

Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.

Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
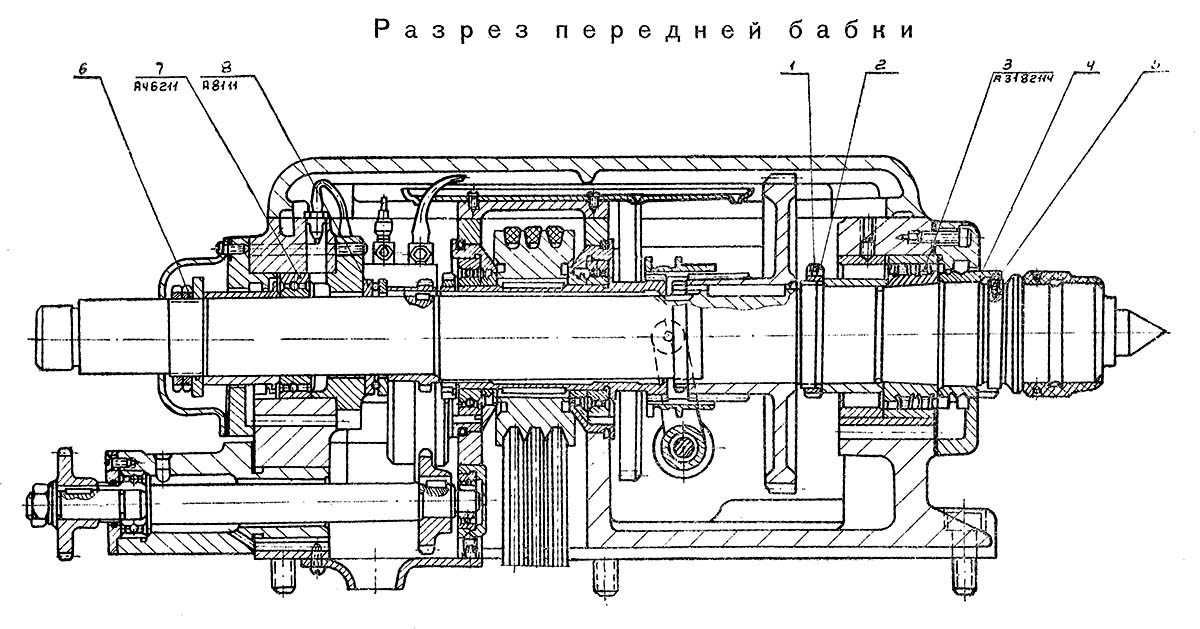
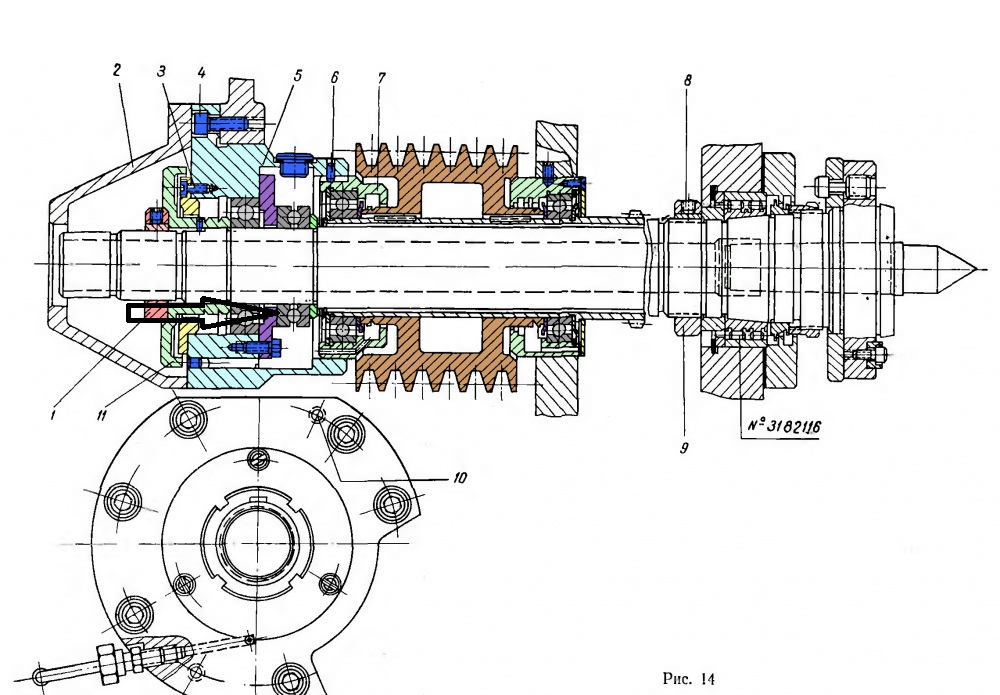
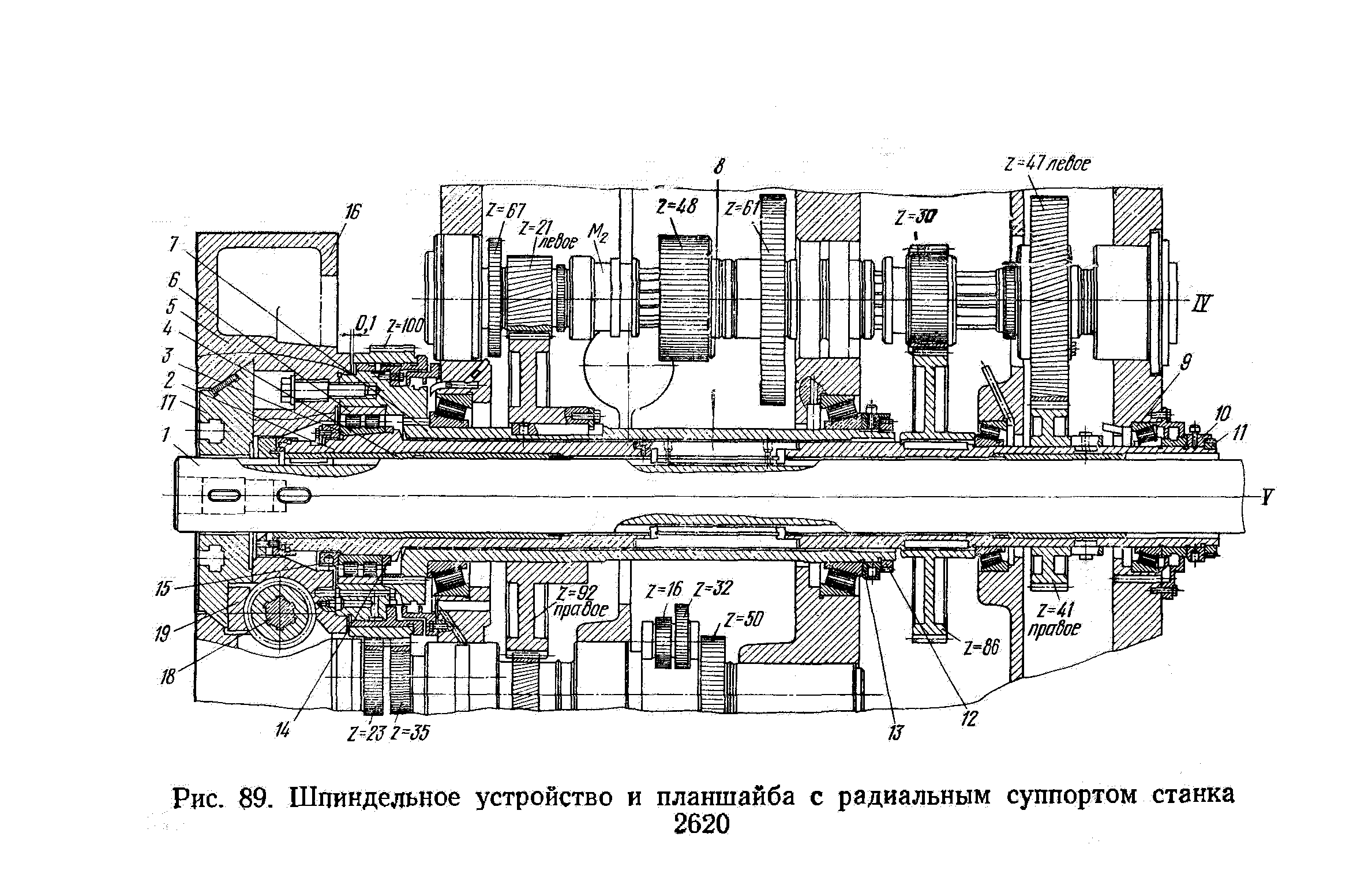
Конструкция
Выбор типа конструкции зависит от назначения обрабатывающего станка, его размеров, мощности привода, кинематической схемы, максимальной скорости с которой он должен вращаться.
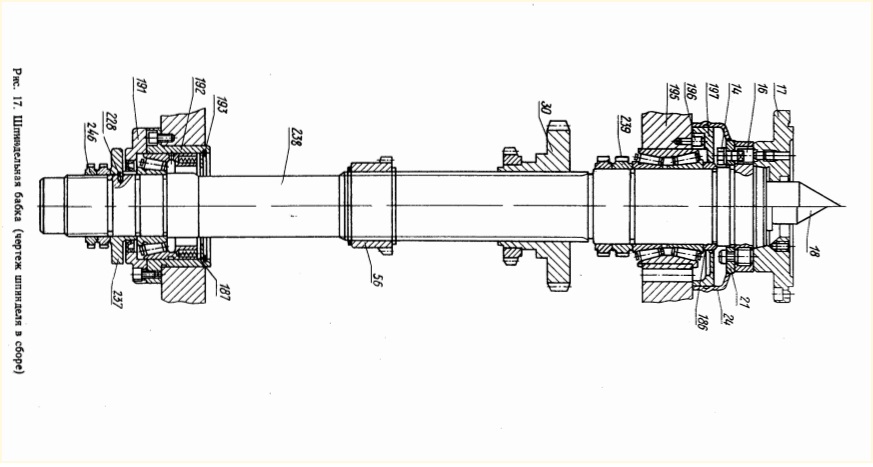
Несмотря на обилие квалификационных признаков, узел состоит из следующих деталей:
- корпус;
- фиксирующие опоры (количество зависит от выбранной схемы);
- комплект подшипников;
- элементы крепления заготовки.
Корпус выполнен в форме вала. Он изготавливается цельным или полым в виде трубы. В нём расположены элементы крепления заготовок, режущего инструмента. Для различных станков его выполняют по индивидуальной конструкции.
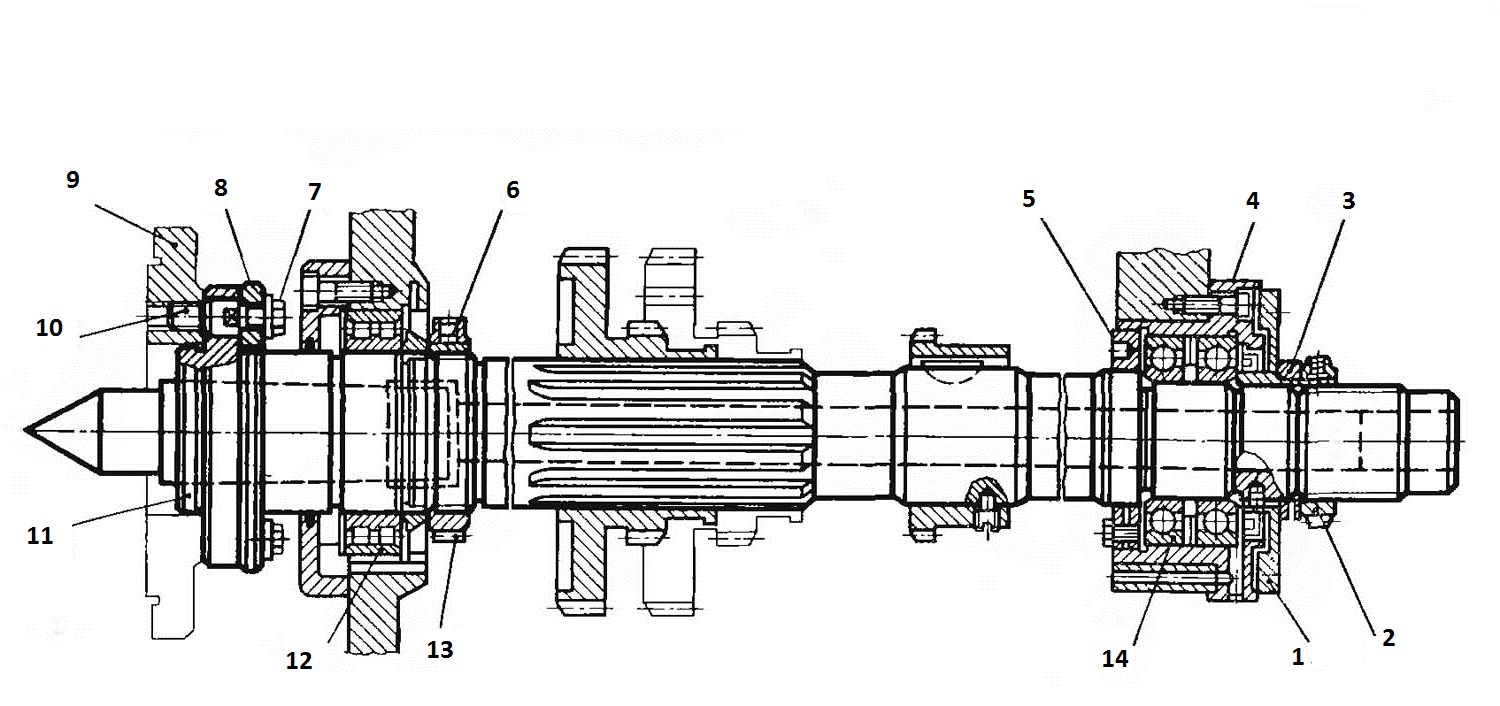
Входное отверстие шпиндельных узлов может выполняться в форме цилиндра или конуса (например, конуса Морзе, как у сверлильных станков). Для создания конуса в цилиндрический шпиндель вставляют специальную скалку.
В эти пазы вставляются сухари. После размещения хвостовика режущего инструмента производится крепление при помощи болтов.
Если по техническим причинам невозможно выполнить шпиндель в форме трубы (то есть полым) крепление оправок имеющих конический хвостовик производится накидным колпаком. Стенка оправки в этом случае снабжена двойным буртиком. В нём вырезаны лыски. В самом корпусе колпака выточена прямоугольная направляющая. В процессе сборки производится вращение оправки, которое позволяет надёжно закрепить устанавливаемую деталь. Такая конструкция позволяет производить быструю смену инструмента. В отдельных конструкциях предусмотрен специальный механизм крепления. Он предусматривает не только вращательное, но и поступательное движение.
При необходимости концы шпинделей оснащаются коническим хвостовиком. На его конце закрепляется элемент обрабатывающего инструмента. Он крепится в шпинделе с помощью фланца. Применение различных механизмов и способов крепления позволяет производить надёжную установку инструмента, центровку и балансировку.
Все шпиндельные изготавливаются из конструкционной легированной стали. При выборе материала учитывают характеристики станка, требования к шпиндельной головке, условия эксплуатации. Например, износостойкости фланцев, салазок, сухарей, самого корпуса и так далее
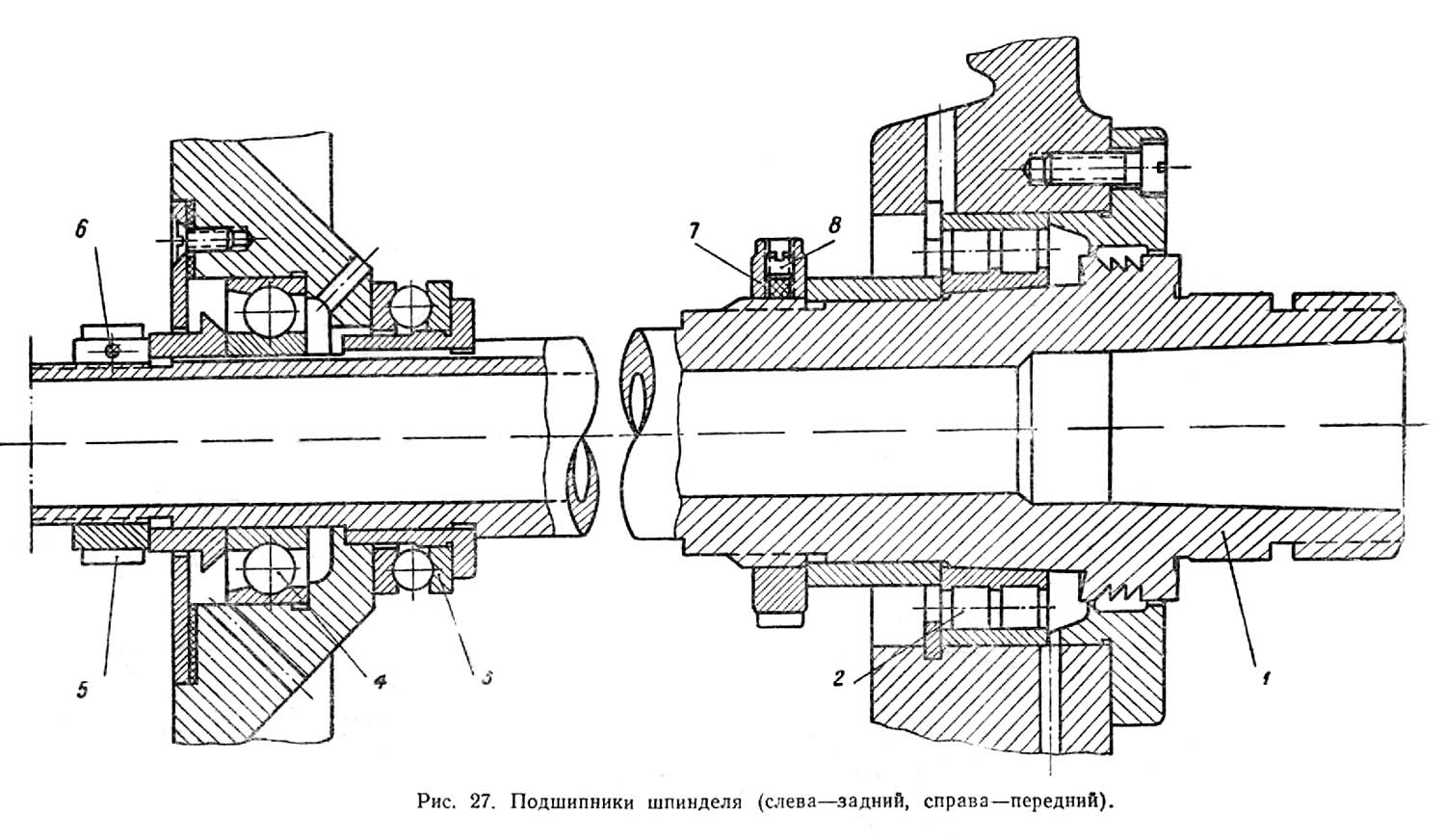
Особое внимание уделяется выбору подшипников
Для изготовления шпиндельных улов, применяются инструментальные легированные стали. Наиболее часто используемыми являются следующие марки: Ст45, Ст40Х, 20Х. Они могут заменяться аналогами, как отечественными, так и зарубежными.
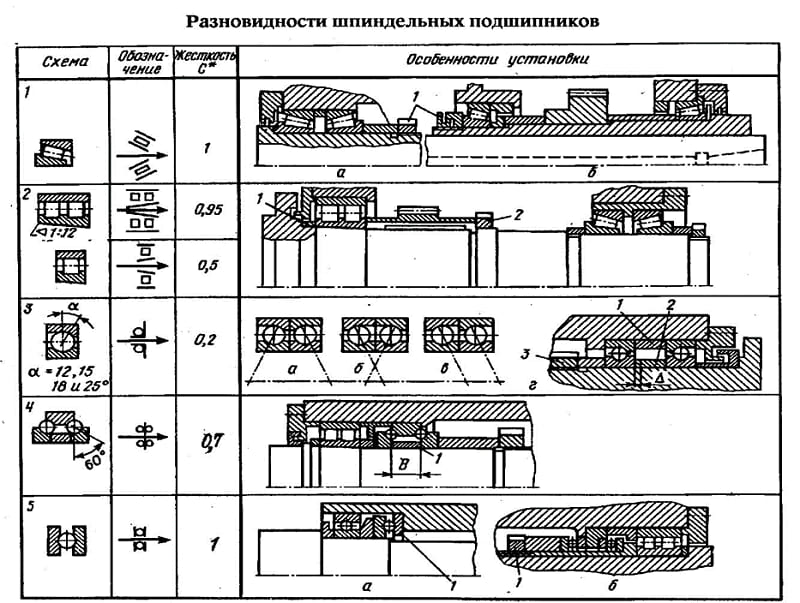
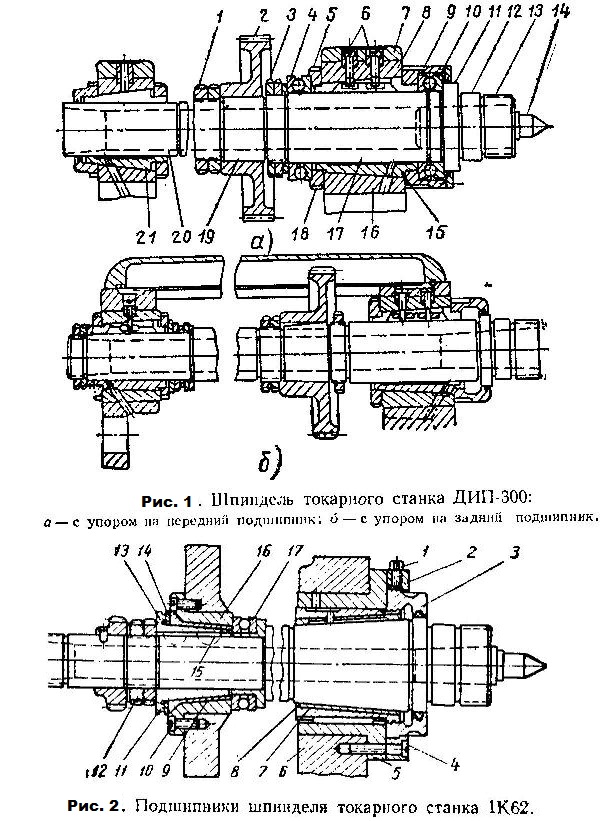
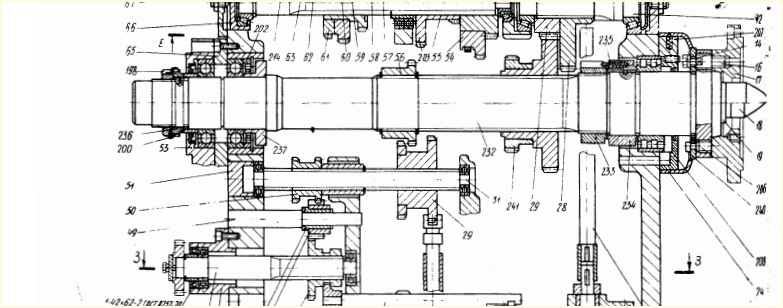
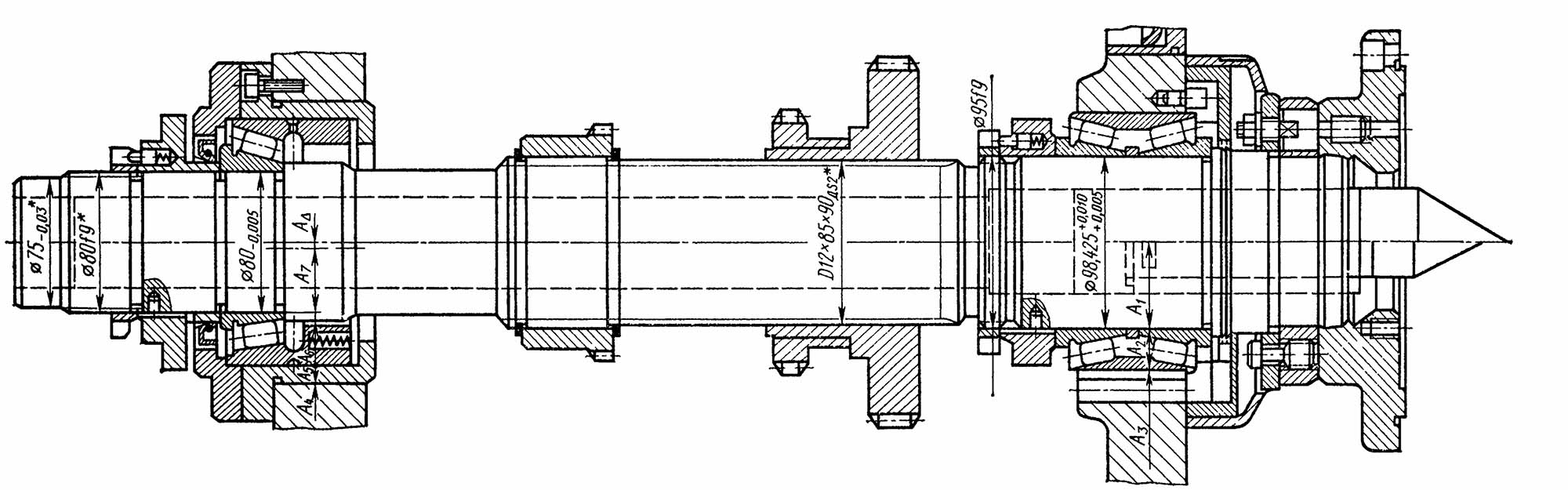
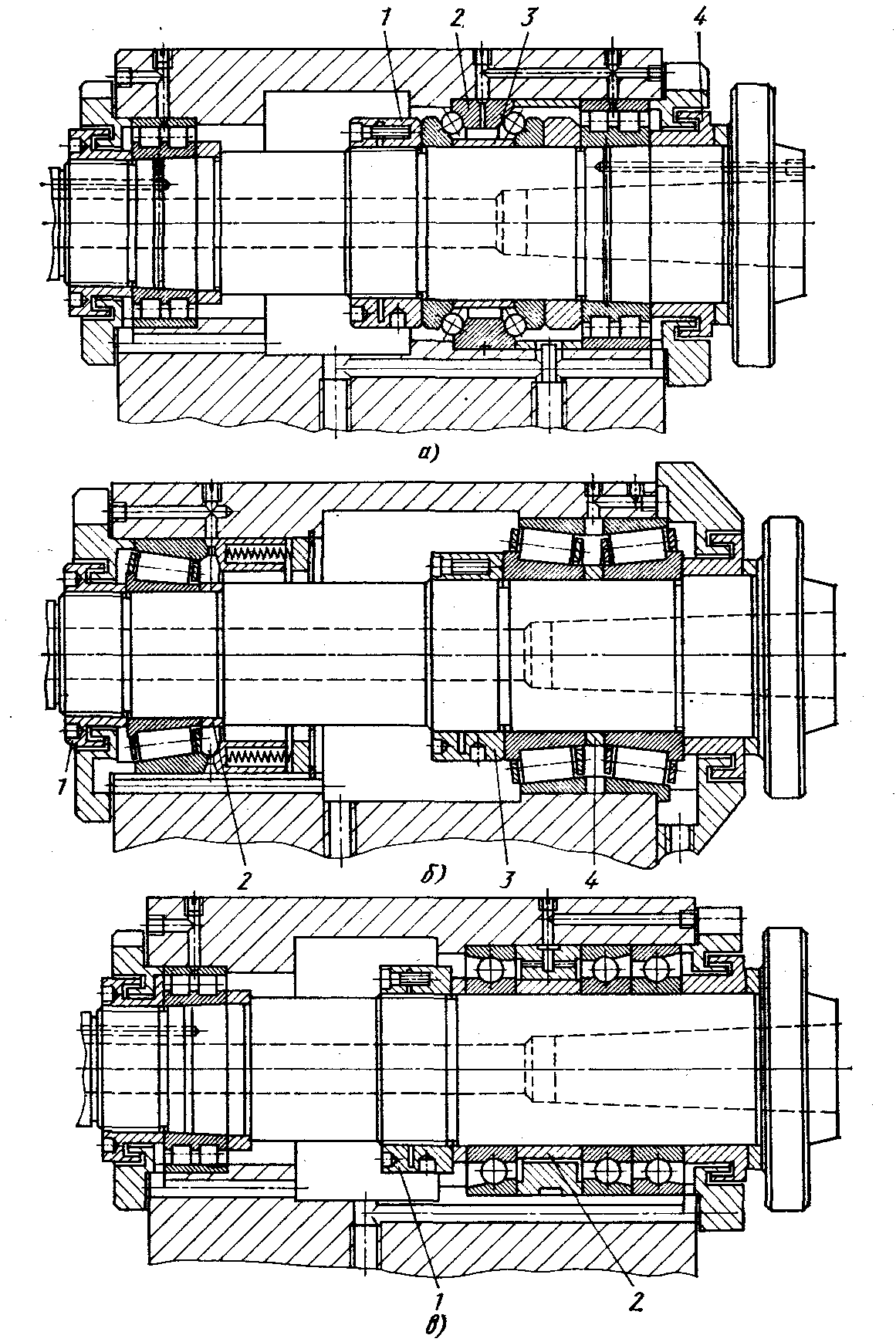
Многие характеристики обрабатывающих агрегатов зависят от применяемой последовательности размещения крепежных опор шпиндельного узла на станине.
В современных станках используют три схемы расположения таких опор.
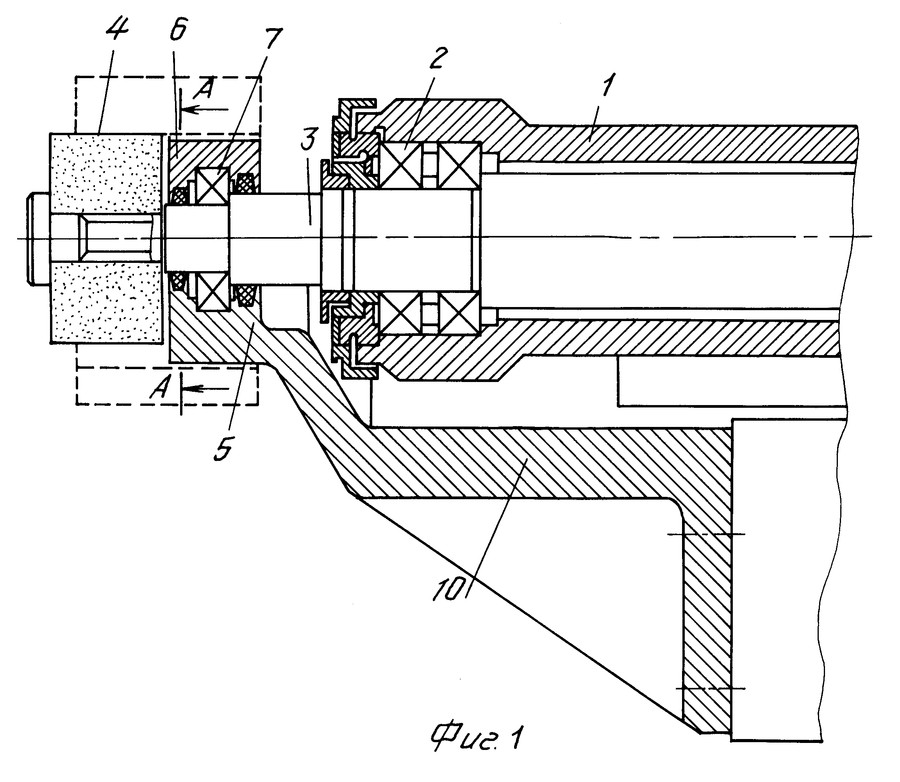
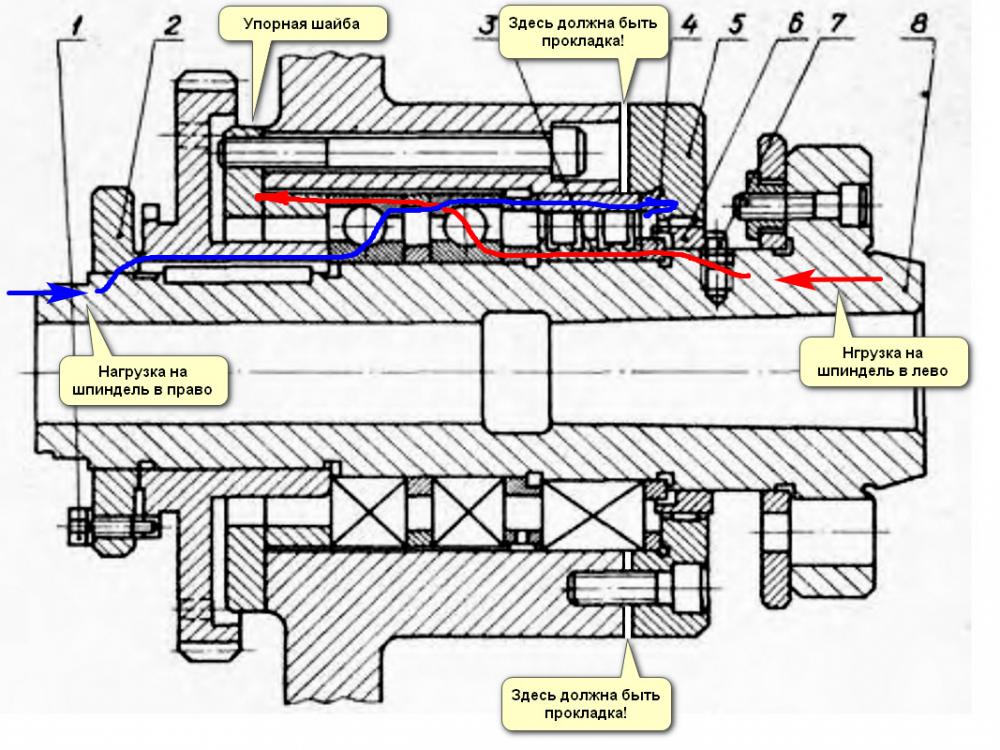
В первой предусмотрены две опоры. Одна является передней, вторая задней. С помощью передней опоры осуществляется осевая и радиальная установка узла. Она получается достаточно сложной в изготовлении и требует тщательной настройки. Задняя опора выполняется динамически плавающей. Это производит демпфирование возникающей линейной деформации всего узла. Особенно явно она проявляется в результате нагрева.
Такая конструкция шпиндельного узла широко применяется при креплении шпинделя в токарных станках средних размеров, сверлильных и фрезерных аппаратах. Горизонтально-расточной станок имеет данную схему. Для увеличения скорости вращения вместо упорных подшипников применяют радиально-упорные. Они позволяют стабилизировать вращение шпинделя и снижаю нагрев.
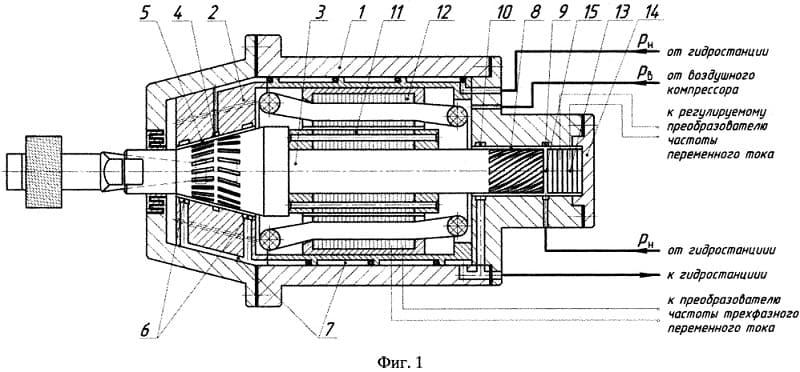
Во второй схеме опорные подшипники шпинделя располагают в задней опоре. Это позволяет упростить конструкцию и снизить нагрев всего узла. Однако приводит к росту температурных деформаций. Она применяется в шлифовальных станках.
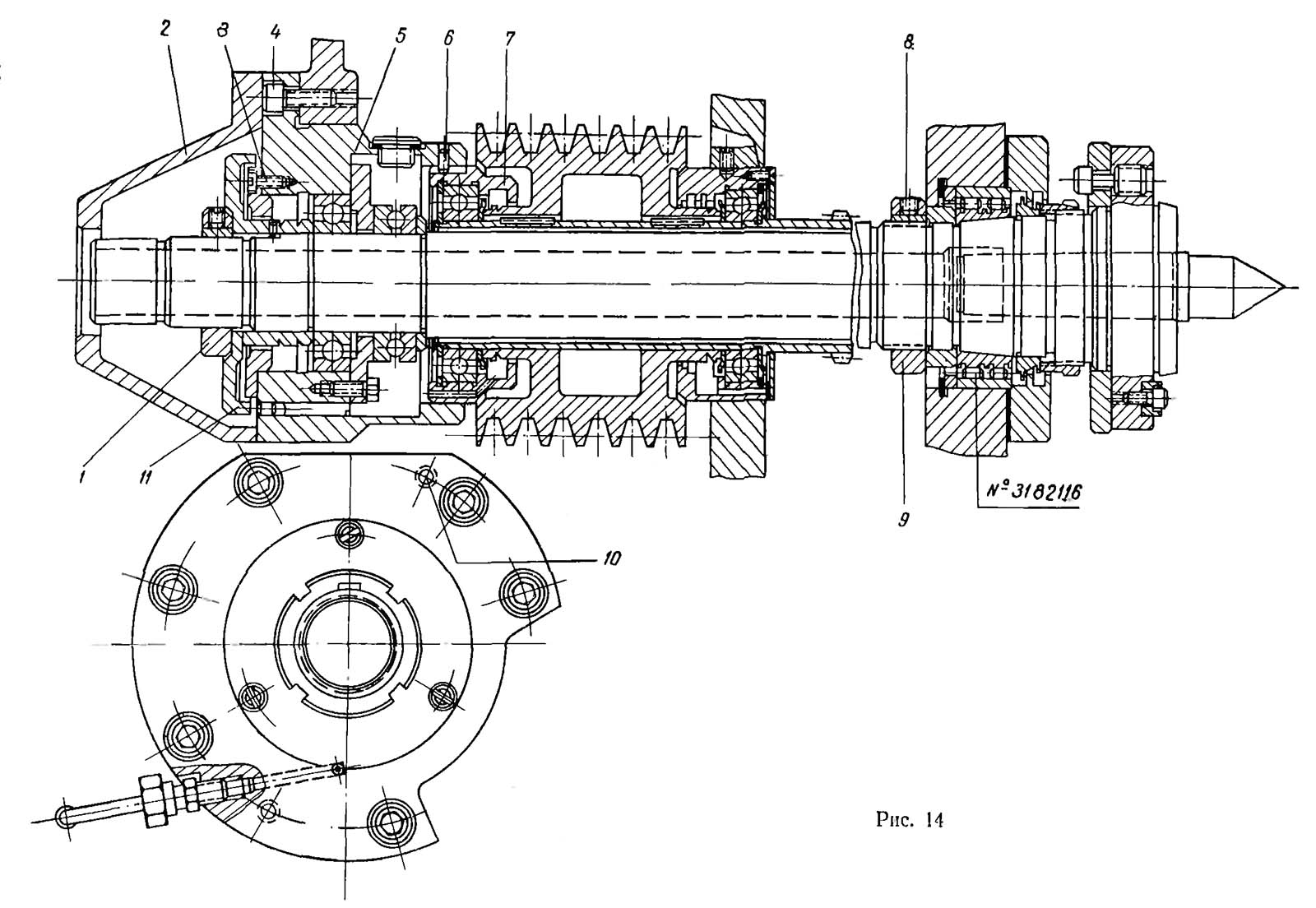
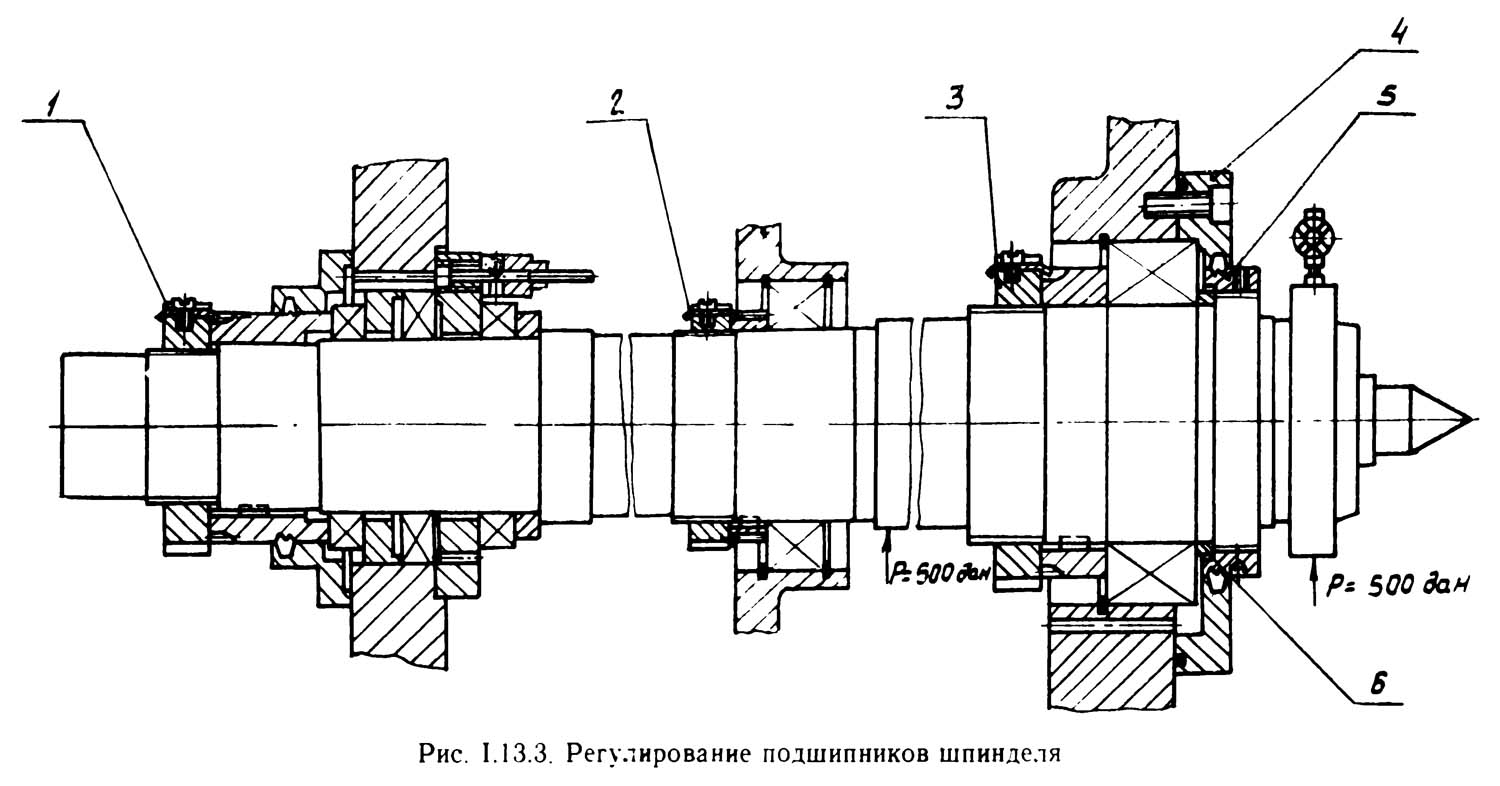
Третья схема является наиболее универсальной. Такая шпиндельная система обладает более высокой надёжностью за счёт повышенной жесткости. При всех её достоинствах она обладает общим недостатком. Для неё требуется проводить регулировку натяжения подшипников раздельно. В результате снижается скорость перемещения узла. Для сверлильного станка чертёж выполняется по схеме с изменением длины подачи. Для увеличения быстроходности и снижения температурных деформаций современные разработчики уменьшают расстояние между опорами на сколько это возможно. Однако маленькое межопорное расстояние ограничивает номенклатуру обрабатываемых деталей. Эту схему применяют в станках средних размеров, которые предназначены для обработки деталей небольших размеров.
Особенности токарных станков по металлу
Способ придания необходимых размеров и формы заготовке определяет также особенности станков токарной группы. Несмотря на то, что разные виды станков отличаются между собой, можно выделить несколько схожих признаков, которые свойственные всей токарной группе:
- обработки поверхности проводится резанием. инструменты, которые используются в большинстве случаев – резцы, виды которых зависят от многих показателей;
- имеется шпиндель с кулачковым патроном, в котором закрепляются заготовки. основное движение – вращательное, передается шпинделю;
- резцы закрепляют в суппорте, которому предается возвратно-поступательное движение. особенности конструкции суппорта позволяют использовать разные методы обработки поверхности;
- крепление изделия в некоторых случаях может проводиться по двум сторонам, для чего используют заднюю бабку;
- станок токарного типа можно использовать для растачивания отверстий, которые расположены вдоль оси изделия;
- скорость и подача, при которых проводится резание, могут устанавливаться в зависимости от типа поверхности заготовки, необходимых показателей точности снятия металла и шероховатости получаемой поверхности. для этого конструкция токарных станков имеет сложную схему передач.
Резание на токарных станках выполняется только при условии использования средств индивидуальной защиты, а также при установке защитного экрана.
Виды токарных станков
В зависимости от того, какие изделия нужно получить с какой точностью, можно выделить следующие группы токарных станков:
- токарно-винторезные – наиболее распространенная группа. при использовании токарных станков из этой группы можно получить цилиндрические поверхности различного диаметра. есть возможность придать заготовки конусность, нарезать на поверхности резьбу. можно проводить обработку черных и цветных металлов;
- токарно-карусельные – используются для получения изделия большого диаметра. также применяется для обработки цветных и черных металлов;
- лоботокарная группа отличается тем, что заготовки устанавливаются по горизонтали и есть возможность получения конической или цилиндрической поверхности;
- токарно-револьверная группа используется для обработки заготовки, которая представлена калиброванным прудком.
Существуют и другие, узкоспециализированные виды станков, которые условно относят к токарной группе из-за особенностей резания, когда используются резцы.
Техническое обслуживание шпинделя.
Своевременное и регулярное проведение ТО шпинделя существенно уменьшает вероятность поломки, спасает его запчасти от износа раньше времени и позволяет предупредить более серьезные неисправности.
У каждого производителя станка в документации есть график проведения ТО. В большинстве случаев для шпинделей он разделяется на следующие:
- Ежедневное ТО (включает в себя проверку уровня и тока масла);
- Еженедельное ТО (Очистка инструмента его фиксаторов и конуса. Проверка уровня масла в емкости для масляного тумана, если таковая имеется.);
- Ежемесячное или через каждые триста часов (Проверка уровня масла в гидравлической станции и охлаждающей жидкости в холодильнике);
- Полугодовое или через каждые 1800 ч. работы (замена фильтрующего элемента воздушного фильтра. Измерение усилия зажима и в случае необходимости чистка и смазка цанги зажима);
- Ежегодное или через каждые 3600 ч. эксплуатации (Замена фильтрующего элемента масляного фильтра. В случае надобности заменить охлаждающую жидкость холодильника);
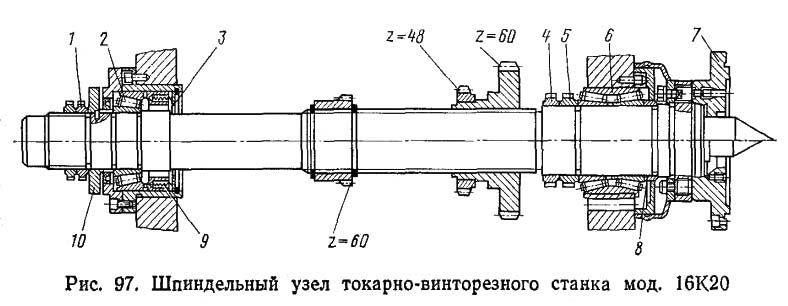
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
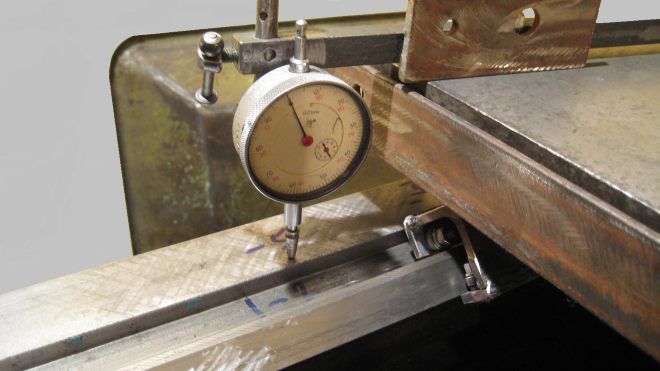
Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Мой выбор
Сколь бы подробно ни описывались преимущества токарно-винторезных станков, в отношении оборудования промышленного назначения сложно сделать однозначный вывод. Каждое производство имеет собственные особенности, из-за которых заказываются специальные и дорабатываются типовые станки. С позиции типового оборудования – JET GH-2040 ZH DRO RFS, за счёт существующего потенциала выделяется на фоне незначительного числа достойных конкурентов.
Наиболее многочисленной по диапазону характеристик является группа станков, интересующая малый бизнес. Здесь всегда можно подобрать модели, соответствующие вашим особенностям. Проще всего с MetalMaster X32100 – уже в базовой комплектации вы получаете точный и высокопроизводительный ТВС, отпадает необходимость модернизации станка.
Сложнее определить станок для хобби – сказывается распространение однотипных моделей. На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
Как часто вы обслуживаете электроинструмент?





