

Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем.
Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно разделить по типу обработки:
- Черновая: сверление (глухие, сквозные);
- рассверливание;
- растачивание;
Чистовая:
- зенкование;
зенкерование;
цекование;
развертывание;
развальцовывание;
выглаживание;
Нарезание резьбы (внутренняя).
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.

Плунжерный масляный насос У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
3 Составные узлы и особенности некоторых механизмов станка
Важнейшими составными частями агрегата являются:
- стол;
- плита;
- станина;
- электрический двигатель;
- коробка подач;
- шпиндель и его головка;
- рукоятка для перемещения рабочей поверхности по вертикали;
- рукоятка подачи шпинделя в ручном режиме;
- коробка скоростей.
Коробка скоростей станка выполнена в виде корпуса из чугуна, в котором размещен механизм смены скоростей и редуктор (шестеренчатый) шпинделя. Через клиноременную передачу на данное устройство подается движение от электрического двигателя, имеющего вертикальное расположение. Он крепится к кронштейну, способному совершать движение вдоль оси корпуса. Такое перемещение обеспечивает необходимую степень натяжения ремней.
Стоит добавить, что описанный нами корпус монтируется на подставке из чугуна. Внутреннее пространство этой подставки выполняет функцию масляного резервуара, из которого насос берет жидкость для смазывания коробки скоростей (абсолютно всех ее элементов). Сам насос располагается под специальным кожухом.
Шпиндель станка регулируется через окошко, вырезанное спереди шпиндельной бабки, посредством специальной гайки. Упорный подшипник воспринимает усилия (осевые) подачи. В колонне агрегата подвешивается специальный груз, который предназначен для уравновешивания шпинделя. Обязательная смазка подшипников шпинделя выполняется из полости коробки подач фитилем. За одну минуту он отправляет на механизм ровно одну каплю смазочного состава.
Рабочий инструмент агрегата охлаждается эмульсией. Она подается от емкости, размещенной в фундаментной плите, на которой смонтирован электрический насос. Непосредственно к инструменту состав для охлаждения попадает по трубопроводу гибкого типа, снабженному специальным краником, дающим возможность контролировать размер потока охлаждающей жидкости.
Нормальная работа системы охлаждения гарантируется производителем станка только в том случае, когда оператор регулярно очищает от грязи отстойник плиты (фундаментной). Выполнять такую операцию требуется раз в месяц, а в некоторых случаях и чаще.
Главным узлом механизма подач станка серии «А» является коробка подач. Ее привод производится от шестерни, которая расположена на шлицах шпинделя. Указанная шестерня имеет зацепление с находящейся на оси шпинделя двойной шестерней. Валики агрегата получают необходимое им вращение именно благодаря озвученному механизму, включающему в себя ряд шестерен. Также механизм подач располагает муфтой, которая отключает механическую подачу, и, кроме того, при перегрузках предохраняет станок от выхода из строя.
2 Функциональное назначение и особенности выполнения разных видов работ
Вертикальный сверлильный станок 2а135, как указывает паспорт агрегата, является многофункциональной конструкцией, на которой можно выполнять такие виды работ: зенкерование, сверление, цекование, зенкование, нарезание резьбы, и развертывание.
В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора.
2.1 Рассверливание
Рассверливание на станке 2А135 – это обработка предварительно просверленных сквозных отверстий в металлических, либо деревянных заготовках, с целью увеличения их диаметра. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров.

Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства
Важным требованием к технологии выполнения рассверливания на 2А135 (также на универсальный сверлильный станок 2а112 или настольный 2н106п) является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления.
В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в него.
2.2 Зенкерование
Производитель заявляет, что зенкерованию на станке 2А135 подлежат кованные, литые, или штампованные детали, детали, обладающие внутренними отверстиями цилиндрической, либо конической формы.
Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать.
2.3 Развертывание
Развертывание на сверлильном станке модели 2А135 это процесс, который выполняется после сверления в деталях, к которым выдвигаются повышенные требования к точности и фактуре внутренней поверхности отверстий, как например на универсальный сверлильный станок 2н118, настольный 2н106п или 2г125 станок вертикально сверлильный.
Развертывание дает возможность получить предельно точные размеры и идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия.
Развертки для 2А135 (как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140) выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки – хвостовик, шейка, и рабочая часть из твердосплавного металла.
Коробка скоростей сверлильного станка 2А135
Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы.



На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание.
2.4 Зенкование
Зенкование – это, по сути, внутреннее нарезание резьбы в предварительно просверленных цилиндрических отверстиях под винты и шурупы. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки.
Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
Сверлильная головка станка 2Н135
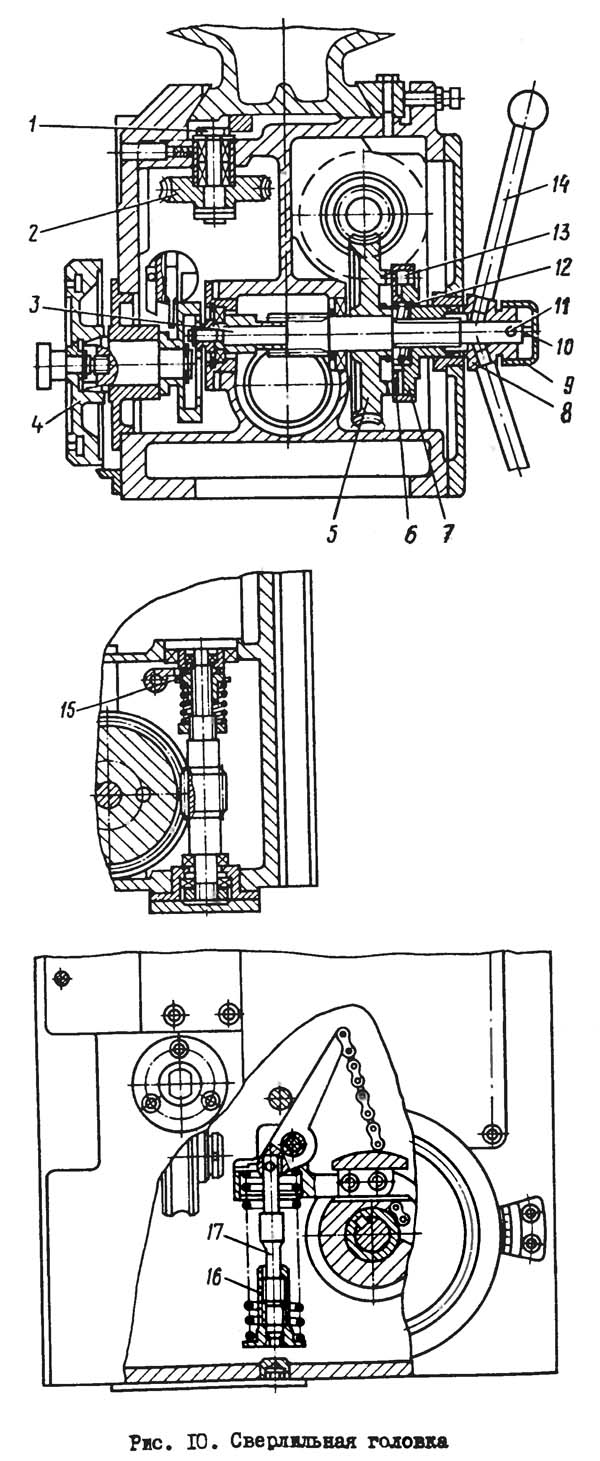
Чертеж сверлильной головки сверлильного станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Читать также: Подключение электрощитка своими руками
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Оглавление

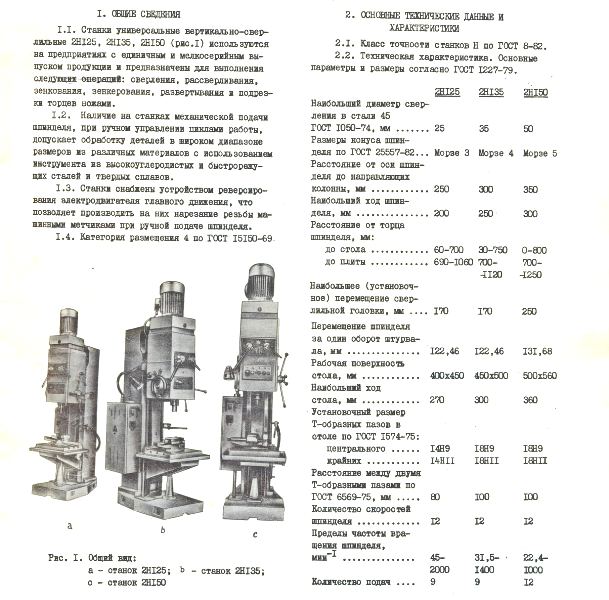
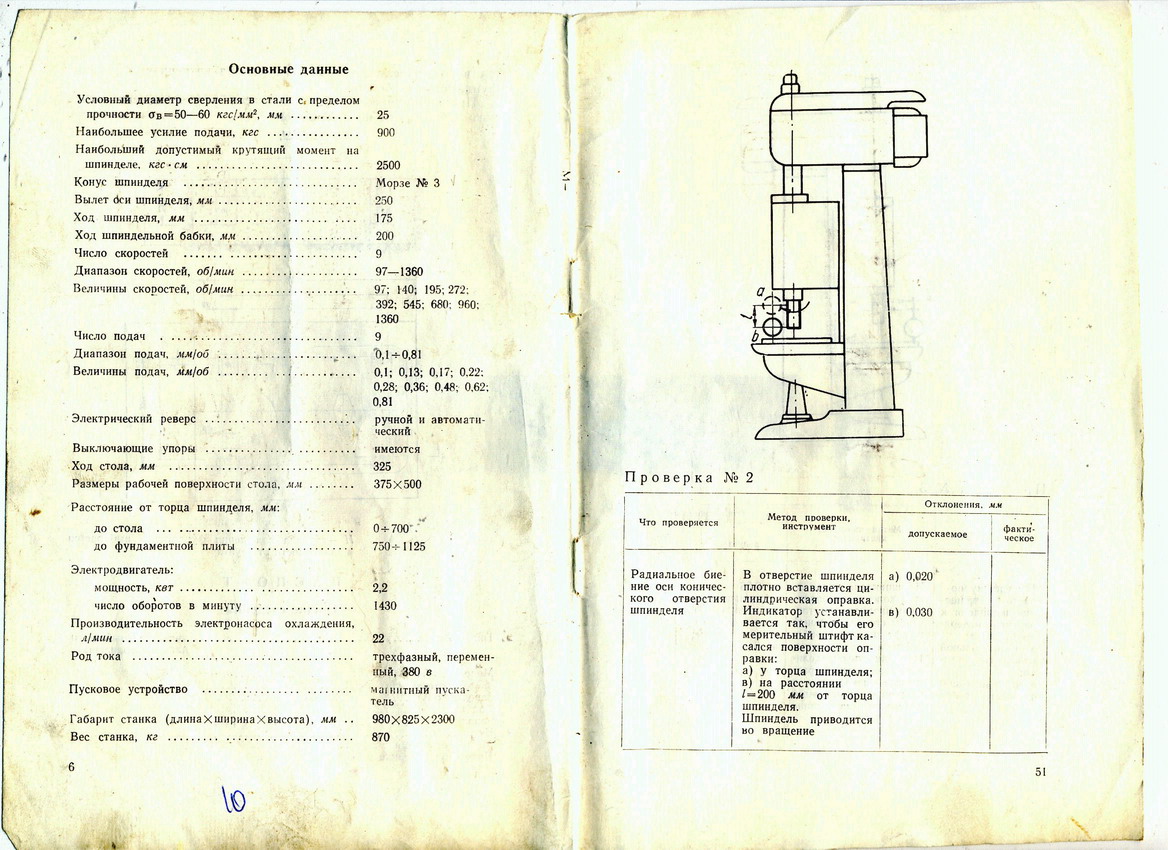
Вертикально-сверлильный станок 2А125 предназначен для выполнения различных операций (сверление, рассверливание, развертывание, зенкерование, а также нарезание резьбы) в условиях мелкосерийного производства.
Максимальный диаметр сверления – 25 мм, обеспечивается за счет девятискоростной коробки скоростей с диапазоном 97-1360 об/мин. и девятискоростной коробкой подачи с диапазоном 0,1-0,81 мм за оборот шпинделя.
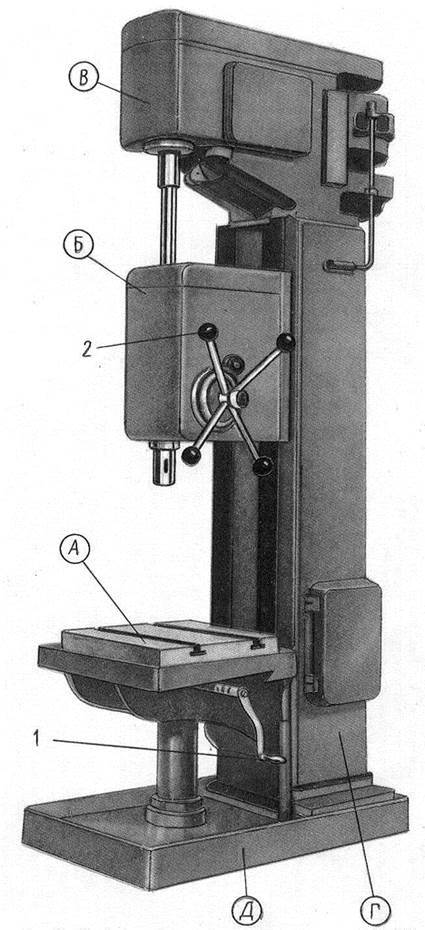
Устройство вертикально-сверлильного станка
Вертикально-сверлильный станок 2А125 состоит из таких узлов, как:
- Колона со столом и плитой;
- Коробка скоростей;
- Коробка подач;
- Механизм подач;
- Шпиндель;
- Электрооборудование;
- Система охлаждения
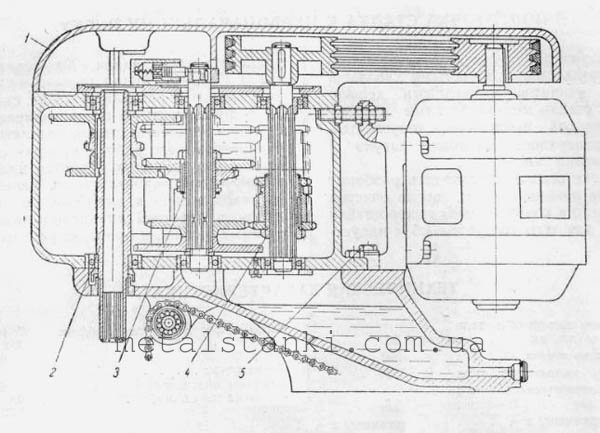
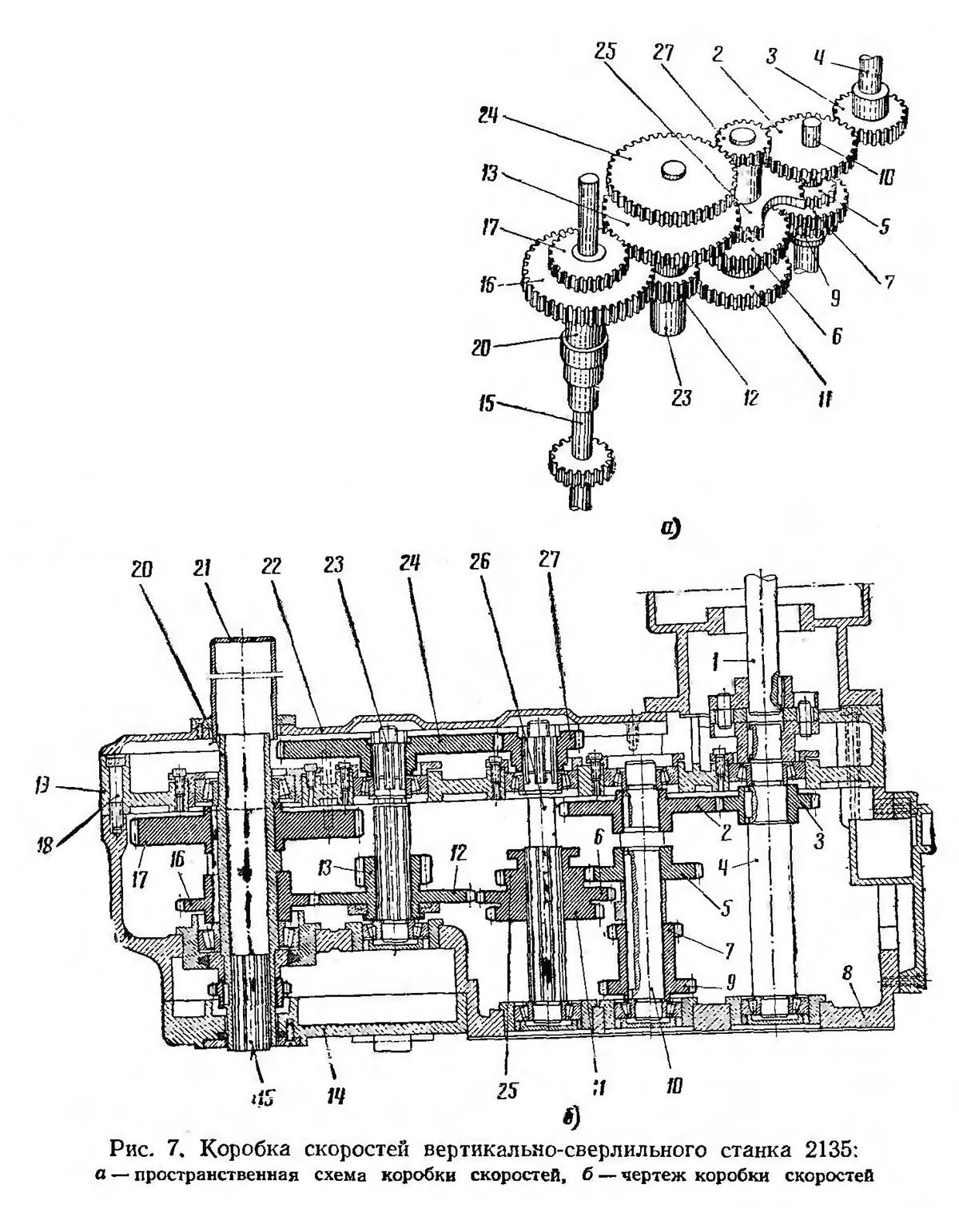
Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка получает крутящий момент от стандартного привода – электродвигателя и ременной передачи. Двигатель крепиться на кронштейне, который также выполняет функцию натяжения ремней. Фиксируется кронштейн при помощи двух болтов 5.
В чугунном корпусе коробки скоростей размещен шестеренчатый редуктор и механизм переключения скоростей.
Изменение передаточного числа и девяти скоростей шпинделя происходит при помощи двух тройных подвижных блоков шестерен 3 и 4.
Перемещение подвижных блоков осуществляется вилками, управляемые двумя рукоятками, расположенные в корпусе коробки скоростей.
Коробка скоростей монтируется на подставку, внутри которой расположенный бак с маслом magma-diesel.ru/. Смазка коробки скоростей осуществляется при помощи масляного насоса 1, расположенный под кожухом.
Механизм подач вертикально-сверлильного станка
Механизм подач вертикально-сверлильного станка включает в себя непосредственно сам механизм подач, шпиндель и коробку подач.
Механизм подач приводиться во вращение от коробки подачи через кулачковую муфту 20. Кулачковая муфта предназначена для выключения механической подачи от кулачка 16, расположенного на лимбе 22, а также выполняет функцию предохранительного устройства при перегрузке. Регулировка муфты на выключение осуществляется при помощи винта 18 и пружины 19.
Ручная подача шпинделя осуществляется через реечную передачу 10 и гильзу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу, а после кольцо 1 переместить в осевом направлении вала 2, при этом штифт 11 блокирует штифт 13.
Нарезание резьбы в ручном подводе метчика осуществляется с использованием электро реверса, управляемого как вручную, так и автоматически. При достижении необходимой глубины нарезаемой резьбы, ручным управлением, рукояткой 15 переключается направление вращения шпинделя, выводя метчик.
Автоматическое реверсирование настраиваться при помощи кулачка 16, расположенный на лимбе 22.
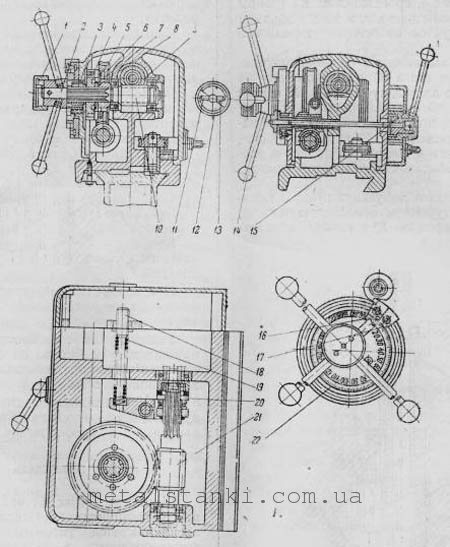
Коробка подач вертикально-сверлильного станка
Коробка подач вертикально-сверлильного станка монтирована в корпус механизма подач и приводится в движение от шестерни 1,сидящая на шлицевом соединении шпинделя и входит в зацепление с двойной шестерней 2. В свою очередь двойная шестерня передает крутящий момент через шестерню 3 конусу 4.
Коробка скоростей имеет 9 подач в диапазоне от 0,1-0,81 мм/об.
Шпиндель вертикально-сверлильного станка
Опорами шпинделя вертикально-сверлильного станка являются шариковые подшипника качения 1.Осевые нагрузки подачи воспринимаются упорным подшипником 4, установленный в стакане 3.


Регулировка подшипника осуществляется за счет подтягивания гайки через окно в лобовой части кронштейна.
Шпиндель уравновешивается грузом, помещенным в колоне станка.
2 Технические характеристики оборудования
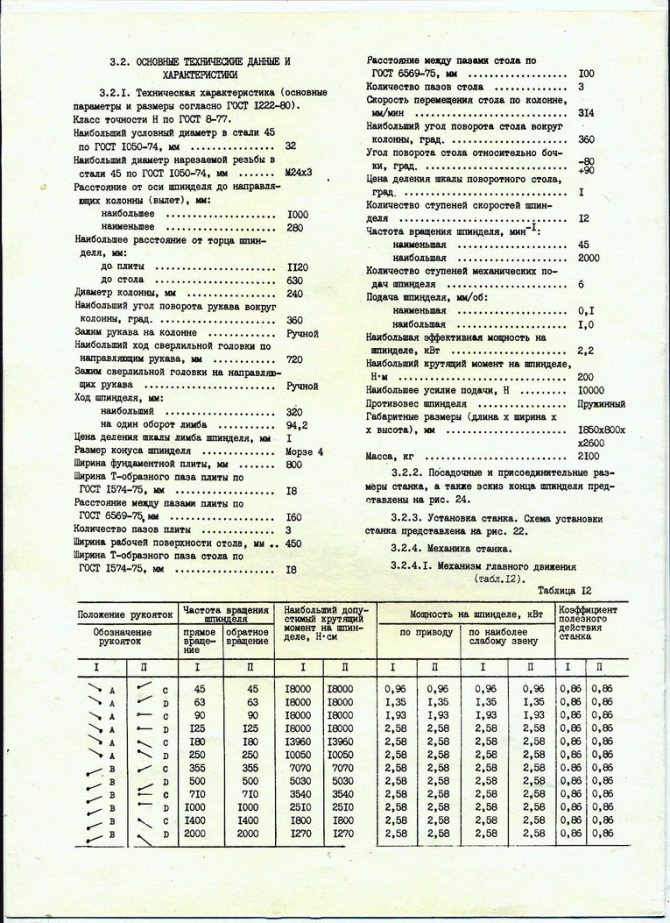
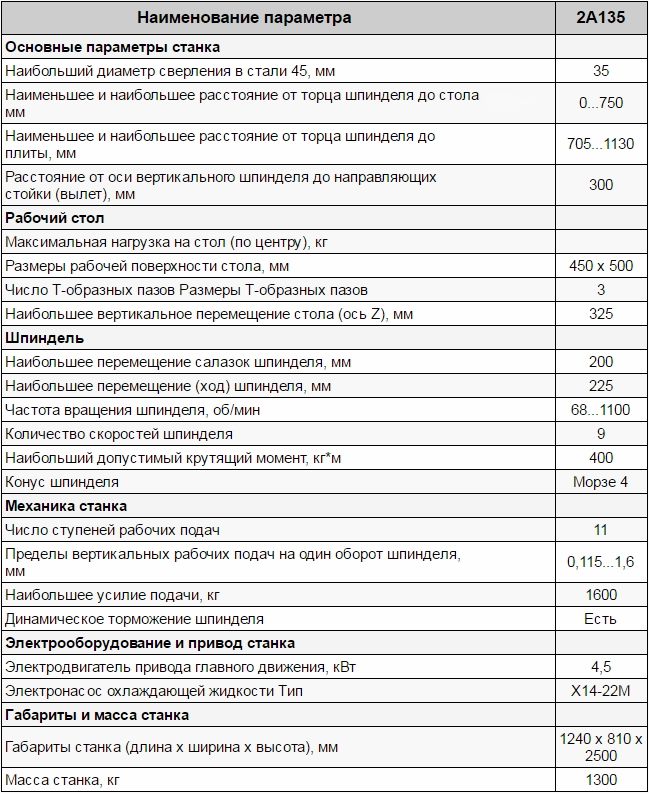
Шпиндель имеет максимальный ход 225 мм, его салазки перемещаются максимально на 200 мм, максимальный же момент кручения равняется 400 кг*м. Частота вращения данного устройства варьируется от 68 до 1100 оборотов в минуту, а число скоростей равняется девяти.
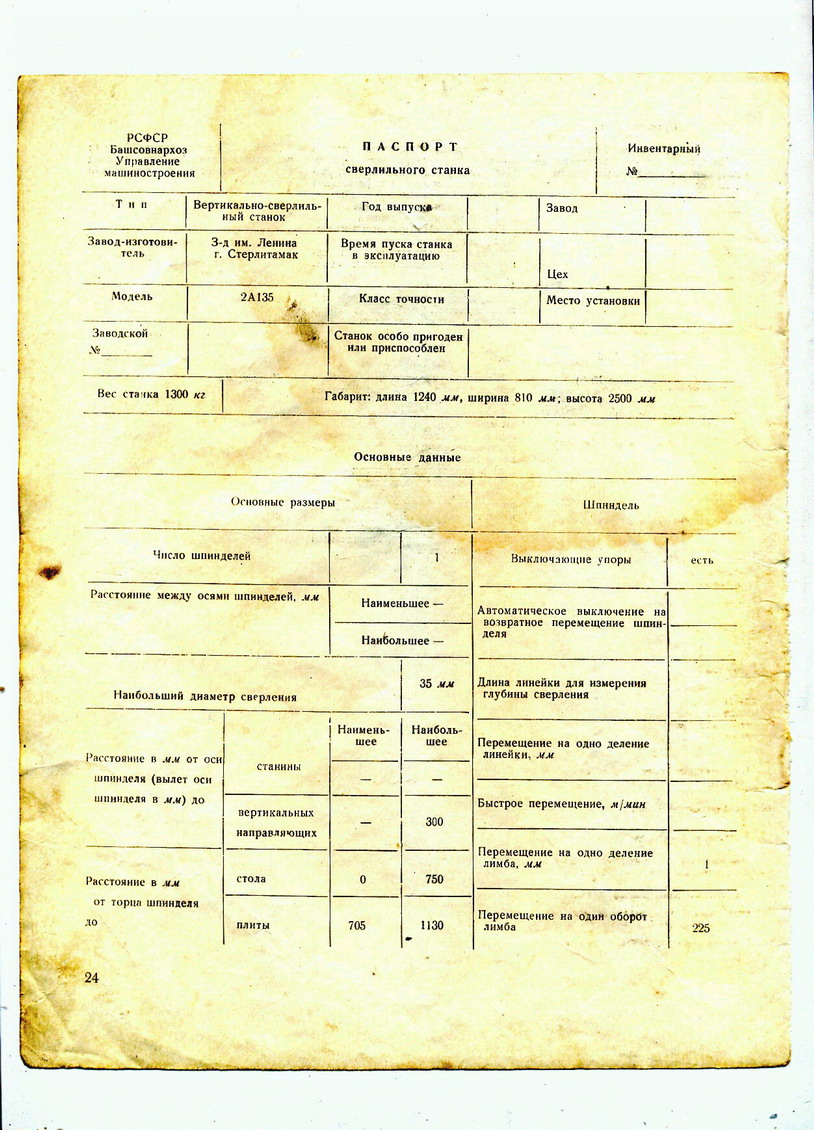
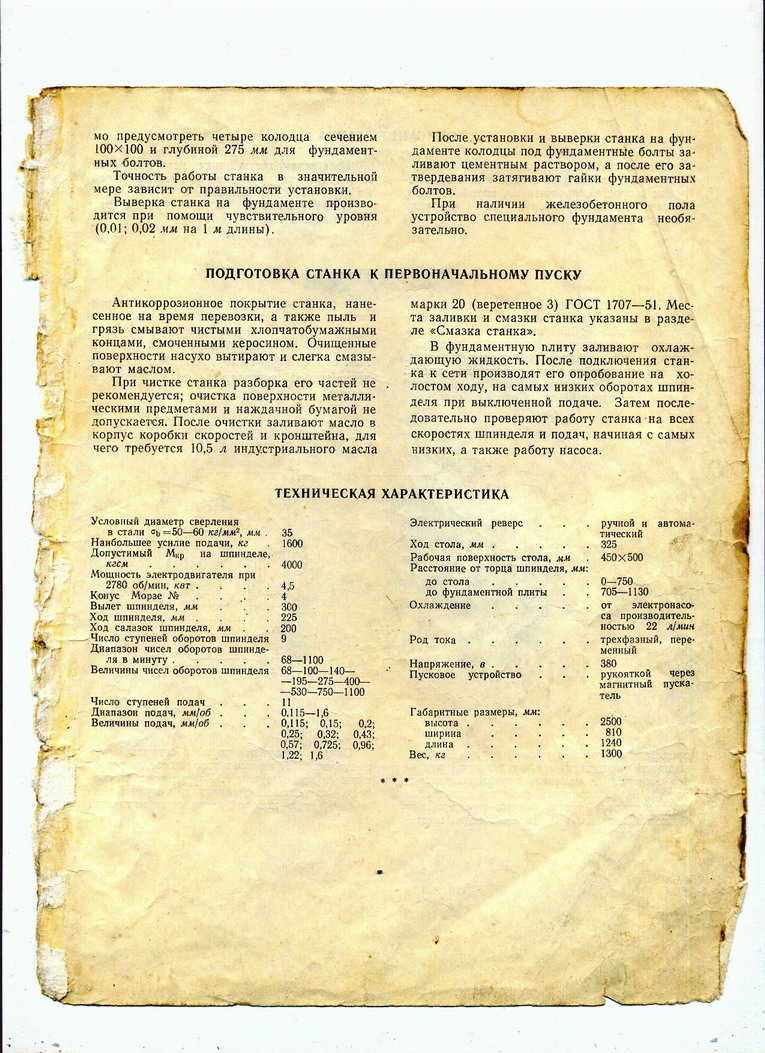
К основным параметрам агрегата относят следующие величины:
- диаметр сверления (наибольший) в стали марки 45 – 35 мм;
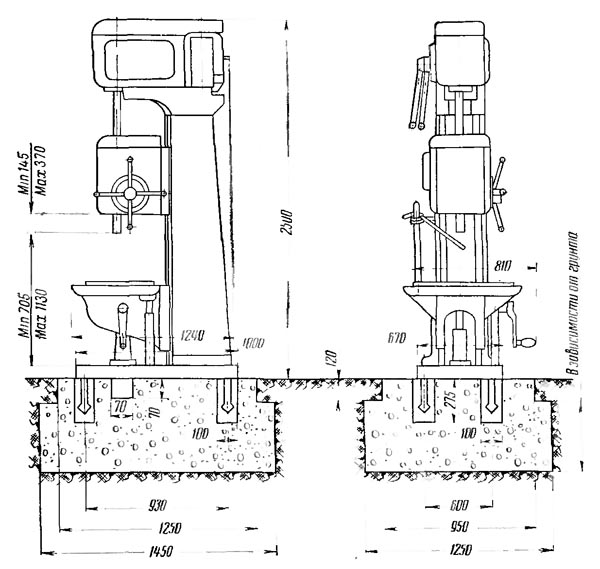
- минимальное расстояние от плиты до торца шпинделя – 705, максимальное – 1130 мм;
- минимальное расстояние от стола до торца – 0, максимальное – 750 мм;
- длина между направляющими стойки и оси шпинделя, установленного в вертикальном положении, – 300 мм (указанный показатель на техническом языке называется вылетом).

Механика сверлильной установки описывается такими показателями:
- количество ступеней рабочих подач – 11;
- максимально возможное усилие подачи – 1600 кг;
- на один оборот шпинделя вертикальные подачи имеют пределы от 0,115 до 1,6 мм.
Добавим, что станок снабжен системой динамической остановки шпинделя.
Стол агрегата имеет размеры 450 на 500 миллиметров, по вертикали рабочая поверхность способна перемещаться на 325 миллиметров. Оборудование оснащено тремя Т-образными пазами. Общая масса станка равняется 1300 кг, его габариты таковы:
- длина – 1240 мм;
- высота – 2500 мм;
- ширина – 810 мм.
Электрооборудование 2А135 – это насос Х14-22М, предназначенный для подачи охлаждающей жидкости, и двигатель основного привода мощностью 4,5 кВт.
Сверлильная установка располагает коробкой скоростей с десятью скоростями. Регулируется она, как было отмечено, в широком диапазоне от 68 до 1100. Коробка подач имеет уже 11 скоростей, диапазон их настройки был указан выше.
Конструкция агрегата
В составе конструкции сверлильного станка имеются:
- станина;
- стол;
- блок подачи;
- плита;
- электродвигатель;
- шпиндель;
- скоростной блок;
- рукоятка, перемещающая поверхность вертикально;
- рукоятка для подачи шпинделя вручную.
В защитных целях в блоке подач предусмотрена муфта. Она защищает агрегат от выхода его из строя, когда в системе наблюдается перегрузка. Приведенная в действие муфта способствует отключению механической подачи.
Назначение плиты широко. В ней хранится охлаждающая жидкость, подаваемая на рабочий элемент устройства. Жидкость хранится в специальном резервуаре, вмонтированном в плиту. Сама опорная плита изготавливается из чугуна. На плите установлен электронасос, сообщающийся с резервуаром с охлаждающей жидкостью посредством трубок.
Количество жидкости, подаваемой для рабочего элемента станка, регулируется при помощи специальных краников, установленных на трубках.
Охлаждающая система агрегата постоянно нуждается в очистке отстойника. В нем периодически накапливаются различные отработанные загрязнения, мешающие нормальной эксплуатации оборудования. Требуется раз в месяц или чаще проводить очистку отстойника от загрязнений.
Вертикальные сверлильные станки
Тяжелые промышленные сверлильные станки с коробчатой колонной предназначены для выполнения операций сверления, развёртки, зенкования, а также нарезания внутренних резьб, цекования и т.д. Станки оснащены системой подачи СОЖ в зону резания. На станках предусмотрена функция автоматического сверления глубоких отверстий со ступенчатой подачей и регулировкой глубины сверления.
Станки предназначены для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Станки оснащены системой подачи СОЖ в зону резания.
Тяжелые промышленные сверлильные станки с коробчатой колонной предназначены для выполнения операций сверления, развёртки, зенкования, а также нарезания внутренних резьб, цекования и т.д. Станки оснащены системой подачи СОЖ в зону резания. На станках предусмотрена функция автоматического сверления глубоких отверстий со ступенчатой подачей и регулировкой глубины сверления.
2 Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.
Коробка скоростей вертикально сверлильного станка 2Н135
Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.
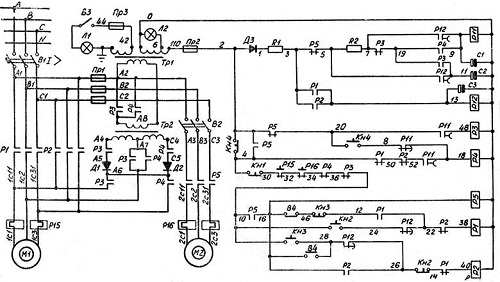
Электронная схема станка 2Н135
2.1 Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.
Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
Более того, схема конструкции, кинематическая схема и электросхема станка в свободном доступе представлена в интернете, и в случае необходимости вы сможете изготовить необходимую деталь собственноручно.
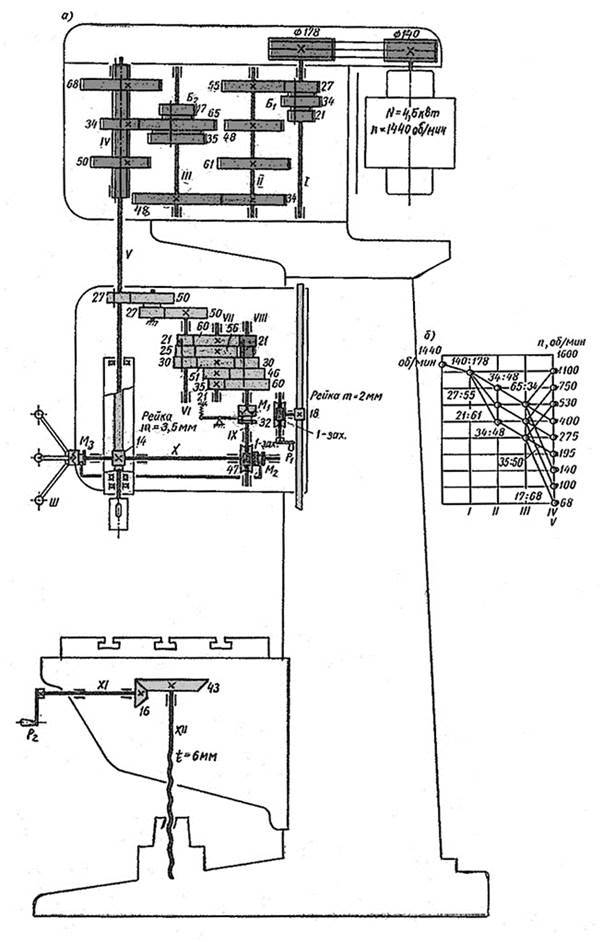
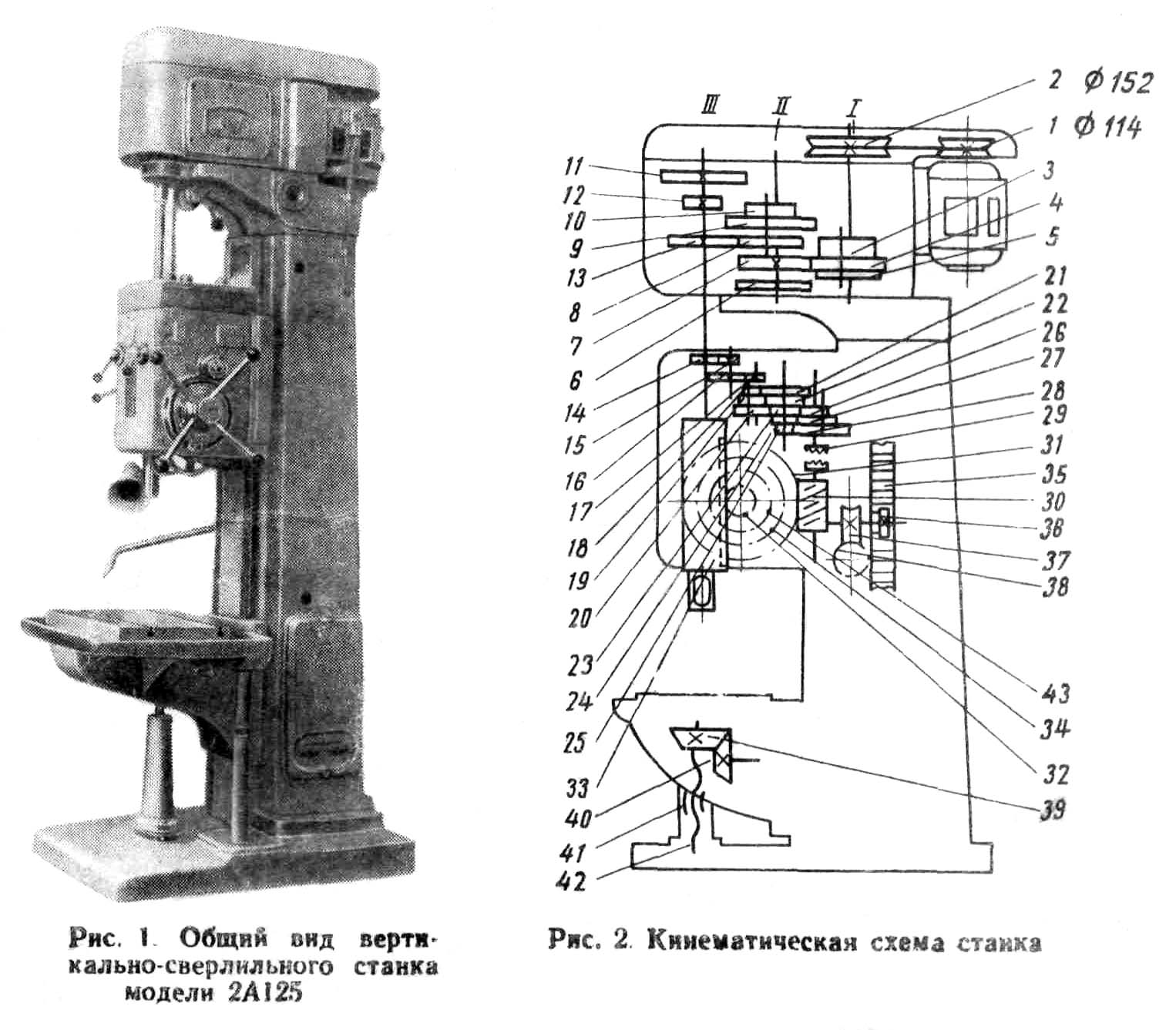
Описание кинематической схемы сверлильного станка 2А125
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.


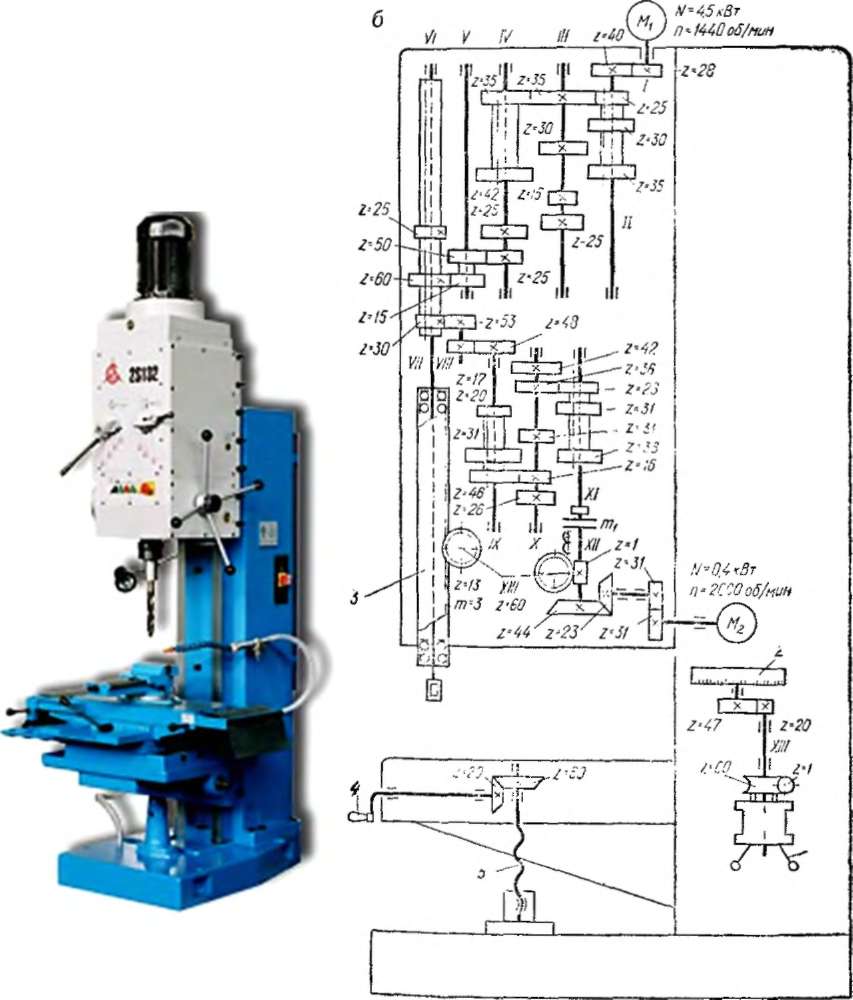
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Читать также: Простой регулятор оборотов двигателя постоянного тока
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.





