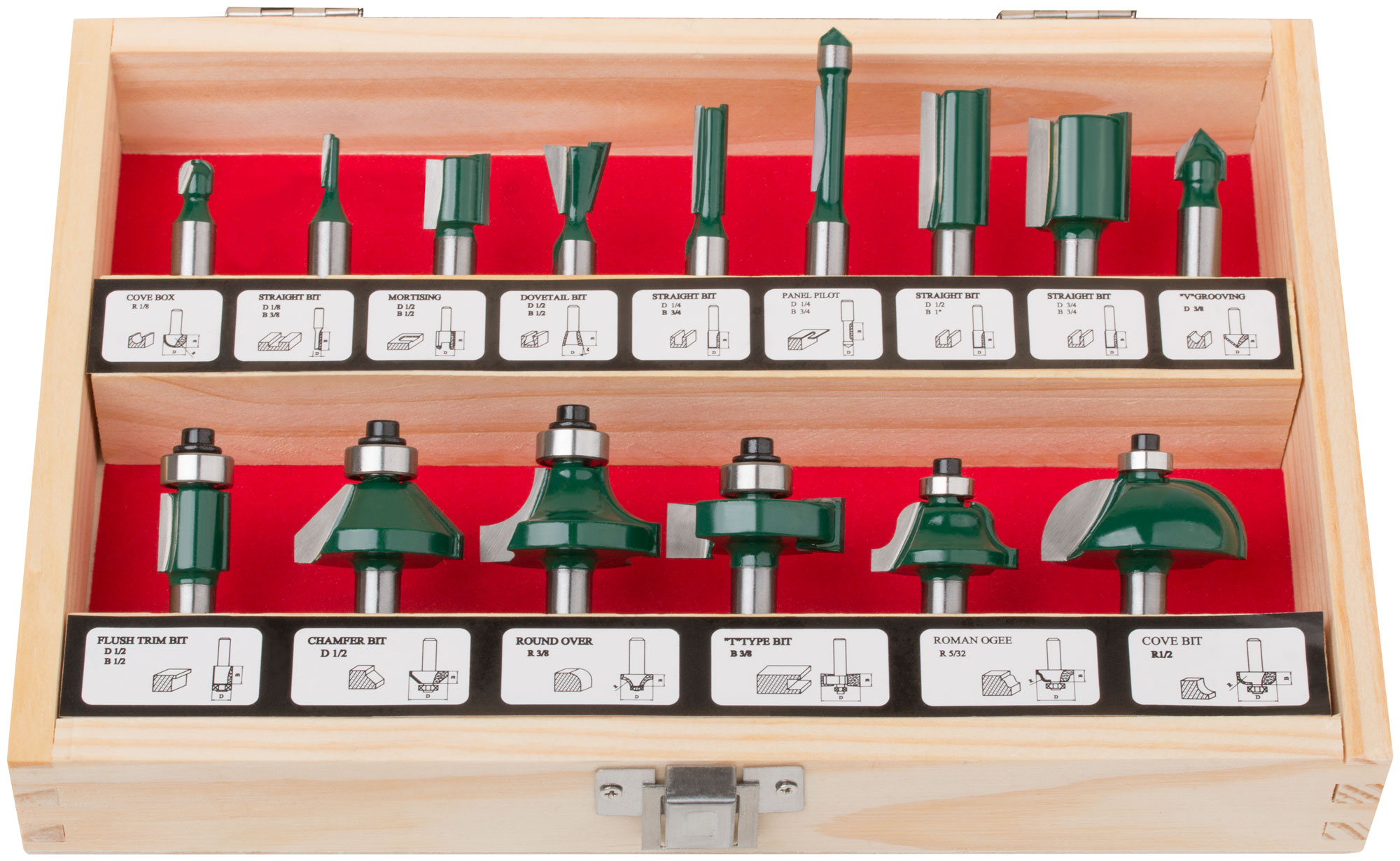
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
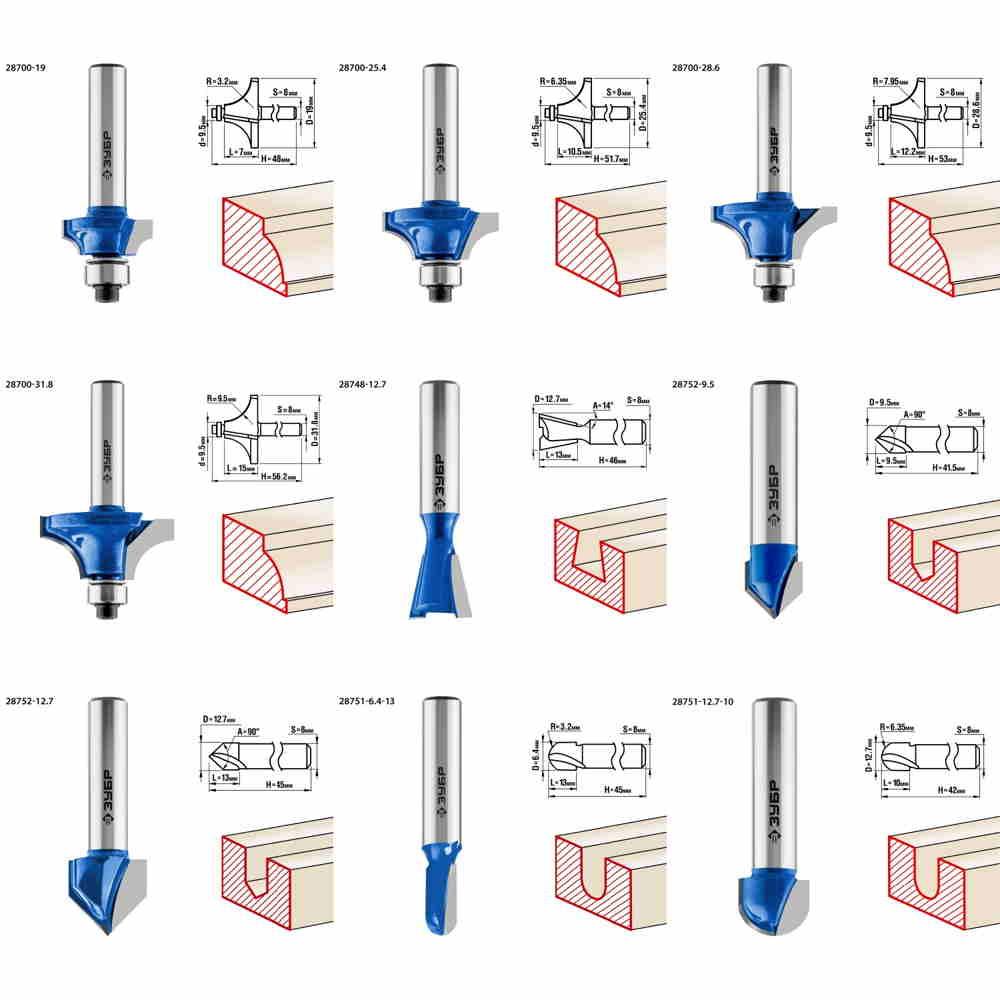
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
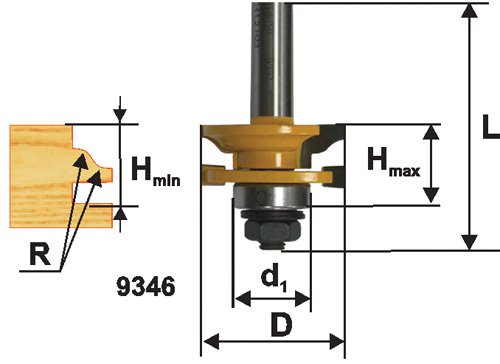
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы
При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.






Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
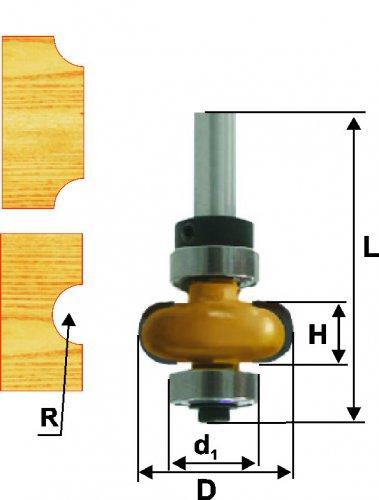
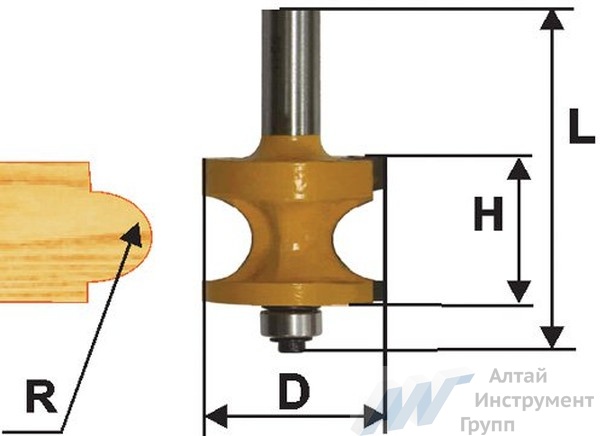
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Конструктивные особенности
Конструкция любой насадки для фрезера включает в себя два основных элемента: хвостовик и рабочую часть.
- Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования. Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину. На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки. Благодаря использованию такой конструкции, кромке обрабатываемой с помощью ручного фрезера детали придается требуемая конфигурация, а само приспособление, подшипник в котором легко заменить, подвергается минимальному износу. Кроме того, такая насадка, оснащенная подшипником, не нуждается в установке на ручной фрезер копировального кольца, что значительно упрощает работу.
- Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).

Конструкция фрез с твердосплавными пластинами
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
- Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся. Большим преимуществом фрез данного типа, кроме всего прочего, является невысокая стоимость.
- Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Получить практически идеальную отфрезерованную поверхность позволяют инструменты для ручного фрезера, режущие зубья которых располагаются по винтовой линии. Между тем использование таких фрез связано с определенными сложностями, которые заключаются в том, что для заточки необходимо использовать специальное оборудование, поэтому, если они утрачивают свои режущие свойства, их чаще всего просто заменяют на новые.
Важен также угол, под которым затачивается рабочая кромка. Такой угол, значение которого выбирается в зависимости от характеристик обрабатываемого материала, как правило, не превышает 90°. Конструкция режущей кромки, кроме передней и задней затыловочной поверхностей, включает в себя и достаточно сложную по конфигурации поверхность, которая отвечает за эффективный отвод стружки из зоны обработки. Следует иметь в виду, что без правильно сформированного стружколома скоростное фрезерование выполнить не получится.
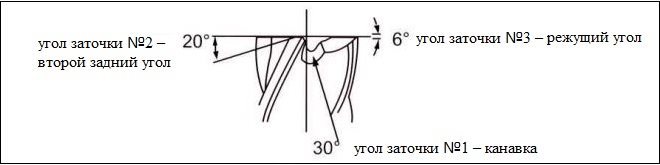
Углы заточки концевых фрез
Наборные фрезерные инструменты (фрезы насадные) нередко выполняют с двойной заточкой режущей части, что позволяет в два раза увеличить их рабочий ресурс. После того как один из рабочих элементов, из которых состоит режущая часть, затупляется, его просто переворачивают на 180°. Между тем рабочие фрезерные насадки с двойной заточкой из-за особенностей своей конструкции не могут выполняться в сложной конфигурации, что значительно снижает эффективность их использования и, соответственно, качество результата обработки.





