

Горизонтальная протяжка
Горизонтальный протяжной станок применяется во всех случаях, когда появляется необходимость проведения обработки внутренней или наружной части детали, главное движение которого будет происходить в линейном горизонтальном направлении. Правильное движение осуществляется за счет специальных протяжек, имеющих различные профили.

Горизонтальный протяжной станок
Рабочий цикл такого станка осуществляется только в строго горизонтальном направлении. Снятие со всей площади обрабатываемой детали стружки, в процессе эксплуатации, осуществляется благодаря равномерному движению зубьев по всей величине имеющейся протяжки. Для того, чтобы весь процесс был полностью автоматизированным и безопасным — имеет смысл использовать аппарат для обработки и резки металла с установленным ЧПУ.
Станки с вертикальной протяжкой рассчитаны на проведение точной обработки поверхностей деталей различной формы, сделанных как из черных, так и из цветных металлов. Протяжной станок вертикальной конфигурации используется, как правило, в различных отраслях промышленности — таких, как машиностроение — с целью массового производства деталей всевозможной формы.
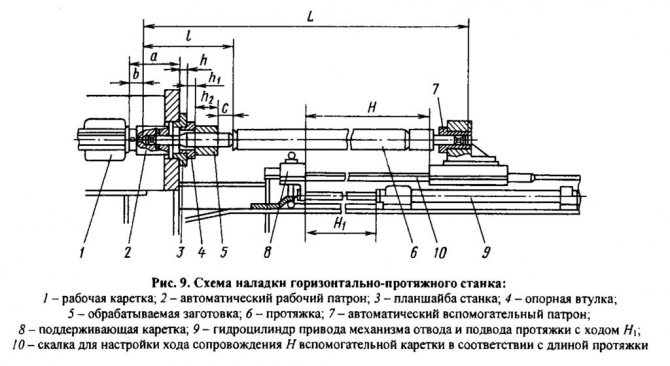
Схема наладки горизонтально-протяжного станка
Электрооборудование, свет, освещение
Многие люди предпочитают небольшие столярные работы выполнять дома своими руками или на даче. Это позволяет дать волю своей фантазии и сэкономить денежные средства из семейного бюджета. Но для работы с деревом требуются подручные приборы, к примеру, строгальный станок, который можно изготовить своими руками.
Возникновение строгального станка
Первый строгальный станок известен ещё со времен Леонардо Да Винчи. Но он не повлиял на развитие данного оборудования, так как все записи были утеряны. Ученый де ла Гир из Франции в 1719 году сконструировал строгальный станок, что представлял изначально модификацию токарного станка, а движение проводилось веревкой от лучка.
А сегодня существует много разнообразных строгальных станков, которые зависимо от выполняемых работ, разделяются на такие группы: аппараты общего назначения, специализированные и специальные станки.
К станкам общего назначения относят продольно-строгальные и поперечно-строгальные. Специальные станки предназначаются для выполнения определенных детальных операций, в основном, они используются в массовом производстве.
К специализированным станкам причисляют поперечно-строгальные аппараты с подвижной кареткой для работы с тяжелыми деталями, ямные продольно-строгальные станки для обработки тяжелых и крупных деталей и кромкострогальное оборудование для обработки кромок больших листов.
Продольно-строгальный станок предназначается для обработки крупных заготовок. Такие аппараты бывают одно- и двухстоечными. В процессе резания металла у продольно-строгального станка движения передаются заготовке, что предварительно зафиксирована на столе строгального станка. Его основными характеристиками являются ширина и длина строгания. Максимальная длина достигает при этом до 25, а ширина доходит до 5 метров.
Поперечно-строгальный станок используют для работы со средними или мелкими заготовками. Движения же передаются режущему инструменту, а не заготовке. Этот инструмент размещается на ползуне. Характеристикой такого строгального станка выступает длина хода ползуна, которая достигает 2,5 метров. Стол, где фиксируется заготовка, вы можете передвигать в горизонтальной и вертикальной плоскостях.
Назначение строгальных станков
Строгальные станки необходимы для обработки линейчатых поверхностей – вертикальных, горизонтальных и наклонных плоскостей. К линейчатым причисляют и фасонные поверхности, которые представляют из себя сочетание плоскостей, что расположены под разными углами.
С помощью металлообрабатывающих и деревообрабатывающих строгальных станков возможна обработка и фасонных поверхностей, на профиле которых имеются криволинейные участки, что образуются дугами окружности или сложными кривыми. На строгальных станках обрабатывают не только плоские поверхности, но и пазы, прямолинейные канавки, уступы и разные выемки. Возможна обработка металла по замкнутому контуру.
Обработке с использованием строгального станка подвергаются детали с малыми размерами и крупные поковки, сварные конструкции и отливы, что имеют длину до 12 метров, ширину до 6 метров и высоту до 3 метров. Вес подобных деталей может доходить до 200 тонн.
На строгальных станках обработку заготовки проводят по плоскости, толщине или в угол, благодаря этому пиломатериал приобретает идеальную ровность. На двухстороннем фуговальном станке одновременно совершается обработка пласта и кромки детали. На двустороннем рейсмусовом оборудовании осуществляется обработка параллельных плоскостей.
Металлорежущие станки строгального характера используют в специальных механических цехах для обработки всевозможных деталей в автомобильной промышленности. Также они встречаются во многих ремонтных мастерских и инструментальных цехах. Они хорошо подходят для работы с деталями из стали, разных сплавов цветного металла и даже некоторых видов пластмассы.
Строгальные станки по дереву применяются для обработки поверхности древесины после распиловки «начисто», изготовления пиломатериала и паркета. Они предназначены для обработки прямолинейных заготовок и фрезерования по плоскости. Использование разных наборов ножей позволяет работать с мягкими (ель, сосна) и твердыми (тополь, дуб, бук) породами древесины.
Описание принципиальной электросхемы
Электросхема станка обеспечивает:
- Пуск и останов электродвигателя главного привода.
- Пуск и останов электронасоса.
- Пуск и останов электродвигателя ускоренных перемещений стола.
- Дистанционное управление долбяком с кнопочной станции (пуск и останов).
- Работу механизма отсчёта перемещения стола.
- Ограничение холостого хода главного электродвигателя.
- Местное освещение станка.
1. Пуск двигателя главного привода 1М осуществляется в следующей последовательности: поворотом пакетного выключателя ВВ1 подается напряжение 380в от сети трехфазного переменного тока к электродвигателям и цепи управления. После нажатия на кнопку 1КУ (пуск) ток идет по цепи Л16-2-3-4-5-6-Л26.
Ток, пройдя через катушку магнитного пускателя 1К, включает главные контакты 1К в точках Л12-Л13, Л22-1С2,Л32-Лзз и пускает электродвигатель главного привода 1М. Одновременно магнитный пускатель шунтирует кнопку 1КУ в точках 3—4.
Для выключения главного электродвигателя 1М необходимо нажать па кнопку 2КУ (стоп), которая при этом размыкает свои Н.З. контакты в точках 2—3 и обесточивает цепь катушки магнитного пускателя 1К.
2. Включение и выключение электронасоса 2М осуществляется поворотом пакетного выключателя ВВ2.
3. Пуск и останов электродвигателя ускоренных перемещений «ЗМ» осуществляется кнопкой «ЗКУ» (пуск), работающей в толчковом режиме.
4. Дистанционное управление долбяком с кнопочной станции может осуществляться в двух режимах — наладочном и рабочем.
- Рабочий режим. Переключатель цикла ПЦ в точках 9—10 разомкнут. Для пуска долбяка необходимо нажать кнопку 4КУ, которая своими Н. О. контактами в точках 7—8 замкнет цепь электромагнита ЭМ-2, который через зубчатую передачу повернет кран управления гидропанелью в положение «пуск». Долбяк начнет перемещаться. Для останова долбяка необходимо нажать на кнопку «2КУ», которая своими Н. О. контактами замкнет цепь электромагнита ЭМ-1 в точках Л16—10. Последний через зубчатую передачу повернет кран гидропанели в положение «стоп». Долбяк остановится.
- Наладочный режим. Переключатель цикла ПЦ замкнут в точках 9—10. Управление долбяком осуществляется только одной кнопкой 4КУ, которая своими Н. О. контактами включает ЭМ-2, а Н. 3. контактами по цепи Л16-7-9-10-Л26 включает электромагнит ЭМ1. Пуск долбяка может осуществляться только после пуска главного двигателя, когда замкнутся Н.О. контакты Л16—7.
5. Конечный микропереключатель механизма отсчета перемещений стола «1KB» встроен в цепь управления главного электродвигателя «1М». При получении команды от механизма отсчета конечный выключатель «1KB» размыкает цепь Л16 2-3-4-5-6-Л26 в точках Л16—2 и обесточивает цепь катушки магнитного пускателя 1К.
6. Ограничение холостого хода главного электродвигателя осуществляется кнопкой «2КУ», которая имеет (Н. 3.) контакты в цепи управления главного двигателя в точках 2—3 и Н.О. контакты в цепи останова долбяка в точках Л16—10. Таким образом, при останове долбяка произойдет также останов главного двигателя.
7. Лампа местного освещения питается пониженным напряжением 36 в переменного тока от вторичной обмотки трансформатора 380/36/6в. В цепи лампочки «Л1» имеется плавкий предохранитель «ЗПР» и выключатель «ВО». К выводу 6в подключается сигнальная лампочка Л, через гасящее сопротивление ПС.
Сигнальная лампочка Л2 зажигается при подаче напряжения от сети поворотом пакетного выключателя ВВ1.
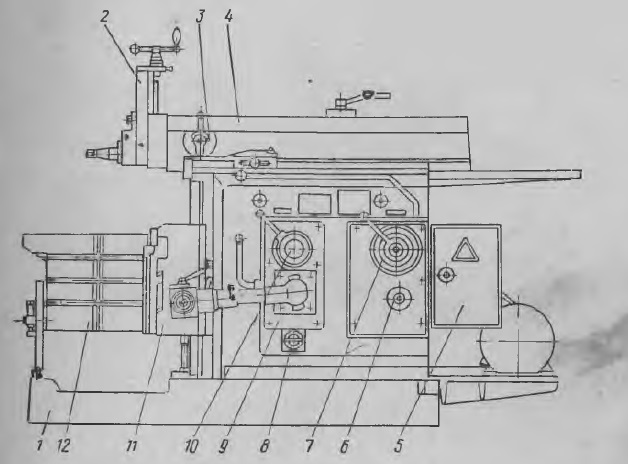
Расположение органов управления строгальным станком 7Е35
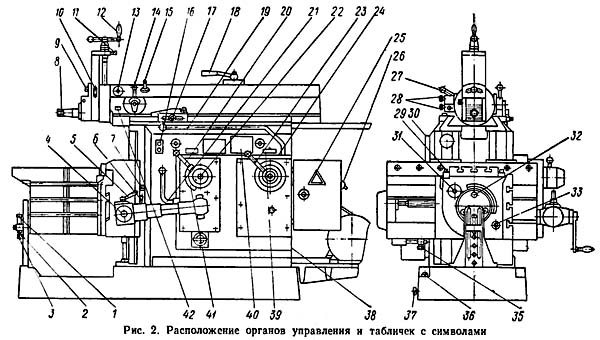
Расположение органов управления строгальным станком 7е35
Спецификация органов управления поперечно-строгального станка 7Е35
- Винт точного подпора стола
- Гайка закрепления стойки стола
- Упор стойки стола
- Хвостовик вала для ручного перемещения стола
- Рукоятка включения и реверсирования механического перемещения стола
- Рукоятка управления перемещением стола
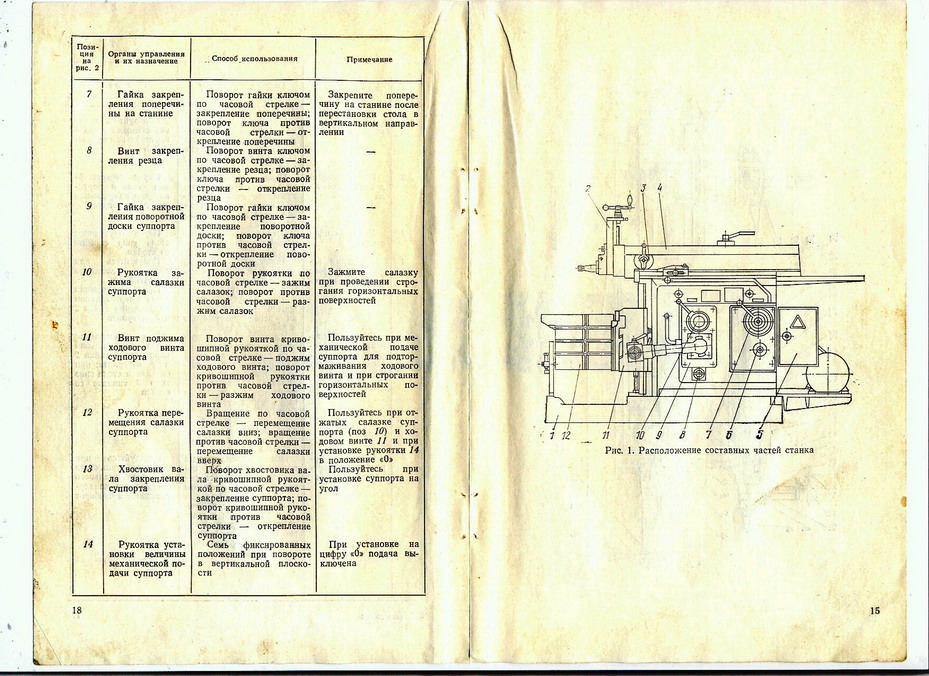
- Гайка закрепления поперечины на станине
- Винт закрепления резца
- Гайка закрепления поворотной доски суппорта
- Рукоятка зажима салазки суппорта
- Винт поджима ходового винта суппорта
- Рукоятка перемещения салазок суппорта
- Хвостовик вала закрепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Кнопочная станция включения и выключения электродвигателя главного привода
- Винт крепления упора механической подачи суппорта
- Рукоятка закрепления ползуна
- Рукоятка управления фрикционной муфты главного привода (пуск и останов ползуна)
- Рукоятка установки величины механической подачи стола
- Рукоятка включения ускоренного перемещения стола
- Хвостовик вала изменения длины хода ползуна
- Рукоятка установки ряда чисел двойных ходов ползуна
- Хвостовик вала замка электрошкафа
- Вводный автоматический выключатель
- Рукоятка включения и выключения механизма автоматической откидки резца при обратном ходе ползуна
- Гайка для регулирования силы поджатия штанги
- Гайка закрепления наклоняемого стола
- Хвостовик вала поворота наклоняемого стола в плоскости, параллельной ходу стола
- Гайка закрепления поворотного стола
- Хвостовик вала поворота стола в плоскости, перпендикулярной ходу
- Рукоятка очистки пластинчатого фильтра
- Упоры перемещения стола в горизонтальном направлении на заданный размер
43 файла
- Последние обновления
- Заголовок
- Наивысший рейтинг
- Дата начала
- Самые просматриваемые
- Самые скачиваемые
- Назад
- Далее
От
BAXON
7а110; 7а112; 7а116; 7а210; 7а212; 7а216 – Станки продольно-строгальные. Модификации и специальные станки на их базе. 1988г. Руководство по эксплуатации. Часть 2. Электрооборудование станка. Djvu, 75 страниц
870 раз скачали
Отправлено 16 августа, 2012
7402 – станок долбежный. Паспорт
От
Shint
Станок долбёжный модель 7402 Руководство по эксплуатации Скачать еще файл: 7402, станок долбёжный. Паспорт (pdf)
2 383 раза скачали
Обновлено 14 сентября, 2015
От
newbas
7А311, 7А33 – поперечно-строгальные станки, Оренбург. Полный паспорт
876 раз скачали
Обновлено 22 февраля, 2012
От
newbas
Поперечно-строгальные станки мод. 7А311 и 7А33 Оренбургский станкостроительный завод Часть паспорта – только технические характеристики
185 раз скачали
Обновлено 19 февраля, 2012
От
Ртуть
Завод-изготовитель: Предприятие п/я В-8731 Станок продольно-строгальный модель 7210, 7110, 7212, 7112, 7216, 7116 Паспорт, Руководство, Акт приемки. Часть 1, 1971 год Спасибо K@RLSON за мануал! Продольно-строгальный станок мод. 7212. Материалы по запасным деталям – 7212_spare_parts.djvu (11.74 MB) Альбом чертежей – 7212_strogaln_Album_Detalei.djvu (15.00 MB) Похожие файлы: 7210, 7212, 7110, 7112 – продольно-строгальный двухстоечный станок, г. Минск. Паспорт (djvu) 7210В, станок продольно-строгальный. Схема управления перемещением стола (pdf)
5 272 раза скачали
Обновлено 28 декабря, 2017
От
Ртуть
Паспорт на 7М36 гидрофицированный поперечно-строгальный станок. Паспорт и Руководство по уходу и обслуживанию. Издательство “Полымя”, Минск, 1967, 1962 год
7M36_Gomel_Pasport.djvu (2.57 MB), 7M36_pasport.djvu (1.78 MB), 7M36_Pass.djvu
Полный паспорт станка 7М36, 7М37, Акт приемки, Альбом быстроизнашивающихся чертежей – 7M36_7M37_passport.djvu (21.12 MB)
Альбом чертежей 7М36, 7М37 – 7M36_7M37_Spare_parts.djvu, 7M36_7M37_Detali.djvu
Чертежи и схемы – 7M36_7M37_big.djvu (3.04 MB)
2 311 раз скачали
Обновлено 27 февраля, 2020
-
7305, 7307Г – станки поперечно-строгальные, г. Оренбург (djvu)
От
Ртуть
Станок поперечно-строгальный моделей 7305, 7307Г Оренбургский станкостроительный завод (ОСЗ) Руководство по эксплуатации 7305/7307Г.00.000 РЭ Москва, Станкоимпорт Спасибо DDen за мануал!
1 020 раз скачали
Обновлено 3 июня, 2011
7Б35 – станок поперечно-строгальный
От
Ртуть
Станок поперечно-строгальный модели 7Б35 Руководство Москва, Станкоимпорт, Внешторгиздат Завод-изготовитель: г. Оренбург (Оренбургский станкостроительный завод (ОСЗ) Вариант 1: 7b35-manual.djvu (3.19 MB) Вариант 2: 7b35_pass.djvu (8.24 MB) К теме на форуме http://www.chipmaker…ost__p__2027406
3 325 раз скачали
Обновлено 11 августа, 2017
7307Д, 7310Д – станки поперечно-строгальные с гидравлическим приводом (djvu)
От
Ртуть
Станок поперечно-строгальный с гидравлическим приводом моделей 7307Д, 7310Д Руководство по эксплуатации 7307Д.00.000 РЭ Руководство по эксплуатации 7310Д.00.000 РЭ Руководство по эксплуатации. Приложение. Материалы по быстроизнашивающимся деталям 7307Д.00.000 РЭ Москва, Станкоимпорт, Внешторгиздат Спасибо DDen за мануал!
1 159 раз скачали
Обновлено 3 июня, 2011
От
mit
Станок долбежный с гидравлическим приводом модели 7Д430 Руководство по эксплуатации
1 911 раз скачали
Обновлено 6 апреля, 2011
7Д36 (7Д37), станок поперечно-строгальный, Гомель
От
Tooler
Поперечно-строгальные станки 7Д36 и 7Д37. Руководство по эксплуатации и паспорт. Изготовитель: Гомельский станкозавод им. Кирова. Спасибо SvD за представленную информацию!
1 203 раза скачали
Обновлено 6 апреля, 2018
От
screw
Подборка информации по 7307Д
307 раз скачали
Отправлено 17 июня, 2010
От
VadEl
ценность представляет схема подключения 4х скоростного движка
213 раза скачали
Обновлено 31 марта, 2010
7А420, станок долбежный, Саракташ
От
АлексаNдр
Руководство по эксплуатации, акт приемки, паспорт. Саракташский станкостроительный завод “Коммунар”, 1968 г.
2 818 раз скачали
Обновлено 31 марта, 2010
От
mtv
Электрооборудование
1 303 раза скачали
Обновлено 31 марта, 2010
От
screw
abest спрашивал схемку, так у меня случайно нашлась одна. С радостью выкладываю :pardon:
803 раза скачали
Обновлено 31 марта, 2010
7216(7А110, 112, 116, 210, 212, 216), станок продольно строгальный
От
mtv
Головка фрезерная на продольно-строгальный станок. Паспорт, акт приемки, руководство по эксплуатации
988 раз скачали
Обновлено 31 марта, 2010
От
EngineerJD
Руководство по эксплуатации.
1 199 раз скачали
Обновлено 31 марта, 2010







Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.







2.1 Назначение
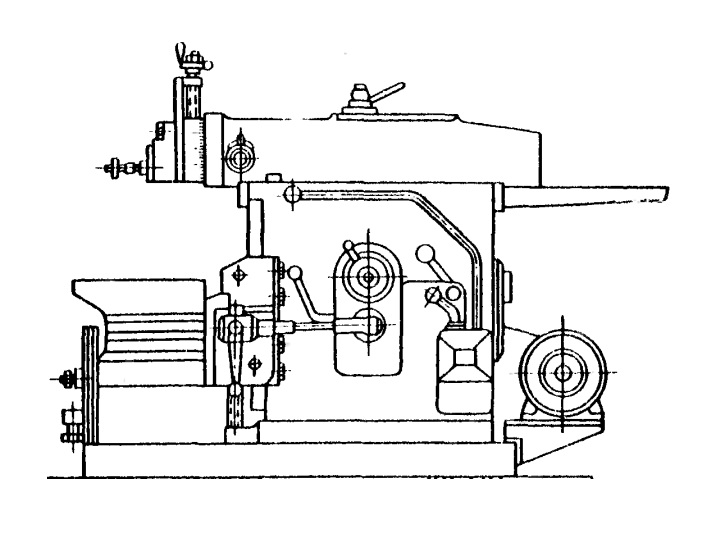
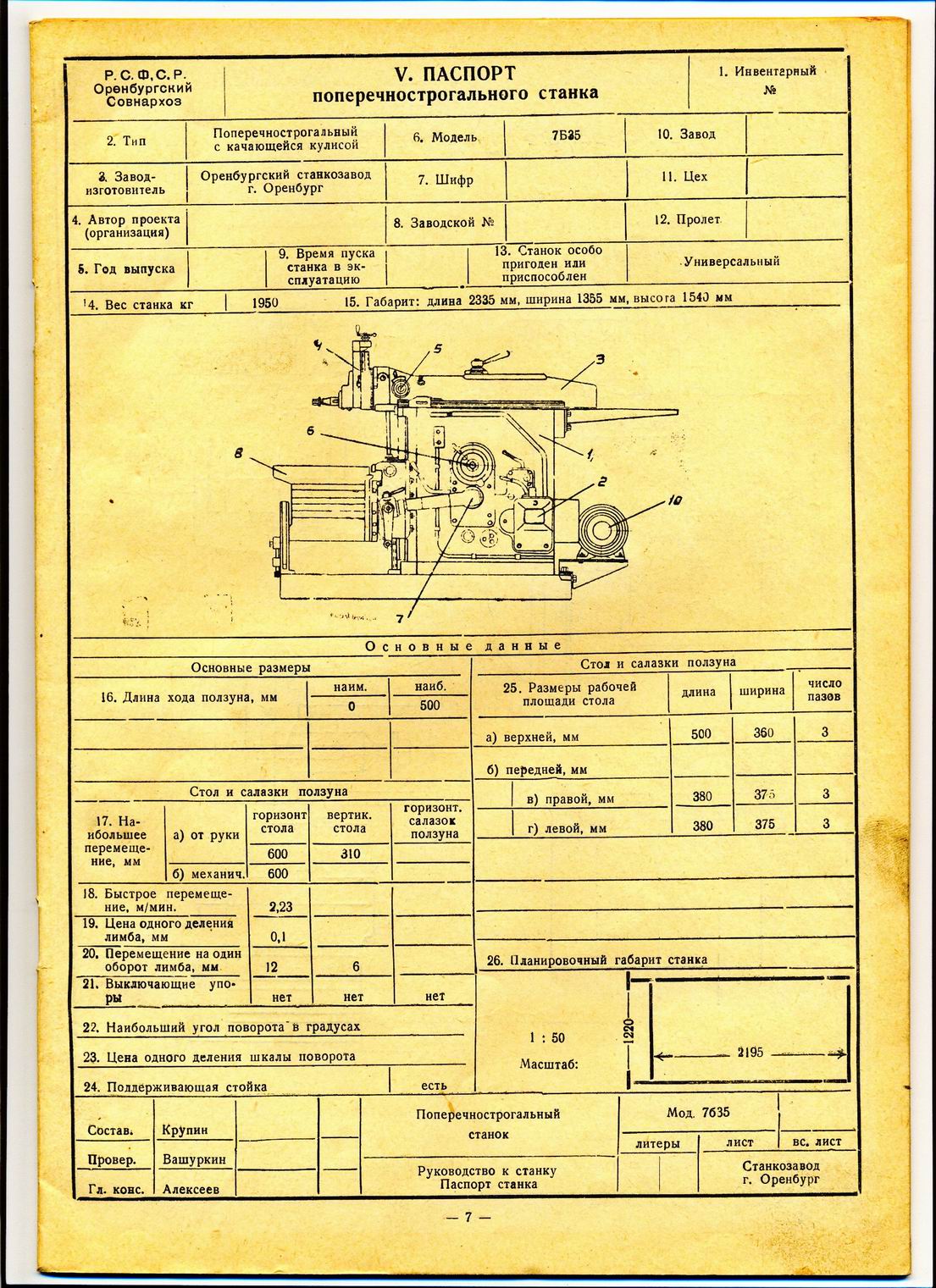
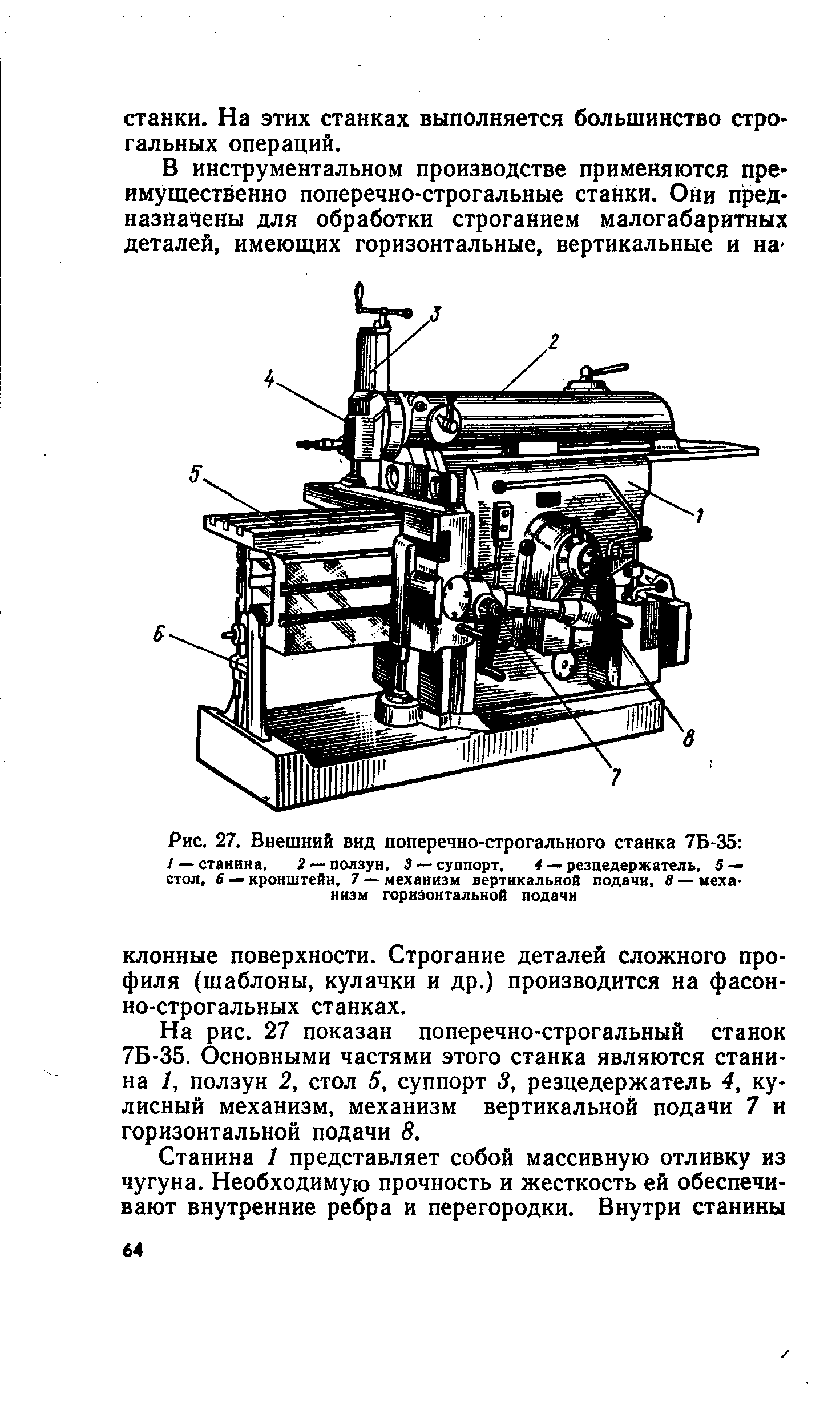
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
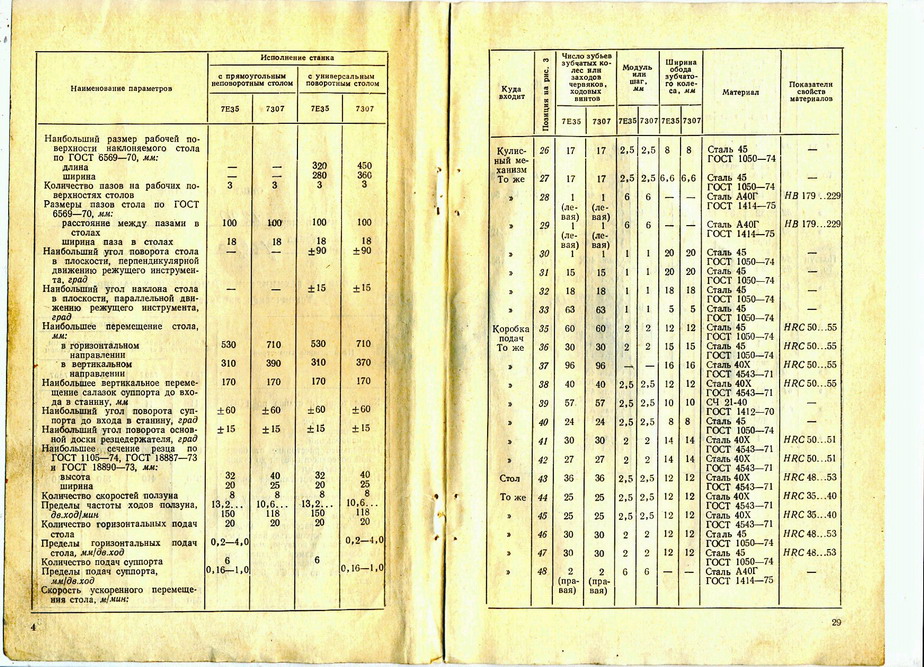
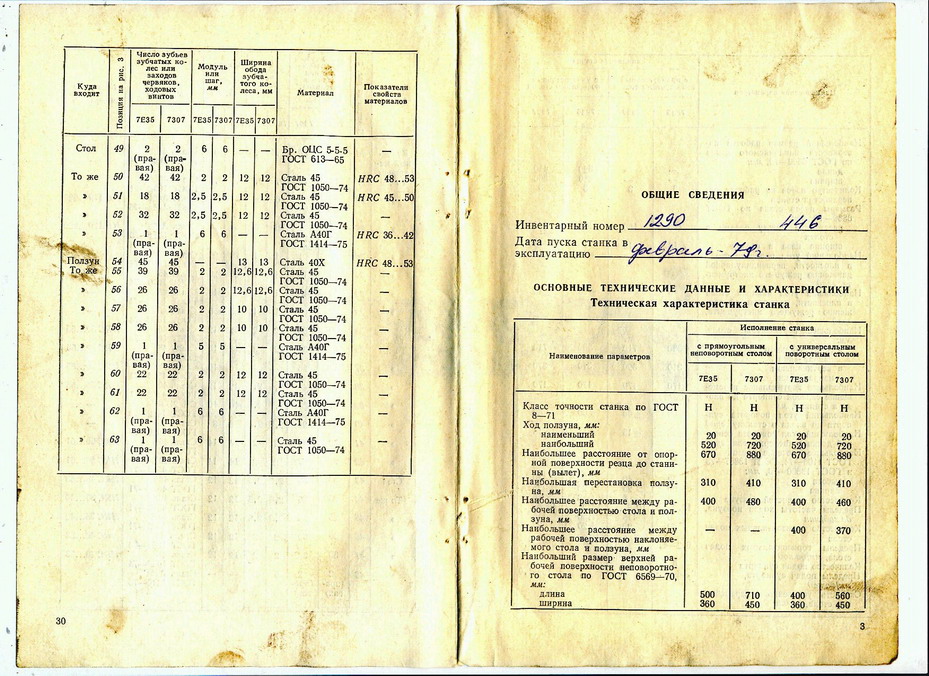
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
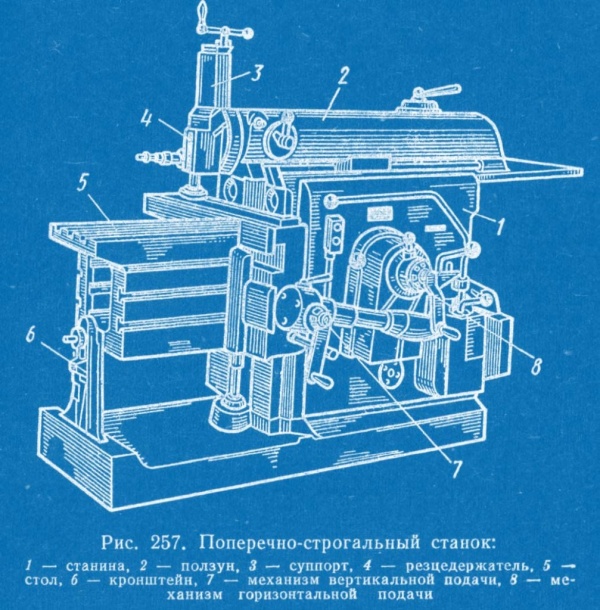
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).





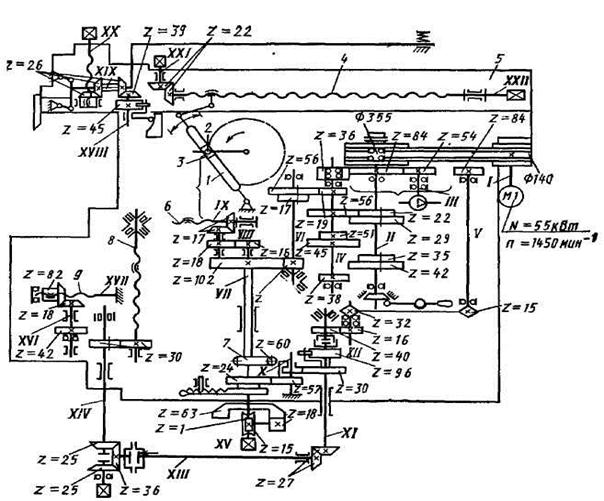
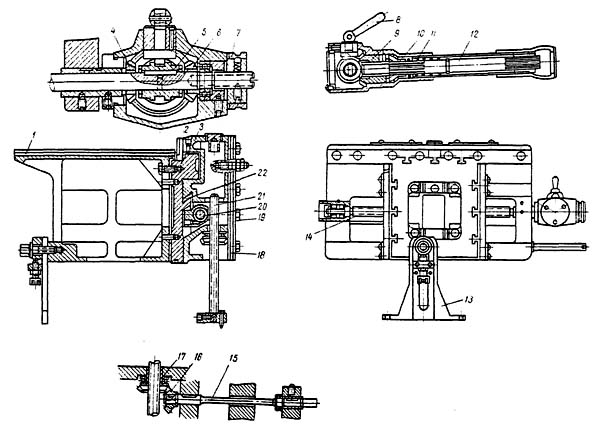
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
Электрооборудование, свет, освещение
Многие люди предпочитают небольшие столярные работы выполнять дома своими руками или на даче. Это позволяет дать волю своей фантазии и сэкономить денежные средства из семейного бюджета. Но для работы с деревом требуются подручные приборы, к примеру, строгальный станок, который можно изготовить своими руками.
Возникновение строгального станка
Первый строгальный станок известен ещё со времен Леонардо Да Винчи. Но он не повлиял на развитие данного оборудования, так как все записи были утеряны. Ученый де ла Гир из Франции в 1719 году сконструировал строгальный станок, что представлял изначально модификацию токарного станка, а движение проводилось веревкой от лучка.
А сегодня существует много разнообразных строгальных станков, которые зависимо от выполняемых работ, разделяются на такие группы: аппараты общего назначения, специализированные и специальные станки.
К станкам общего назначения относят продольно-строгальные и поперечно-строгальные. Специальные станки предназначаются для выполнения определенных детальных операций, в основном, они используются в массовом производстве.
К специализированным станкам причисляют поперечно-строгальные аппараты с подвижной кареткой для работы с тяжелыми деталями, ямные продольно-строгальные станки для обработки тяжелых и крупных деталей и кромкострогальное оборудование для обработки кромок больших листов.
Продольно-строгальный станок предназначается для обработки крупных заготовок. Такие аппараты бывают одно- и двухстоечными. В процессе резания металла у продольно-строгального станка движения передаются заготовке, что предварительно зафиксирована на столе строгального станка. Его основными характеристиками являются ширина и длина строгания. Максимальная длина достигает при этом до 25, а ширина доходит до 5 метров.
Поперечно-строгальный станок используют для работы со средними или мелкими заготовками. Движения же передаются режущему инструменту, а не заготовке. Этот инструмент размещается на ползуне. Характеристикой такого строгального станка выступает длина хода ползуна, которая достигает 2,5 метров. Стол, где фиксируется заготовка, вы можете передвигать в горизонтальной и вертикальной плоскостях.
Назначение строгальных станков
Строгальные станки необходимы для обработки линейчатых поверхностей – вертикальных, горизонтальных и наклонных плоскостей. К линейчатым причисляют и фасонные поверхности, которые представляют из себя сочетание плоскостей, что расположены под разными углами.
С помощью металлообрабатывающих и деревообрабатывающих строгальных станков возможна обработка и фасонных поверхностей, на профиле которых имеются криволинейные участки, что образуются дугами окружности или сложными кривыми. На строгальных станках обрабатывают не только плоские поверхности, но и пазы, прямолинейные канавки, уступы и разные выемки. Возможна обработка металла по замкнутому контуру.
Обработке с использованием строгального станка подвергаются детали с малыми размерами и крупные поковки, сварные конструкции и отливы, что имеют длину до 12 метров, ширину до 6 метров и высоту до 3 метров. Вес подобных деталей может доходить до 200 тонн.

На строгальных станках обработку заготовки проводят по плоскости, толщине или в угол, благодаря этому пиломатериал приобретает идеальную ровность. На двухстороннем фуговальном станке одновременно совершается обработка пласта и кромки детали. На двустороннем рейсмусовом оборудовании осуществляется обработка параллельных плоскостей.
Металлорежущие станки строгального характера используют в специальных механических цехах для обработки всевозможных деталей в автомобильной промышленности. Также они встречаются во многих ремонтных мастерских и инструментальных цехах. Они хорошо подходят для работы с деталями из стали, разных сплавов цветного металла и даже некоторых видов пластмассы.
Строгальные станки по дереву применяются для обработки поверхности древесины после распиловки «начисто», изготовления пиломатериала и паркета. Они предназначены для обработки прямолинейных заготовок и фрезерования по плоскости. Использование разных наборов ножей позволяет работать с мягкими (ель, сосна) и твердыми (тополь, дуб, бук) породами древесины.
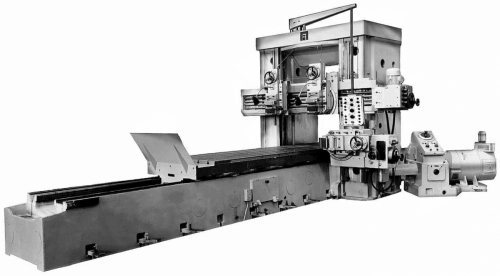
Состав узлов и принцип функционирования станка
Устройство продольно-строгального станка типа 7212 включает в себя:
- станину портального типа, которая, в свою очередь, состоит из двух стоек, жёстко закреплённых в нижней части станины, а сверху соединённых поперечиной;
- рабочий стол с плоским основанием;
- боковой суппорт с поперечиной и приводной кареткой;
- два вертикальных суппорта;
- коробку подач;
- привод.
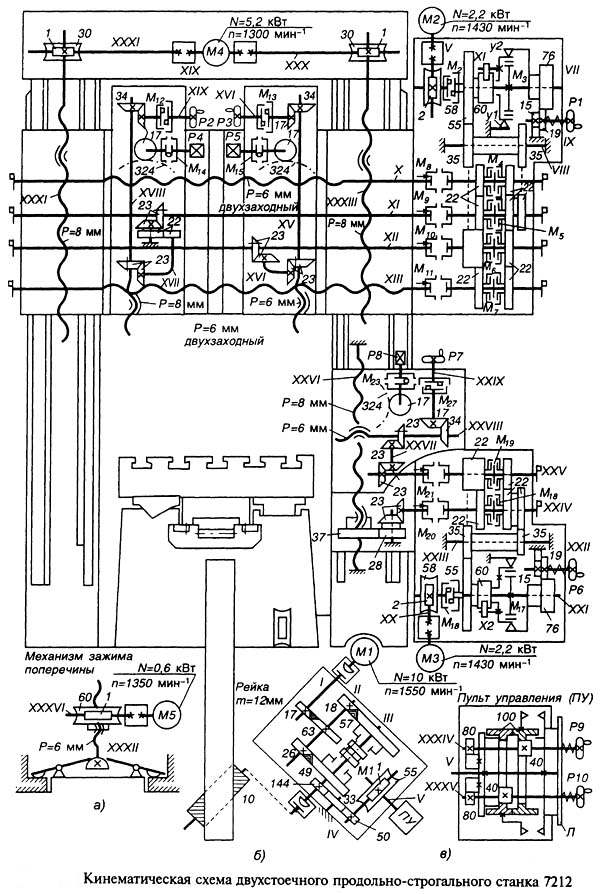
Кинематическая схема
Эксплуатация продольно-строгального станка производится в следующей последовательности. При включении главного привода двигатель передаёт движение одновременно подвижному основанию и суппортным головкам, где размещены рабочие резцы. Стол коробчатой конструкции движется возвратно-поступательно по основанию и – одновременно — в призматических направляющих станины продольно-строгального станка. Заготовка, подлежащая обработке, предварительно устанавливается на поверхность основания, и крепится прижимными приспособлениями посредством имеющихся Т-образных пазов. Суппорты, размещённые на раме, передвигаются в соответствии с управляющими командами от коробки подач. Основными движениями при этом являются прерывистые поступательные, которые выполняются в трёх направлениях — вертикальном, горизонтальном и наклонном. При производстве технологических обработки на продольно-строгальном станке выполняются также и ряд вспомогательных движений: ускоренного подъёма, опускания и фиксации поперечины.

Установочный чертеж
Возможная модернизация продольно-строгального станка модели 7212 может быть выполнена по следующим направлениям:
- Установкой дополнительных приспособлений, расширяющих область применения данного оборудования: шлифовальных, фрезерных или копировальных головок, которыми можно выполнять дополнительные операции после собственно строгания. При этом фрезерные головки устанавливаются взамен одного из имеющихся суппортов.
- Монтажом дополнительных устройств для выполнения некоторых разделительных операций пластического деформирования, в частности, отрезки и гибки, что вполне допустимо вследствие высоких прочностных показателей конструкции станка. С этой целью в конструкцию станка встраивается гибочный или отрезной пуансон, а рабочий ход заготовки производится приводом перемещения рабочего стола.
- Изменением конструкции и типоразмеров подшипниковых узлов. Например, металлополимерные системы трения позволяют существенно снизить фрикционные потери мощности, возникающие при эксплуатации станка.





