Модификации универсального фрезерного станка СФ 676.
- 40АТ5;
- КМ4;
- КМ4 – Ф2, содержащий2 – координатную УЦИ и конусКМ4;
- 40АТ5 – Ф2,содержащий2 – координатную УЦИ и конус 7:24 – 40;
- 40АТ5 – Ф3,содержащий3 – координатную УЦИ и конус 7:24 – 40;

- КМ4 – Ф3, содержащий 3 – координатную УЦИ и конус КМ4;
- Л – облегченный, разработан для передвижных мастерских.

Кроме того, самой компактной для использования моделью рассматриваемого станка будет 676П. Данная модель отличается чуть меньшей массой самого станка и более низкой мощностью двигателя. Однако, данные особенности никак не отразились на функциональных характеристиках, а также производительности.
голоса
Рейтинг статьи
676П характеристики
Технические характеристики универсального фрезерного станка 676П позволяют выполнять обработку повышенной точности, на станке возможно изготовление металлорежущего инструмента.
| Наименование характеристики | Ед. изм. | Параметры |
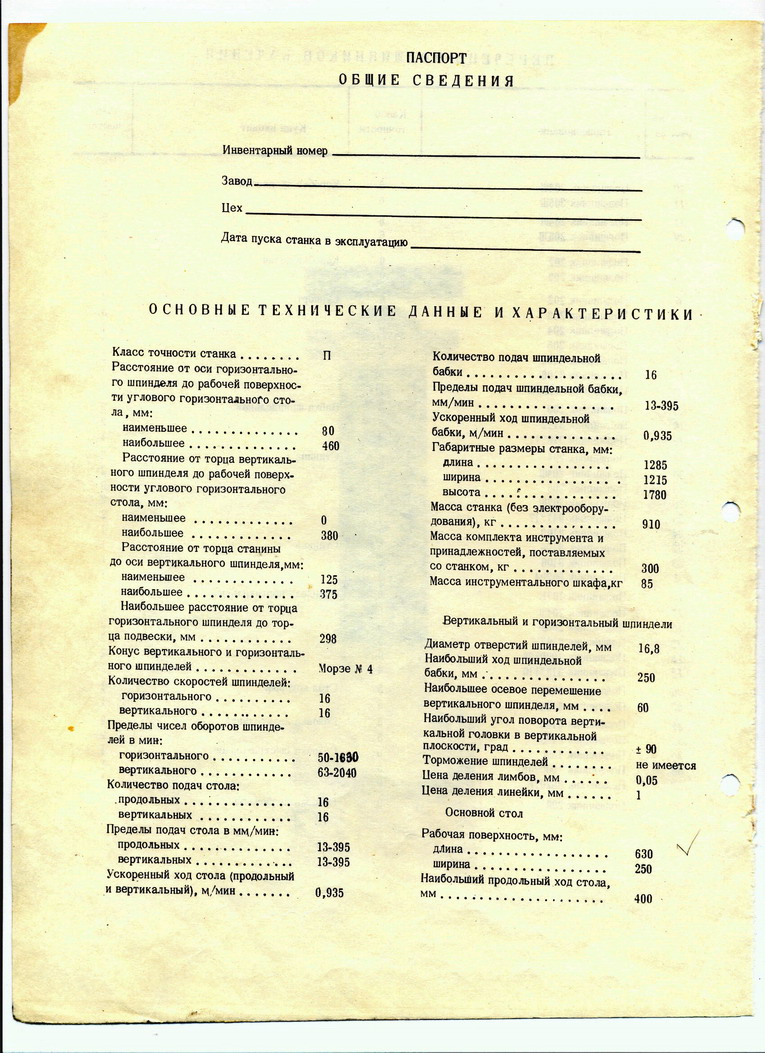
| Класс точности по ГОСТ 8-71 | П | |
| Количество подач стола | 16 | |
| Пределы подач стола | ||
| Продольных | мм/мин | 13…395 |
| Вертикальных | мм/мин | 13…395 |
| Расстояния от торца вертикального шпинделя до углового горизонтального стола | мм | 0…380 |
| Расстояния от оси горизонтального шпинделя до углового горизонтального стола | мм | 80…460 |
| Расстояние от торца станины до оси вертикального шпинделя | мм | 125…375 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца подвески | мм | 298 |
| Скорость быстрого перемещения стола | ||
| Продольного | мм/мин | 900 |
| Вертикального | мм/мин | 900 |
| Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 250 |
| Наибольший продольный ход стола | мм | 400 |
| Наибольший вертикальный ход стола | мм | 380 |
| Число Т-образных пазов | 3 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 50 |
| Размеры рабочей поверхности стола (Д х Ш) | мм | 800 х 250 |
| Число Т-образных пазов | 5 | |
| Ширина Т-образных пазов | мм | 14 |
| Расстояние между Т-образными пазами | мм | 50 |
| Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
| Наибольший угол поворота | ||
| В горизонтальной плоскости | град | ±20 |
| В вертикальной плоскости с короткой стороны | град | ±30 |
| В вертикальной плоскости с длинной стороны | град | ±45 |
| Наибольшее расстояние от торца шпинделя до центра поддержки | мм | 220 |
| Высота центров | мм | 107 |
| Наибольший угол поворота (в плоскости крепления) | град | ±90 |
| Передаточное отношение червячной пары | 1:40 | |
| Конус шпинделя | Морзе 4 | |
| Диаметр рабочей плоскости | мм | 250 |
| Ширина Т-образных пазов | мм | 12 |
| Расстояние между Т-образными пазами | мм | 63 |
| Передаточное число червячной передачи | 1:120 | |
| Конус в столе | Морзе №4 | |
| Габаритные размеры | мм | 345 х 330 х 110 |
| Количество скоростей | 4 | |
| Передаточное отношение | 2,6 | |
| Наибольшее число оборотов | об/мин | 5300 |
| Наибольший ход | мм | 80 |
| Наибольший угол поворота | град | ±90 |
| Число скоростей двойных ходов | 4 | |
| Пределы чисел двойных ходов в минуту | 50…100 | |
| Количество ступеней скоростей шпинделя | 16 | |
| Внутренний конус шпинделя | Морзе 4 | |
| Диаметр отверстия в шпинделе | мм | 16,8 |
| Частота вращения шпинделя | ||
| Горизонтального | об/мин | 50…1630 |
| Вертикального | об/мин | 63…2040 |
| Наибольший ход шпиндельной бабки | мм | 250 |
| Наибольшее осевое перемещение вертикального шпинделя | мм | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости | град | ±90 |
| Цена деления лимбов | мм | 0,05 |
| Цена деления линейки | мм | 1 |
| Количество подач | 16 | |
| Пределы подач | мм/мин | 13…395 |
| Ускоренный ход | мм/мин | 900 |
| Количество электродвигателей на станке (с электронасосом) | 2 | |
| Главный привод станка | ||
| Мощность | кВт | 2,2 |
| Тип | 4АХ90L4ПУ3 М301 | |
| Электронасос подачи охлаждающей жидкости | ||
| Число оборотов | об/мин | 2800 |
| Мощность | кВт | 0,12 |
| Тип | ПА-22-С2 | |
| Габаритные размеры станка | ||
| длина | мм | 1282 |
| ширина | мм | 1215 |
| высота | мм | 1780 |
| Масса станка | кг | 910 |
www.stanoktehpasport.ru
Паспорт на специальный фрезерный станок СФ676
Печать документации: — Год печати документации: 1980 Количество папок: 1 Количество страниц, листов: 87
Узнать стоимость документации
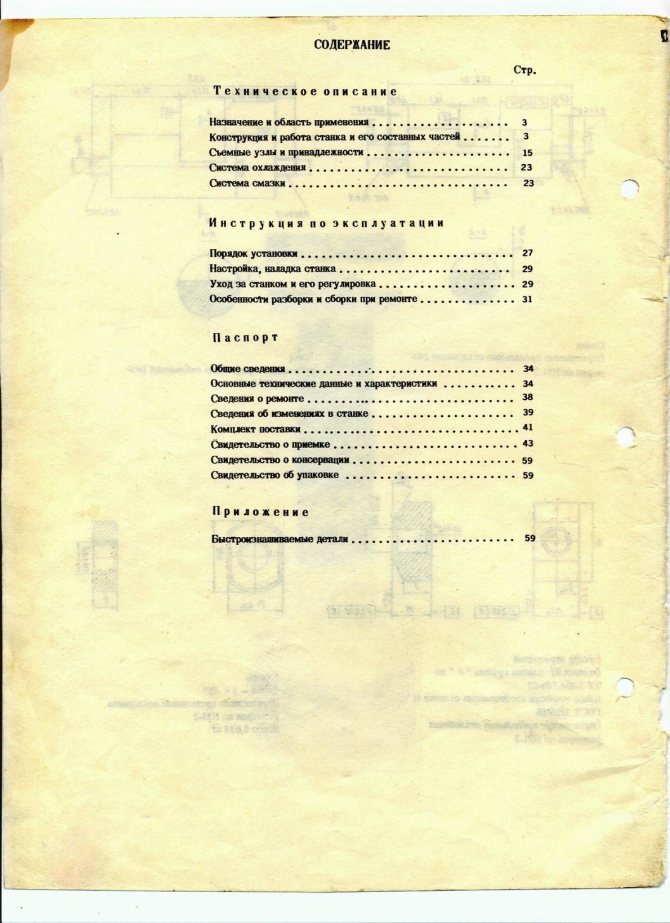
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
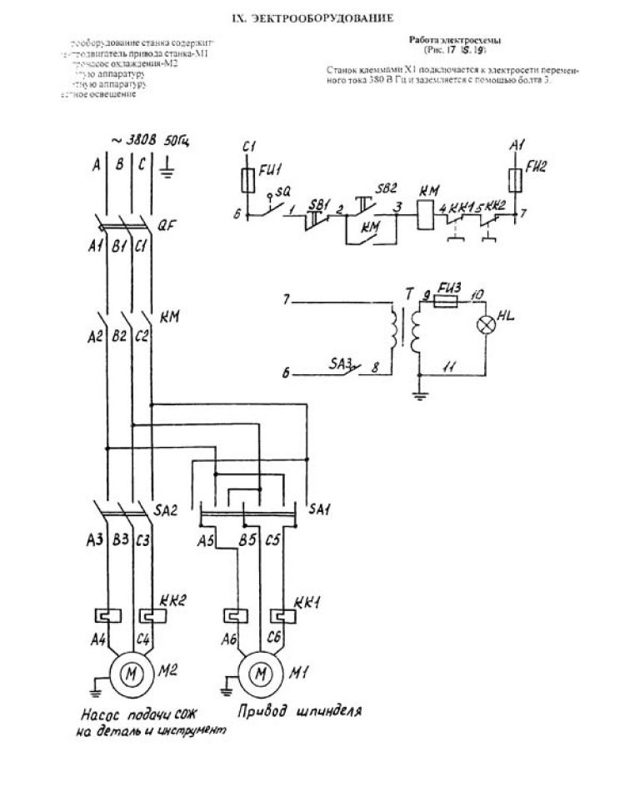
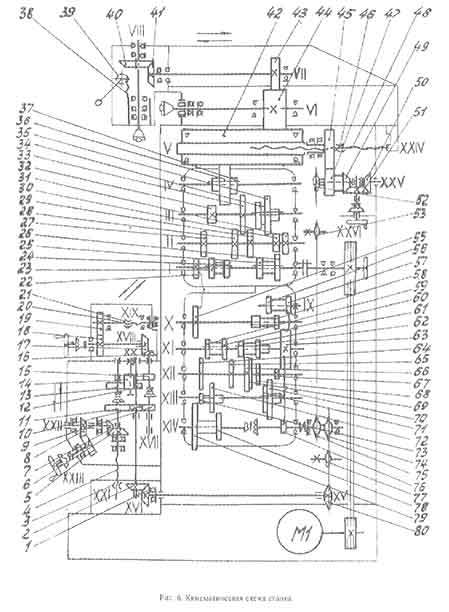
Схемы и чертежи станка: — Транспортировка станка — Фундамент станка чертёж — Планировочный габарит станка чертёж — Основные размеры и посадочные места чертёж — Шпиндели чертёж — Стол угловой горизонтальный чертёж — Серьга чертёж — Основной вертикальный стол чертёж — Схема расположения органов управления — Кинематическая схема станка — Кинематическая схема принадлежностей — График оборотов шпинделей: горизонтального, вертикального — График подач стола в продольном, в вертикальном, и шпиндельной бабки в поперечном направлениях — Схема расположения подшипников станка — Станина чертёж — Коробка скоростей чертёж — Коробка подач чертёж — Суппорт чертёж — Шпиндельная бабка чертёж — Головка вертикальная чертёж — Принципиальная электросхема — Монтажная электросхема — Схема расположения электроаппаратов — Схема смазки станка — Принципиальная схема охлаждения
Краткое описание станка: Станок специальный фрезерный модели СФ676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. Станок предназначен для использования в инструментальных и экспериментальных цехах, а так же в механических цехах мелкосерийного и индивидуального производства. Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счёт применения высоких режимов резания и сокращения вспомогательного времени. На станке возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью.
6М76П Суппорт фрезерного станка

Суппорт фрезерного станка 6м76п
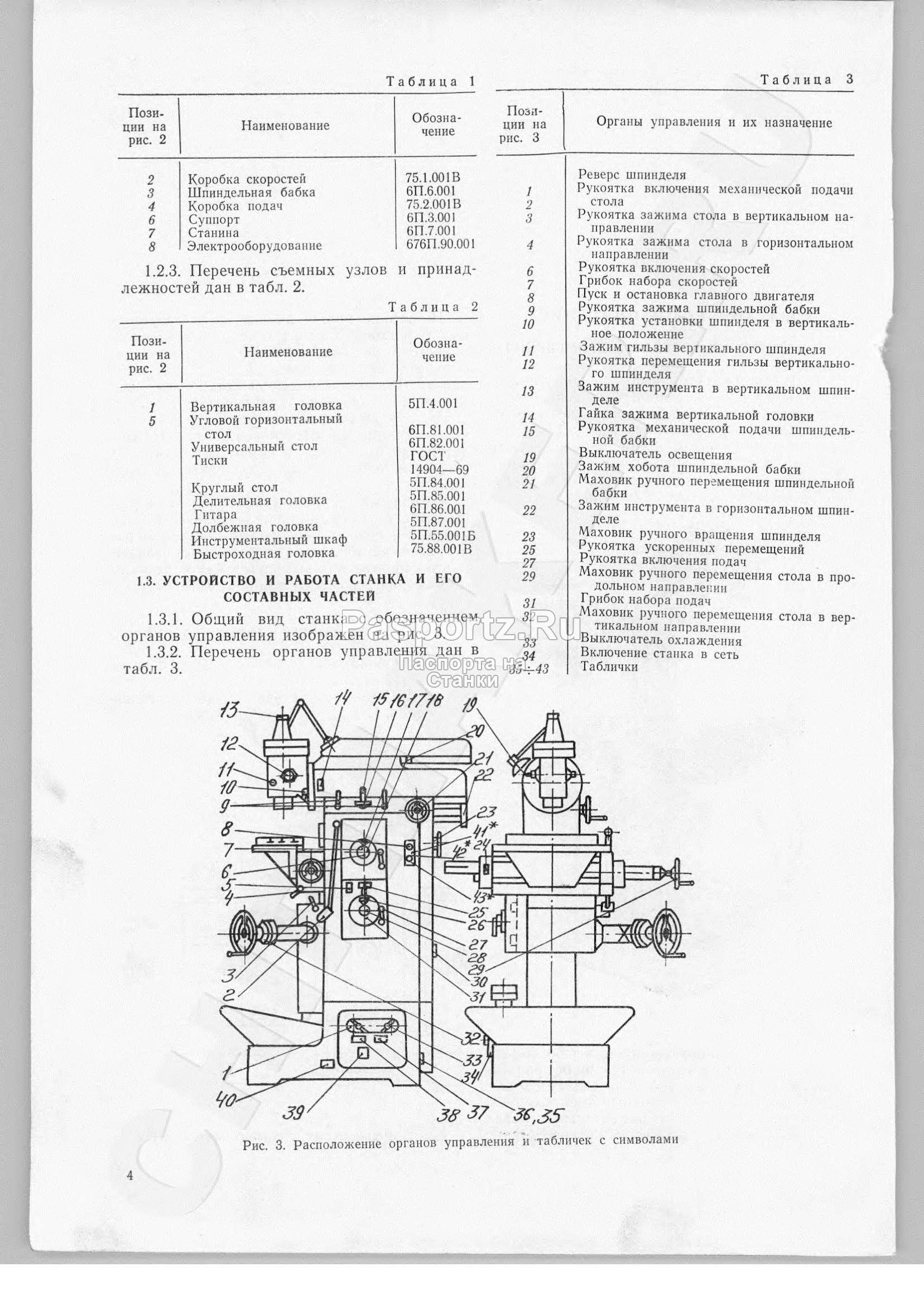
Суппорт (рис.15) служит для продольного и вертикального перемещения основного стола II механически или вручную.
Приводной вал 23 получает вращение от коробки подач и передает его ходовым винтам 2 и 8, через которые столу сообщаются подачи.
Управление механическими подачами производится крестовой рукояткой, её направление перемещения совпадает с направлением движения суппорта. В продольном направлении механические подачи отключаются механическими упорами 6 и 15, которые могут устанавливаться на нужный размер.
Вертикальная подача отключается упорами, установленными на станине.
Стол можно перемещать и вручную маховиками 17 и 18. Перемещение стола контролируется:
- миллиметровыми линейками
- лимбами 12,20 с ценой деления 0,05 мм
- концевыми мерами и индикатором с ценой деления 0,01 мм
Бабка фрезерная горизонтальная
Горизонтальный шпиндель 7 (рис.16) монтируется в шпиндельной бабке, осуществляющей поперечную подачу. Шпиндель получает вращение от коробки скоростей через промежуточное зубчатое колесо, находящееся в станине, и шестерню 9, сидящую на шпинделе.
Передняя опора шпинделя – двухрядный роликовый подшипник 3 с коническим отверстием.
Задняя опора 8-2 шарикоподшипника. Осевые усилия воспринимаются упорными подшипниками 4.
Инструмент в шпинделе зажимается при помощи инерционного зажима инструмента, имеющего самостоятельный привод.
При работе цилиндрическими фрезами оправку фрезы поддерживают кронштейном 20, который можно переставлять вдоль хобота 17. Положение кронштейна фиксируют прижимом 21. Хобот в нужном положении зажимают клином.
Перемещение бабки осуществляют винтом 18 и вращающейся гайкой, закрепленной в станине. Величина механического перемещения устанавливается упорами 19.

Для точного перемещения на бабке устанавливается индикатор 22, а на плиткодержателе устанавливаются концевые меры.
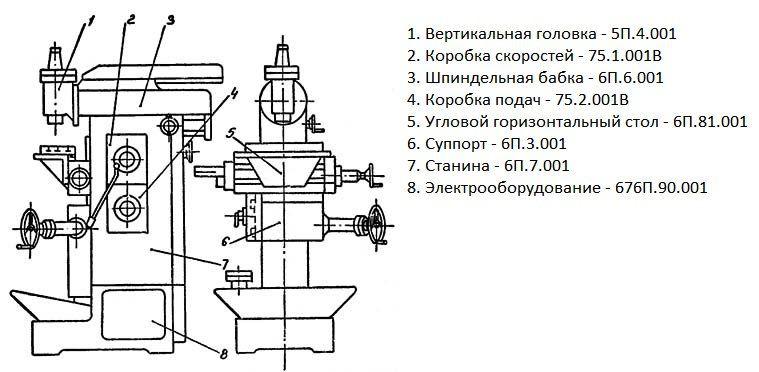
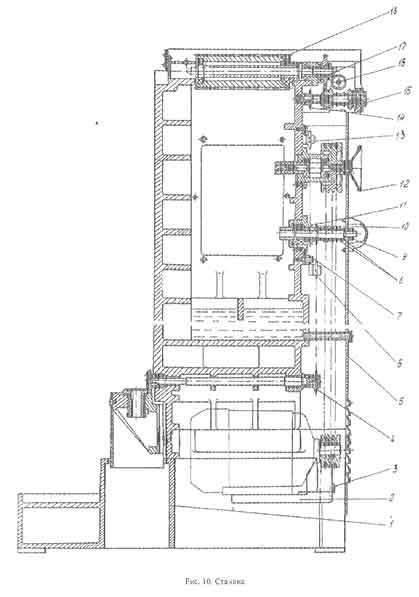
Станина
Станина 15 (рис. 17) установлена на основании 19 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями.
К основанию на кронштейне 17 крепится электродвигатель, сообщающий вращение механизмам коробок скоростей и подач. Передача вращения от коробки подач к механизмам подач стола и шпиндельной бабки осуществляется двумя цепными передачами 5 и 8-16. Цепи натягиваются звездочками 12.
Маховиком, расположенным в верхней части станины, перемещают бабку фрезерную горизонтальную вручную.
Съемник для установки вертикальной головки
Съемник (рис.27) предназначен для установки вертикальной головки в рабочее и не рабочее положение. Съемник состоит из корпуса I закрепленного на станине, кронштейна 6, двух рычагов 3,4 и двух осей 2,5.
Внимание! При работе вертикальным шпинделем съемник отсоединить от вертикальной головки при помощи пальца 5
Механизм зажима инструмента
Механизм зажима (рис.16; 18) состоит из шомпола 10, гайки 12, маховика 13 с собачками II и электродвигателя 16.
Вращение от электродвигателя передается на маховик. При достижении определенного момента инерции одна из собачек преодолевает усилие пружины 15 и передает вращение на гайку 12 через поводок 14. Шомпол, вкручиваясь в гайку, получает возвратно-поступательное движение и с помощью четырех шариков 5 втягивает инструмент в шпиндель с усилием до 12000 Н.
Время зажима (отжима) инструмента 3-4 секунды. Гарантированный зажим инструмента при двух срабатываниях механизма.
Внимание! Зажим (отжим) инструмента в вертикальной головке производить в верхнем положении гильзы
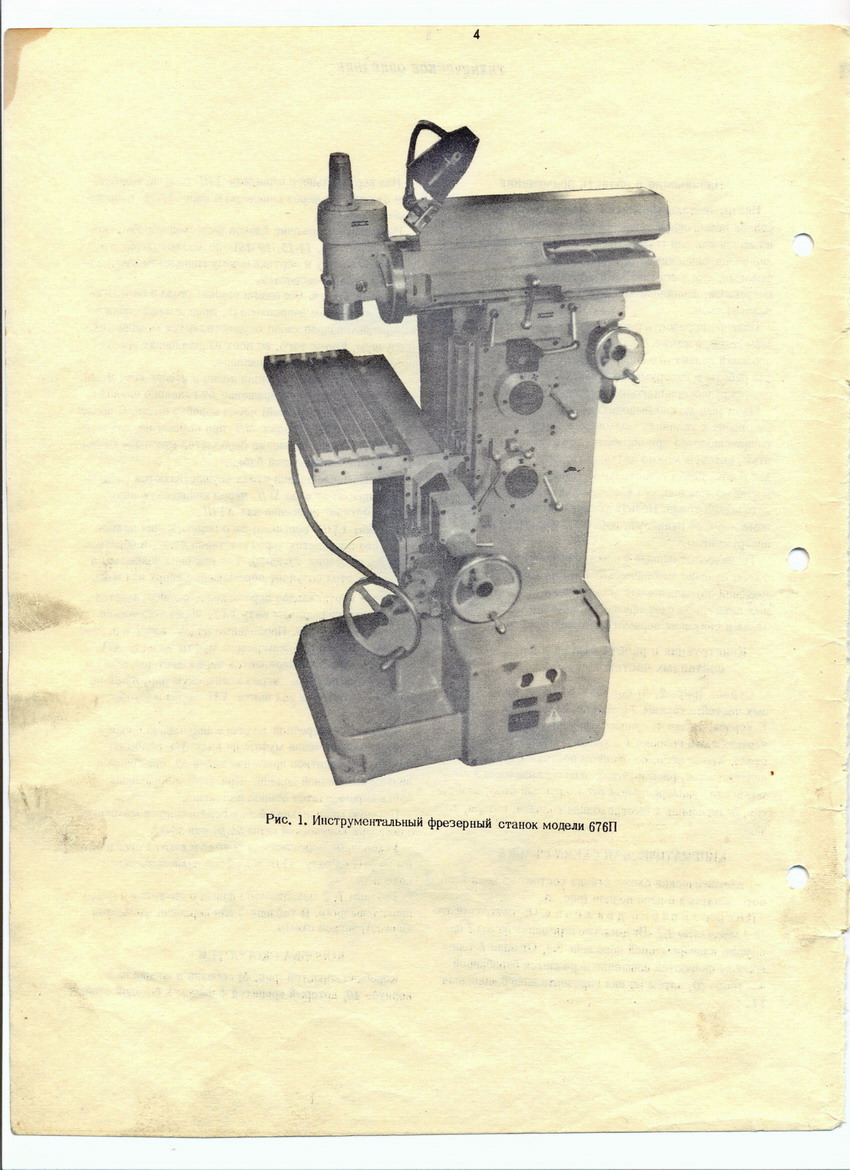
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, «Микрон», г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод «Комунарас» г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Фрезерный станок широкоуниверсальный инструментальный СФ-676
НАЗНАЧЕНИЕ: Фрезерный широкоуниверсальный станок СФ676 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя. Фрезерный станок CФ676 применяют в инструментальных и ремонтных цехах на предприятиях машиностроения. В основном используется для мелкосерийного и индивидуального вида производства. Широкоуниверсальный станок СФ676 позволяет выполнять всевозможные фрезерные работы. Помимо этого, он пригоден для разметочных, расточных, сверлильных и других подобных работ. На нем можно обрабатывать детали самых сложных конфигураций с необычайной точностью, благодаря тому, что на станке возможно использовать огромное разнообразие инструментов и приспособлений. Используя CФ676 вы максимально снижаете вспомогательное время, обрабатываете детали экономично и эффективно. Все это благодаря техническим характеристикам аппарата, ряда оборотов, подач и режимов резания. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ






| ПАРАМЕТР | ЗНАЧЕНИЕ |
| Расстояние от торца вертикального шпинделя до поверхности горизонтального стола, мм. | 0-350 (с перестановкой стола) |
| Расстояние от оси горизонтального шпинделя до поверхности горизонтального стола, мм. | от 80 до 440 (с перестановкой стола) |
| Конец шпинделя | ISO 40 |
| Продольные и вертикальные подачи стола, мм/мин | 13 — 395 |
| Количество рабочих подач и регулировка | 16 |
| Пределы подач шпиндельной бабки, мм/мин | 13…395 |
| Наибольшее поперечное перемещение шпиндельной бабки, мм | 300 |
| Ход шпинделя, мм. | 80 (вертикальной головки) |
| Макс. угол поворота вертикал. головки, град. | +/- 90 |
| Скорость быстрых перемещений, м/мин | 0,935 (оси Х, Y, Z) |
| Класс точности | H |
| Расстояние между осями Т-образных пазов, мм. | 80(основ.стол)/ 50(углов.стол) |
| Пределы частот вращения шпинделя, об/мин | 50-1630 (горизонтал. шп.); 63-2040 (вертикал. шп.) |
| Количество скоростей вращения шпинделя | 16 (гориз.); 16 (верт.) |
| Размер рабочей поверхности стола, мм. | 630 x 250 (основ.стол)/80 x 250 (углов.стол) |
| Наибольшее вертикальное перемещение стола, мм. | 380 (основ.стол) |
| Наибольшее продольное перемещение стола, мм. | 450 (основ.стол) |
| Ширина Т-образного паза | 14 |
| Количество Т-образных пазов | 2 (основ.стол)/ 3(углов.стол) |
| Мощность привода главного движения, кВт | 3 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1200 x 1240 x 1780 |
| Масса, кг. | 1050 |
КОМПЛЕКТАЦИЯ СТАНДАРТНАЯ:
Станок СФ676 в сборе — 1шт.
Запасные части:
- Сухарь переводной (751030) — 4шт.
- Сухарь (753035) — 1шт.
- Сухарь (757038) — 1шт.
Инструменты: Ключи ГОСТ 2839:
- Ключ (7811-0022 НС 1) 14×17 -1шт.
- Ключ(7811-0024 НС 1) 19×22 -1шт.
- Ключ(7811-0025 НС 1) 22×24 -1шт.
- Ключ(7811-0041 НС1) 27×30 -1шт.
- Ключ(7811-0043 НС 1) 32×36 -1шт.
Ключи ГОСТ Р50123:
- Ключ (7812-0375) 6 -1шт.
- Ключ( 7812-0376) 8 -1шт.
- Ключ(7812-0379) 14 -1шт.
Ключи ГОСТ 16984:
Ключ(7811-0318 1) 55×60 -1шт.
Отвертки ГОСТ17199:
- Отвертка(7810-0308 ЗВ1)0,6x4x155 — 1шт.
- Отвертка(7810-0928 ЗВ1)1×6,5×190 — 1шт.
Принадлежности:
- Головка вертикальная(764К001)-1шт.
- Щиток(676.60.001)-1шт.
- Стол угловой(7681К001)-1шт.
- Горизонтальный хобот(766К012)-1шт.
- Серьга(766К013)-1шт.
- Оправка ф. 27с наборными кольцами и втулкой(ISO40A-27-315)-1шт.
- Рукоятка(676.83.000)-1шт.
- Шомпол головки-1шт.
- Шомпол бабки-1шт.
- Индикатор часового типа(ИЧ-10 кл.1)-1шт.
- Набор прижимных приспособлений (50 или 58 наим.)-1шт.
- Цанговый патрон(NT40/ER32 (ER40)) с набором цанг ER32 или ER40 (6шт.)-1шт.
- Система охлаждения-1шт.
Техническая документация:
- Станок фрезерный РЭ. Чертежи(676.00.000РЭ)-1шт.
- Акт приемки-1шт.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т – образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | – | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | – | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
Список литературы:
Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 676п. Руководство 676П.00.000. Вильнюс, 1975
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Преимущества
Конструкция «ДВОЙНОЙ ЦИЛИНДР»
В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
Блок УЦИ
Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics. Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
Подача СОЖ
Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку
Долбежные операции
Реализована возможность производить долбежные операции.
Наличие двух шпинделей
Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Промышленное светодиодное освещение
На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
Модификации станка СФ-676
СФ-676-40АТ5 — модификация станка с конусом 7:24-40 СФ-676-КМ4 — модификация станка с конусом КМ4
СФ-676-КМ4-Ф2— модификация станка с УЦИ на 2 координаты, конус КМ4
СФ-676-40АТ5-Ф2 — модификация станка с УЦИ на 2 координаты, конус 7:24-40
СФ-676-40АТ5-Ф3 — модификация станка с УЦИ на 3 координаты, конус 7:24-40
СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4
СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские
Функциональные возможности
Широкоуниверсальный фрезерный станок СФ-676 дает возможность выполнять следующие операции по металлу:
- сверление;
- фрезерование;
- расточка;
- развертывание;
- долбежка;
- зенкерование.
При фрезеровании широкоуниверсальный фрезерный станок СФ-676 позволяет вести обработку заготовок длиной до 80 см и шириной до 25 см.
Конструктивные особенности
Выделяют следующие ключевые конструктивные особенности широкоуниверсального фрезерного станка СФ-676:
- литая чугунная станина обеспечивает эффективное гашение вибраций и, как следствие, высокую точность обработки заготовок;
- широкий диапазон возможных скоростей подачи и частоты вращения шпиндельной головки обеспечивает универсальность оборудования, возможность применения различных режимов обработки;
- система подачи СОЖ с электронасосом производительностью 22 л/минуту;
- широкоуниверсальный фрезерный станок СФ-676 оснащают дополнительным шпинделем на выдвижном хоботе с возможность поворота рабочего инструмента в диапазоне под углом к обрабатываемой заготовке (0-90 градусов в двух плоскостях);
- возможность одновременного использования вертикального и горизонтального шпинделя.