

Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
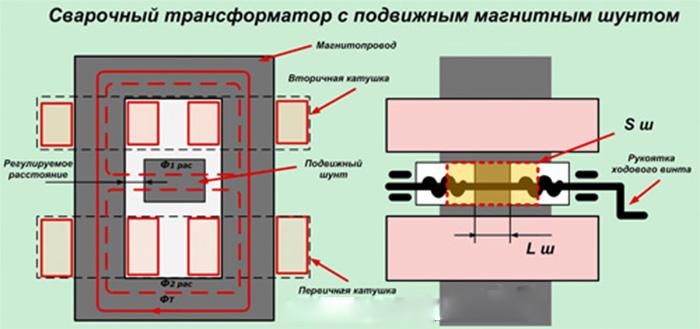
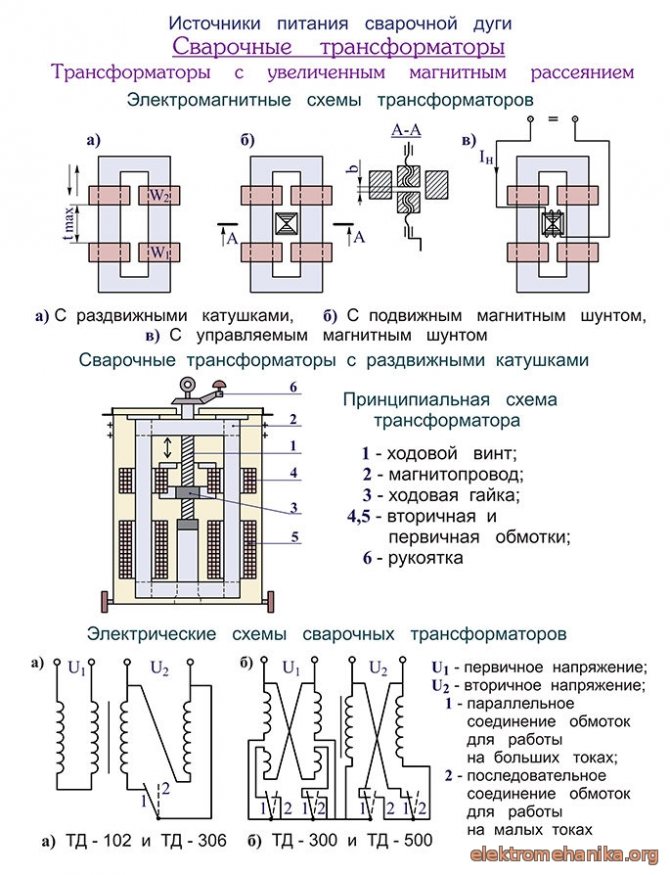
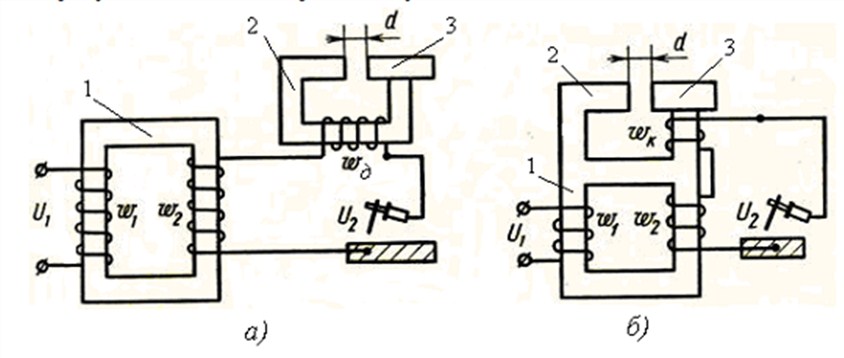
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
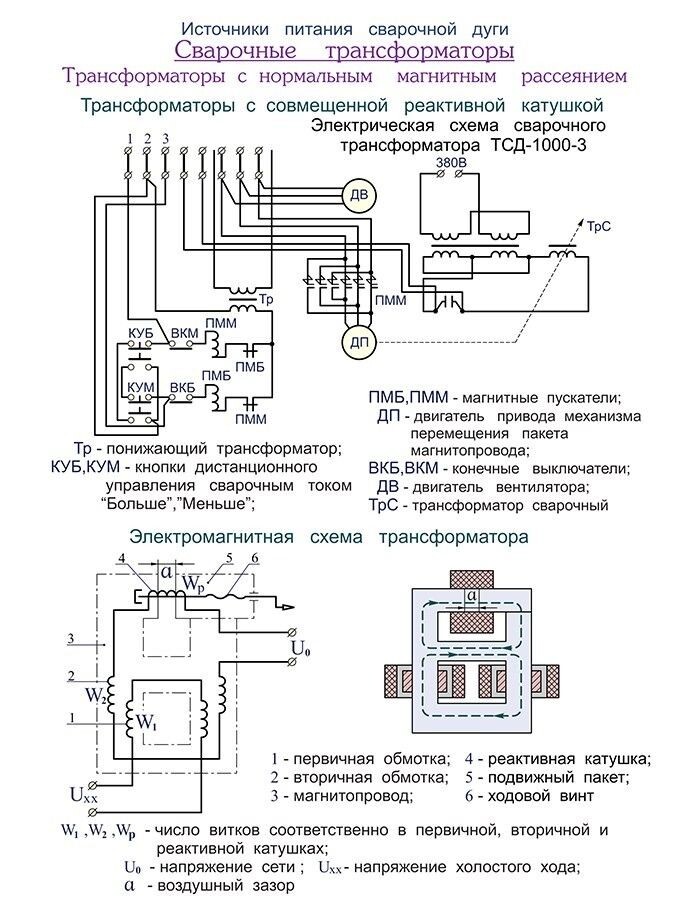
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.

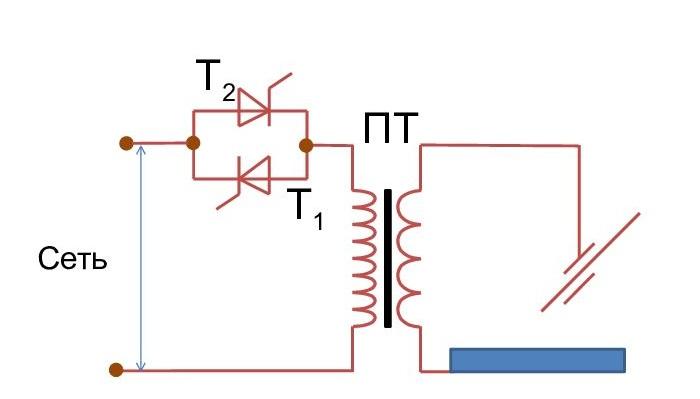
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
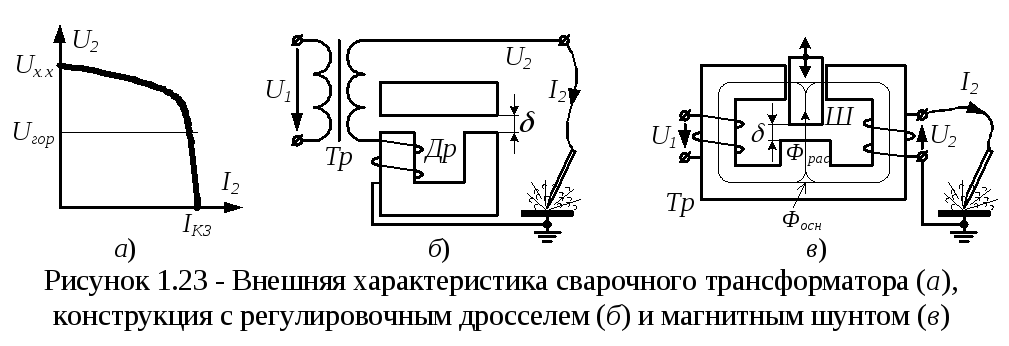
Характеристики сварочного трансформатора
Характеристики СТА будут необходимы при выборе оборудования. Правильный их выбор окажет существенное влияние не только на техническую, но и на экономическую составляющую эффективности приобретения.
Оборудование постоянно совершенствуется, поэтому важно пользоваться самой свежей информацией. Её можно получить из следующих источников:
- -на промышленных предприятиях – из «учтённых справочников», стоящих на учёте в БНС;
- -в торговых организациях – из «Паспортов» и рекламных проспектов.
На нашем сайте информацию о характеристиках СТА вы можете получить в статье «Устройство сварочного трансформатора».
Какие характеристики учитывать при покупке
Осуществляя выбор сварочного оборудования, смотрят на следующие параметры:
- Величину сварочного тока, которая у слабых бытовых моделей не более 200 ампер, у полупрофессиональных будет доходить до 300 ампер, у мощных производственных моделей превышает отметку в 300 ампер.
- Толщину электрода и тип, с которым способен работать аппарат. Для сварки тонкостенных и средних по толщине металла заготовок подойдет сварочник, работающий с 2- и 5-миллиметровыми электродами, для сварки толстых стенок агрегат должен иметь возможность плавить электроды диаметром свыше 5 мм.
- Мощность потребления и выходная КПД. Более мощные трехфазные агрегаты чаще используют как промышленное оборудование.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
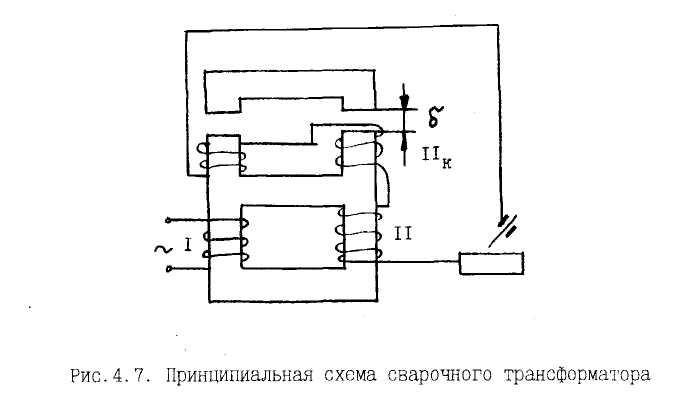
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для , обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
 В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
На чем базируется расчет сварочного трансформатора
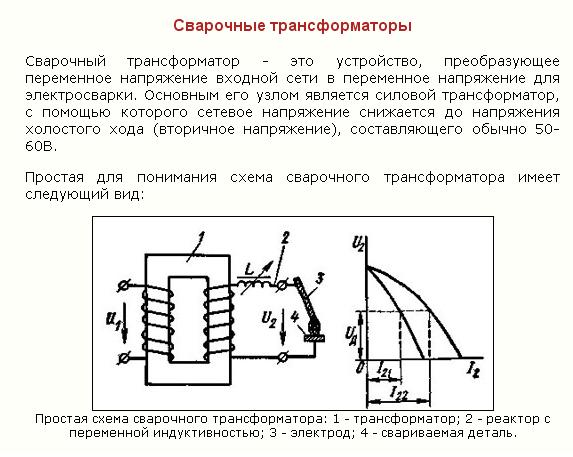
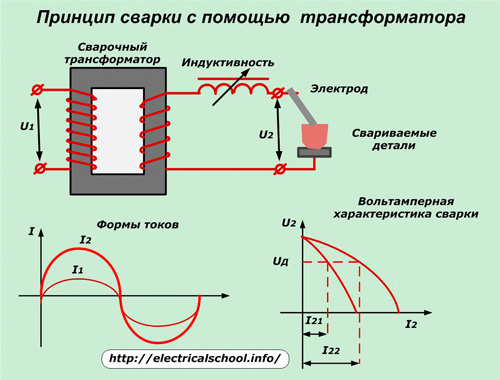
Основными положениями, на которых состоит расчет трансформатора для сварочного полуавтомата сварочного аппарата, являются те, на которых основан принцип его действия. Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
- U2 – напряжение, которое имеется на вторичной обмотке;
- I2 – максимальный сварочный ток, который может выдать аппарат.
Особенности

Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.




Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Дома нет такой возможности для создания точного регулятора, не меняющий характеристик при каждом запуске.
Если вы собрали трансформатор на постоянном токе, он, конечно, будет во много раз дешевле, но поставит под вопрос надежность агрегата.

Связано это с отсутствием предохранителей, как у моделей заводского типа. Хотя к плюсам самостоятельной сборки относят возможность сделать статическое электромагнитное устройство с любым набором характеристик.
Он может быть как мощным агрегатом, так и слабым механизмом. Для это следует правильно провести расчет сварочного трансформатора для будущей машины.
Вы приняли решения собрать статическое электромагнитное устройство самостоятельно и далее заняться сборкой самого сварочника. Советуем размещать элементы в металлический каркас/бокс, к примеру, корпус от компьютерного системного блока.
Собственно, это и есть основные особенности, о которых вам надо знать. Помните, что необходимо кое-какое минимальное понимания в области электротехники.
Наверно это и так понятно. Но все же, предварительно рекомендуем освежить или приобрести дополнительные знания в этой области и лишь затем приступать к сборке статического электромагнитного устройства.
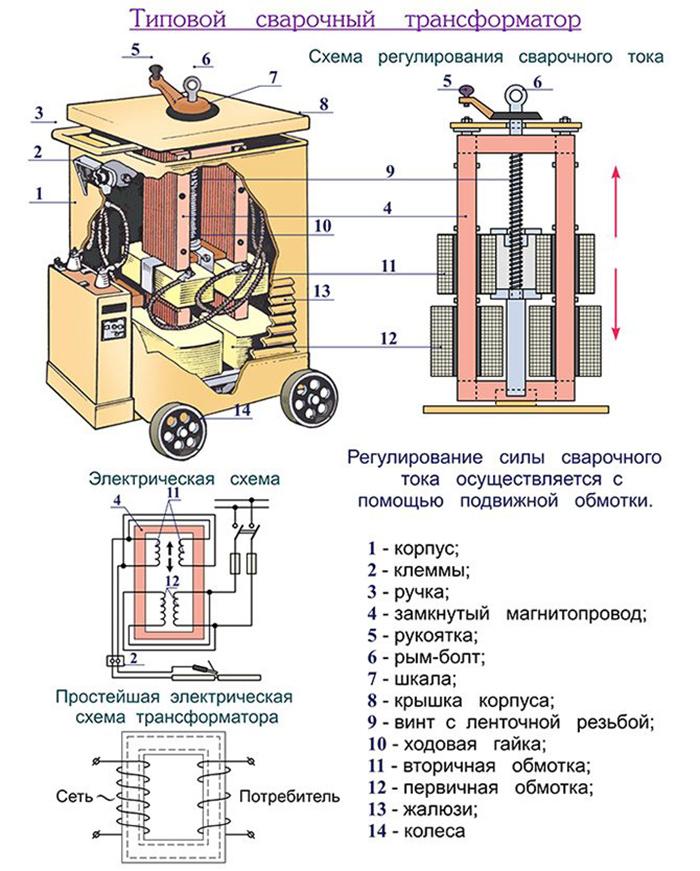
Общее устройство и принцип работы
Рассмотрим конструкцию простого трансформатора, с двумя катушками насаженных на замкнутый магнитопровод (см. Рис. 2). Катушку, на которую поступает ток, будем называть первичной, а выходную катушку – вторичной.
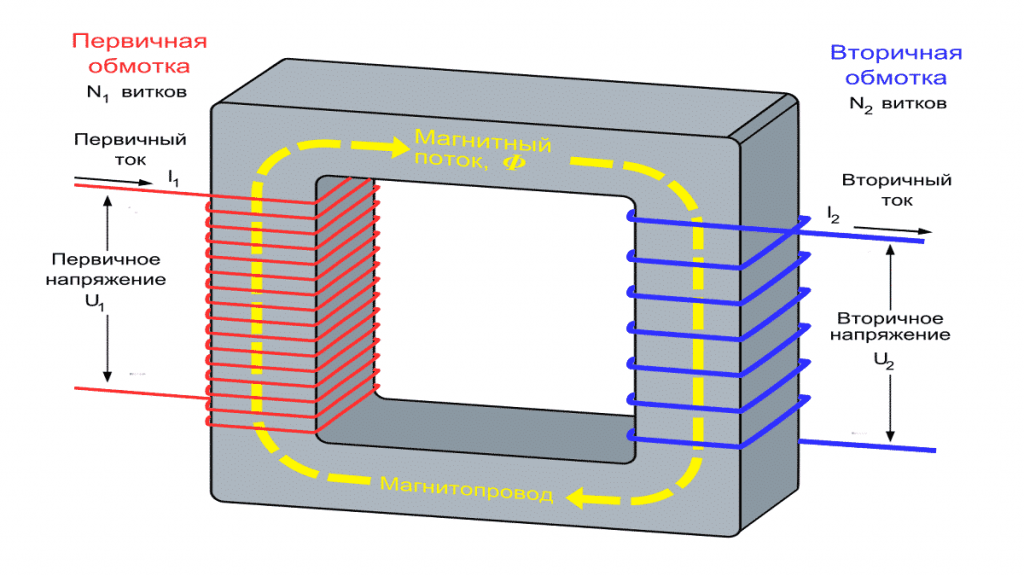
Рисунок 2. Устройство трансформатора
Фактически все типы трансформаторов используют электромагнитную индукцию для преобразования напряжения поступающего в цепь первичной обмотки. При этом выходное напряжение снимается из вторичных обмоток. Они различаются только по форме, материалам магнитопроводов и способам наматывания катушек.
Ферромагнитные сердечники применяются в низкочастотных моделях. Для таких сердечников используются материалы:
- сталь;
- пермаллой;
- феррит.
В некоторых высокочастотных моделях магнитопроводы могут отсутствовать, а в некоторых изделиях применяют материалы из высокочастотного феррита или альсифера.
В связи с тем, что для характеристик ферромагнетиков характерна нелинейность намагничивания, сердечники набирают из листовых материалов, на которые надевают обмотки. Нелинейная индуктивность приводит к гистерезису, для уменьшения которого применяют метод шихтования магнитопроводов.
Базовые принципы действия
Когда на выводы первичных обмоток поступает синусоидальный ток, то он во второй катушке создает переменное магнитное поле, пронизывающее магнитопровод. В свою очередь, изменение магнитного потока провоцирует наведение ЭДС в катушках. При этом величина напряжения ЭДС в обмотках находится в пропорциональной зависимости от количества витков и частоты тока. Отношение количества витков в цепи первичной обмотки к числу витков вторичной катушки называется коэффициентом трансформации: k = W1 / W2, где символами W1 и W2обозначено количество витков в катушках.
Если k > 1, то трансформатор повышающий, а при 0 < k < 1 – понижающий. Например, когда число витков, из которых состоит первичная обмотка, в три раза меньше количества вторичных витков, то k = 1/3, тогда U2 = 1/3 U1.
Режимы работы
Силовой трансформатор может работать в трех режимах:
- в состоянии холостого хода;
- в режиме нагрузки;
- в короткозамкнутом режиме.
Поскольку в цепи разомкнутой вторичной обмотки отсутствует ток, то в таком состоянии по первичной обмотке циркулирует ток холостого хода. Параметры этого тока используют при расчетах КПД, определяют коэффициент трансформации, находят потери в сердечнике.
Основным рабочим режимом трансформатора является состояние, когда к его второй обмотке подключена номинальная нагрузка. Первичный ток можно выразить через результирующую тока холостого хода и расчетного тока сопротивления нагрузки.
В режиме короткого замыкания вторичной обмотки, вся мощность концентрируется в цепях обмоток. В таком состоянии можно определить потери, расходуемые на нагревание проводов в обмотках.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
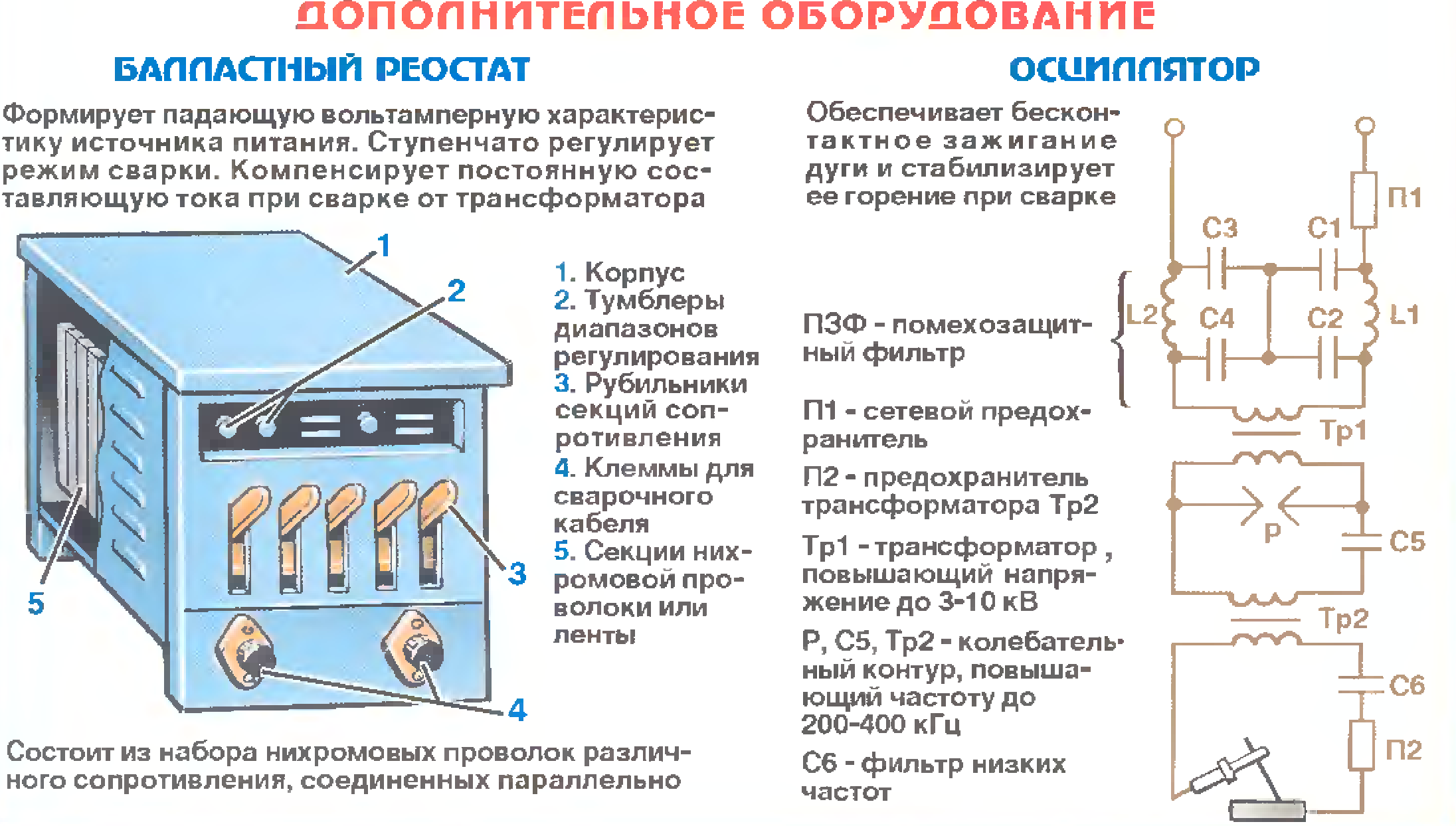
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
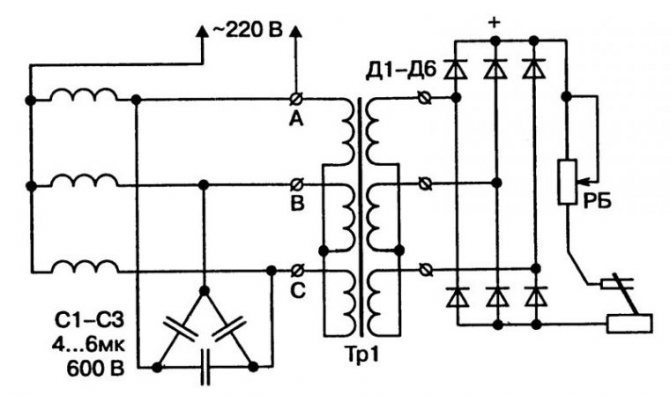
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ
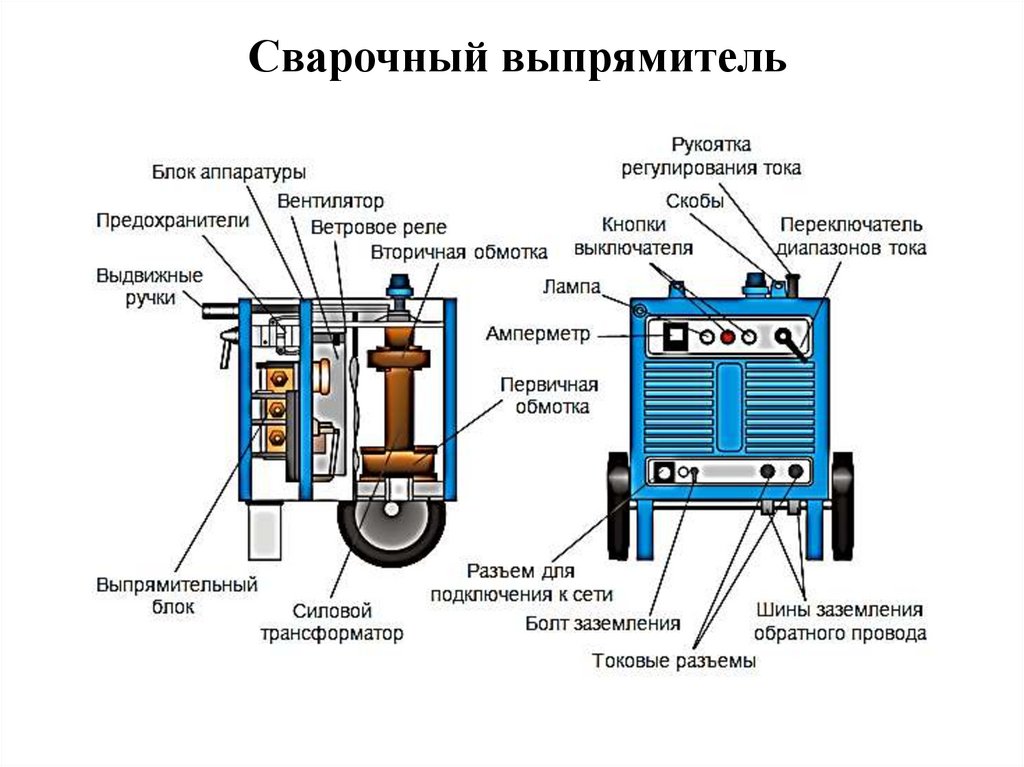
Конструктивные элементы сварочного трансформатора
Обе катушки изолируются друг от друга и от стального сердечника. Поскольку сварочный трансформатор должен обладать большой мощностью, то он также нуждается в подходящем корпусе для собранного сердечника и обмоток, среды, с помощью которой можно изолировать сердечник и его обмотки, а также в устройстве интенсивного охлаждения обмоток. Чтобы изолировать и вывести клеммы обмотки из корпуса, используются втулки, изготовленные из сильного диэлектрика.


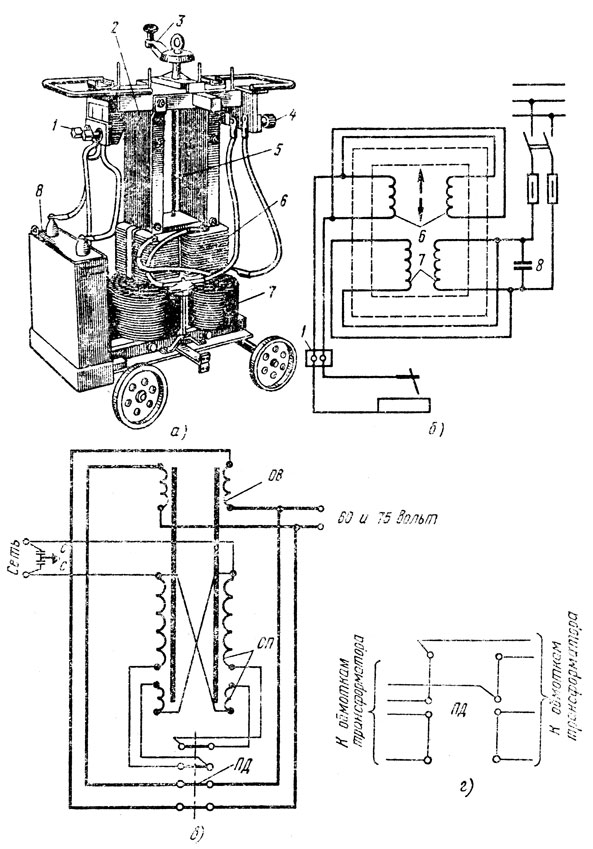
Во всех промышленных моделях сварочных трансформаторов сердечник изготовлен из пластин листовой трансформаторной стали. Этот материал представляет собой фактически чистое железо с повышенным содержанием кремния, что обеспечивает непрерывность магнитного потока при минимально допустимых значениях включённым минимумом воздушного зазора. Трансформаторная сталь обладает также высокой магнитной проницаемостью и малыми потерями на гистерезис. Для обеспечения надлежащей прочности, пластины сердечника после штамповки подвергают термической обработке.

Обмотки трансформатора представляют собой диски, уложенные изоляционными пространствами между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изоляционные каналы. Для сердечников и катушек сварочных трансформаторов должна быть предусмотрена жёсткая механическая фиксация. Это поможет минимизировать вибрации агрегата, и уменьшить уровень шума, создаваемого при его работе. Качество, долговечность и эффективность управления основными функциями сварочного трансформатора определяют срок его службы.
Все выводы трансформатора выводятся из корпусов через соответствующие втулки. Их конструкция и размеры устанавливаются в зависимости от передаваемой мощности.
Выбор между ядром и типом оболочки производится путём сравнения стоимости, поскольку аналогичные характеристики могут быть получены разными способами. Например, для увеличения пределов регулировки напряжения на сварочной дуге оболочки имеют увеличенную длину поворота катушки. Другими параметрами, которые сравниваются при выборе, считаются энергетические характеристики устройства, масса, условия пробоя изоляции, распределение тепла.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.

Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.

Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Классификация сварочных трансформаторов
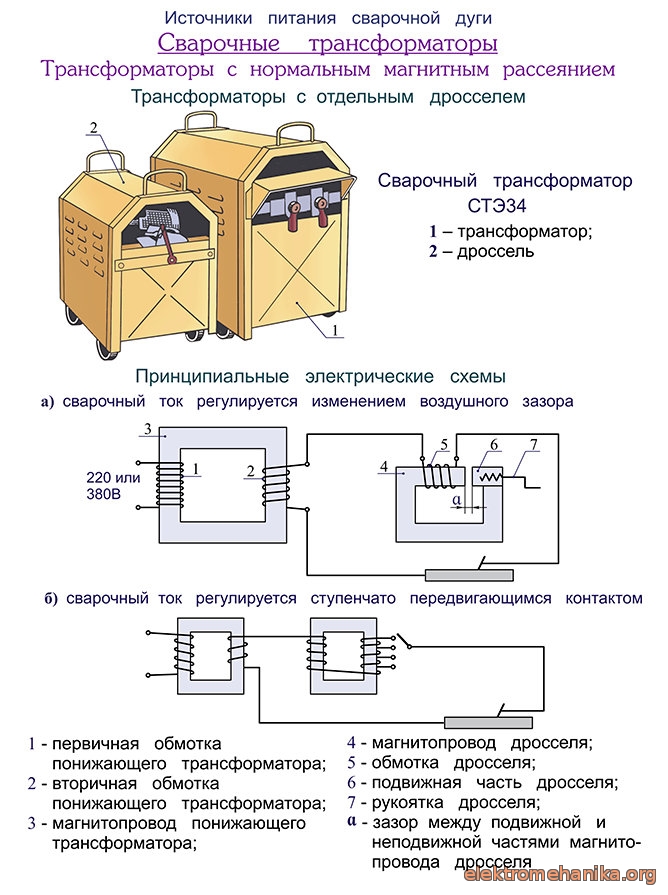
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
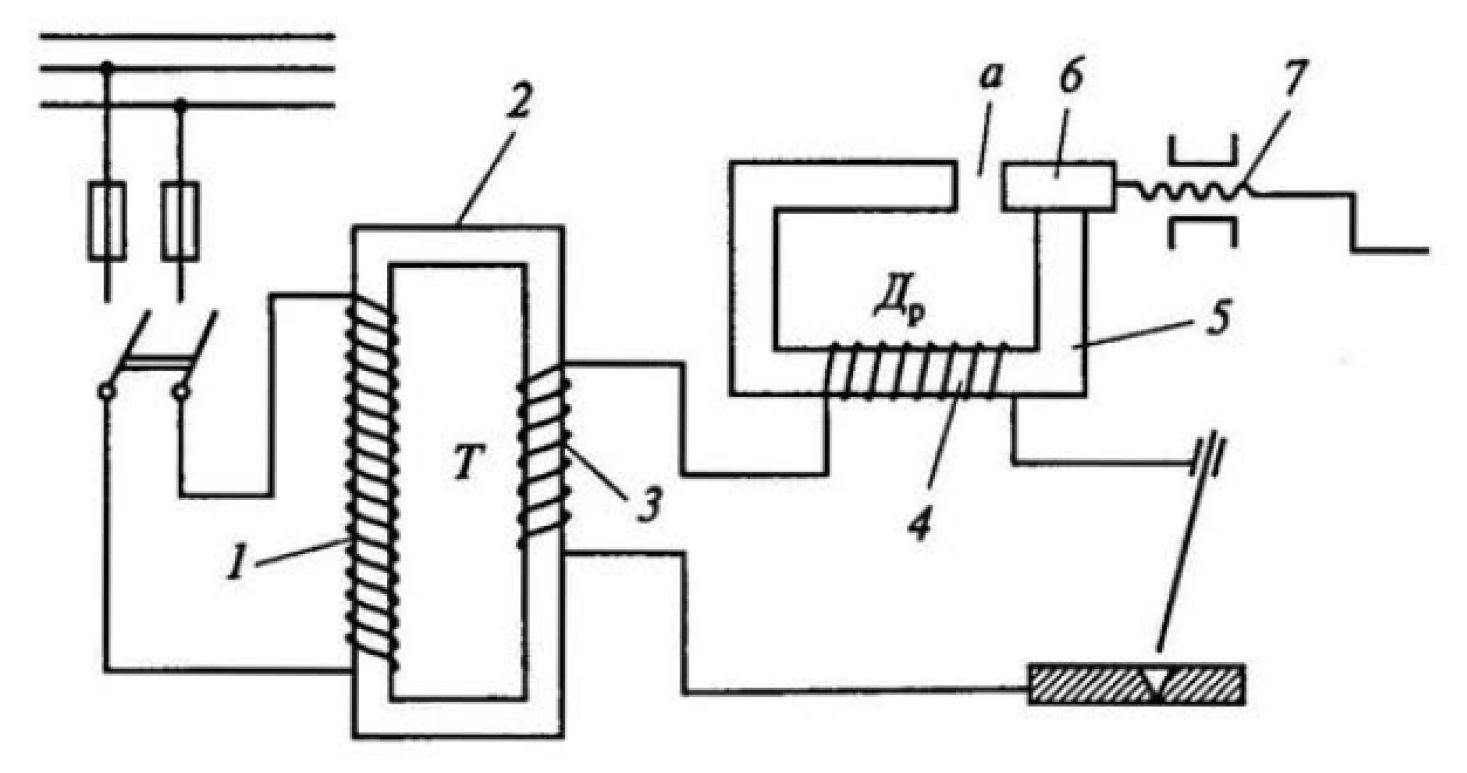
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.

![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://domdetaley.ru/wp-content/uploads/7/c/a/7ca5409d4da1ffc92b6e0b47e59aa1fc.jpeg)


Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
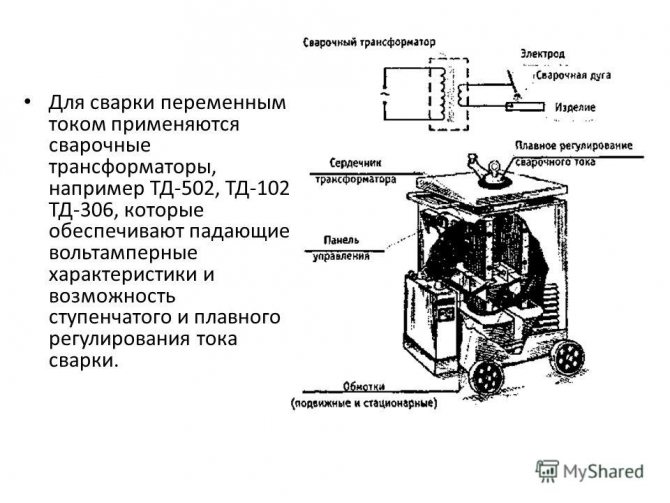
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Провода в обмотке

Как уже говорили, чтобы собрать трансформатор, на начальном этапе нужны провода для первой обмотки и собственно второй обмотки. Помним, кроме обмотки нужен “сердечник”.
Для создания которого используют исключительно сталь электротехнического типа, а далее наматывают на него провода – создают обмотку.
Начнем с расчетов и необходимых теххарактеристик будущего трансформатора. К примеру, вводные данные возьмем следующие: Напряжение – 60В, Ток – 120-160А. Исходя из этих характеристик, необходимо использовать провода с сечением 4 кв мм.
При этом оптимальным для первичной обмотки будут провода с медной сердцевиной в сечении составляющие именно 3 кв мм.
Важно при выборе проводов обращать внимание на покрытие. Обязательное условие, оно должно быть из ткани. И никаких полимеров
В связи с тем, что последние подвержены плавлению от большого нагрева и короткому замыканию
И никаких полимеров. В связи с тем, что последние подвержены плавлению от большого нагрева и короткому замыканию.
В ситуации, когда нет нужного диаметра провода, рекомендуем брать два тоненьких и накручивать их совместно.
При этом стоит отметить, что такой способ увеличит совокупность витков провода в размере, соответственно корпус трансформатора будет иметь большие предельные очертания. Вся выложенная информация выше касается первичной обмотки.
А вот для вторичной смело берите провода большого диаметра, например, которыми подсоединяется держатель электрода.





