

Как шабрить станину токарного станка — Станки, сварка, металлообработка
Сборка направляющих и кареток для чпу станка своими руками

В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами.
Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию.
Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность.
Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала).
Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарные станки после капитального ремонта: восстановление и эксплуатация
В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат.
После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла.
Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.
Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт
Шлифовка станин
Смотреть цены на шлифовку станин >>
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины. Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное. | |
| Длина, мм | 700 |
| Ширина, мм | 430 |
| Высота, мм | 520 |
| Масса, кг | 115 |
Технические характеристики
| Наименование | Параметры |
| Диаметр шлифовальной чашки, мм | 125 |
| Посадочный диаметр, мм | 32 |
| Мощность привода, кВт | 0,55 |
| Напряжение, В | 380 |
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы.
Наибольшая длинна шлифования, мм
8590
Ширина стола, мм
1800
Проход между стойками, мм
2020
Высота шлифования, мм
1580
Наибольший вес обрабатываемого изделия, кг
12500
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
- 8
- 8
или по эл.почте:
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
О важности шлифовки
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодической шлифовке. Шлифовка направляющих станины, она же шлифовка станины, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки.






rosstanko.com
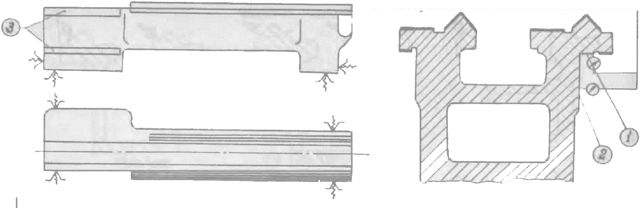
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет. Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Источник
Ремонт станины станка
При капитальном ремонте токарных конструкций, должно производиться восстановление всех элементов станка. Что касается станины, то следует устранить неточности, которые могут возникнуть при износе направляющих. От степени износа зависит, какой способ восстановления будет выбран в конкретной ситуации. Если неточность составляет 0,15 мм на 1 метр, то применяют шабрение, если больше, то восстановление проводится путем строгания или шлифовки.
Виды поломок станины
Дефекты – отклонения от предустановленного промышленными критериями качества использованного материала по химическому составу, текстуре, сплошности, состоянию плоскости, автоматическим и иным свойствам.
В процессе эксплуатации могут возникнуть три группы дефектов:
- царапины, изнашивание, надиры, риски;
- механические повреждения;
- тепловые и химические повреждения.
Большая часть крупных и средних повреждений видна при наружном осмотре. В отдельных случаях контроль осуществляют при помощи молотка: звенящий звук при отстукивании элемента молотком говорит о наличии в ней трещин. С целью выявления небольших трещин, возможно, применять разнообразные способы дефектоскопии. Более простые — капиллярные способы, разрешающие зрительно установить присутствие трещин.
Износ – трансформация размеров, формы, состояния плоскости из-за разрушения неглубокого слоя изделия. Отличают следующие разновидности износа: начальный, критический, максимальный, преждевременный, естественный и так далее.
При механическом износе станины и направляющих происходит срезание или истирание поверхности.
Самостоятельный ремонт
Шабрение направляющих или срезание с дальнейшей притиркой остается самым востребованным и эффективным методом устранения неточностей ву направляющих станины. И в настоящее время данный метод зачастую применяется, на протяжении многочисленных десятков лет показывая превосходный результат починки станины. В первую очередность необходимо исследовать состояние направляющих, установить уровень их износа. В таком случае место, где изнашивание минимальное, берется за степень базового износа, сведения замеров записываются в таблицу, на основании которой и производят дальнейший ремонт. Прием содержит следующие этапы:
- станина устанавливается на основание – стенд для ремонта. Поперечное и продольное положение элемента устанавливается строго по горизонту, с применением различных приспособлений;
- уже после завершения предварительных работ производится черновое (заблаговременное) срезание с рабочей шириной 20-25 миллиметров, при этом штрихи должны составлять более 10 миллиметров;
- получистовое шабрение производится шабером 12-16 миллиметров, протяженностью штрихов 5-10 миллиметров вплоть до свершения 8-15 пятен в прямоугольник;
- финишное (чистовое) срезание делают шабером шириной 5-10 миллиметров и протяженностью штрихов 3-5 миллиметров с целью достижения 20-25 пятен в квадрате.
Так как направляющие станины токарной конструкции довольно длинные, обрабатывание производится по маякам с разбивкой единой длины на определенном участке. Первый маяк устанавливается на место, где выработка максимальная. На дистанции, наименьшей длины контрольной линейки, от 1-ый маяка шабрят 2-ой фрагмент, находящийся в одной плоскости с первоначальным. Далее шабрится поверхность между ними с дальнейшим переходом на следующий участок. Время от времени необходимо приставлять линейку для проверки горизонтали и точности работы.
Ремонт шлифованием
Этот метод не всегда используется для ремонтных работ, так как станина токарного станка имеет большую протяженность. В данном случае направляющие станины реконструируют с применением портативного устройства с шлифующей головкой, что устанавливается напрямую на станине.
Ремонт, возможно, осуществить на участке, при этом снимать станок с фундамента не нужно. Данный метод согласно производительности превышает шабрение, но эксперты советуют применять финишное строгание.
Обслуживание
Чтобы токарное оборудование служило длительное время, но осуществлять постоянное облуживание оборудования и его плановый осмотр. Это можно делать своими силами, или заключить договор с компаний, которая занимается ремонтом токарных станков.
Стоимость
Как ранее говорилось, ремонт станины токарных станков процедура кропотливая и трудоемкая, выполнять ее нужно обязательно, так как от этого зависит точность обработки деталей.
Точную цену ремонтных работ рассчитывает специалист, который выезжает на осмотр.
Кроме этого стоит отметить, что стоимость ремонта будет зависеть от степени износа станины и способа ее восстановления.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.


![Ремонт токарных станков [эксплуатация после ремонта]](https://domdetaley.ru/wp-content/uploads/1/1/6/1164b0c52cd40f7bd27e7c64d6d203a0.jpeg)

Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
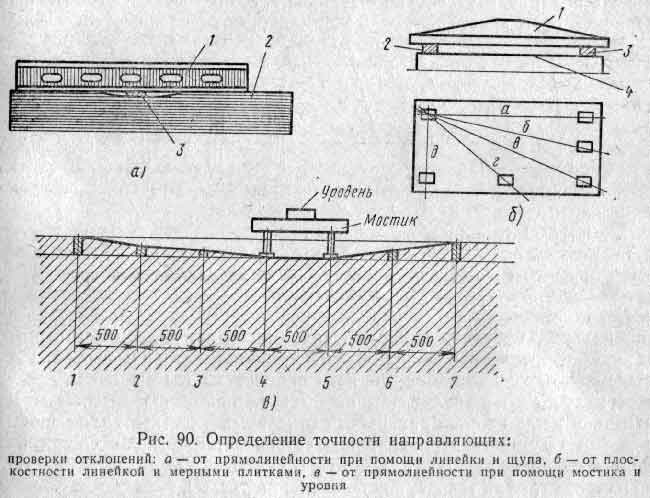
Определение величины износа направляющих
Для определения величины износа направляющих пользуются контрольной линейкой и щупами (рис. 90, а). Длина линейки должна быть не меньше 2/3 длины проверяемой поверхности.
Приступая к проверке, прежде всего зачищают поверхность направляющих, чтобы удалить забоины и грубые задиры. После этого накладывают линейку 1 и щупами 3 измеряют зазор между ней и направляющей 2 через каждые 300—500 мм подлине. Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Широкие поверхности проверяют на плоскостность (рис. 90, б). Для этого линейку 1 укладывают на две контрольные плитки 2 и 3 одинакового размера и замеряют щупами расстояние между поверхностью детали 4 и линейкой. Это проделывают в нескольких направлениях — а, б, в, г и д, каждый раз производя измерения в нескольких точках по длине линейки.
Вместо щупов иногда пользуются кусочками (лепестками) папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в нескольких местах на направляющие и на них накладывают линейку. После этого начинают вытаскивать лепестки из-под линейки; если поверхность прямолинейна, лепестки оказываются прижатыми, при этом их не вытаскивают, а только обрывают их концы.
В тех случаях, когда направляющие значительно длиннее имеющейся контрольной линейки, величину износа определяют чувствительным слесарным уровнем при помощи специального приспособления — мостика или же используют вместо него основание задней бабки. На рис. 90, в показана схема замера износа направляющих станины в вертикальной плоскости.
Мостик с уровнем, расположенным продольно, перемещают по направляющим. Участок, где пузырек уровня наиболее отклонится, и будет самым изношенным. Найдя этот участок, разбивают (идя от него) станину на равные по длине части, сооответствующие расстоянию между опорами мостика. На исходном участке уровень регулируют так, чтобы пузырек его основной ампулы занял среднее положение, т. е оказался на нуле.
При определении величины износа описываемым способом необходимо учитывать, что уровень показывает отклонение на длине 1000 мм тогда как замеры ведутся на участках меньшей длины. Следовательно показания уровня нужно пересчитывать применительно к фактически измеряемым расстояниям. Если, например, цена деления шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое расстояние равно 500 мм то цена деления на этих участках будет 0,02 мм.
Износ горизонтальных направляющих определяют мостиком и уровнем следующим образом. Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке 6 —7 и также записывают показание уровня Если и здесь получен результат 0,06 мм, значит действительное отклонение от прямолинейности на участках 5—6 равно 0,12 мм.
Метод определения непрямолинейности направляющих при помощи уровней широко используется при ремонте оборудования. Однако уровнем проверяют непрямолинейность только в вертикальной плоскости. Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Этот метод позволяет осуществлять замеры отклонений от прямолинейности как в вертикальной, так и в горизонтальной плоскостях. Измерение осуществляют при помощи жестко закрепленного автокол-лиматора 2 (рис. 91) и плоского зеркала 4, которое перемещают по проверяемой поверхности. Зеркало устанавливают на универсальный или пециальный мостик и выверяют так, чтобы оно находилось перпендикулярно оптической визирной оси 3 автоколлиматора и изображение совпало с перекрестием окулярного микроскопа 1. Перемещая мостик с зеркалом по направляющим на шаги L, положение зеркала будет меняться из-за непрямолинейности отдельных участков. Углы наклона по отношению к первоначально установленному положению определяют непрямолинейность, которую отсчитывают по шкале микроскопа и строят график так же, как показано на рис. 90, в.
Устройство суппорта токарного станка
Общий вид суппорта в сборе с фартуком
Суппорт токарно-винторезного станка

Суппорт универсального токарного станка
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов — каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
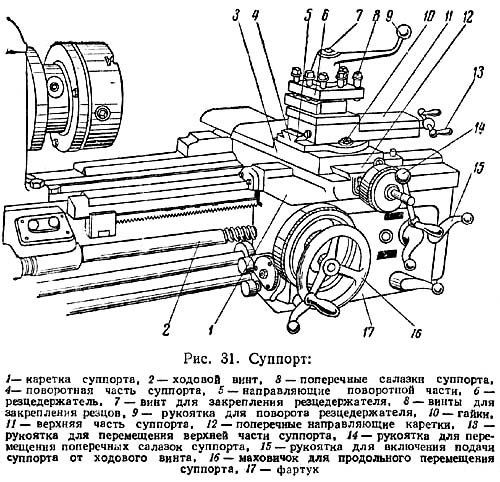
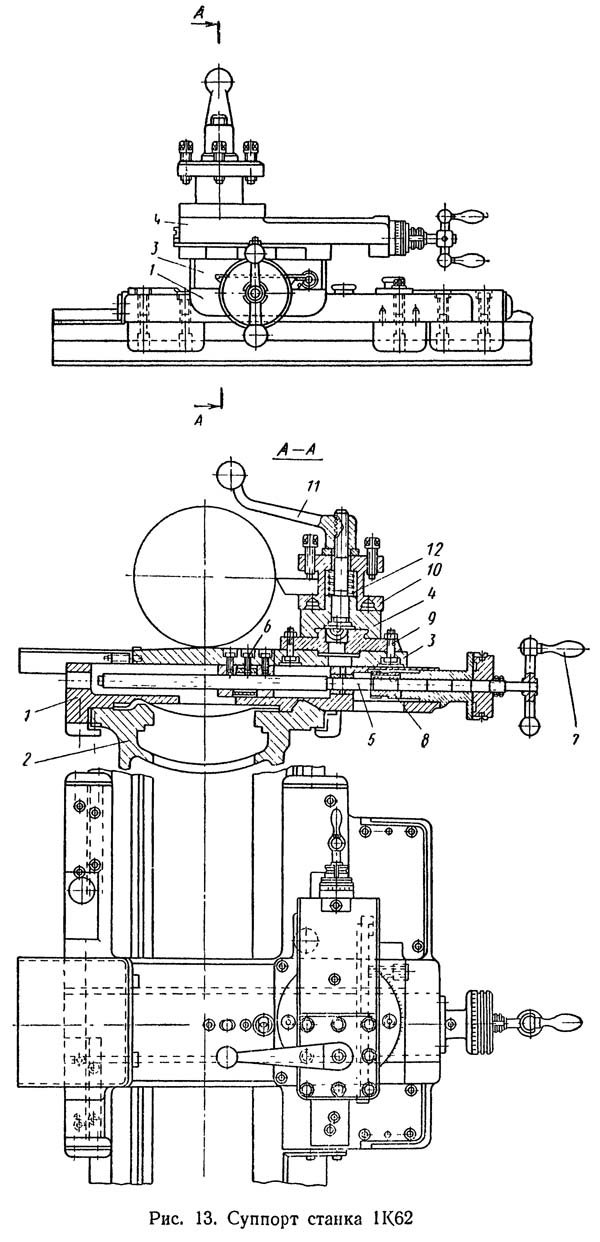
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото поперечных салазок и каретки суппорта
Каретка суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука, жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба .. 1 мм
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).







Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
Ремонтные работы со станиной
В процессе работы станина станка может быть изношена, что ведет к необходимости ее ремонта. Основные неисправности станины:
- Наличие трещин чугунного материала. Для восстановления небольших трещин применяют сварку электродами из биметалла. Когда трещина достигает размеров свыше 5 мм, то вместо сварки применяют соединение хомутами. Первоначально вдоль трещины по обе стороны просверливают отверстия и вставляют закладные из стали. Далее эти закладные соединяют хомутами на сварку.
- Износ направляющих станины. Чтобы восстановить эти детали станины, применяют метод шабрения. Его суть состоит в том, что проводится строгание поверхностей начисто при помощи широких резцов шаберов.
Обслуживание
Чтобы снизить изнашиваемость направляющих, необходимо правильно ухаживать за станком. Чем реже будет производиться ремонт, тем дольше послужит оборудование.
- Когда рабочий принимает станок от сменщика, он должен вначале проверить состояние оборудования. Для этого включается станок, на слух определяется исправность двигателя, работа насоса, целостность станины и направляющих. Надо проверить заземление и убедиться в том, что защитные приборы исправны. Только после этого можно принимать смену.
- Согласно графику своевременно нужно смазывать оборудование. Проверять все смазочные щели, очищать их от забившейся пыли.
- Во время работы ни в коем случае нельзя класть заготовки или инструменты на направляющие. Для этого предусмотрены специальные планшеты.
- Чтобы надёжно закрепить инструмент, категорически запрещено стучать по нему молотком для полной фиксации. Чтобы инструмент нормально фиксировался, он должен быть чистым и смазанным.
- Нельзя оставлять включённым станок на длительное время.
ВНИМАНИЕ! Если прекращается подача электроэнергии, необходимо обесточить станок
- После работы необходимо убирать станок, сметать стружку специальной щёткой, следить за тем, чтобы на станине не оставалась грязь, пыль, вода, другие вещества и стружка.
Если на станке вначале обрабатывалась заготовка из чугуна, а потом нужно перейти к стали, естественно инструмент придётся смазать охлаждающей смазкой. Поэтому вначале необходимо прочистить станину с направляющими от чугунной стружки, собравшейся грязи и накапавшей смазки. Для этого используется тряпка, которую смачивают в керосине. Затем по направляющим проходят сухой тряпкой и снова смазывают.
- Станок должен крепко стоять на фундаменте. Если основание начинает шататься, необходимо сообщить об этом механику цеха.





