

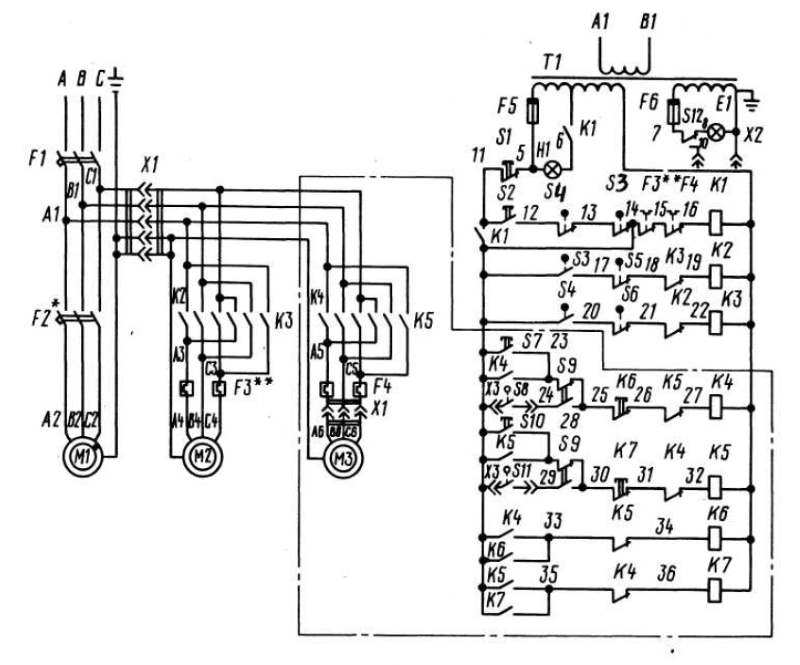
Электрооборудование
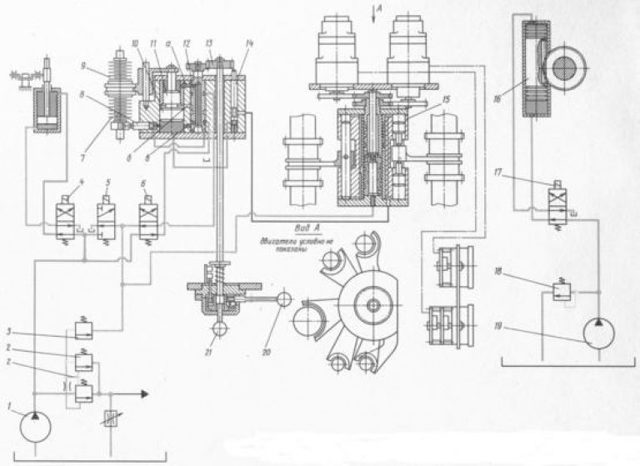
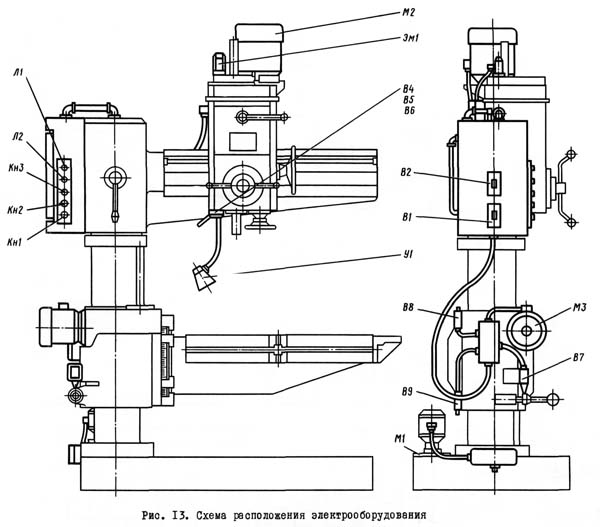
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
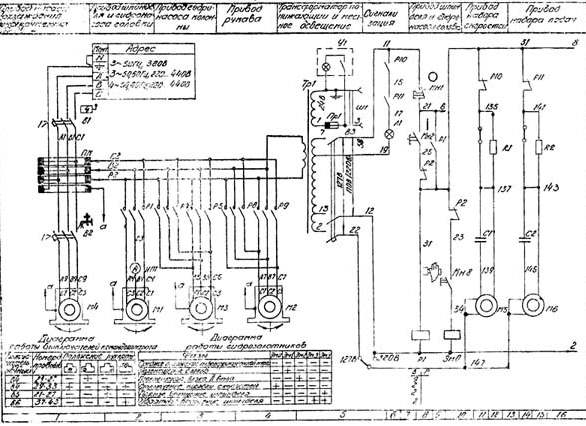
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
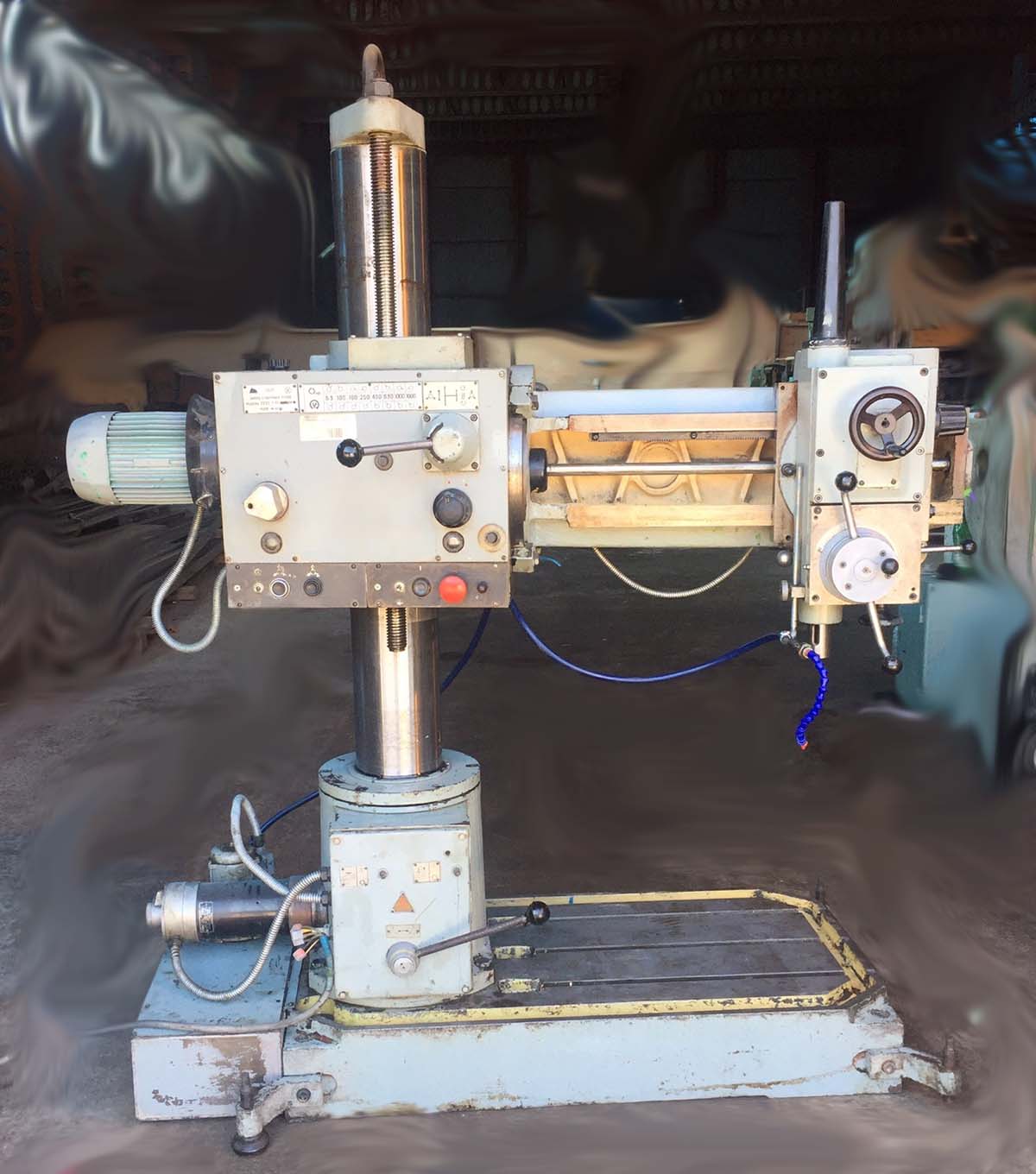
Устройство и технические возможности
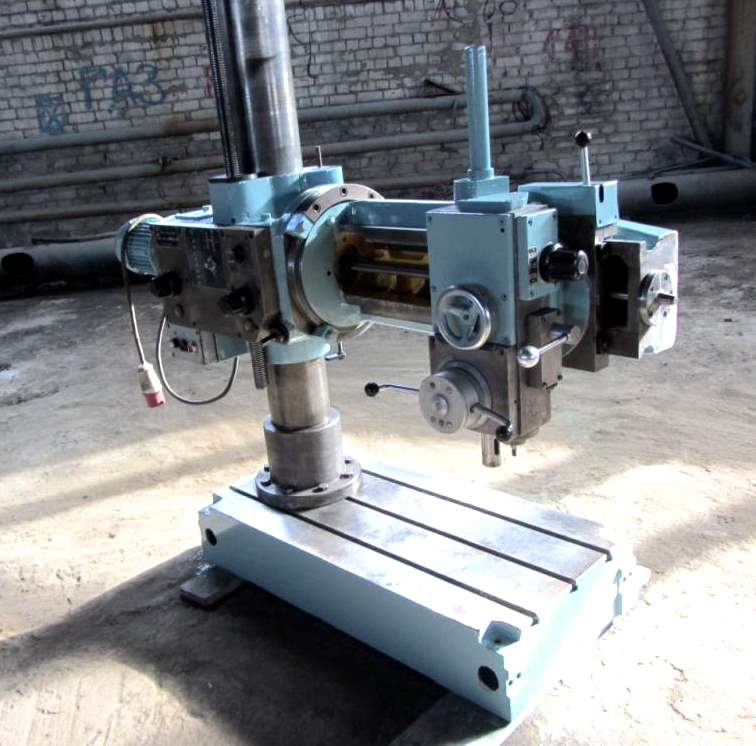
2К52 включает в себя:
- Фундаментную плиту с Т-образными пазами, оснащённую универсальными винтовыми креплениями.
- Коробку скоростей.
- Вертикальную колонну.
- Подвижную траверсу, в которой располагается инструментальная головка.
- Узел передвижения и фиксации траверсы.
- Узел передвижения и фиксации инструментальной головки.
- Шпиндель.
- Электродвигатель.
- Бак со смазывающе-охлаждающей жидкостью, который монтируется на опорной плите.
- Гидропривод системы охлаждения.
- Систему управления.
Массивная фундаментная плита изготавливается из высококачественного чугунного литья, в приливах которого предусмотрены полости для монтажа коробки передач и привода радиально-сверлильного станка. Органы управления установлены на переднем торце станины.
Технические параметры предусматривают движение инструментальной головки в специальном рукаве, который центрирует движение инструмента и защищает его от попадания стружки. Грубые перемещения выполняются при помощи штурвала, более точные – лимбами с делениями, передающие движение на червячную передачу.
Для облегчения вращения колонны предусмотрены упорные подшипники, а сама деталь представляет собой полую толстостенную трубу, внутри которой размещается привод системы охлаждения.
Взаимное положение рукава относительно шпинделя может изменяться посредством регулируемых прихватов. Это гарантирует правильное позиционирование 2К52 относительно обрабатываемой заготовки.
В схеме модели 2К52 имеется ряд предохранителей, которые предотвращают перегрузку оборудования по усилию резания и крутящему моменту.
Модель 2К52-1 отличается от базовой тем, что колонна станка снабжена электромеханическим механизмом фиксации, который используется при длительно выполняемых металлорежущих операциях. Привод полезен также при недостаточной жёсткости основания, на которое устанавливается 2К52. Кроме того, на данной модификации можно размещать дополнительный, вертикально расположенный стол.
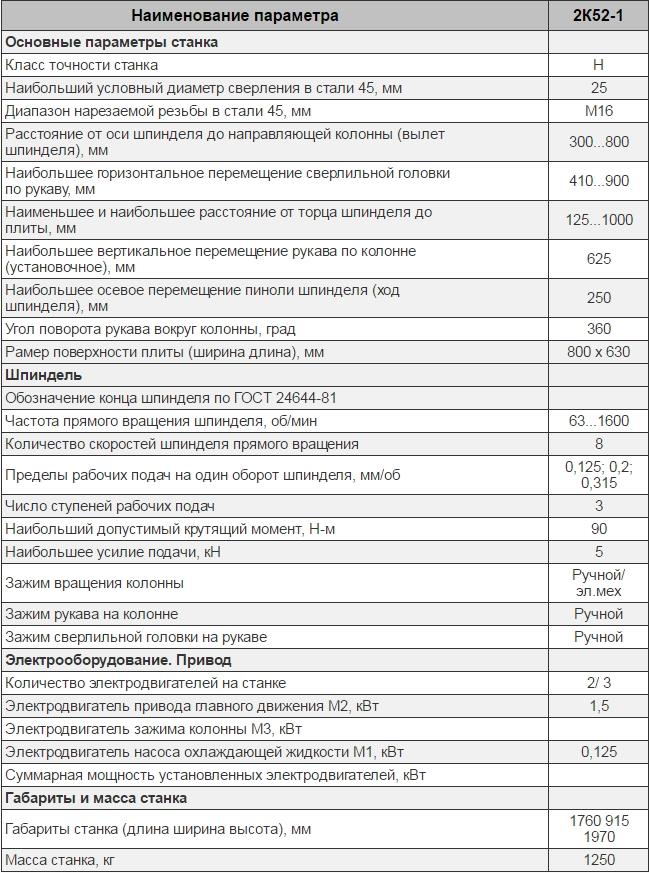
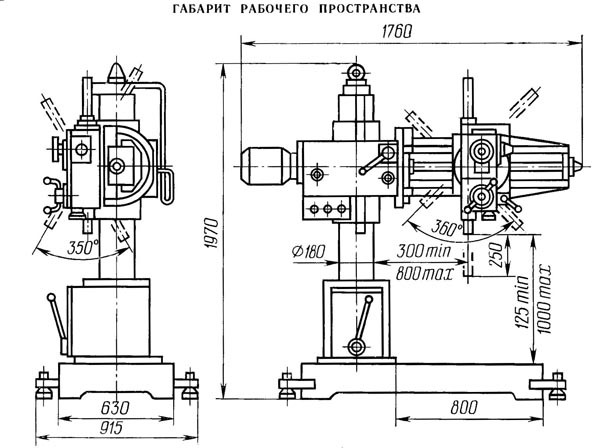
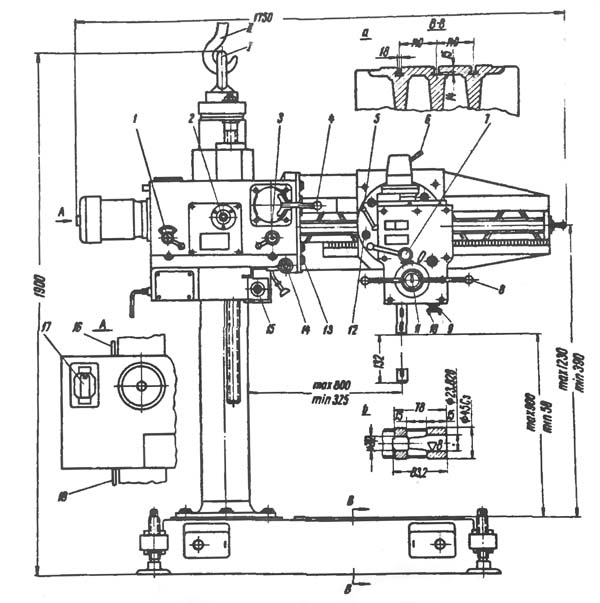
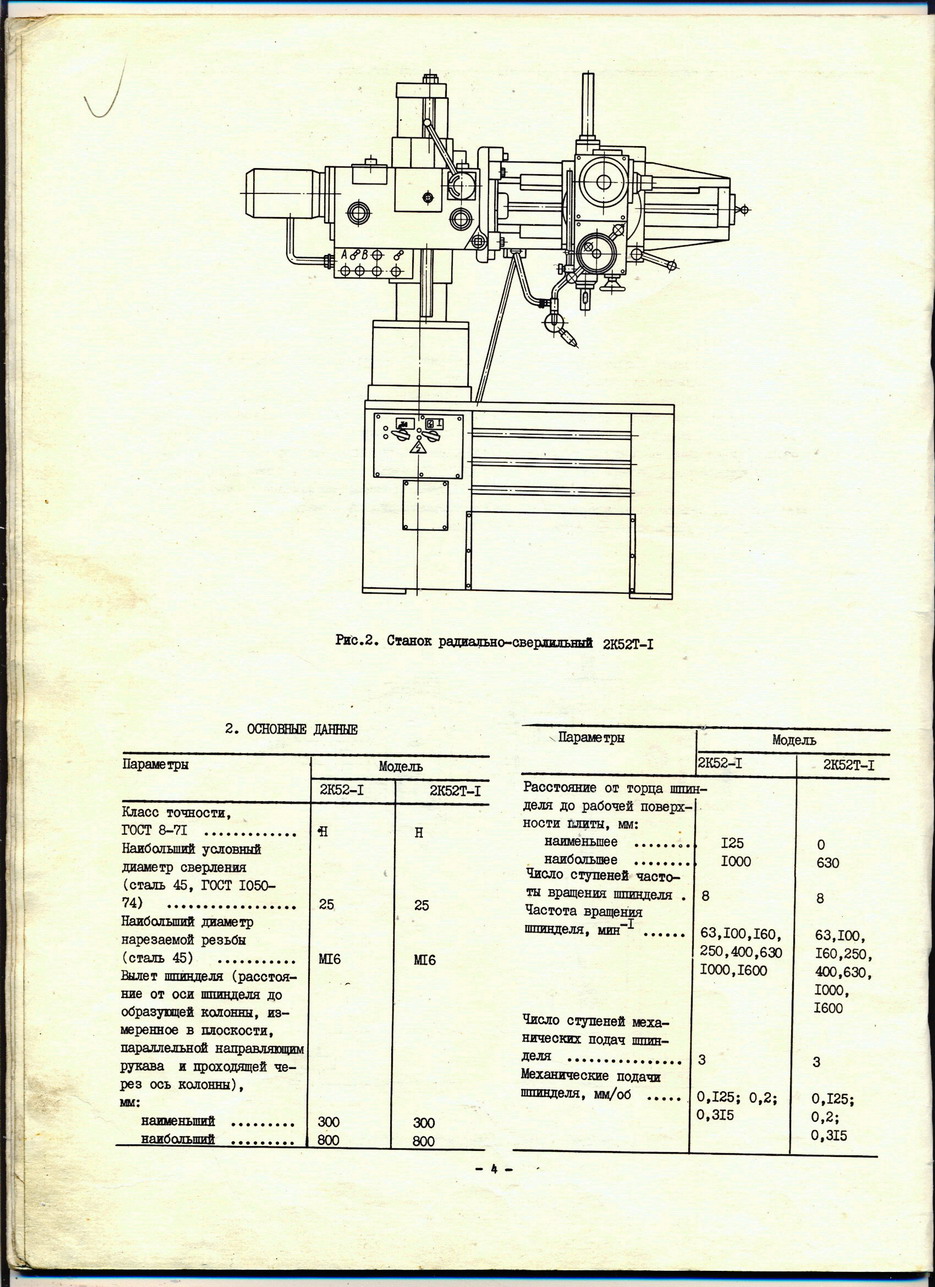
Рабочее пространство зоны, где требуется развернуть или просверлить отверстие, ограничивается следующими размерами:
- При горизонтальном перемещении колонны – до 600 мм;
- При сверлении в вертикальном направлении – до 250 мм;
- Диапазон горизонтального перемещения инструментальной головки – 300-800 мм;
- Угловое перемещение рабочего инструмента — ±35°;
- Диапазон расстояний от торца инструмента при сверлении – 125-1000 мм.
Для того, чтобы сверлить наклонно расположенные несколько отверстий, используется штурвал, который фиксируется во время проведения технологической операции. Для удобства контроля за ходом производимых переходов на станке предусмотрено дежурное освещение зоны сверления лампой напряжением 24 В.
- Мощность асинхронного реверсивного электродвигателя – 1,5 кВт.
- Число дискретно изменяемых скоростей вращения шпинделя – 6, от 63 до 1600 мин-1.
- Пределы подач – 0,125-0,315 мм/об.
- Подвод инструментальной головки – грубый, точный.
- Вращение рукава – 0-360°.
- Максимальный диаметр сверления – 25 мм.
- Наибольшая резьба, получаемая на станке – М16.
- Класс точности – Н по ГОСТ 8-77.
- Минимально достижимая шероховатость обрабатываемого контура – Rz.
Это интересно: Ручной фрезер по дереву: какой лучше выбрать и как правильно с ним работать
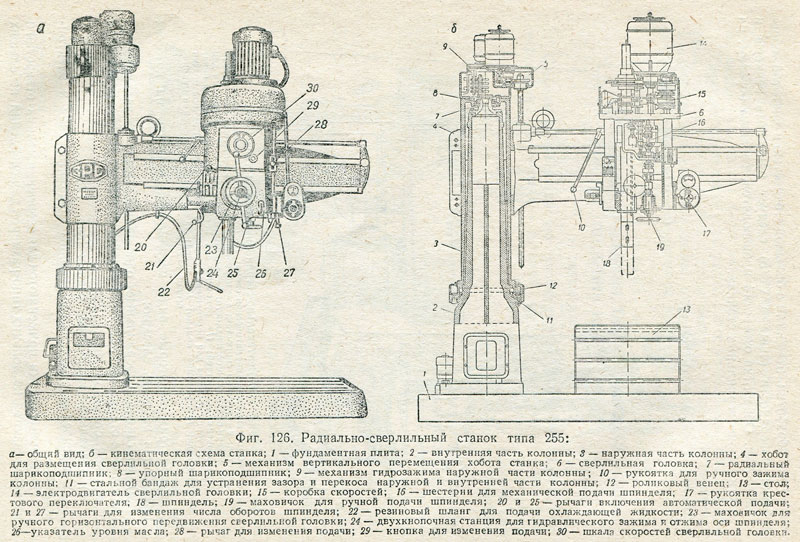
Конструкция радиальных сверлильных станков
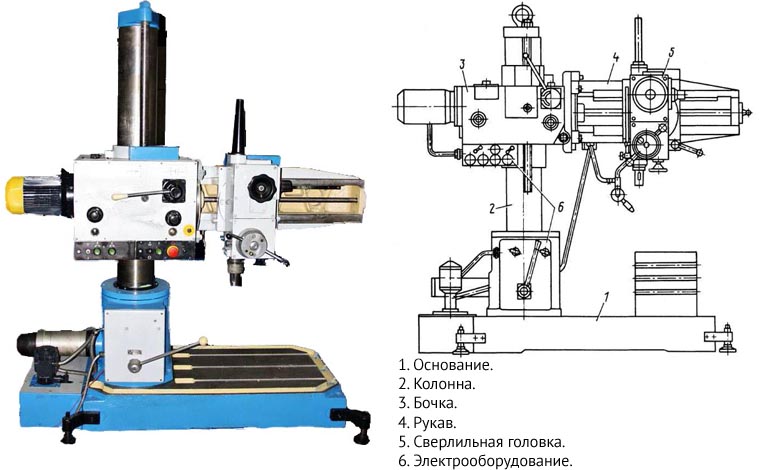
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
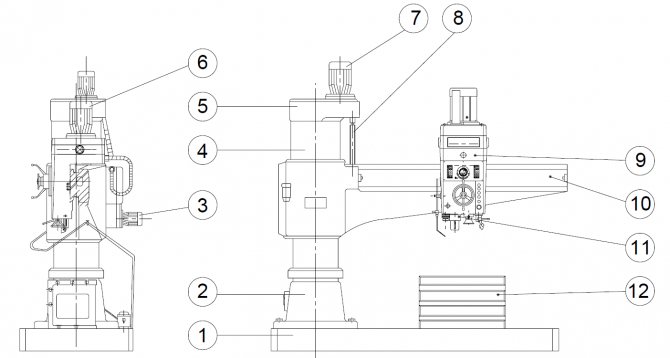
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
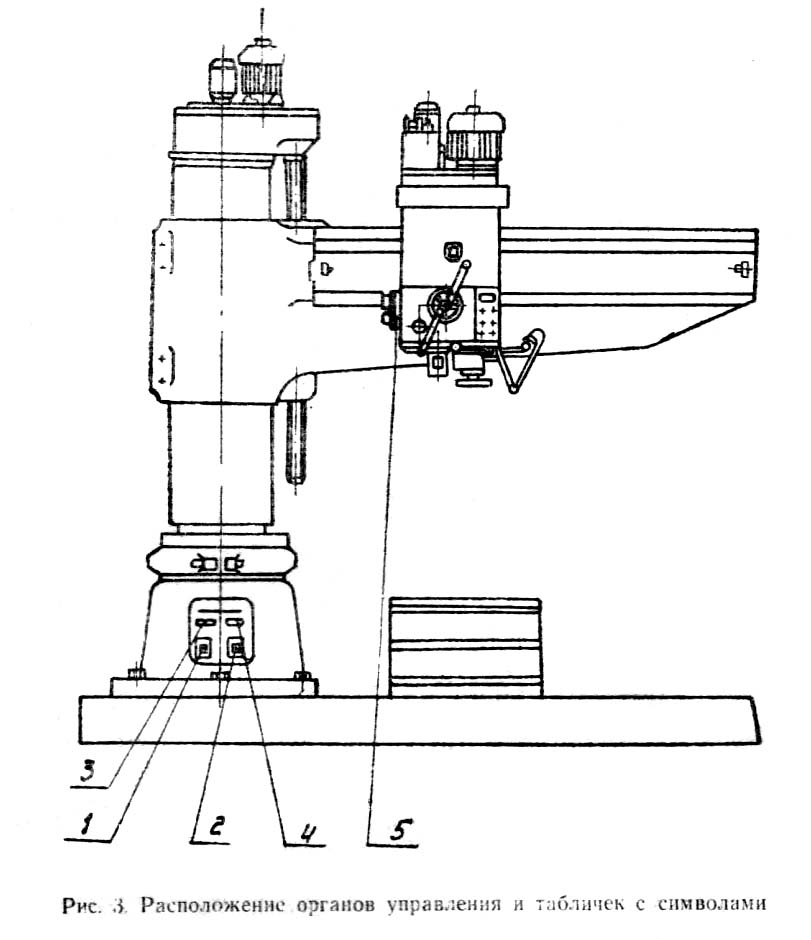
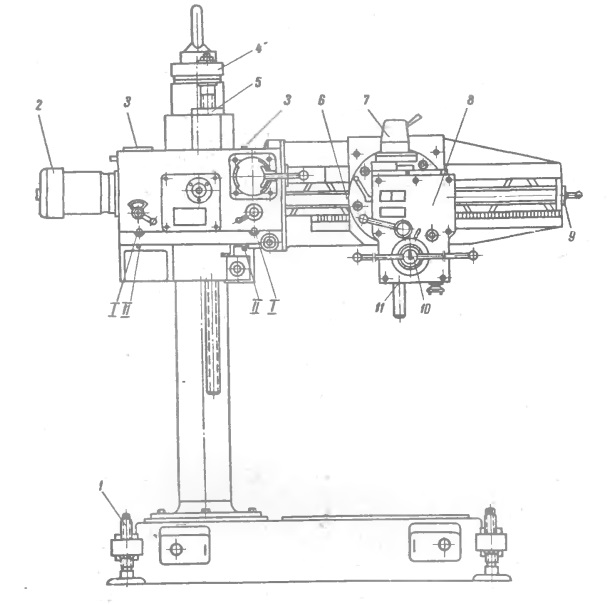
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
|
| Радиально-сверлильный станок z3050 |

Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100) универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321 автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
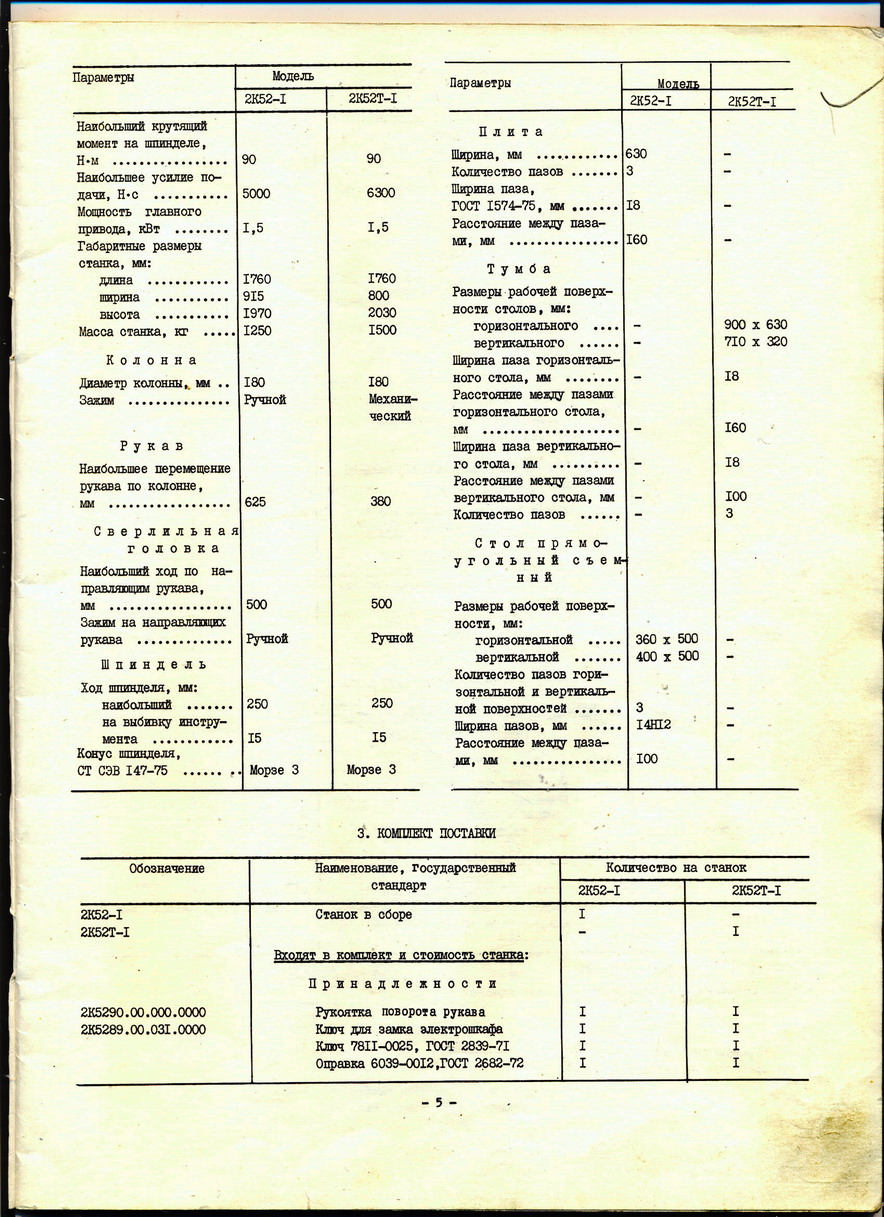
Технические характеристики
- Диаметр сверления в стали 45 по ГОСТ 1050-38 , мм 32
- Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 40
- Расстояние от оси шпинделя до направляющей колонны (вылет), мм 1000
- Масса 2Л53У инструмента, кг, max 5
- Перемещение шпинделя, мм max 325
- Перемещение сверлильной головки по рукаву, мм, max 710
- Max вертикальное перемещение рукава по колонне, мм 6251
- Угол max поворота рукава вокруг оси колонны, град. 330
- Пределы частоты вращения шпинделя, мин-1 35,5 — 1400
- Число ступеней вращения шпинделя 8
- Число ступеней рабочих подач 6
- Габаритные размеры, мм ДхШхВ, мм 2500x1070x2840
- Вес, кг 3500
Облегченный радиально-сверлильный станок 2Л53У используется при единичном, мелкосерийном и серийном производстве. Оборудование активно применяют на небольших заготовительных предприятиях, цехах и заводах. Механизм способен выполнять такие технологические операции, как:
- зенкование;
- сверление;
- рассверливание;
- нарезание резьбы;
- развертывания;
- подрезка плоскостей резцом.
Перед тем, как приобретать станок 2Л53У, стоит подготовить бетонную основу под установку оборудования. Высота слоя должна быть не менее 40 см.
Основные части и узлы станка:
- чугунный рабочий стол, обладающий поворотной конструкцией, который может проворачиваться вокруг оси на +90 и -80 градусов вручную;
- система подачи охлаждающей жидкости (СОЖ);
- устройство переключения подач;
- сверлильная головка, в корпусе которой, имеется коробка скоростей и коробка подач, устройство для переключения подачи и органы управления;
- электрооборудование, проводка и электрошкаф;
- бочка на которой крепится поворотный стол, осуществляющий движение по вертикали и вокруг колонны на 360 градусов;
- элементы управления;
- механизм перемещения и зажима сверлильной головки.
- рукав, на котором находится механизм сверлильной головки;
- фундаментная плита, на которой расположена вертикальная чугунная колонна.
Чтобы предотвратить обрыв электропроводов, поворот рукава относительно колонны притеснен жесткими упорами. Передвижение бочки по колонне возможно за счет надежного соединения винта с кронштейном. Для предотвращения перегрева рабочего инструмента и быстрого износа оснастки, в конструкцию 2Л53У вмонтирована СОЖ, которая подает жидкость с помощью насоса охлаждения.
Чтобы переключить скорость и подачу, оператору необходимо воздействовать на рукоятку, которая находится справа на сверлильной головке. Предохранительная муфта расположена таким образом, что специалист может без демонтажа узлов произвести нужную регулировку.
Промышленное станочное устройство 2Л53У оборудовано тремя электродвигателями, а именно:
- для подачи охладительной жидкости в рабочую зону – 0,125 кВт;
- привод стола – 0,56 кВт;
- привод шпинделя – 2,2 кВт.
Станок 2Л53У надежно защищен от перегрузок и коротких замыканий с помощью предохранителя и теплового реле. Самовольное передвижение стола не допускается блокированной рукояткой отжима и конечным выключателем. Помимо этого, имеется специальное устройство торможения, которое управляется электромагнитом. Чтобы сработал пружинный тормоз, следует установить рукоятку в нейтральное положение, что приводит к автоматическому отключению электромагнита. Срабатывание тормозной системы в автоматическом режиме также происходит при умышленных или случайных отключениях электросети.
Радиально-сверлильный станок 2Л53У позволяет оператору выполнять обработку разного уровня сложности. Это возможно за счет широкого диапазона чисел оборотов и подач шпинделя. Большим преимуществом является то, что специалист, работая за станком, прилагает минимум физических усилий при меньших радиусах сверления, что позволяет увеличить эффективность рабочего процесса. Все виды технологических операций выполняются строго с международными стандартами качества.
Для усовершенствования механизма, в конструкцию монтируется:
- защитный экран для области сверления и резания;
- система воздушного охлаждения рабочей оснастки;
- поворотная или стандартная тумба.
Данная модель станка считается незаменимой, если на предприятии постоянно требуется обрабатывать металлические детали. Оборудование довольно простое в использовании и вполне может выступать самостоятельной производственной единицей.
голоса
Рейтинг статьи
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
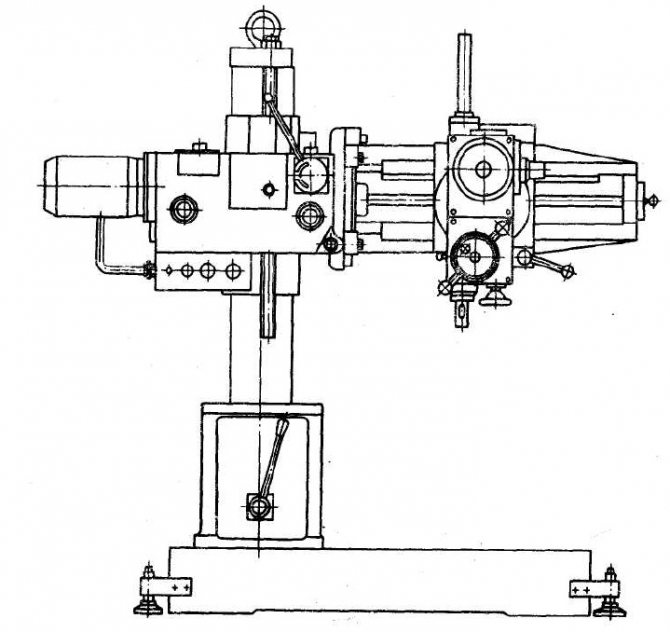
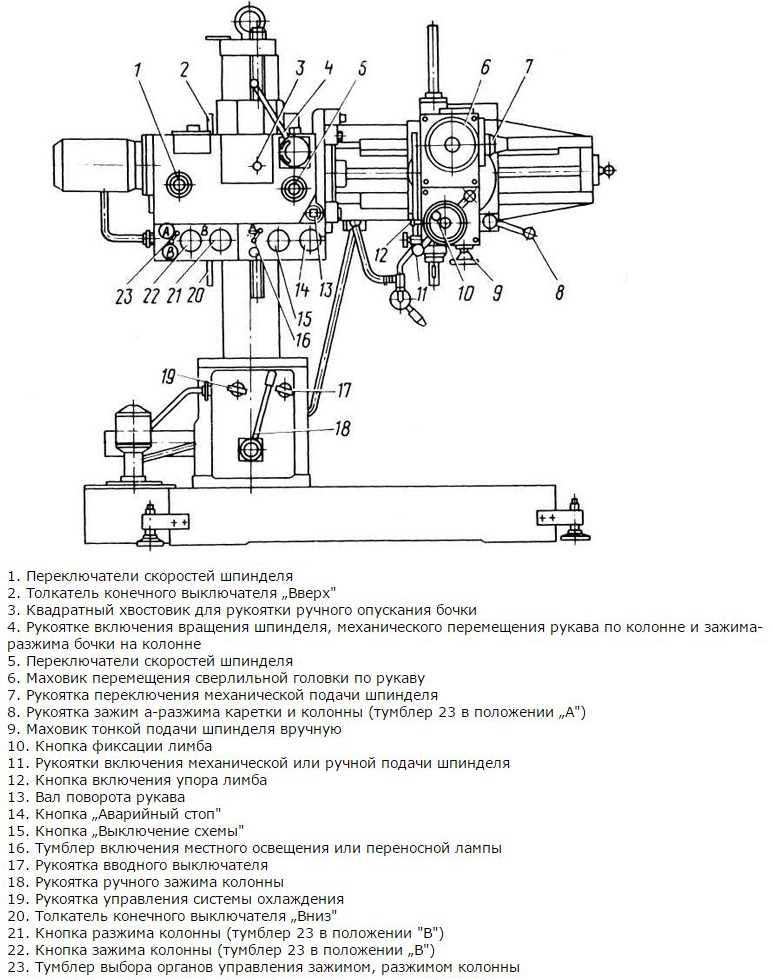
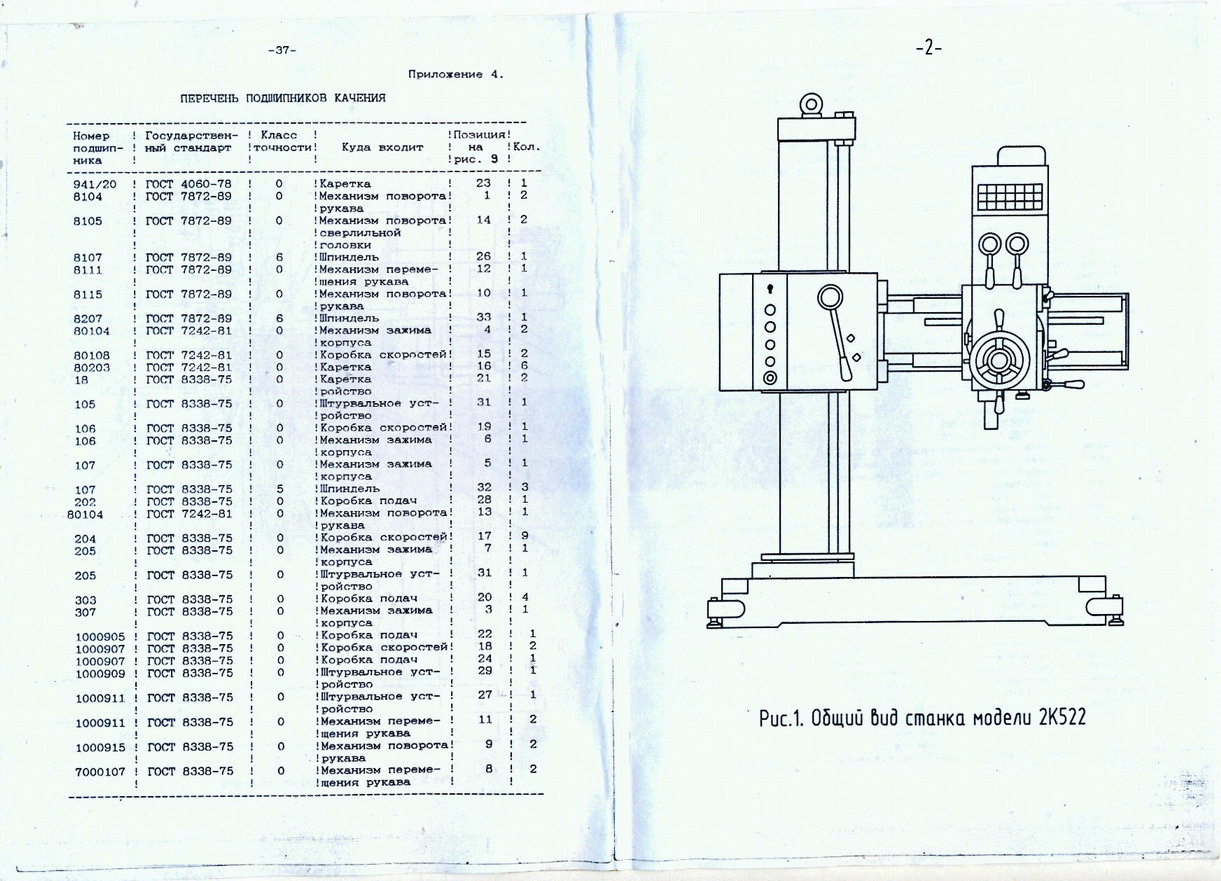
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.

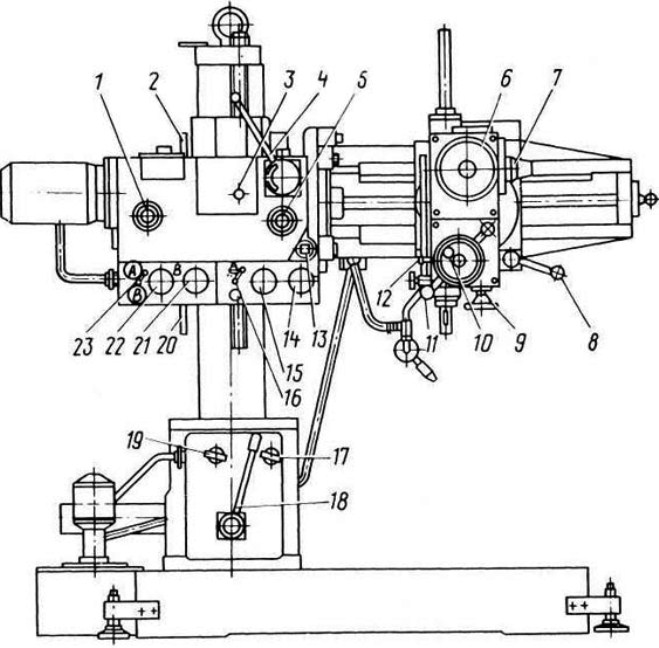
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
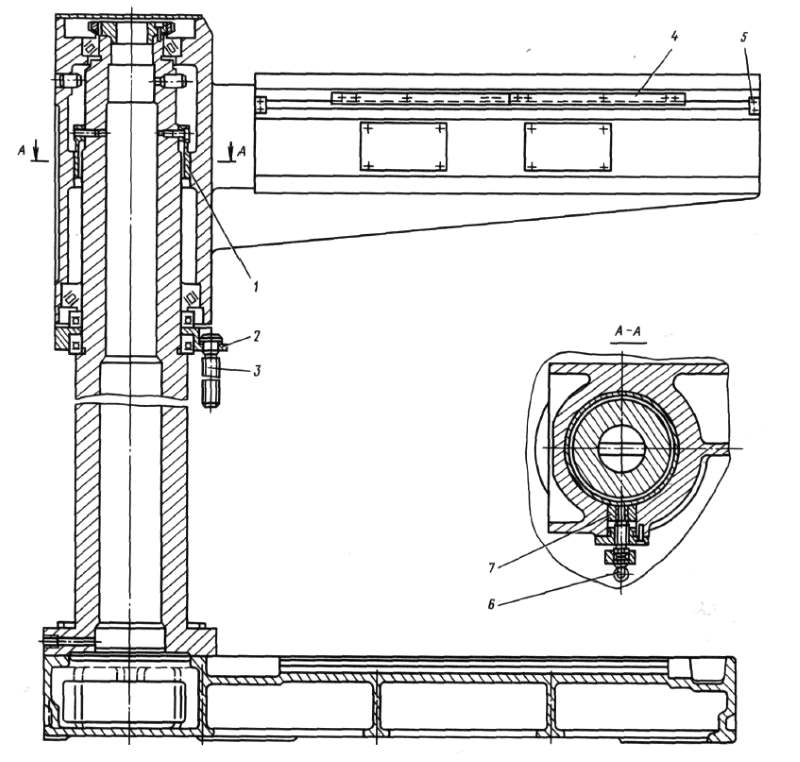
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания — проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I — не происходит).
Предельные допускаемые режимы работы
Материал — сталь 45, ГОСТ 1050-74 Диаметр обработки — 25 мм Инструмент — сверло 25 мм Инструмент — сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя — 160 об/мин Подача — 0,125 мм/об Скорость резания — 14,2 м/мин Крутящий момент на шпинделе — 110±10 Н·м Осевая сила резания — 7500±1000 Н
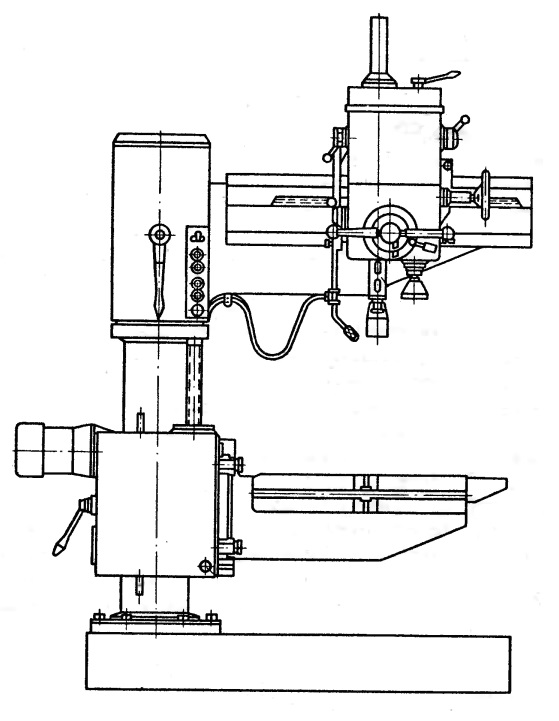
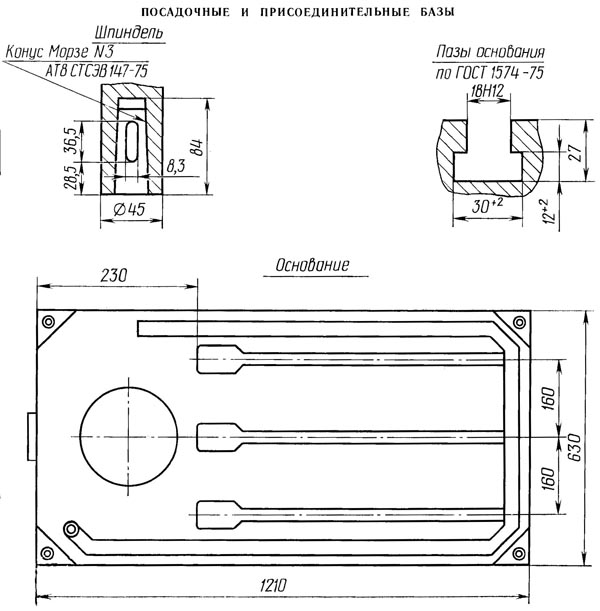
Бочка и плита для базирования заготовки
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.
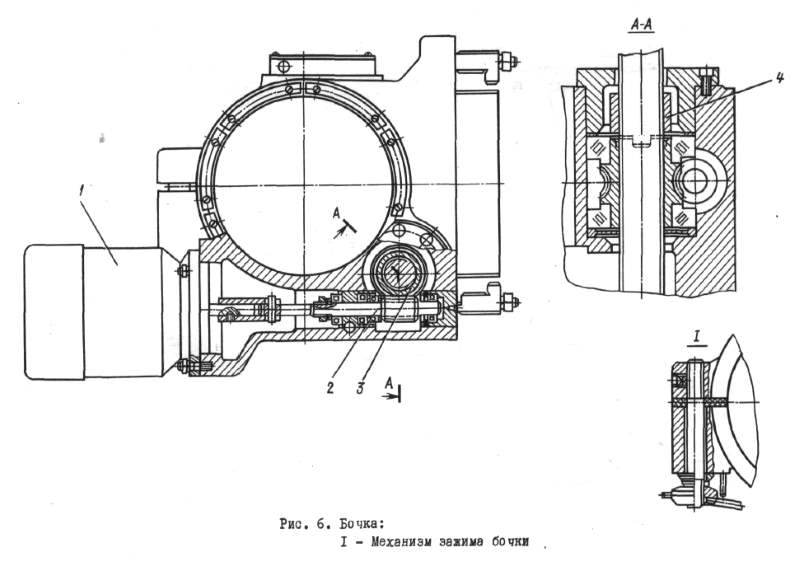
Бочка станка 2Л53У
Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
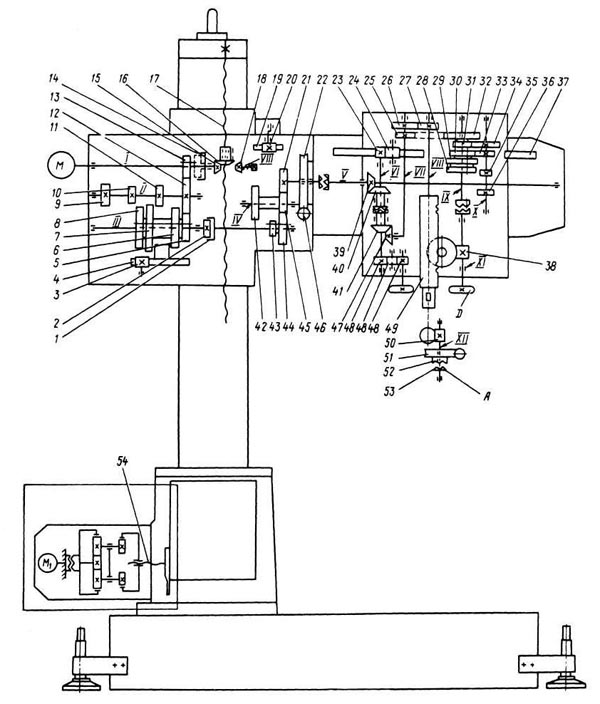
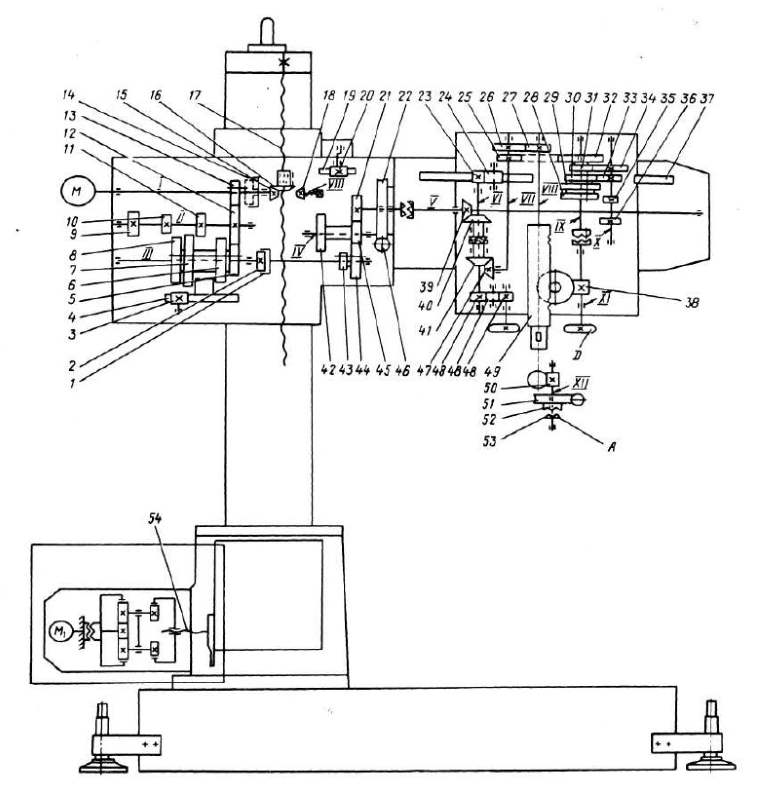
Кинематическая схема радиально-сверлильного станка 2А53
Кинематическая схема радиально-сверлильного станка 2А53
Описание кинематической схемы станка
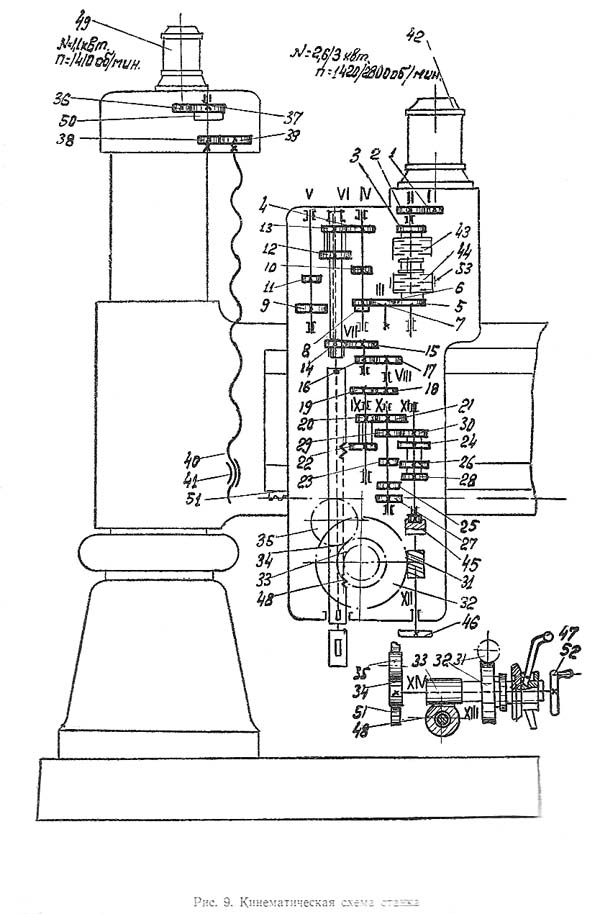
Кинематическая схема станка (рис. 9) состоит из четырех кинематических цепей:
- Цепь вращения шпинделя;
- Цепь подачи (вертикального перемещения пиноли со шпинделем в сверлильной головке);
- Цепь вертикального перемещения рукава по цепи по колонне
- Цепь горизонтального перемещения сверлильной головки по рукаву.
Шпиндель получает вращение от двухскоростного электродвигателя 42, который через пару зубчатых колес 1 и 2 сообщает вращение валу II коробки скоростей (см. рис. 18).
На валу II расположены две фрикционные муфты 43 и 44. При включении верхней муфты 43 вращение на вал IV передается шестернями 3 и 4, при включении нижней муфты 44 — шестернями 5, б и 7.
Наличие вала III с паразитной шестерней 6 обеспечивает изменение направления вращения шпинделя при переключении муфт. Числа зубьев указанных шестерен подобраны таким образом, чтобы число оборотов шпинделя при включении верхней муфты было в 1,41 раза выше, чем при выключении нижней муфты.
Это разрешает использовать муфты не только для реверсирования шпинделя, но и для изменения его скорости вращения. Сохранение же постоянным направления вращения шпинделя в этом случае достигается за счет автоматического реверсирования электродвигателя 42.
По гильзе шпинделя VI перемещается двойной зубчатый блок, имеющий три положения. В верхнем положении блок передает вращение шпинделю через шестерни 4 и 13; в среднем — через шестерни 10 и 12; в нижнем — шестерня 12 находится в зацеплении с шестерней 11. В этом случае шпиндель получает вращение от вала IV через вал Vпосредством зубчатых колес 8, 9, 11 и 12.
Сохранение направления вращения шпинделя при включении вала перебора V также обеспечивается за счет автоматического реверсирования приводного электродвигателя.
Следовательно, шпиндель имеет 12 различных скоростей вращения в диапазоне от 50 до 2240 об/мин., получаемых с помощью изменения числа оборотов электродвигателя, переключения фрикционной муфты и двойного зубчатого блока, играющего роль тройного блока.
Переключением фрикционной муфты без соответствующего реверсирования электродвигателя можно получить те же 12 скоростей вращения шпинделя, но только в обратном направлении.
Коробка подач (см. рис. 23) получает вращение от шпинделя через постоянный редуктор с шестернями: 14 и 15, 16 и 17, 18 и 19.
Последняя шестерня 19 закреплена на валу IX, по которому перемещается двойной зубчатый блок, Этот блок передает валу X две скорости вращения через шестерни 20 и 21 или 22 и 23.
Четырехвенцовый зубчатый блок, перемещающийся по валу XI, сообщает этому валу 8 скоростей через зубчатые колеса: 23 и 24, 25 и 26, 27 и 28 или 29 и 30. При включении зубчатой муфты 45 вращение от коробки подач передается валу XII механизма подачи (см. рис. 24). Червяк 31, сидящий на этом валу. через червячное колесо 32, сообщает вращение валу XIII, шестерня 33 которого находится в зацеплении с зубчатой рейкой 48, нарезанной на пиноли шпинделя.
Таким образом, пиноль с расположенным в ней шпинделем получает 8 величин механической подачи на один оборот шпинделя.
При выключенной муфте 45 можно с помощью маховика 46 производить подачу шпинделя вручную.
Быстрое перемещение шпинделя выполняется при помощи рукояток 47.
Механизм вертикального перемещения рукава (см. рис. 14) приводится во вращение отдельным электродвигателем 49. Вращательное движение через шестерни 36 и 37, 38 и 39 сообщается винту 40, который, вращаясь в гайке 41, укрепленной в рукаве, обеспечивает подъем или опускание последнего. Изменение направления перемещения рукава производится реверсированием электродвигателя 49 при помощи кнопочной станции.


Ручное перемещение сверлильной головки по направляющим рукава выполняется вращением маховичка 52 (см. рис. 25), который укреплен на валике XIV. расположенном внутри вала XIII. Шестерня 34, сидящая на валике XIV, находится в зацеплении с шестерней 35, которая соединена с зубчатой рейкой 51, укрепленной на рукаве. При вращении маховичка 52 шестерня 35 перемещается по рейке, передвигая сверлильную головку.
Привод
Главный механизм обеспечения скорости вращения, ее переключение в процессе сверлильной деятельности и работу коробки скоростей характеризуется одной особенностью. Осуществив разборку коробки скоростей сверлильного станка 2К52, паспорт которой включает собственный электропривод, можно сказать о наличии нескольких подобных механизмов.
Допускается установка 3х электрических двигателей согласно руководству по эксплуатации 2К52и другим нормативным документам. Мощность основного привода составляет 1,5 кВт.
В руководстве указывается масса установки – 1250 кг., также отображается полная расшифровка названия станка.
Кинематическая схема строится на четырех цепях, первой из которых является цепь вращения основного шпинделя. Осуществляя разборку установки можно заметить, нагрузка при вращении шпинделя равномерно распределяется по коробке скоростей, приводному валу типа У.
Кинематическая схема станка 2К52
Составляющими кинетической схемы также являются:
- Цепь осуществления подач.
- Цепь вертикального смещения основного рукава.
- Цепь осуществления зажима колоны.
В процессе сборки конструкторы оснастили установку 2К52 максимальным набором дополнительных модулей. Расширенная функциональность позволяет увеличить точность всех операций, появляется также возможность работы со сложными заготовками, ускоряется производительность.
В итоге, машина для сверления 2К52 обладает подходящими для выполнения многих работ параметрами, регулировка которых позволяет добиться достаточно высокой точности. Каждая рабочая операция производится без сложных манипуляций, что под силу выполнить даже работнику с минимальной квалификацией. Получаемые отверстия всегда имеют правильную форму.
голоса
Рейтинг статьи





