

Область применения ручных ножниц для металла
Ручные ножницы широко востребованы в мастерских и небольших цехах, при проведении ремонтных и отделочных работ, изготовлении различных металлокаркасов и декорировании. Активно используется это оборудование и в промышленном производстве. С его помощью выполняют:
прямолинейную и фигурную резку листового металлического материала;
вырубку пазов;
пробивают отверстия в заготовках, изготовленных из латуни, стали, алюминия и так далее;
обрабатывают фасонный и сортовой прокат.
Такие ножницы нашли свое применение и в быту. Домашние мастера используют эти устройства для резки проволоки, сетки, рубки листовых полос металла и так далее.
Устройство и принцип работы
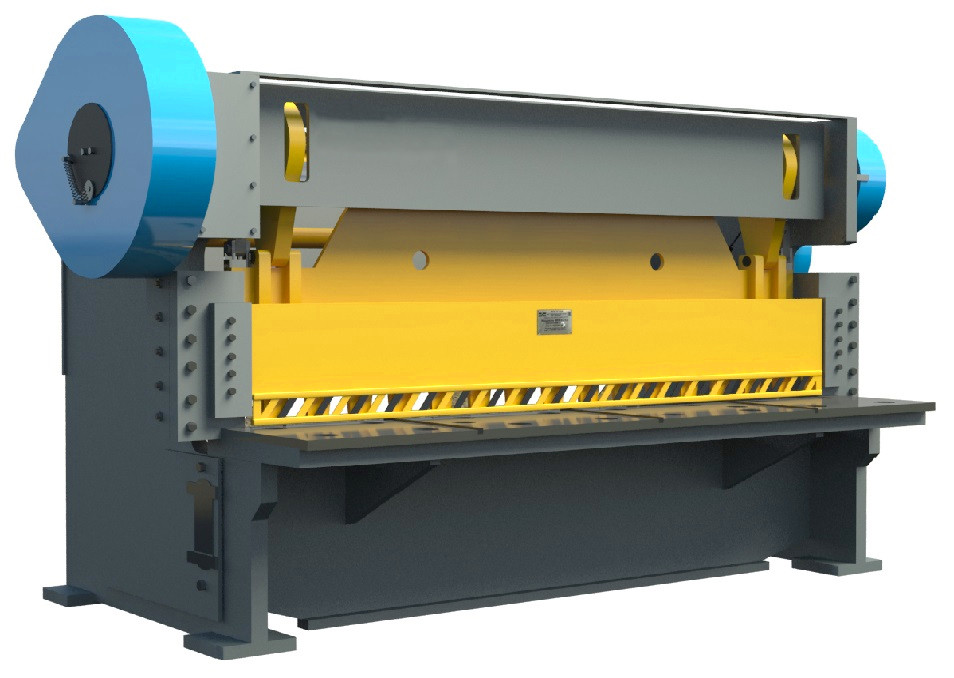
Гильотина для металла имеет следующее устройство:
- станина основания представляет собой две тумбы скрепленных между собой траверсой, а также соединительных балок;
- рабочий стол фиксируется на траверсе, он служит для установки обрабатываемой заготовки на поверхности;
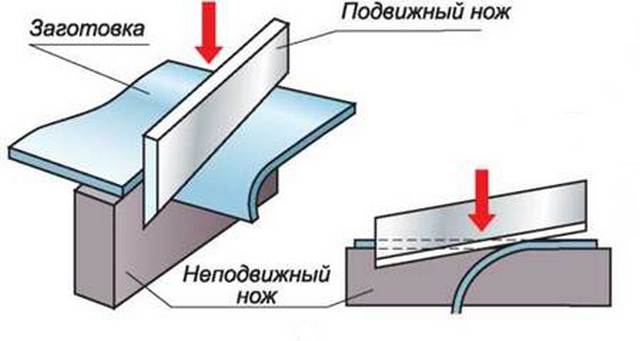
- верхнее лезвие крепится на подвижной балке, а нижнее во время работы остается без движения;
- рабочий стол имеет дополнительные элементы для выравнивания материала и его прижима, а также механизм при помощи которого настраивается глубина реза.
Станки большой мощности оснащаются предохранительным устройством, при увеличении нагрузки происходит срез шпильки, в результате подвижная часть прекращает движение. В некоторых ножницах снизу устанавливают поддон для сбора обрезков металла. При использовании гильотины с приводом от электродвигателя на траверсу устанавливают редукторный узел.
Принцип работы оборудования основан на первичном подъеме лезвия и последующем его ускоренном спуске к заготовке, происходит разделение деталей. При работе на станке соблюдают следующий алгоритм:
- на поверхности рабочего стола располагают материал для нарезки;
- заготовку выравнивают по упорам, закрепляют, а затем настраивают глубину опускания режущего лезвия;
- прижимной механизм обеспечивает высокую точность, а также предотвращает смещение детали;
- при включении привода происходит передача момента на траверсу, она начинает движение;
- после реза разделенные элементы металла поступают в сторону оператора, либо в накопительный лоток;
- достигая верхнего положения траверса, перекрывает датчик и происходит отключение двигателя.
Для блокировки верхних и нижних точек применяются концевые выключатели. Их устанавливают на станине, при помощи данных устройств отключается и включается электродвигатель станка
Преимущества гильотинной металлообработки
- Универсальность — сталь горячего и холодного проката, нержавейка, цветные металлы, оцинкованные и окрашенные листы (причем без повреждения покрытия).
- Минимальные потери материала — гильотина режет практически без стружки, опилок и прочих отходов.
- Высокое качество реза — нож опускается строго перпендикулярно, поэтому кромка получается ровной, без сколов, заминов, заусенцев и других неровностей.
- Нет нагрева — по кромкам деталей нет термических напряжений, при последующей сварке повышается качество швов.
- Оперативность — электромеханические станки работают со скоростью 30–40 резов в минуту, могут одним ударом рубить заготовки значительной ширины.
- Выгодная цена — рубка гильотиной обходится дешевле, чем лазерная, плазменная и даже газовая резка.

Самодельная гильотина
Для гаража, частной мастерской можно изготовить самодельное приспособление для разрезания металлических заготовок. Наиболее простая и надёжная конструкция — рычажные ножницы. Этапы изготовления гильотины своими руками:
- Расчёт размеров будущего агрегата.
- Создание чертежа. На нём нужно отобразить размеры, ключевые узлы, крепёжные элементы.
- Подготовка расходных материалов, инструментов. Для создания конструкции нужно использовать металлические профиля, уголки. Рабочую поверхность можно изготовить из толстолистового металла.
- Вырезать отдельные части по размера. Скрепить их вместе. Соединения выполнить сваркой.
- Закрепить ножи.
Сварочные швы нужно зачистить с помощью шлифовальной машинки, обработать антикоррозийным составом
Важно подобрать место для размещения самодельного приспособления для резки металла. Если это настольная конструкция, изготавливать поддерживающие ножки не нужно
Достаточно расположить гильотину на верстаке. Ножки лучше всего делать из труб с квадратным сечением.
Режущая часть для гильотинных ножниц по металлу имеет ключевое значение. Их нужно изготавливать из высокоуглеродистой стали. Максимальный показатель твердости должен доходить до 54 HRC. После выбора стали необходимо заточить режущую кромку. Для этого используется заточной станок с абразивным камнем. Оптимальный угол заточки — 90 градусов. Спустя 50–100 резов, нужно проверить режущую кромку. Если появились зазубрины, неровности, сколы, нужно провести дополнительную заточку. Перед началом работ необходимо проверить параллельность установки ножей.

Самодельная гильотина
Типы листовых ножниц
Конструктивные отличия рассматриваемой техники определяются требуемой точностью резки и качеством зоны разделения. Главное влияние на точность оказывает величина зазора между подвижным и неподвижным ножами. В практике применения величину зазора устанавливают в пределах 3…6% от толщины материала изделия. Точность разделения обеспечивается лишь в том случае, когда для изготовления ножей применяют качественные инструментальные стали марок У10А или 6ХС, с закалкой до твёрдости 56…60 HRC. Изнашиваются различные части инструмента неравномерно, поэтому его выполняют преимущественно составным, из отдельных секций
Особенно это важно при резке нержавейки и иных сталей повышенной твёрдости
Гильотинные ножницы с механическим приводом требуют хорошего состояния направляющих. Поэтому для резки толстолистовых профилей часто используют гидравлические ножницы. Здесь направление и перемещение подвижных узлов выполняют два гидроцилиндра, плунжерные пары которых изготавливаются с весьма высокой точностью. Гидравлические ножницы отличаются плавностью хода и возможностью его регулировки. Отдельный механизм прижима здесь отсутствует, поскольку его функции принимают на себя плунжеры. Гидравлические ножницы, вследствие плавности хода ножевой балки, способствуют и снижению ударных нагрузок , поэтому стойкость инструмента увеличивается. Недостаток данного вида оборудования – его пониженная производительность (меньшее допустимое число ходов в минуту).
Гидравлическая схема удобна при изготовлении настольной компоновки агрегатов. Например, ножницы гидравлические ручные используются в быту для резки тонкой нержавейки, картона, фибры. Настольная конструкция может иметь ручной привод исполнительных элементов станка.
Гильотина для рубки металла, исходным состоянием которого является лист или широкая полоса – оборудование, отличающееся высокой степенью универсальности. Техника проста по конструкции и положительно отличается своим высоким эксплуатационным ресурсом.
Преимущества рубки металла гильотиной
Для производства и частных мастерских наличие гильотины для рубки металла — очевидный плюс. Достоинств у такого процесса огромное количество:
- небольшая энергоемкость во время рабочего процесса;
- низкая стоимость самого процесса, быстрая окупаемость и экономия за счет небольшого количества отходов;
- металл сразу после рубки готов к дальнейшей обработке, его не нужно остужать;
- минимум транспортных издержек.
Давление лезвия ножа происходит равномерно по всей поверхности обрабатываемого листа. За счет этого и снижаются усилия, необходимые для технологического процесса. Наличие пресса позволяет осуществлять резку металла стопками.

Гидравлическая гильотина
Такой станок снабжен системой гидравлического привода. Производится чаще всего в единичных экземплярах, поскольку такое оборудование обладает большими габаритами и весом.






Позволяет осуществлять серийную и штучную рубку металлических листовых заготовок размером до 6 м и толщиной более 20 мм. Основное преимущество гидравлической гильотины — высокая производительность труда.
Ножи в гидравлике двигаются по прямой или по дугообразной траектории. Расположение ножниц контролируется в ручном, полуавтоматическом или автоматическом режимах. Также данные станки отличаются отсутствием шума при работе.
Электромеханическая гильотина
Производительность такого станка — 60 ходов ножниц за минуту. При этом работает в более шумном режиме, чем гидравлика. Чаще используется на тех предприятиях, где необходимо разрезать более толстые листы металла и обеспечить высокую производительность. Также подходят такие станки для небольших мастерских, поскольку имеют небольшие, компактные размеры по сравнению с гидравликой.
Нож работает от кривошипно-шатунного механизма, который подключен к валу отбора мощности. Последний работает от электродвигателя.

Наличие ЧПУ делает данные механизмы более точными станками для рубки металла.
Пневматическая гильотина
Пневматика работает за счет сжатого воздуха и отличается большей производительностью, чем гидравлика. Запускает рабочий процесс магистраль со сжатым воздухом. Рассматриваемое оборудование встречается на предприятиях, занимающихся крупносерийным выпуском металлических изделий.
Это стационарный вид станка, который не подходит для частных мастерских и небольших производств.
Что такое гильотинные ножницы?
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.

Длина | 110 – 2000 мм |
Толщина | 12 – 120 мм |
Ширина | 50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Преимущества рубки листа гильотиной
Резка металла гильотиной у нас имеет множество преимуществ:
- максимальную точность (в пределах 0,5–2 мм);
- высокую скорость (предварительная подготовка проката не нужна);
- хорошее качество (рубка металла на гильотине позволяет получить ровный прямой срез без обгорелой кромки и окалины, дополнительная механическая обработка краев не понадобится);
- экономичность (потери материала отсутствуют);
- оперативность (заказ выполняется за 1–2 дня);
- универсальность (возможен раскрой стали толщиной от 0,5 до 14 мм).
Остались вопросы? Хотите уточнить цену рубки листа металла гильотиной? Позвоните онлайн-консультанту по номеру +7 (495) 981-92-42, и он предоставит достоверные данные относительно условий сотрудничества.
Рубка оцинкованного рулонного листа по длине заказчика, диаметр от 0,35 до 1,0 мм
Читать также: Принцип работы отбойного молотка электрического
Гильотинная рубка (разделение на части) листового металла применяется для резки и раскроя листового металла с высоким уровнем точности. Гильотинные ножницы обеспечивают высокую точность и минимальные потери, край среза не имеет зазубрин и окалин, при наличии полимерного или лакокрасочного покрытия на обрабатываемом листе металла они не повреждаются. Оборудование характеризуется высокой производительностью, простотой эксплуатации. Единственным ограничением для резки является толщина обрабатываемого металла – до 2 см. Резка материала выполняется в поперечном, продольном сечении, после завершения работ на кромке изделия не остается заусениц, а его покрытие (краска) не повреждается.
«СК Весна» работает с листовым металлом любого формата:
- листовая холоднокатаная, горячекатаная и оцинкованная сталь толщиной до 12 мм
- листовая нержавеющая сталь толщиной до 8 мм
- листовой алюминий толщиной до 14 мм
- листовой рифленый алюминий до 10 мм по основе любого формата;
- композитные листовые материалы толщиной до 12 мм
- цветной листовой металла (медь, латунь, титан) толщиной до 12 мм
Мы осуществляем рубку металла на гидравлической гильотине компании Amada (модель GSII 1230) с максимальной длиной руба 3050 мм, позволяющей производить прямоугольный и угловой раскрой листового металла. Сотрудники имеют соответствующую квалификацию и опыт работы на данном станке, что позволяет нам достигнуть превосходного качества.










Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
 Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. При появлении грата работник должен сразу же прекратить раскрой металла и исправить допущенную ошибку — поменять настройки или заточить ножи.
Конструкция и принцип действия
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
Нюансы и преимущества рубки на гильотине
Резка гильотинными ножницами значительно упрощает стандартный рабочий процесс, который происходит на предприятиях по металлообработке. Конвейерный способ позволяет обработать множество металлоизделий, придав им необходимую форму и размер. Инструмент режет максимально точно и быстро, позволяя за один удар разрубить 20-тимиллиметровый металлический лист.
Гильотинная рубка ножницами широко применяется из-за своих преимуществ:
- высокоточный результат;
- низкая энергоемкость;
- отсутствие отходов в виде опилок и стружки;
- создание ровного края металлоизделия;
- в результате получается выверенный срез.
Этот метод обработки часто используют при изготовлении нестандартных и закладных деталей, полос и косынок. Рекомендуют применять устройства, снабженные ЧПУ – так процесс автоматизируется, при необходимости указывается режим, задаются нужные параметры и характеристики.
Это интересно: Гибка профильных труб по радиусу — методика и оборудование
Принцип работы
Механизм работы гильотинных ножниц очень прост. Сама режущая конструкция состоит из двух частей, из которых нижняя находится в неподвижном состоянии и жёстко закреплена на станине, а верхняя — перемещается в вертикальном направлении с помощью различного вида приводов.
Такой принцип разрезание металла получил своё название в честь гильотины, которая использовалась во Франции в конце XVIII века для отсечения головы приговорённым к смертной казни преступникам.
Основное отличие от европейского орудия казни и станка для обработки металла, заключается в том, что верхнее рабочее лезвие опускается на металлическую плоскость не только под силой собственного веса, но обязательно усиливается электрическим или гидравлическим приводом. Самые простые конструкции разрезающего устройства приводятся в движения с помощью мускульной силы человека.
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.

Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.










Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
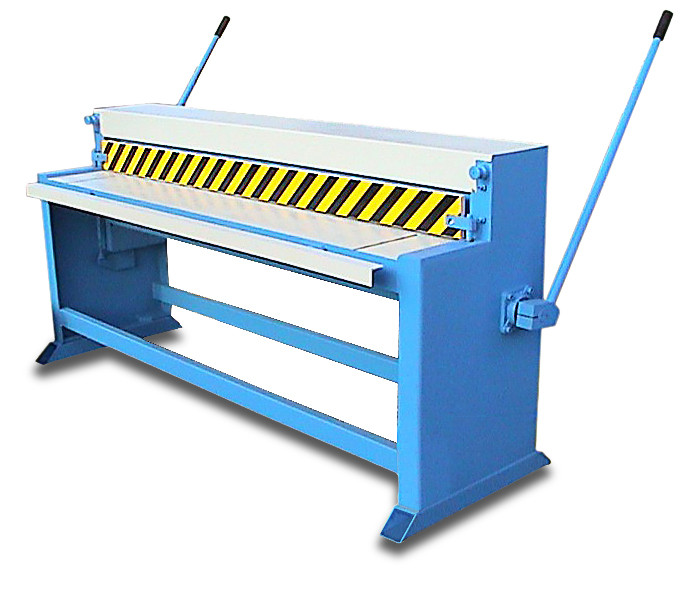
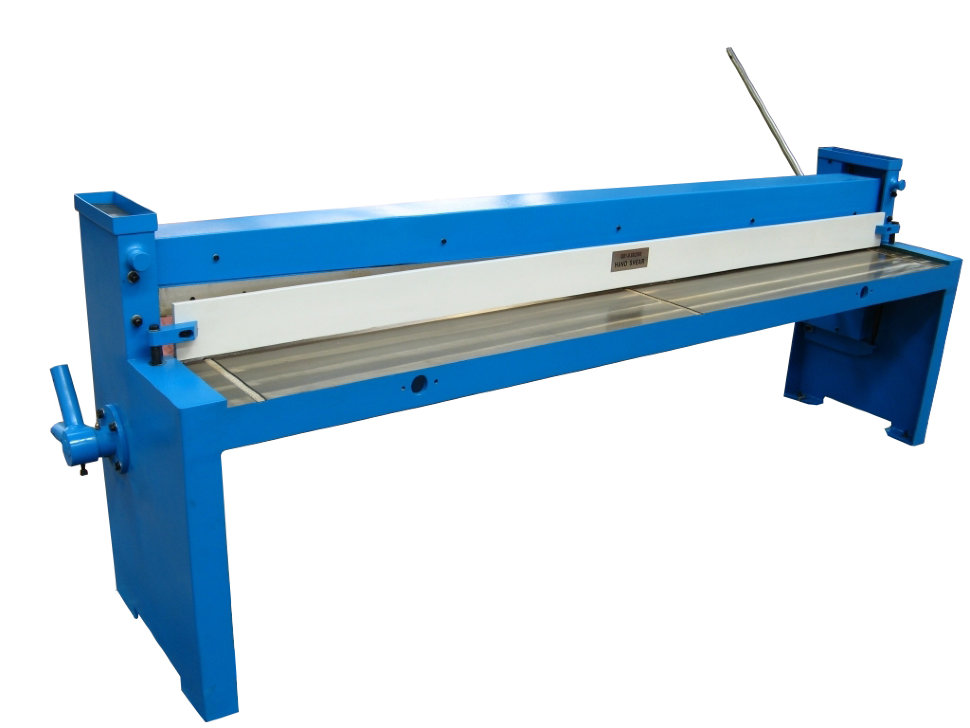
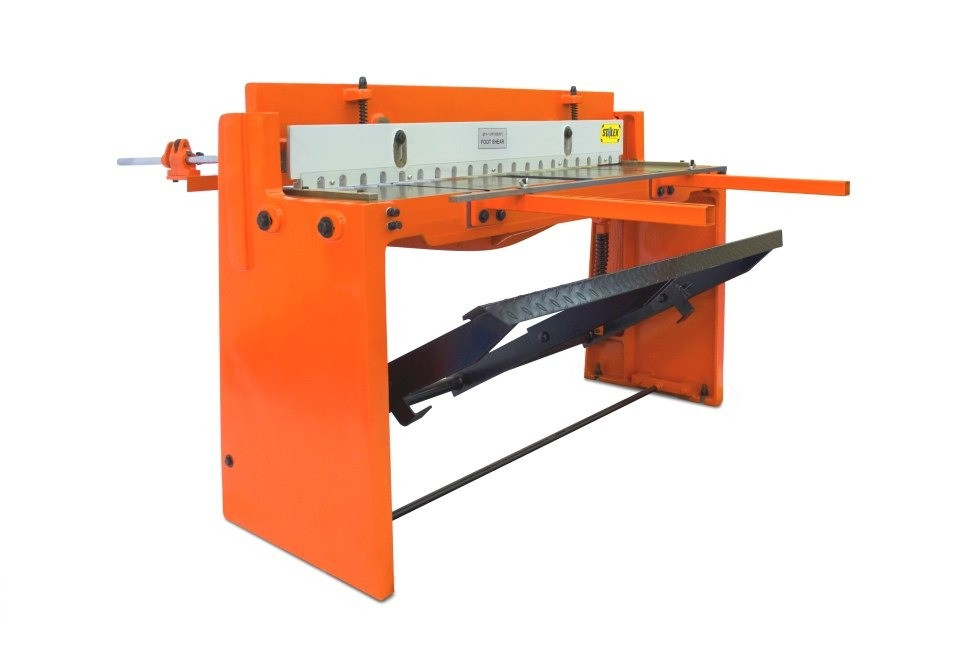
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.






