

Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Сваривать возможно абсолютно все марки стали.
Свариваемость стали
Свариваемость – это реакция свариваемых металлов и сплавов на процесс сварки. Она определяет технологическую сторону процесса и эксплуатационную пригодность изделия.
Расплавление и кристаллизация металла в условиях сварки представляют собой сложный металлургический процесс, протекающий при неравномерном нагреве, перегреве и охлаждении металла в местах соединения заготовок. Процесс сопровождается структурными превращениями и перекристаллизацией металла. Это во многом определяет качество и надежность сварного соединения, т.е. совокупность приобретаемых свойств шва, которые обусловливают пригодность соединений и возможность использования сварной конструкции в технике.
На свариваемостьстали большое влияние оказывает ее химический состав.
Углерод – это важный элемент химического состава стали, определяющий ее свариваемость, прочность, вязкость, закаливаемость. Хорошо свариваются стали, содержащие не более 0,25% углерода. При более высоком его содержании, свариваемость стали, резко ухудшается, так как в нагретой околошовной зоне — термического влияния, образуются структуры закалки, приводящие к возникновению горячих и холодных трещин.
Сера– вредная примесь, образующая легкоплавкие соединения с железом, которые располагаются по границам зерен, ослабляя связь между ними с возникновением трещин в горячем состоянии. Это явление вызывается красноломкостью металла. Поэтому во избежание трещин в сварном шве содержание серы в свариваемых сталях должно быть менее 0,045%.
Фосфор – тоже вредная примесь. В сталях он вызывает появление хрупких структур, особенно при отрицательных температурах. Этот процесс называется хладноломкостью. Содержание фосфора в свариваемых сталях и сварных швах должно быть менее 0, 04%.
Марганец– это элемент химического состава стали, несколько повышающий прочность и упругость стали. При его содержании в сталях в пределах 0,3…0,8% процесс сварки не затрудняется. При содержании же марганца более 1,8% возникает опасность появления хрупкости и трещин, в связи с закаливаемостью такой стали.
Кремнийнесколько повышает прочность, упругость и твердость стали. При его содержании до 0,2…0,3%, свариваемость не ухудшается. При содержании более 0,8% условия сварки ухудшаются из-за высокой жидкотекучести стали и образования тугоплавких окислов кремния.
Хромповышает прочность, упругость и твердость стали, но при сварке образует карбиды хрома, ухудшающие коррозионную стойкость шва и прилегающую к нему околошовную зону. Он резко повышает твердость металла в этой зоне термического влияния и увеличивает вероятность возникновения трещин, способствует образованию тугоплавких окислов, затрудняющих процесс сварки. В подлежащих сварке безникелевых сталях содержание хрома не должно превышать 0,3%.
Молибденспособствует измельчению кристаллов (зерен стали), повышает прочность стали
Особенно это важно при ударных нагрузках и высоких температурах, но молибден вызывает появление трещин в наплавленном металле и в зоне термического влияния. В процессе сварки молибден активно окисляется и выгорает
В ответственных сварных конструкциях содержание молибдена не должно превышать 1%.
Ванадий способствует закаливаемости стали, чем, затрудняет сварку; он активно окисляется и выгорает. В ответственных сварных конструкциях содержание ванадия не должно превышать 1%.
Вольфрамувеличивает твердость стали и ее износостойкость при высоких температурах (красностойкость), но затрудняет процесс сварки ввиду сильного окисления. В состав стали, подлежащей сварке, вольфрам не вводится.
Кислород активно окисляет расплавленное железо, образуя хрупкие структуры, он окисляет и легирующие элементы. Расплавленный металл сварного шва необходимо защищать от взаимодействия с кислородом воздуха. Это является одной из функций электродного покрытия, которое при сгорании выделяет защитный (углекислый) газ. Для защиты от окисления сварку ответственных конструкций из нержавеющих сталей и цветных металлов осуществляют в таких защитных газах, как аргон, гелий.
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его
Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
Сера становится причиной появления горячих трещин и появлению красноломкости.
Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость
Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.


Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.

По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере – MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
Сварка жаропрочных сталей
Сварка жаропрочных сталей обычно выполняется при помощи дугового сваривания с использованием вольфрамового электрода. Весь процесс обычно проходит в среде защитных газов – аргона или гелия.

Сварка стали 15х5м и больших размеров может протекать при помощи аргонодугового сваривания с применением неплавящихся или плавящихся электродов или при помощи автоматической сварки под флюсом.
Аргоновая сварка стали 20х, 30х, 40х по сравнению со свариванием в гелиевой защитной среде сопровождается меньшим расходом газа, небольшим напряжением дуги и высоким сварочным током. По этой причине она является наиболее востребованной.
Сварка жаропрочной стали 40х, 20х, 30х, технология которой требует соединение металла в состоянии после закаливания, имеет несколько особенностей. Во время процесса сваривания металл прогревается до 1050-1100 градусов и после этого резко охлаждается.
Сварка стальных трубопроводов из любого вида металла (низкоуглеродистого, среднеуглеродистого, нержавеющего, жаропрочного) может выполняться разными способами. Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
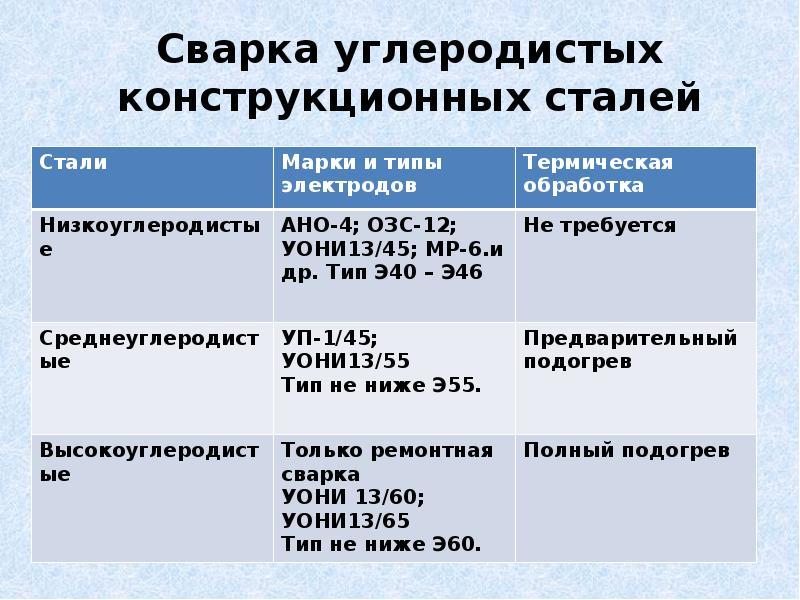
Особенности сварочных работ со сталями среднего и высокого содержания углерода:
- Изначальный подогрев кромок до 100-200˚С на ширину до 150 мм. Только марки ВСт4 и сталь 25 свариваются без дополнительного нагрева. Для среднеуглеродистых, обладающих удовлетворительной свариваемостью, перед началом выполнения работ производится полноценная нормализация. Для высокоуглеродистых необходим подготовительный отжиг.
- Дуговая сварка осуществляется покрытыми прокаленными электродами, размером от 3 до 6 мм (ОЗС-2, УОНИ-13/55, АНО-7), под постоянным током. возможна работа в среде флюса или защитных газов (СО2, аргон).
- Газовая сварка производится науглероживающим пламенем, левым способом, с предыдущим подогревом до температуры 200˚С, при равномерной низкой мощности подачи ацетилена.
- Обязательная термическая обработка деталей: закалка и отпуск либо отдельный отпуск с целью минимизации внутренних напряжений, предупреждения образования трещин, смягчения закаленных мартенситных и трооститных структур.
- Контактная точечная сварка выполняется без ограничения.
Таким образом, средне- и высокоуглеродистые конструкционные стали свариваются практически без ограничений, при внешней температуре не ниже 5˚С. При более низких температурах обязателен изначальный подогрев и высококачественная термическая обработка.
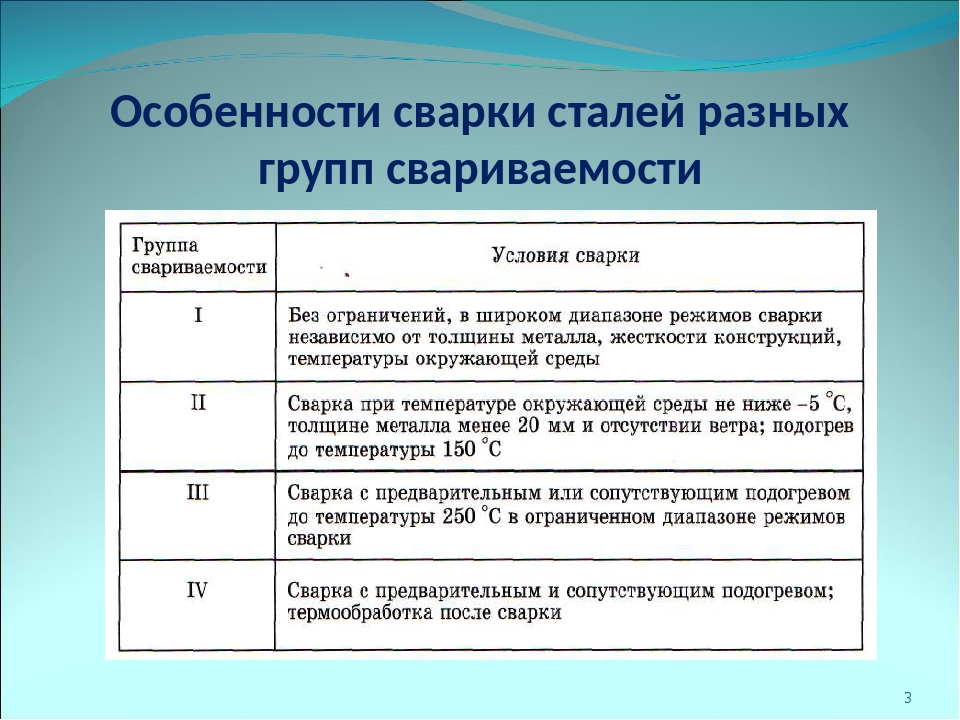
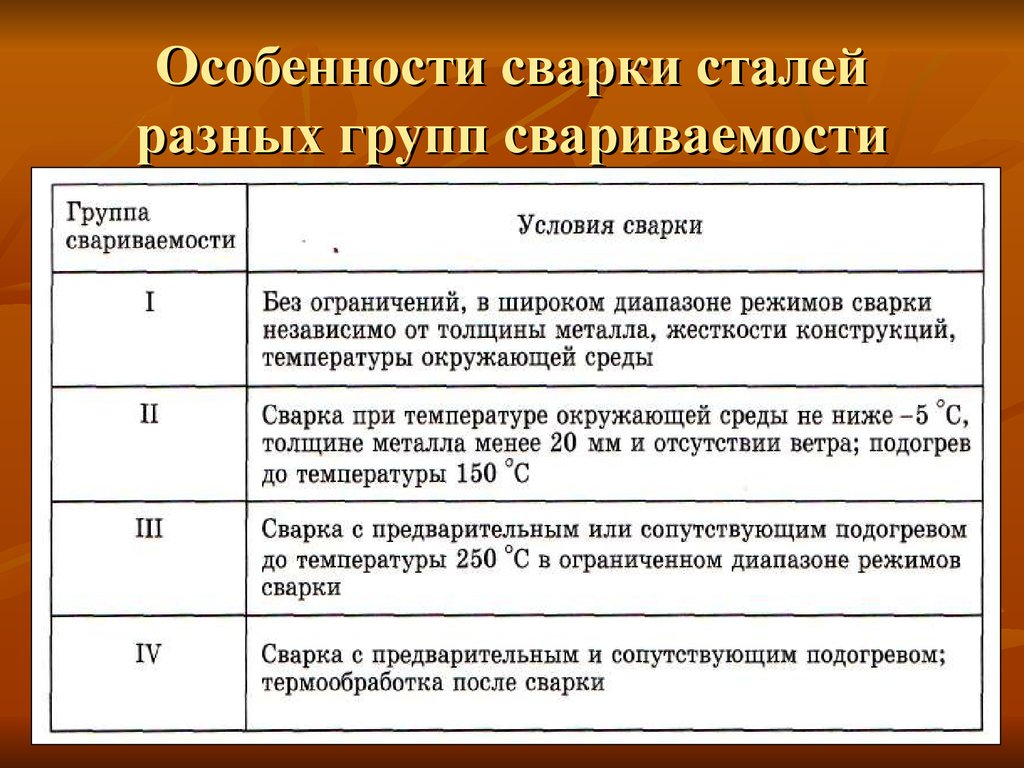
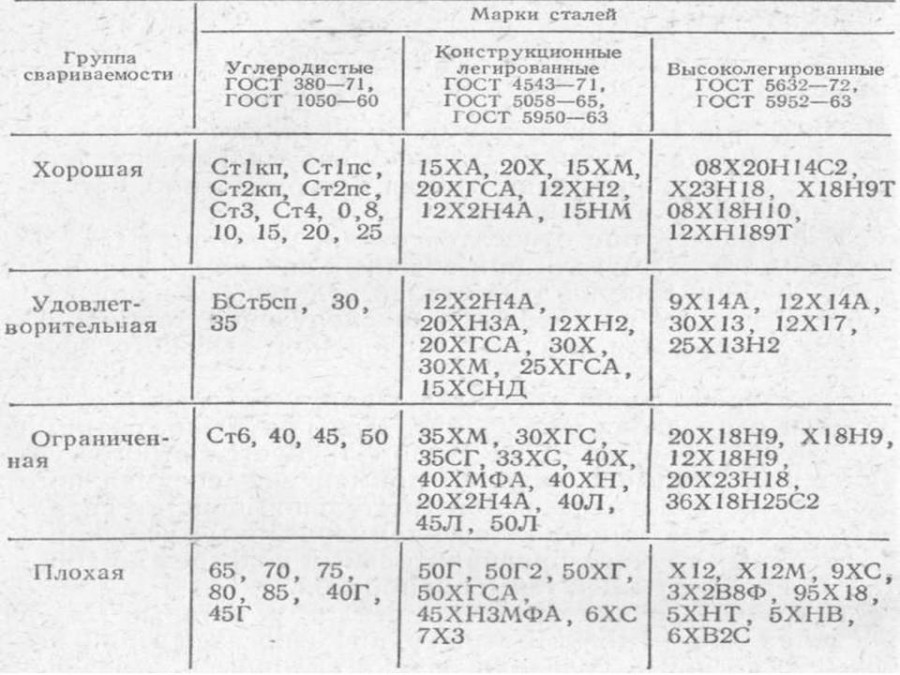
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
Что такое свариваемость материалов?
Физическая свариваемость металлов – свойство материалов давать монолитное соединение, т.е. способность их к взаимной кристаллизации с образованием твердых растворов, химических соединений и мелкодисперсных смесей фазовых составляющих (эвтектик). Эти процессы происходят на границе основного и наплавленного металла и характеризуют свариваемость с точки зрения возможности образования металлической связи и принципиальной возможности получения неразъемных сварных соединений.
Технологическая свариваемость металлов – технологическая характеристика металла, определяющая его реакцию на воздействие сварки и способность образовывать неразъемное сварное соединение с заданными эксплуатационными свойствами с наименьшими затратами. То есть она отражает технологическую реакцию материала на тепловое, силовое и металлургическое воздействие сварки.
Свариваемость металла зависит от его химических и физических свойств, типа кристаллической решетки, степени легирования, наличия примесей и ряда других факторов.
Свариваемость сталей оценивается по следующим показателям:
- склонность металла шва к образованию горячих и холодных трещин;
- склонность к изменению структуры в околошовной зоне и к образованию закалочных структур;
- физико-механические качества сварного соединения (прочность, пластичность, ударная вязкость и т.п.);
- соответствие специальных свойств сварного соединения требованиям технических условий на конструкцию (коррозийная стойкость, жаростойкость, жаропрочность, сопротивление хрупкому разрушению при низких температурах и т.п.).
Говоря проще, разница между материалами, обладающими хорошей и плохой свариваемостью, заключается в том, что для соединения последних необходима более сложная технология сварки.
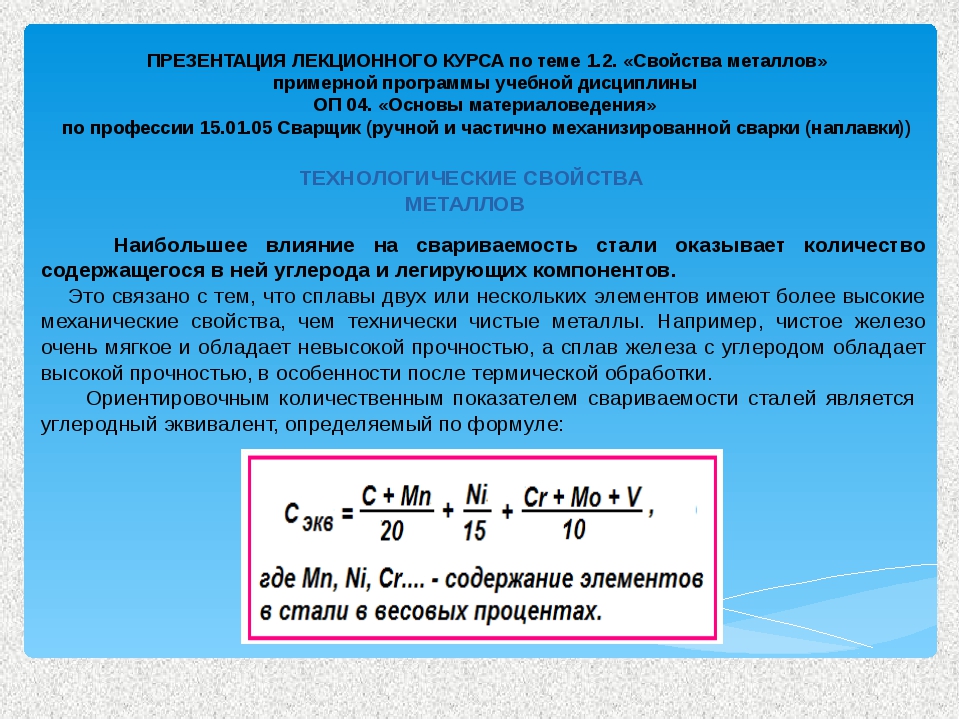
Наибольшее влияние на свариваемость сталей оказывает углерод. Свариваемость ухудшается при увеличении содержания углерода, а также ряда других элементов. Для изготовления сварных конструкций в основном применяют конструкционные низкоуглеродистые, низколегированные и легированные стали. Главными трудностями при сварке легированных сталей является их склонность к образованию закалочных структур, горячих и холодных трещин, а также ухудшение механических свойств – в первую очередь снижение пластичности в зоне сварного соединения. Чем выше содержание углерода в стали, тем сильнее проявляются эти недостатки, и тем труднее обеспечить необходимые свойства соединения.
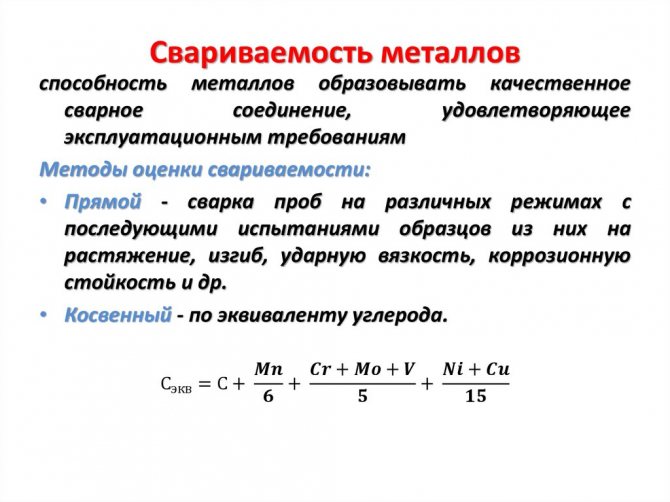
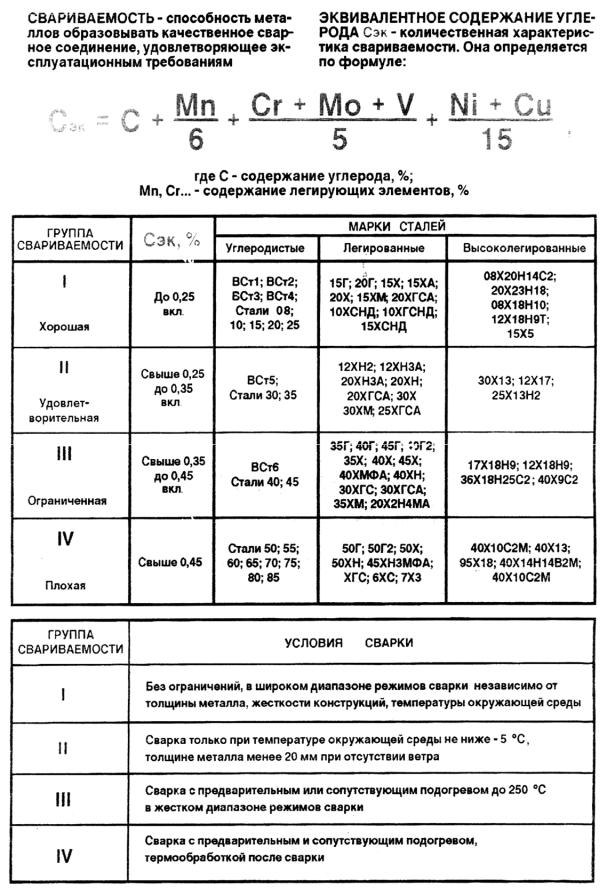
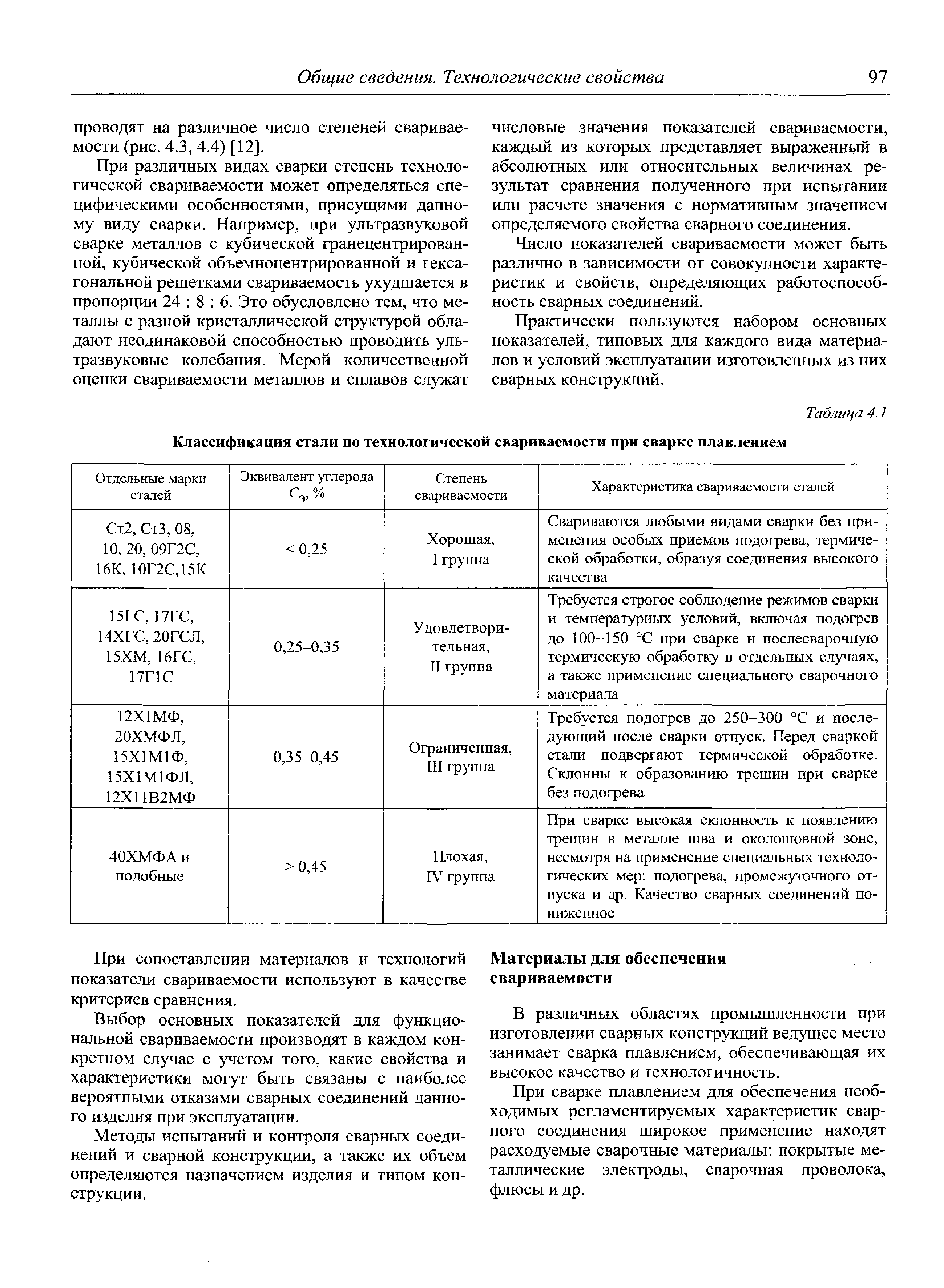
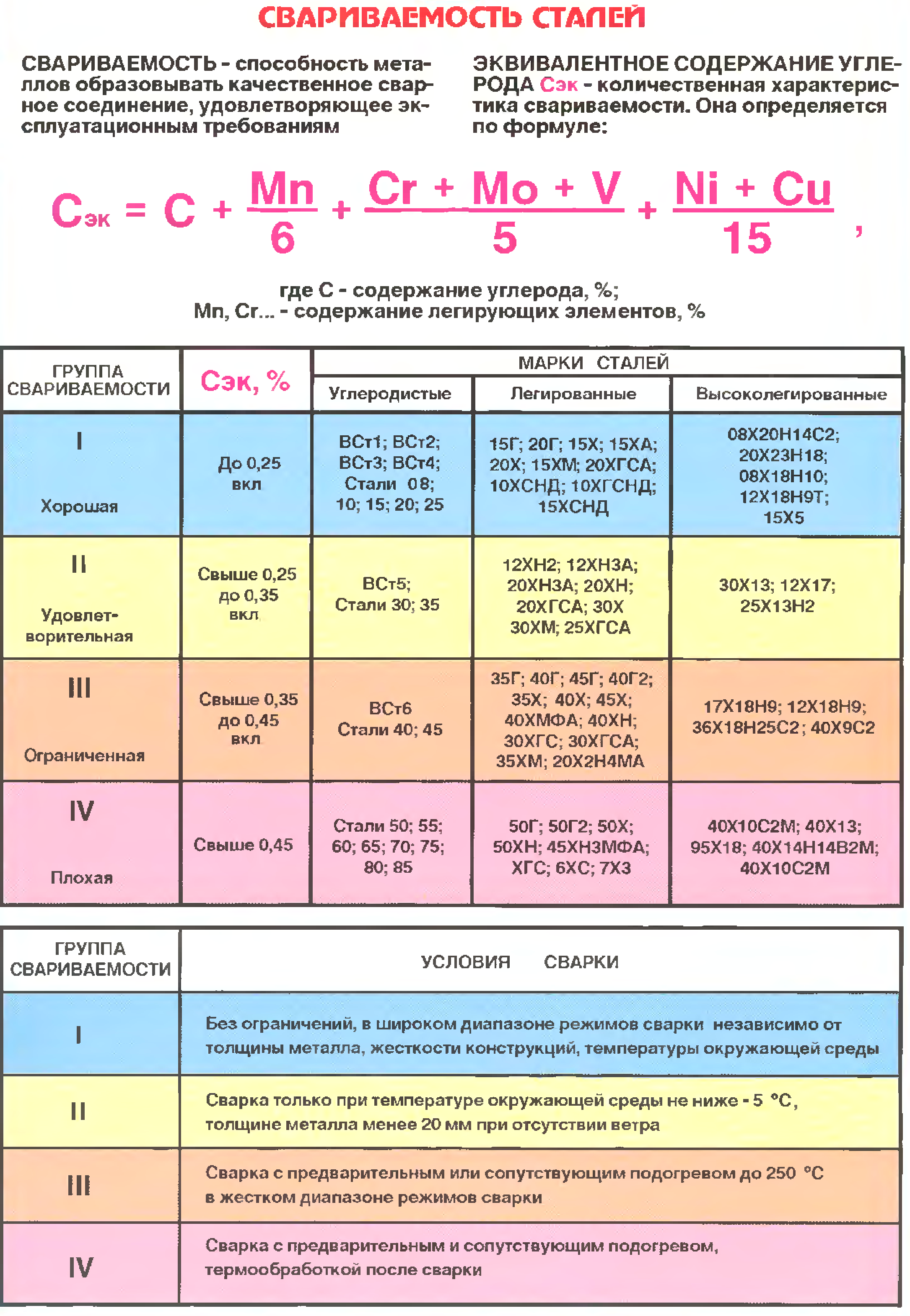
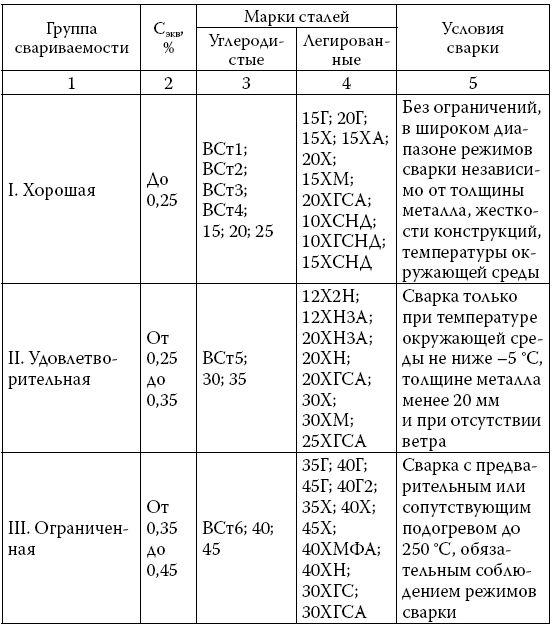
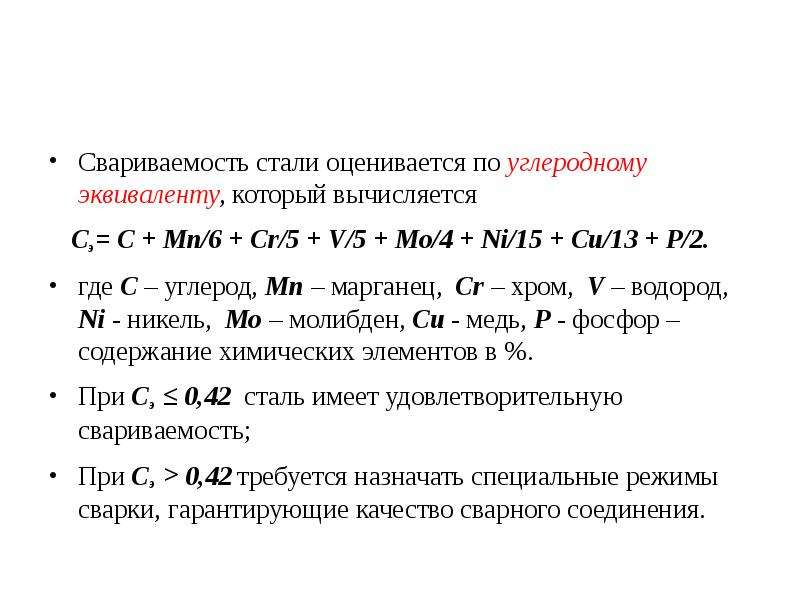
Ориентировочными количественными показателями свариваемости сталей является эквивалентное содержание углерода, определяемое по формуле:
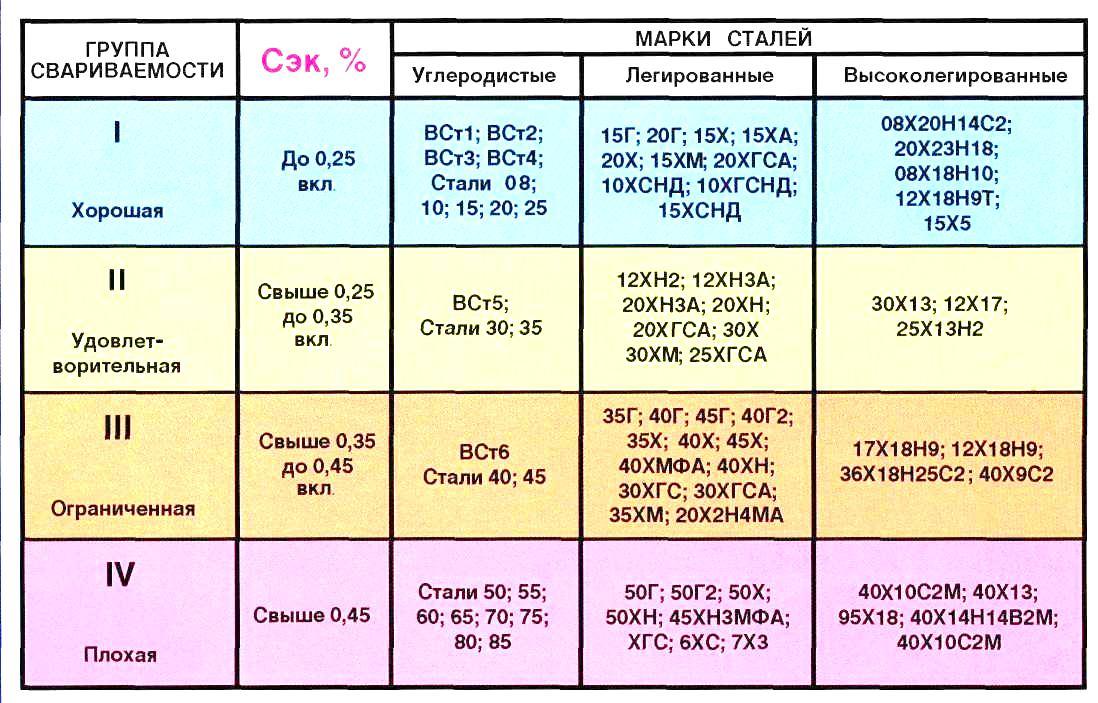
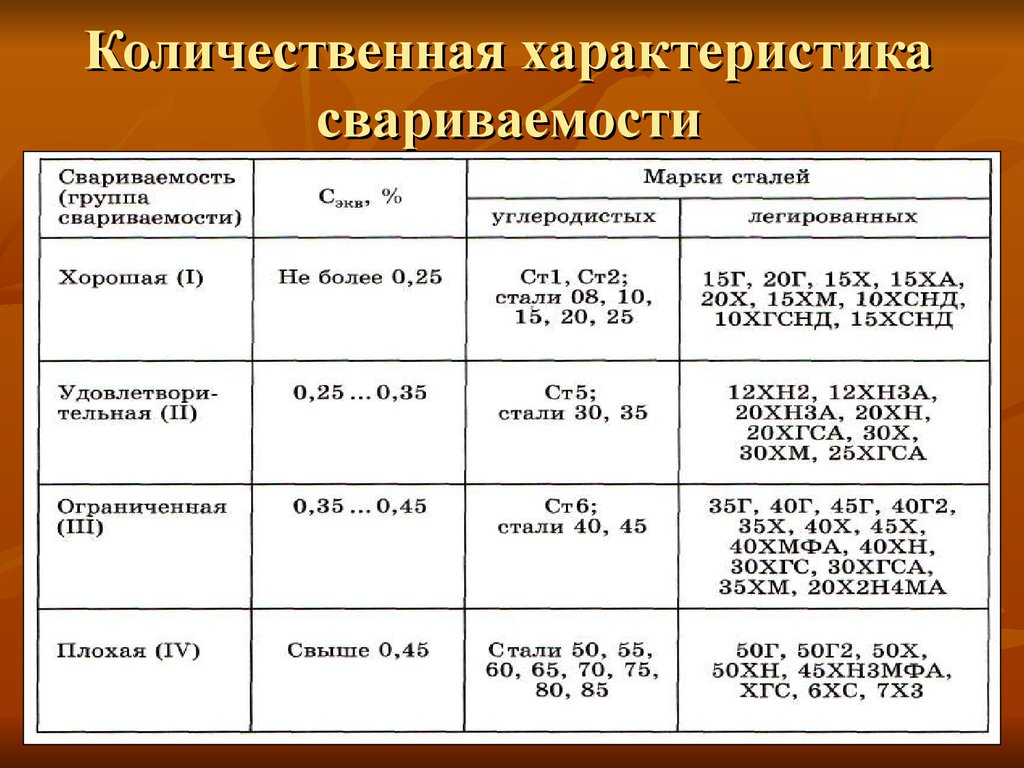
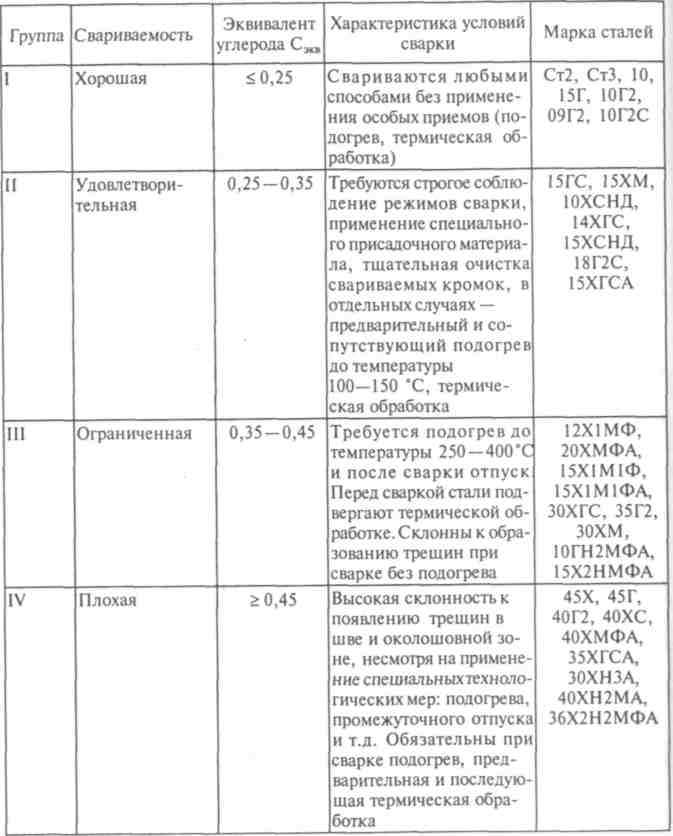
где содержание углерода и легирующих элементов выражается в процентах. В зависимости от эквивалентного содержания углерода конструкционные стали делят на 4 группы, которые характеризуются удовлетворительной, ограниченной или плохой свариваемостью.
Группа 1: хорошая свариваемость, Сэкв ≤ 0,25%, свариваемость без применения особых приемов (ст.2; ст3; 10Г2; 09Г2; 10Г2С).
Группа 2: удовлетворительная свариваемость, Сэкв -0,25 – 0,35 – требуется строгое соблюдение режимов сварки, применение специальных присадочных материалов, в отдельных случаях – предварительный и сопутствующий подогрев до 100 – 1500 С, термообработка (стали 15ГС, 15 ХМ, 10ХСНД, 14ХГС, 15ХСНД, 15ХГСА, 18Г29).
Группа 3: ограниченная свариваемость, Сэкв – 0,35 – 0,45, требуется подогрев до 100 – 2000 С и отпуск после сварки. Перед сваркой детали подвергают термообработке (стали 12Н1МФ, 20ХМФЛ, 15Х1М1ФЛ, 30ХГС, 35Г2, 30ХМ, 10ГН2МФА, 15Х2НМФА).
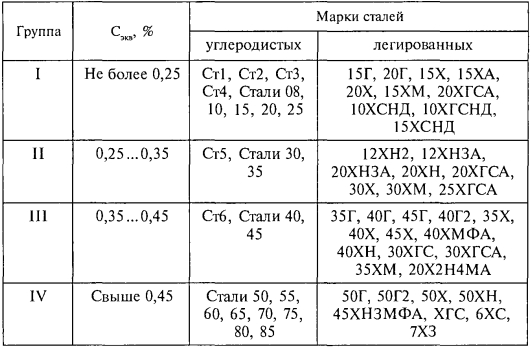
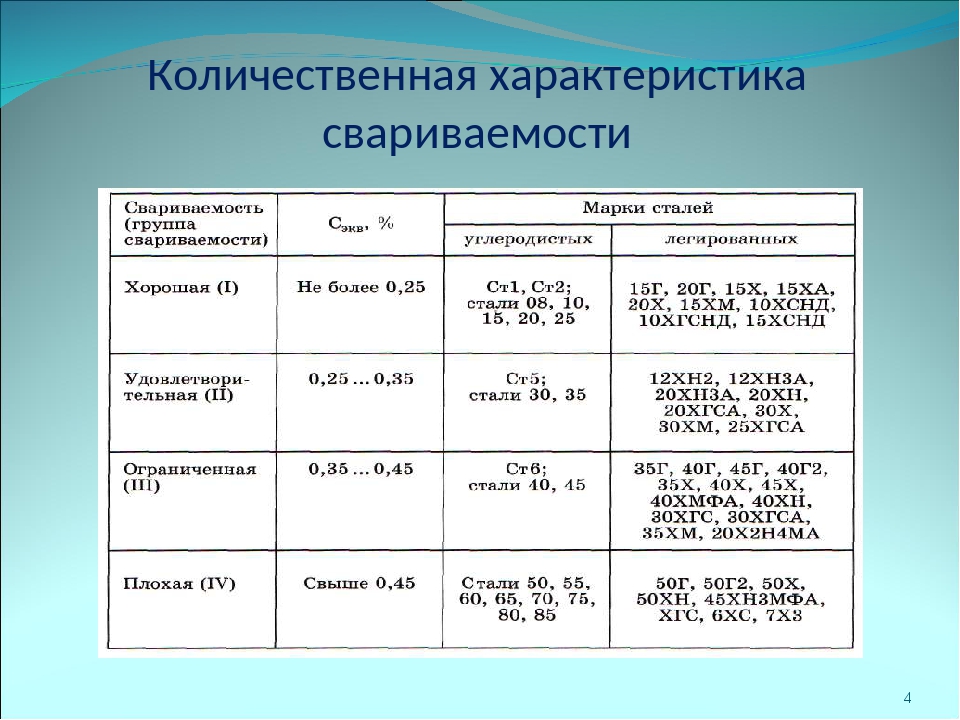
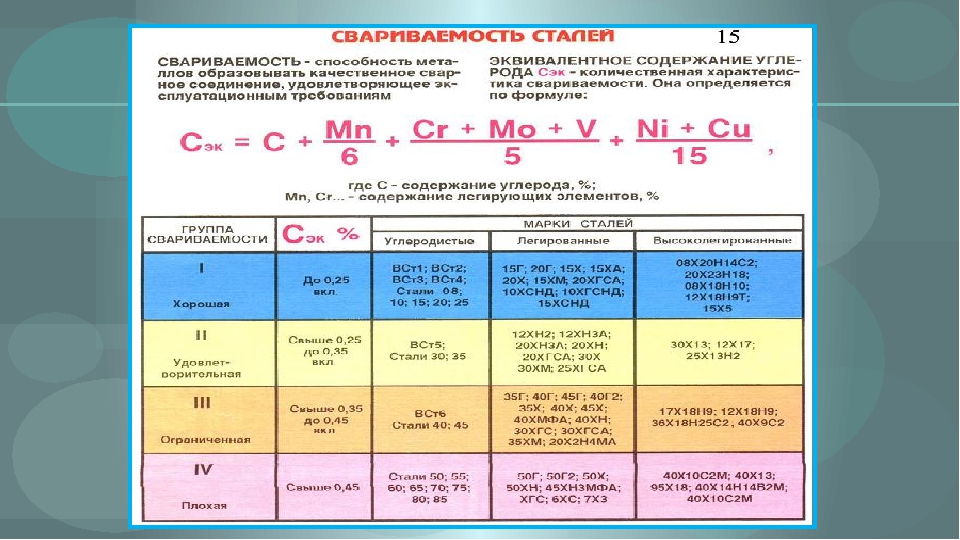
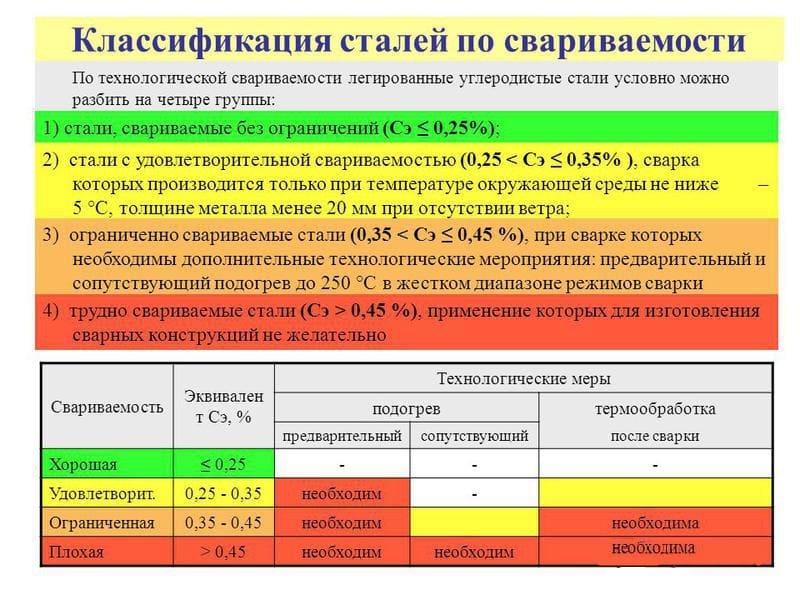
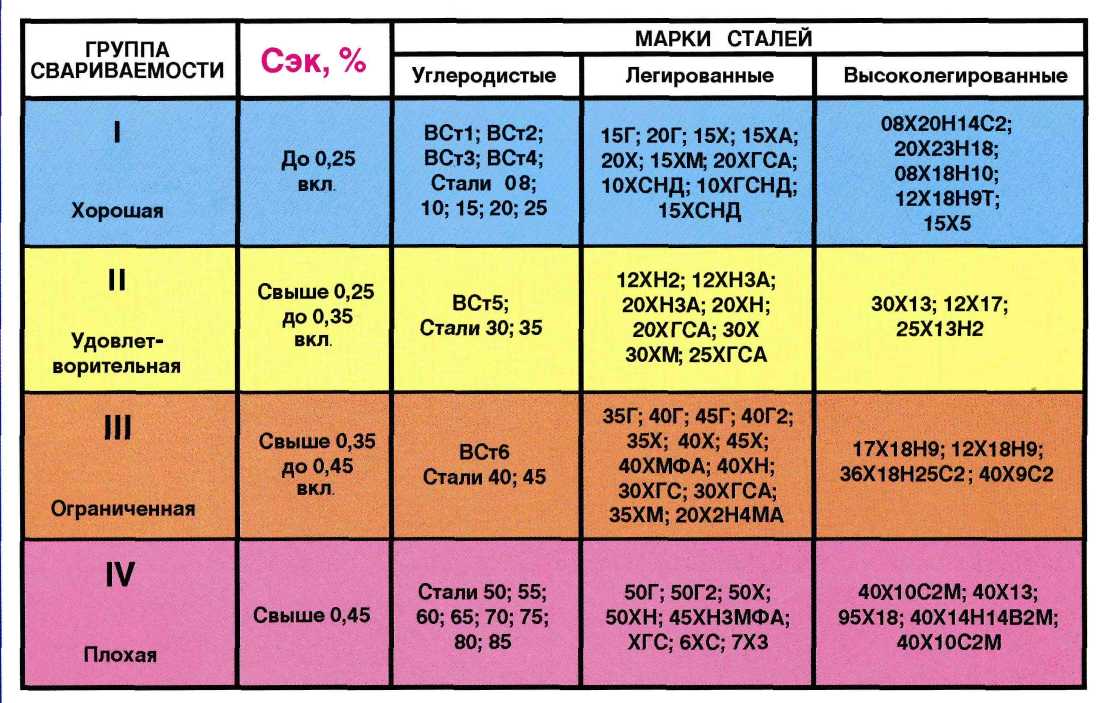
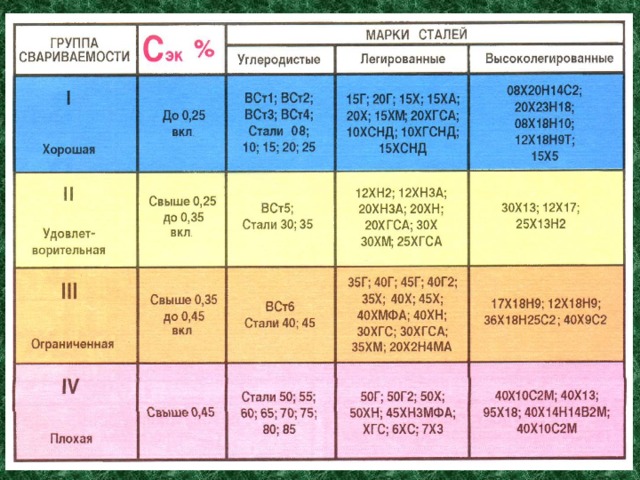

Группа 4: плохая свариваемость, Сэкв > 0,45. Высокая склонность к появлению холодных трещин в шве и околошовной зоне. При сварке обязательны предварительный подогрев до 250 – 4000С и последующая термообработка (стали 45Х, 45Г, 40Г2, 40ХС, 40ХМФА, 35ХГСА, 30ХИ3А, 40ХН2МА, 36Х2Р2МФА).
До сих пор не существует общепринятой методики определения свариваемости металлов. В большинстве случаев методики основаны на сварке специальных образцов, в которых созданы жесткие условия для шва. Однако имеются и расчетные методы, которые связывают максимальную твердость и тип структуры околошовной зоны данной стали с необходимостью подогрева детали перед сваркой, конструкцией соединения и толщиной металла. Расчетные методы дают возможность теоретически рассчитать режимы сварки, обеспечивающие получение заданной твердости и структуры.
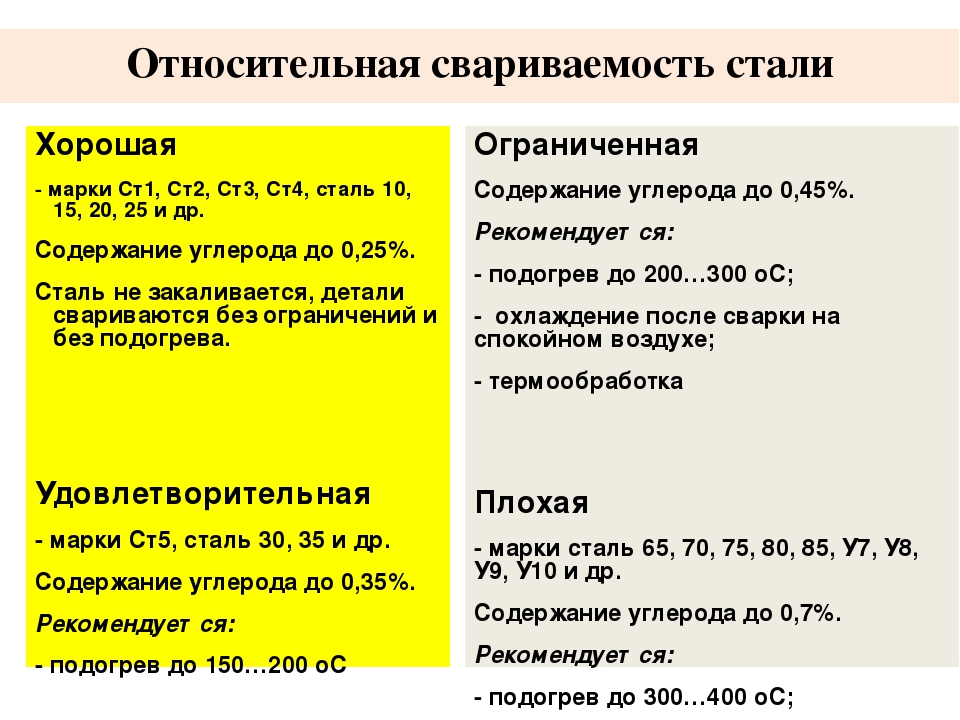
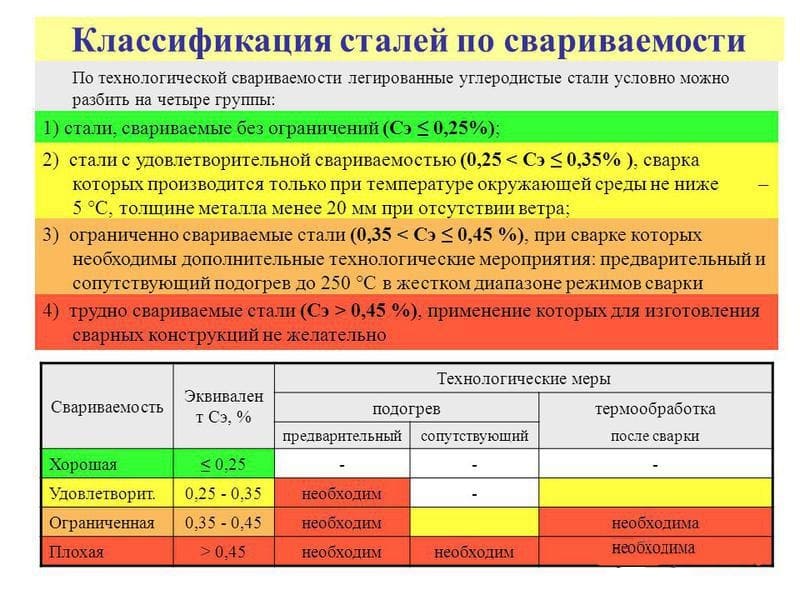
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Свариваемость сталей
29 сентября 2021 Категории: Технология
Свариваемость — способность металла к образованию качественных сварных соединений, удовлетворяющих эксплуатационные требования к ним.
Возможности и условия образования качественного сварного соединения определяются многими факторами, важнейшими из которых являются:
- характеристики и свойства свариваемых металлов;
- выбор электродного и присадочного металла;
- режимы сваривания;
- температура нагревания и т. д.
На свариваемость существенно влияет химический состав стали, в частности, содержание углерода и легирующих элементов. Воздействие отдельных элементов проявляется по-разному – особенно в соединении с углеродом.
Среди главных характеристик свариваемости сталей стоит выделить склонность к образованию трещин и механические свойства сварного соединения. Их можно определить путем сваривания контрольных образцов.
Среднеуглеродистые и высокоуглеродистые конструкционные стали
Насыщенность сплава углеродом снижает его способность к образованию хороших соединений. В процессе температурных воздействий дуги или газового пламени сера аккумулируется по краям зерен, приводя к красноломкости, фосфор – к хладноломкости. Чаще всего сваривают материалы, легированные марганцем.
Сюда относятся конструкционные стали обычного качества ВСт4, ВСт5 (ГОСТ 380-94), качественные 25, 25Г, 30, 30Г, 35, 35Г, 40, 45Г (ГОСТт 1050-88) разного металлургического производства.
Суть работы заключается в снижении количества карбона в сварочной ванне, насыщении металла в ней силицием и марганцем, обеспечении оптимальной технологии
При этом важно не допустить чрезмерных потерь углерода, что может привести к дестабилизации механических свойств

Особенности сварки низколегированных сталей
Сварка конструкционных сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ
Для сварки низколегированных сталей марок 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ
и т.п. хорошо подходит ручная дуговая сварка электродами Э50А или Э44А. Но наиболее
качественные сварные соединения получаются при сварке электродами УОНИ-13/55
и ДСК-50. Но, лучшие результаты получаются при сварке постоянным током при обратной
полярности. При этом, сварку необходимо проводить при пониженных токах, 40-50
А на миллиметр диаметра электрода.
Автоматическую дуговую сварку данных марок сталей выполняют сварочной проволокой
Св-08ГА или Св-10ГА под флюсами АН-348-А или ОСЦ-45.
Металлоконструкции из сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16 Г2АФ можно сваривать
при температуре окружающей среды не ниже -10°C. Если же температура окружающей
среды находится в пределах от -10°C до -25°C, то при сварке необходим предварительный
подогрев. Ширина подогрева зоны сварки составляет 100-120 мм по обе стороны
шва. Температура предварительного подогрева 100-150°C. При температуре окружающей
среды ниже, чем -25°C, сварка вышеуказанных сталей не допустима.
Сварка низколегированных сталей 09Г2С, 10Г2С1, 10Г2С1Д
Оценку
свариваемости сталей таких марок, как 09Г2С, 10Г2С1, 10Г2С1Д и т.п. можно
дать хорошую (см. таблицу
свариваемости сталей), и связано это с тем, что они не подвержены закаливанию,
не склонны к перегреву и устойчивы к образованию горячих и холодных
трещин в сварном шве и зоне
термического влияния. Сварку низколегированных конструкционных сталей данных
марок можно выполнять как ручной дуговой сваркой, так и автоматической.
При ручной сварке хорошо подходят электроды марок Э50А и Э55А. При автоматической
сварке используют сварочную проволоку марок Св-08ГА, Св-10ГА или Св-10Г2. Для
защиты зоны сварки применяют флюсы АН-348-А или ОСЦ-45.
Сварка листов из сталей 09Г2С, 10Г2С1, 10Г2С1Д, толщиной менее 40 мм выполняется
без разделки кромок. И, при соблюдении технологии и режимов сварки, механические
свойства сварочного шва почти не уступают механическим свойствам основного металла.
Равнопрочность сварного шва обусловлена переходом легирующих элементов из электродной
проволоки в металл сварного шва.
Сварка хромокремнемарганцовистых низколегированных сталей 25ХГСА,
30ХГСА, 35ХГСА
Сварка низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА и т.п. затруднена тем,
что они склонны к образованию трещин при сварке и к появлению закалочных структур.
И чем меньше толщина свариваемых кромок, тем выше риск образования закалочных
зон и появления трещин в металле шва и, особенно, околошовной зоне.
Склонность данных сталей к сварным дефектам обусловлена повышенным содержанием
углерода в их составе (0,25% и более). Сварку этих сталей можно выполнять сварочной
проволокой Св-08 или Св08А, а также электродами данных марок.
Для особоответственных сварных швов рекомендуют применять электроды Св-18ХГСА
или Св-18ХМА с защитным покрытием следующих видов: ЦЛ-18-63, ЦК18М, УОНИ-13/65,
УОНИ-13/85, УОНИ-13/НЖ.
При сварке низколегированных хромокремнемарганцовистых сталей, в зависимости
от толщины свариваемого металла, рекомендуются следующие режимы сварки:
| Толщина металла, мм | 0,5-1 | 2-3 | 4-6 | 7-10 |
| Диаметр электрода, мм | 1,5-2,0 | 2,5-3,0 | 3-5 | 4-6 |
| Сварочный ток, А | 20-40 | 50-90 | 100-160 | 200-240 |
При сварке металлов, толщиной
более 10мм, выполняют многослойную сварку с небольшими промежутками по времени
между выполнеием последующих слоёв. В случае, когда свариваются детали разной
толщины, сварочный ток выбирают по больше толщине и на неё направляется бОльшая
зона дуги.
После сварки рекомендуется провести термообработку для устранении закалочных
структур. Для этого изделие нагревают до температуры 650-680 ?С, выдерживают
эту температуру по времени, в зависимости от толщины металла (1ч на 25мм толщины)
и охлаждают на воздухе, либо в воде.
Сварка низколегированных конструкционных сталей в защитных газах выполняется
по режимам для автоматической или полуавтоматической сварки под флюсом. В случае,
выполнения сварки в среде углекислого газа, применяют сварочную проволоку марки
Св-08Г2С, или Св-10Г2 диаметром 1,2-2мм.
В случае применения электрошлаковой сварки, выбирают сварочную проволоку марки
Св-10Г2, которая подходит для любой толщины свариваемых деталей. В качестве
защиты применяют флюс АН-8. При таком способе
сварки вести сварку можно при любой температуре.
Дополнительные материалы по теме:
Сварка | Сварка мартенситных сталейСварка среднелегированных высокопрочных сталейСварка теплоустойчивых сталей |
Что входит в понятие металлургической свариваемости металлов?

Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
Свариваемость сталей
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его
Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
Сера становится причиной появления горячих трещин и появлению красноломкости.
Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость
Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.





