

Резание метала

Рубку нередко относят к группе работ по резке, но, на самом деле, здесь применяются абсолютно другие инструменты, а предоставляемые им возможности куда шире. В отличие от ударного действия, оказываемого на резец в предыдущем случае, при резке используется нажим.
Вручную
Для работы с различными заготовками используются:
- для перекусывания проволоки – кусачки,
- круг, квадрат и шестигранник пилится слесарной ножовкой,
- листовые материалы раскраиваются ножницами.
Применение специальной техники способно в несколько раз расширить возможности металлообработки.
В промышленности и серийном производстве
На производстве используются различные виды станков:
- с ножовочными полотнами или дисковыми пилами,
- токарные,
- фрезерные,
- установки для плазменной/лазерной/газовой резки.
Область применения у данных установок, как и у ручного инструмента, достаточно разная.
Ножовочные и дисковые пилы – самые простые виды станков. Их единственная задача – экономия времени при распиле сортового проката. Также они с лёгкостью справляются с заготовками большой толщины.
Токарные станки можно разделить на модели:
- для работы вручную,
- с ЧПУ.
В первом случае с помощью твердосплавных резцов различной формы рабочий вручную вытачивает из горизонтально закрепленной вращающейся цилиндрической заготовки необходимую деталь. Во втором – все действия производятся автоматически при выполнении заранее загруженной программы.
Проще всего понять принцип использования можно по данному видео:
https://youtube.com/watch?v=77GjDgQnynU
Фрезеровальные станки выполняют примерно ту же функцию, но могут создавать изделия абсолютно произвольно формы. Прямоугольная, квадратная или цилиндрическая заготовка закрепляется на подвижном столе, после чего головка с вращающейся фрезой, следуя программе, начинает отсекать «лишний» металл.
Процесс выглядит следующим образом:
https://youtube.com/watch?v=BDPIUKLspMs
Для тонко- и толстолистового металла используется отдельная группа станков с ЧПУ. Ключевое различие в них – это сама технология, используемая для резки.
Лист-заготовка укладывается на неподвижный стол, после чего режущая головка, управляемая компьютером, начинает вырезать детали по заранее заданной программе.
Для резки может использоваться головка для:
- газовой,
- лазерной,
- плазменной резки.
Подобная технология обеспечивает максимальную точность и скорость производства, что высоко ценится в условиях массового выпуска.
Главным же ее недостатком является вероятность образования наплывов расплавленного металла на кромках деталей и окалины, особенно при использовании заготовок большой толщины.
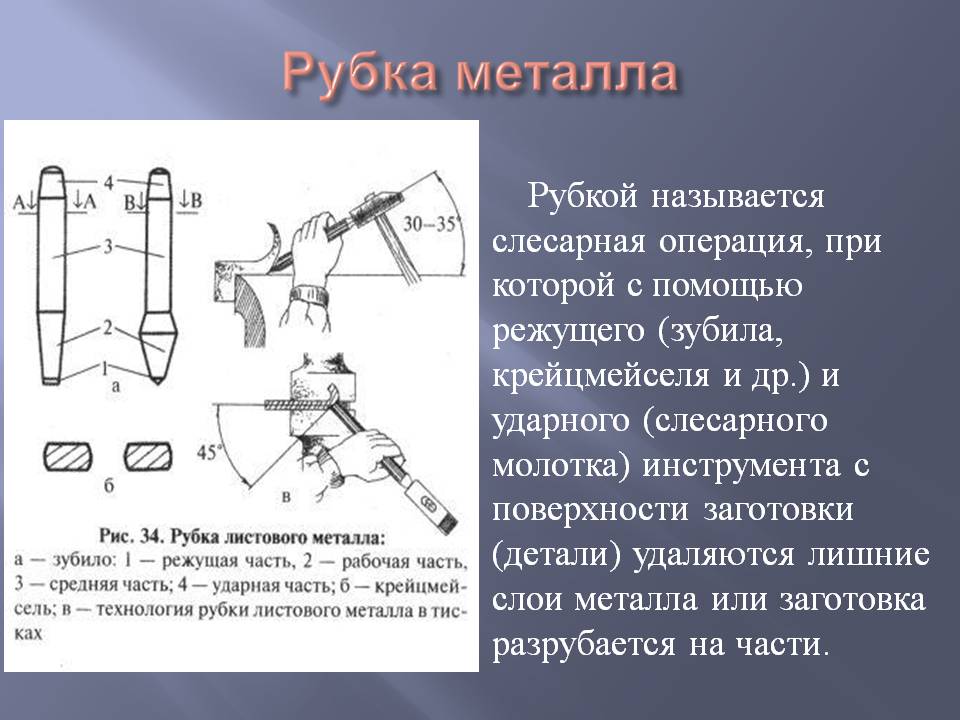
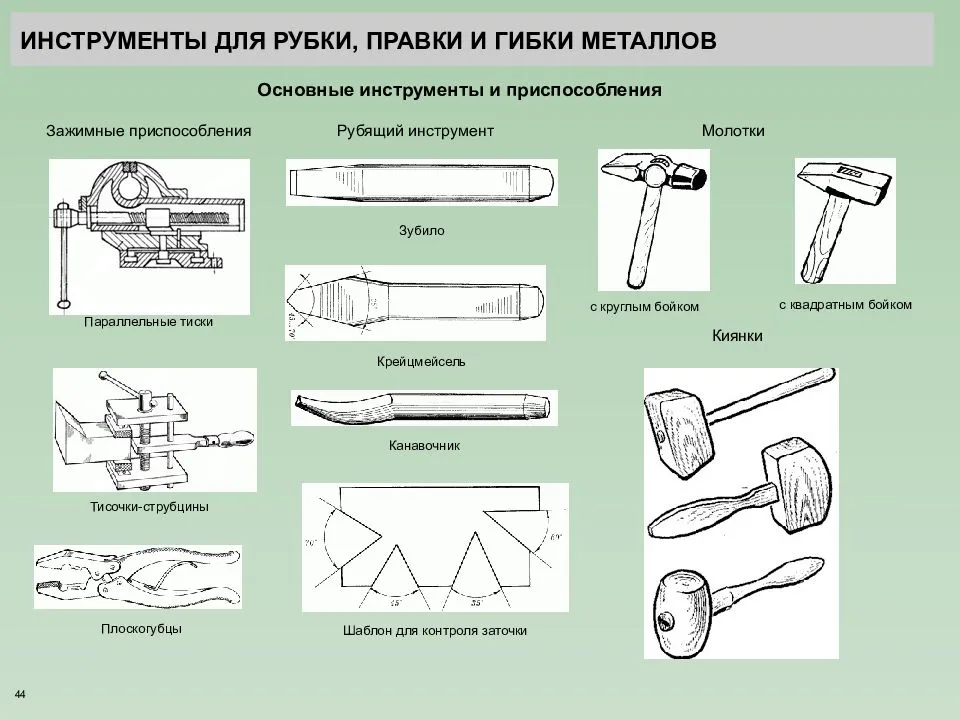
Инструменты для рубки металла
Приемы рубки металла зависят от используемых инструментов и поставленных задач. Снятие верхнего слоя производится при помощи зубила и молотка. При этом марка стали зубила должна быть в несколько раз тверже обрабатываемой детали. Также при помощи этих инструментов можно проделывать канавки на металлических заготовках. Ножницы для рубки металла используются, когда необходимо порезать на части тонкий лист. Они также изготавливаются из твердых марок стали и проходят специальную заточку.
Для тонкой обработки, когда необходимо вырезать из листа деталь необычной формы, используют ножи для рубки металла. Они позволяют без проблем получать разнообразные узоры, которые служат в качестве украшений. Ножи бывают разных размеров: от огромных до совсем миниатюрных. Это позволяет обрабатывать детали любой сложности. Другие инструменты, применяемые при рубке металла: наковальня или плита, которая служит подставкой для работы, тиски, в которых можно зажимать заготовку, крейцмейсель, который является разновидностью зубила и служит для прорубки пазов и углублений. Набор инструментов достаточно невелик и доступен любому желающему.
Читать также: Компаратор на lm358 схема
Различные манипуляции с металлом подразумевают постоянные большие нагрузки, поэтому комплектующие для работы должны иметь высокий запас прочности. Инструмент для рубки металла необходимо приобретать у проверенных поставщиков, чтобы он прослужил как можно дольше и не подвел владельца в самый ответственный момент. Процесс ручной обработки деталей связан высоким уровнем риска для здоровья человека. Поэтому необходимо тщательно соблюдать технику безопасности при рубке металла. Весь рабочий персонал должен быть одет в спецодежду, руки должны быть защищены рукавицами, а глаза – очками или маской. Это позволит снизить до минимума риск возникновения несчастного случая или производственной травмы. Соблюдение установленных правил – основа трудового долголетия.

Рубка листового металла производится в основном с применением специального оборудования. Это позволяет значительно повысить производительность труда, сделать обработку более качественной и повысить условия безопасности рабочего персонала. Станок для рубки металла обойдется в сумму от нескольких десятков до нескольких сотен тысяч рублей. Все будет зависеть от фирмы-производителя и функциональной оснащенности.
Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.

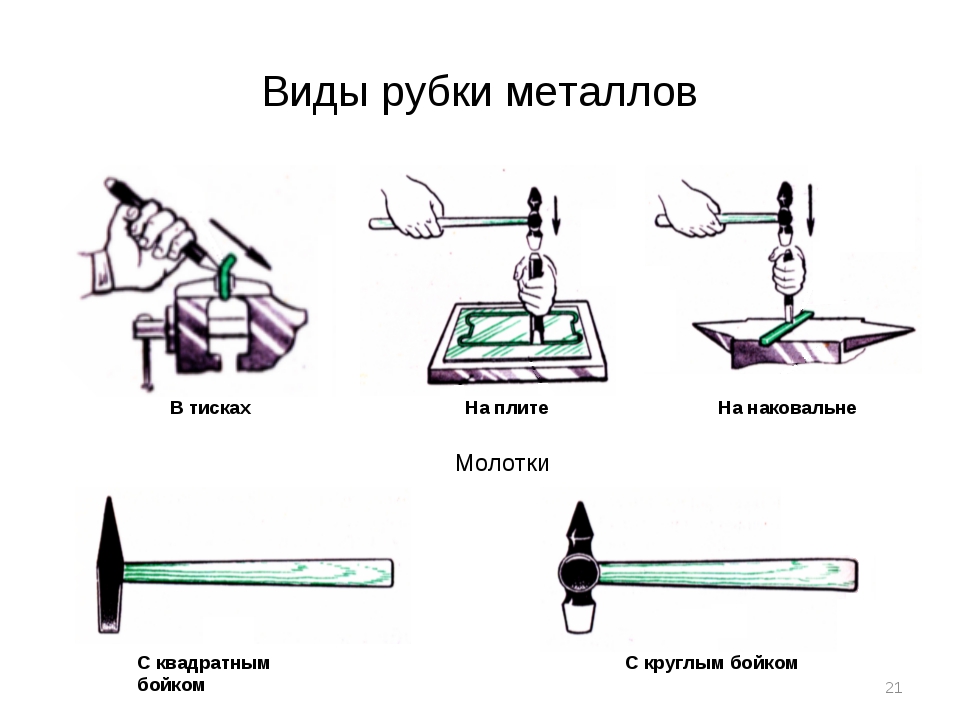
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.
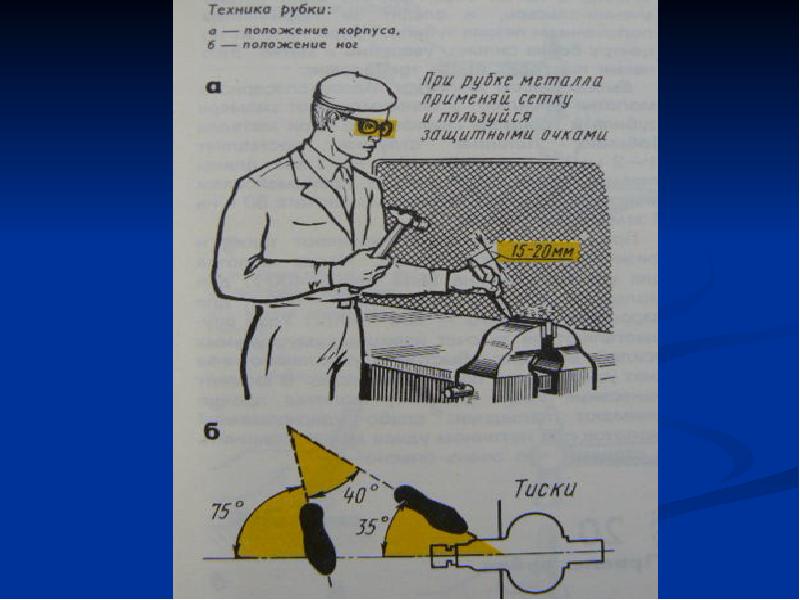
Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Что называется ручной рубкой металла
Процесс может быть как горизонтальным, так и вертикальным, в зависимости от возможности присоединения образца. Сперва он зажимается тисками, если толщина позволяет. В обратном случае кладется на специальный стол (заранее подумайте о его прочности). Чтобы снизить возможность скольжения можно подстелить прорезиненные накладки, а еще лучше – вкрутить по краям со всех сторон саморезы.

Затем подготавливаются инструменты. О них мы расскажем ниже подробнее, а сейчас только озвучим список необходимого – крейцмейсель или зубило, молотки.
Далее подумайте об ударе. Конечно, они различаются по силе. Но не всегда самое тяжелое воздействие – выгодна. Сперва нужно сделать достаточную зазубрину на месте для того, чтобы лезвие не съехало. Если с первого же раза колотить во всю мощь, можно добиться только деформированной поверхности и испорченного инструментария. Однако затем от этого зависит скорость и чистота среза.
Удары могут быть трех видов:
- кистевой;
- локтевой;
- плечевой.
В соответствии с тем, где начинается замах. Они представлены в порядке увеличения силы. Также этот параметр становится больше от длины ручки молотка и его массы.

К особенностям ручной процедуры можно отнести:
- небольшую производительность;
- большой расход рабочего ресурса и времени;
- невысокую точность;
- плохой, с обязательной дальнейшей обработкой сруб.
Однако этот вариант является выигрышным для мелкосерийных производств и единичных изделий, а также в домашних условиях и при отсутствии специализированных станков.
Возможные дефекты
Есть моменты, которые не исправить. Они сопровождают фактически каждый процесс металлообработки таким способом. К ним можно отнести:




- кривость кромки;
- отсутствие параллельных линий;
- наличие заусенцев и шероховатости;
- неравномерная глубина канавки.
Чтобы минимизировать возможность дефективного исполнения, нужно знать причины:
- плохое крепление заготовки;
- кривое нанесение разметки;
- неправильная сила удара;
- плохо заточенный инструмент.
В статье мы рассказали про все приемы рубки металла. Делайте все согласно правилам, предписанным технологиям и наслаждайтесь отличным результатом.

Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами по телефонам; (473) 239-65-79;. Они ответят на все ваши вопросы.
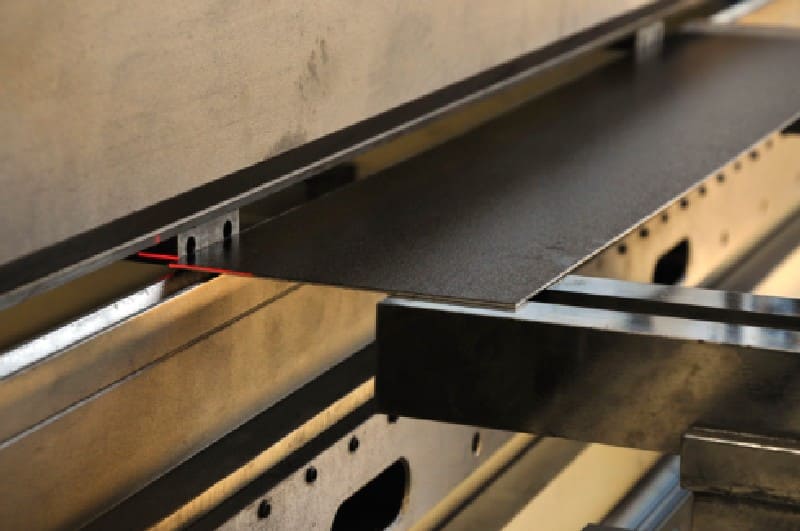
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных фирмах, больших мастерских применяется механизированная рубка металла. Наиболее распространённой считается рубка с использованием самых разных гильотин. Механизация рубки дает возможность увеличить качество рубленого края, выполнять вырубку очень толстого металла, расширить быстрота получения готовой заготовки.

Гильотины используются для рубки листового металла разной толщины. Техника рубки очень проста. Гильотина имеет специализированный нож, который под давлением опускается на металлический лист, разрубая его по нанесённой разметке. Для создания необходимого усилия используют механическую, гидравлическую или электромеханическую системы. В данном случае полоса из металла стальная подвергается действию ножа, который реализует вертикальный способ рубки. В данном случае специализированное устройство — рольганг — подаёт стальную заготовку на заданную длину. Фиксирующее устройство выполняет захват и удержание заготовки в необходимом положении. На место рубки под давлением опускается нож, который выполняет данную операцию ровно по линии разметки.
Создание нужного кратковременного давления на металлический лист дает возможность сделать точную рубку по выполненной отметке и обеспечить большое качество результата. Гильотинная резка имеет следующие преимущества:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов в течении всей длины кромки;
- не бывает неравномерных скосов.
Помимо технических положительных качеств, использование гильотины дает возможность уменьшить отпускная цена каждой детали и увеличить продуктивность труда на данной процедуре.
Очень важным считается обстоятельство, что при подобной резке удаётся увеличить безопасность проведения операции.
По этому можно подобрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
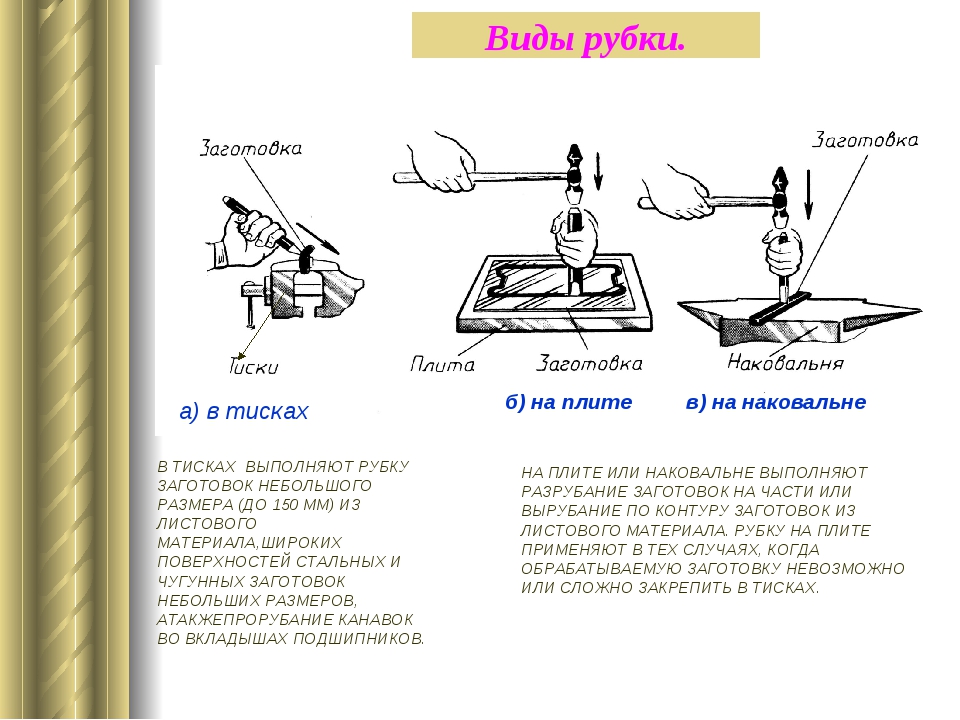
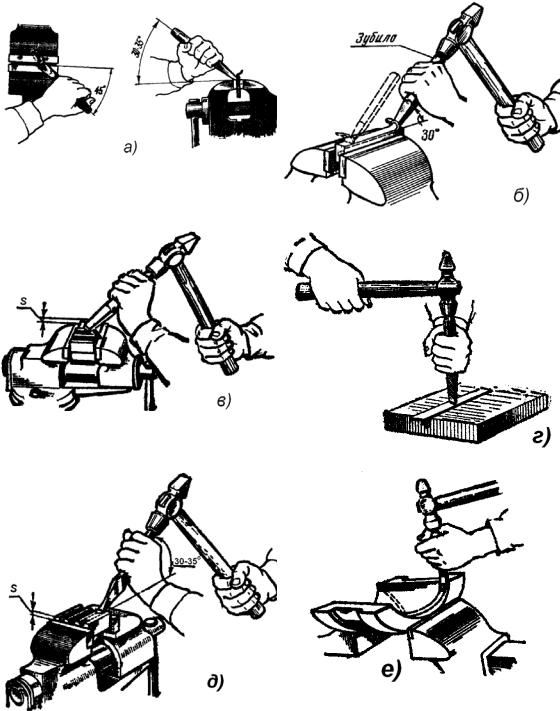
Приемы рубки металла.
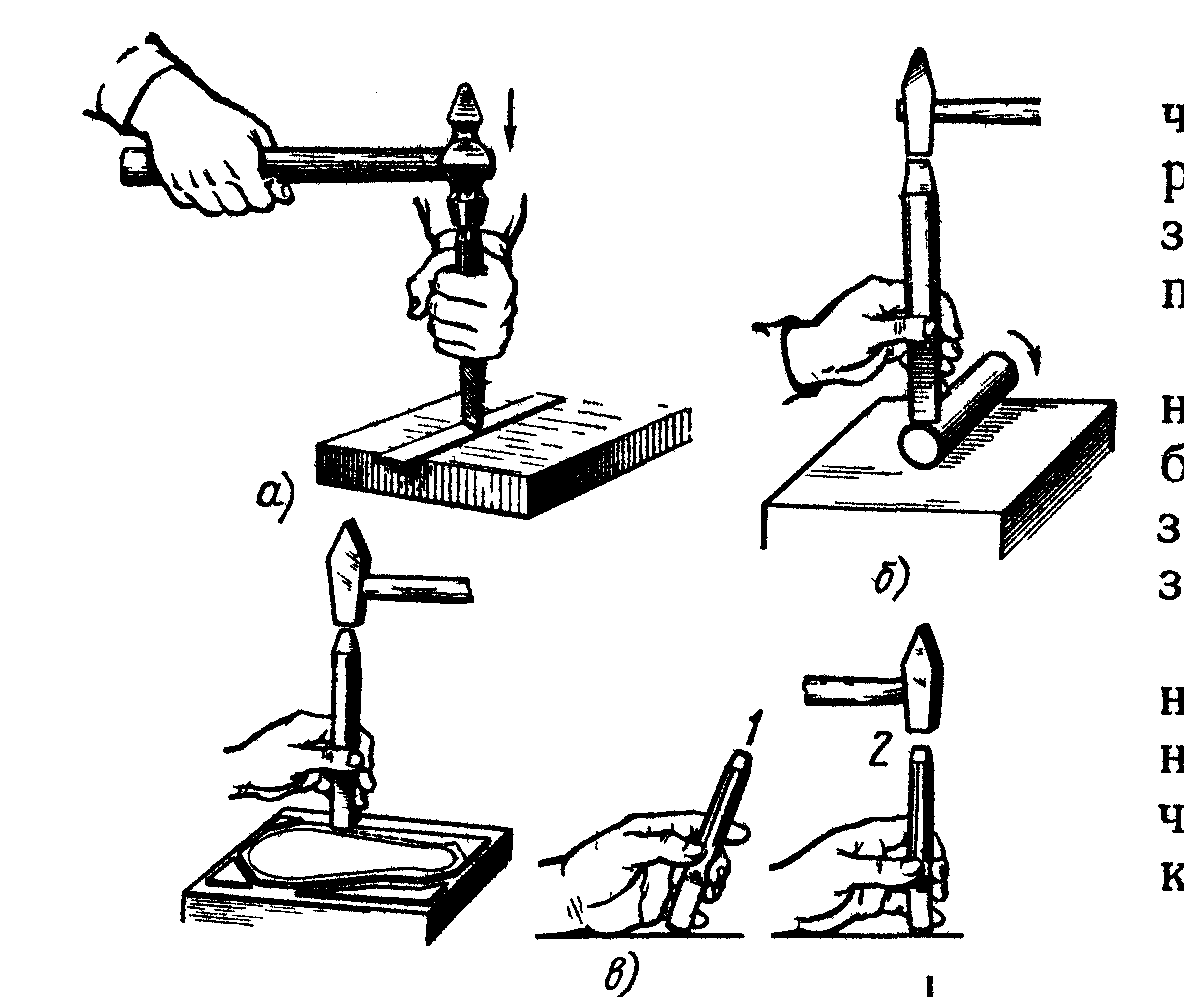
Разрубание металла. При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, поэтому под него прикладывают подкладку из мягкой стали. Листовой металл толщиной более 2 мм или полосовой материал надрубают примерно на половину толщины с обеих сторон, а затем ломают, перегибая его поочередно в одну и в другую сторону,или отбивают.
Разрубание полосы на наковальне.
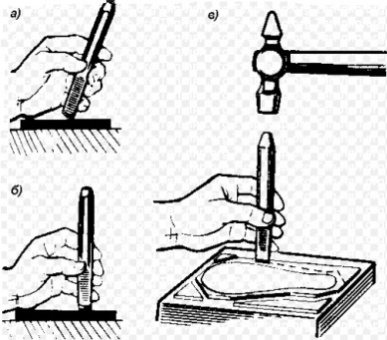
Начало (а) и конец (б) установки зубила при рубке листового металла и надрубание по контуру
Вырубание заготовок из листового металла. После разметки контура изготовляемой детали заготовку кладут на плиту и производят вырубку (не по линии разметки, а отступив от нее 2…3 мм — припуск на опиливание) в такой последовательности:
· устанавливают зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски;
· зубилу придают вертикальное положение и наносят молотком легкие удары, надрубая, по контуру;
· рубят по контуру, нанося по зубилу сильные удары; при перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения опять переводят в вертикальное и наносят следующий удар; так поступают непрерывно до конца (замыкания) разметочной риски;
· перевернув лист, прорубают металл по ясно обозначившемуся на противоположной стороне контуру;
· вновь переворачивают лист и заканчивают рубку;
· если лист относительно тонкий и прорублен достаточно, заготовку выбивают молотком.
Вырубание заготовки из листового металла: а — прорубание заготовки по контуру, б — выбивание заготовки молотком.
При рубке зубилом с закругленным лезвием канавка образуется ровная, а при рубке зубилом с прямым лезвием — ступенчатая.
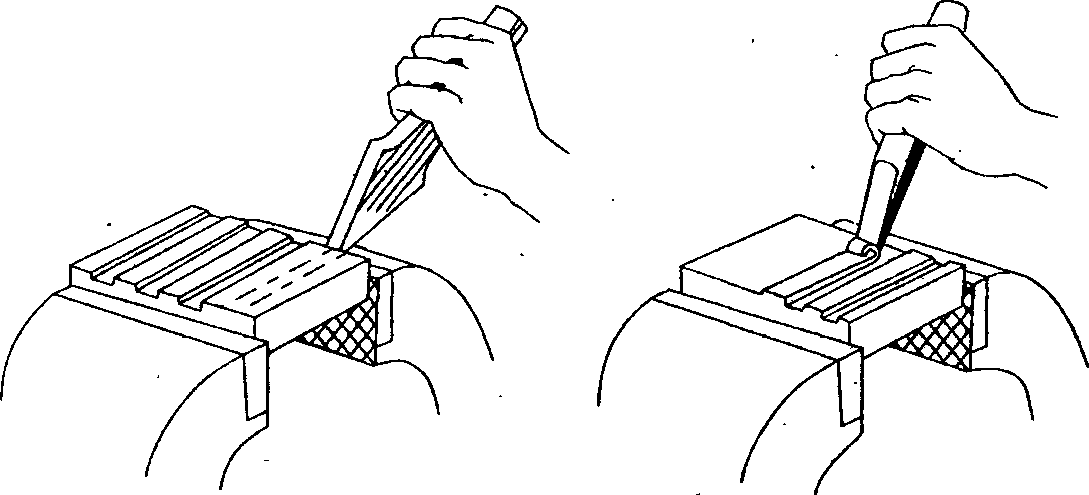
Рубку листового и полосового металла выполняют в тисках. Рубку листового материала, как правило, ведут по уровню губок тисков. Заготовку (изделие) крепко зажимают в тисках так, чтобы разметочная линия совпала с уровнем губок.
Зубило устанавливают к краю заготовки таким образом, чтобы режущая кромка лежала на поверхности двух губок, а середина режущей кромки соприкасалась с обрубаемым материалом на 2/3 ее длины. Угол наклона зубила к обрабатываемой поверхности должен составлять 30…35º, а по отношению к оси губок тисков — 45°. Лезвие зубила при этом идет наискось относительно губок тисков и стружка слегка завивается. После снятия первого слоя металла заготовку переставляют выше губок тисков на 1,5…2 мм, — срубают следующий слой и т. д.
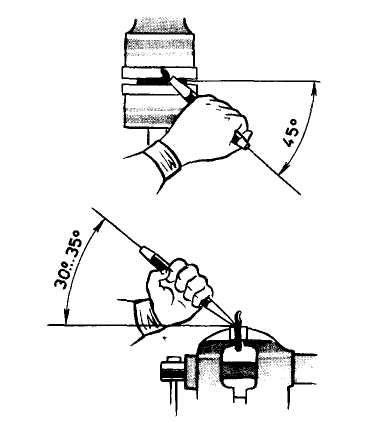
Рубка листового металла в тисках: а, б — наклон зубила соответственно к обрабатываемой поверхности и оси губок.
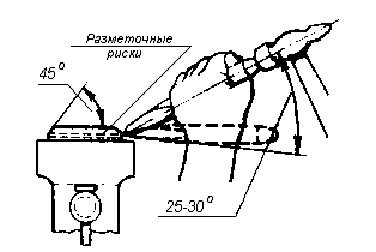
Рубка по разметочным рискам является наиболее трудной операцией. На заготовку предварительно наносят риски на расстоянии 1.5…2 мм одна от другой, а на торцах делают скосы (фаски) под углом 45º, которые облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку выполняют при наклоне зубила на 25…30º. Толщина последнего чистового слоя должна быть не более 0,5…0,7 мм.
Рубка по разметочным рискам.
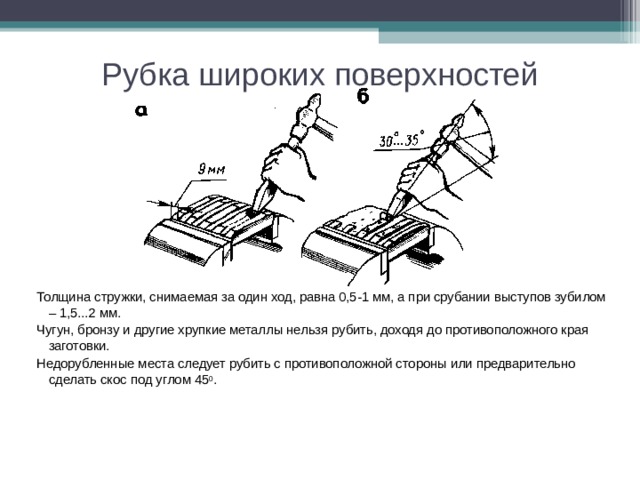
Рубка широких поверхностей является трудоемкой и малопроизводительной операцией, применяемой в том случае, когда невозможно снять слой металла на строгальном или фрезерном станке.
Работу осуществляют в три приема. Предварительно на двух противоположных торцах заготовки срубают немного металла, делая фаски (скосы) под углом 30…45°, а на двух противоположных боковых торцах наносят риски, отмечающие глубину каждого рабочего хода. Затем на широкой поверхности заготовки выполняют Параллельные риски, расстояние между которыми равно ширине режущей кромки крейцмейселя, и заготовку зажимают в тисках.

После этого крейцмейселем предварительно прорубают узкие канавки (рис. 75, а), а потом зубилом срубают оставшиеся между канавками выступы. После срубания выступов выполняют окончательную обработку. Такой способ (предварительное прорубание канавок на широких деталях) значительно облегчает и ускоряет рубку. На заготовках из чугуна, бронзы и других хрупких металлов во избежание откалывания краев делают фаски на расстоянии 0,5 мм от разметочной риски.
При рубке цветных сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром. Это способствует увеличению стойкости режущей части зубила до очередной переточки.
Что это такое?
Рубка металла — отделение части заготовки при помощи резца, обычно расположенного от заготовки перпендикулярно или под углом. Не стоит путать эту технику металлообработки (перейти к услугам) с резкой (перейти к услуге): в ходе разрезания используются пилы, ножи, ножницы или особые методы тепловой обработки — лазерная (перейти к услуге), плазменная (перейти к услуге), газокислородная (перейти к услуге).
В своём классическом представлении рубка металла осуществляется при помощи зубила и кувалды; обрабатываемая деталь зажимается в тиски, что обеспечивает её неподвижность. В промышленных масштабах применяется автоматика, станки, например, гильотина (перейти к услуге) — она рубит заготовку резким выбросом лезвия.
Чаще всего рубка применяется для того, чтобы:
- отделить окалину от заготовки,
- выровнять поверхность,
- удалить заусенцы,
- обрубить головки креплений,
- сформировать пазы, канавки.
Применение
Рубка металлических заготовок или готовых изделий применяется в различных случаях. Наиболее распространенными можно считать следующие:
- подгонка заготовки под размер,
- выравнивание поверхностей,
- отделение окалины,
- обработка кромок,
- удаление заусенцев,
- формирование кромки для сварки,
- вырубание детали или заготовки из листового проката,
- обрубание головок крепежа,
- формирование канавок и пазов.
Даже столь небольшой список вариантов дает понять, что применение данной технологии весьма широко. Например, чтобы разделить оцинкованный лист на 2 части, можно использовать данную технологию. Это действительно так, посему на сегодняшний день существует три основных способа ее осуществления.
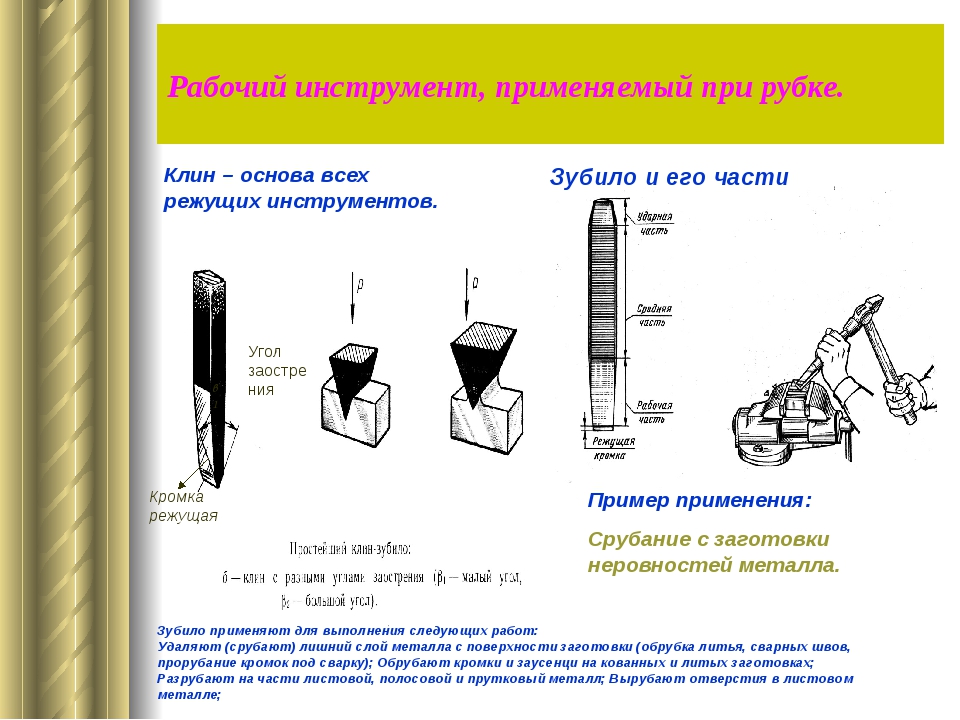
Общие сведения
У любого режущего инструмента (зубило, резец, ножовочное полотно, напильник и т. п.) основной режущей частью является клин. Простейшие инструменты, у которых клин особенно резко выражен — это зубило и резец (строгальный, токарный). Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения клина.
Передней и задней гранями клина называются две образующие плоскости, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней. Грань обращенная к обрабатываемому предмету — задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов. На рис. 4.2 показаны углы режущего инструмента.


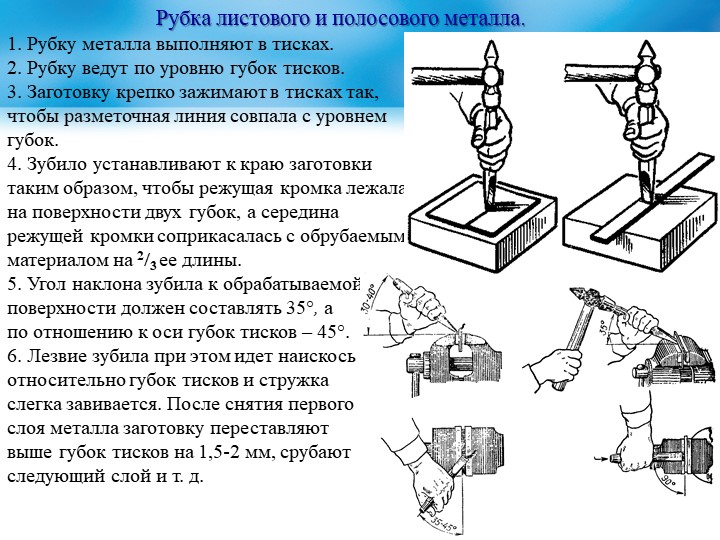


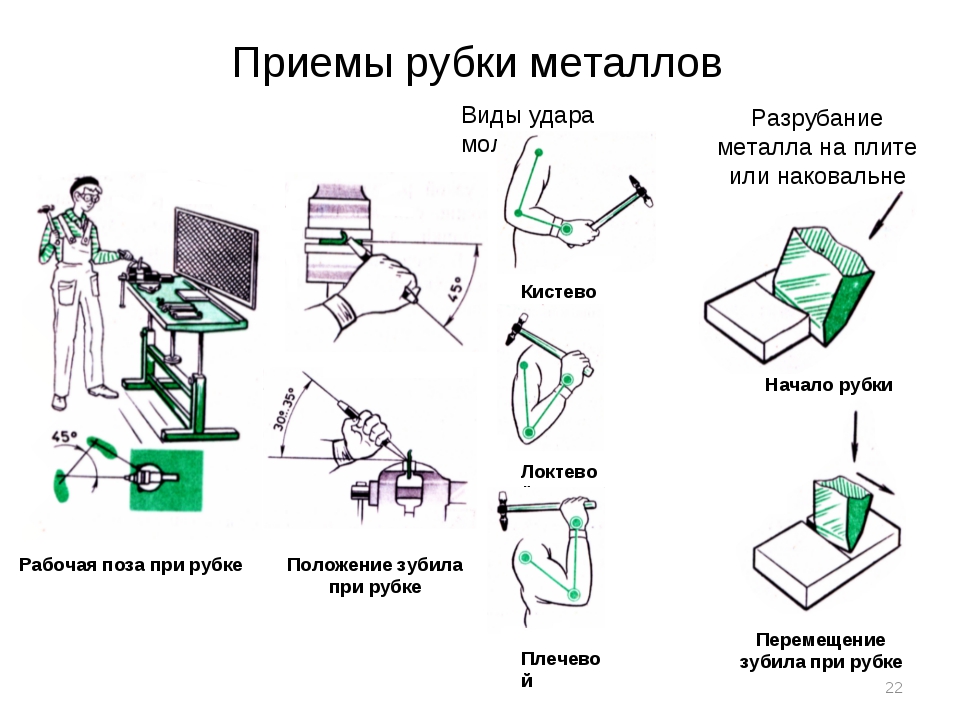
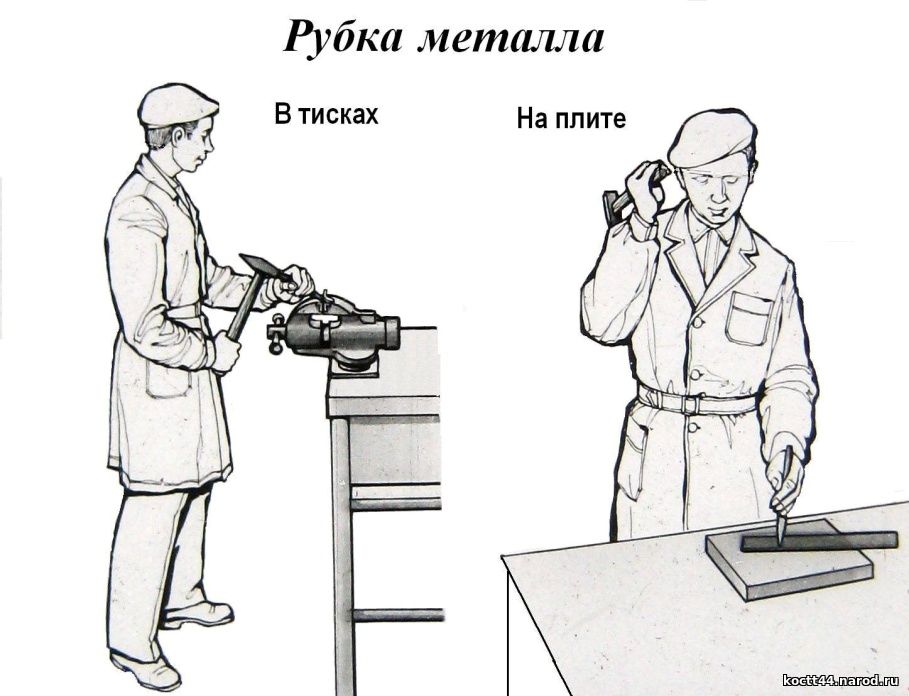
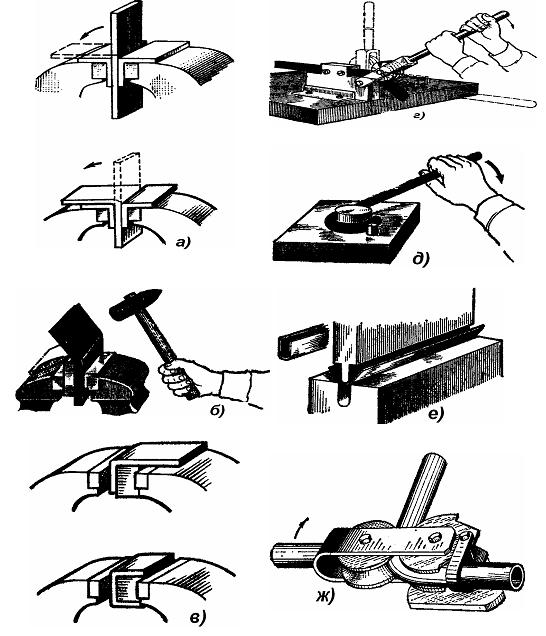

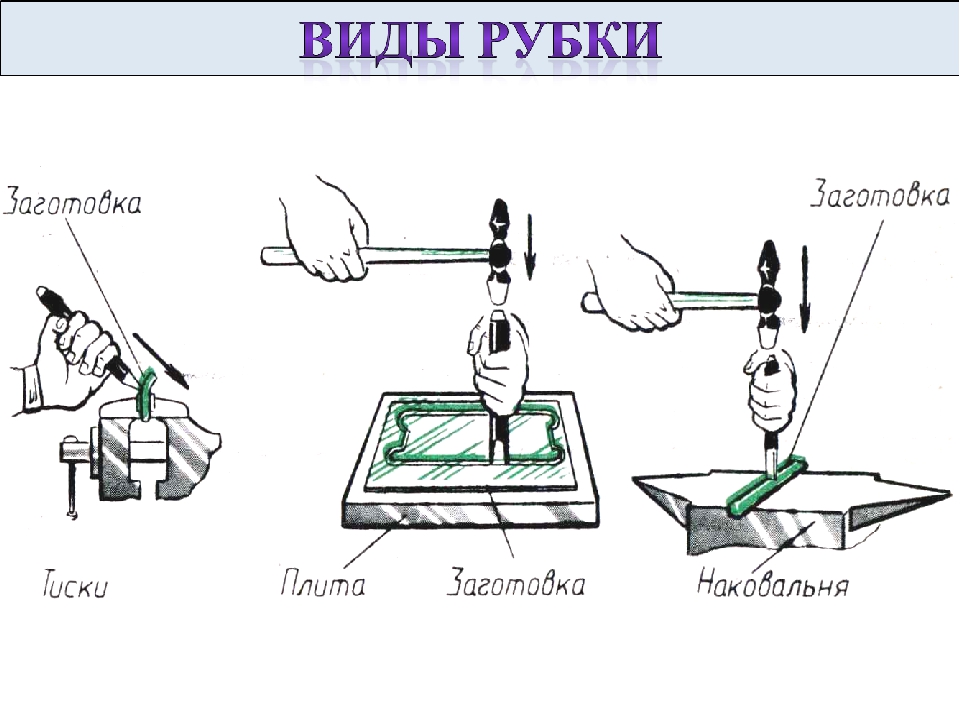
Рис. 4.2. Схемы резания (а) и углы режущего инструмента (б)
Передний угол находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания, проведенной через режущую кромку клина. Обозначается это угол греческой буквой у (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания. Обозначается греческой буквой ос (альфа).
Угол заострения — угол между передней и задней гранями клина. Обозначается греческой буквой (3 (бета).
Угол резания расположен между передней гранью клина и поверхностью резания. Обозначается греческой буквой 8 (дельта).
При работе режущего инструмента отделение слоя металла от остальной его массы с образованием стружки происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сминая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
Скалывание частиц стружки происходит по так называемой плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца, рис. 4.3. Предположим, что с заготовки Л требуется снять определенный слой металла резцом. Для этого устанавливают в станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Рис. 4.3. Резец с различными углами резани: А — изделие; Р — сила действующая при резании;
1 — резец; 2 — глубина снимаемого слоя;
Резец из прямоугольного бруска, лишенный углов клина (рис. 4.3а), не будет отделять стружку от металла. Он будет мять и давить снимаемый слой, рвать и портить обрабатываемую поверхность. Ясно, что работать таким инструментом нельзя. На рис. 4.35 показан резец из такого же прямоугольного бруска, но с рабочей частью, заточенной в форме клина. Такой резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
Слесарная рубка металла — что это такое?
Рубка состоит в запланированном и контролируемом образовании требуемой формы детали из листового металла Процесс входит в перечень стандартных операций слесарного дела, уровень сложности – низкий.
Суть: удалить лишний материал по намеченной форме и размерам с помощью буквально пары инструментов.
 Слесарная рубка металла
Слесарная рубка металла
На лист-заготовку наносится разметка, практикуется обработка заготовок по установленному шаблону.
Затем с небольшим отступом от линии ударами по зубилу молотком проводится разделение материала.
При аккуратных действиях качество детали будет достаточно высоким.
Единственная потребность – последующая обработка краёв: из-за ударного способа воздействия края будут выглядеть рваными.
Для чего применяется эта операция?
- удаление припусков и кромок на готовом изделии;
- получение готового изделия и листовых заготовок;
- снятие окалины и других дефектов товарного вида;
- получение углублений (канавок, пазов и т.д.).
Кому нужна эта операция?
- работникам машиностроительных и ремонтных организаций, литейных цехов, в автомобилеремонтных мастерских – там, где идёт работа с металлом;
- в строительстве и ремонте (внутренние и наружные работы);
- специалистам, занимающимся ремонтом техники;
- обывателям для домашних и хозяйственных нужд.
Обработка кромок металла. Виды обработки кромок. Зубило. Крейцмейсель.
Для обработки кромок профильного и листового металлопроката существует много различных способов автоматических и ручных. Все зависит от технических условий, характера производства и назначения материала.
Обработка кромок производится для получения надлежащей их чистоты и точности. Кромки подготовляются под сварку, чеканку для точной пригонки деталей, для удаления слоя металла вдоль кромок в случае его повреждения при резке на ножах или автогенной резке.
Форма и материал зубила.
Зубила, изготовленные из углеродистой и инструментальной сталей марок У7А или У8А овального или многогранного сечения представляют собой стержень, один конец которого оттягивается и затачивается. Заточенная кромка зубила называется лезвием. Второй конец зубила, который имеет форму, слегка сведенную на конус, называется головкой.
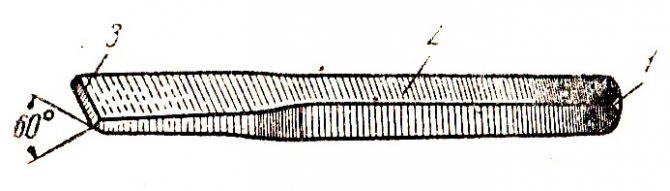
Рис. 1. Зубило:
1 — головка; 2 — стержень; 3 — лезвие.
Какие работы выполняют крейцмейселем?
Крейцмейсель предназначается для прорубания узких канавок и, так же как и зубило, состоит из стержня, лезвия и головки. Во избежание заклинивания лезвие делается шире оттянутой части стержня.

Рис. 2. Крейцмейсель:
1—головка; 2 — стержень; 3 — лезвие.
Как сделать зубило?
Рабочие должны следить за исправным состоянием головок зубил и круйцмейселя, иначе это может привести к травматизму рук. Чтобы этого не произошло, нужно правильно сделать зубило. Для этого необходимо произвести отжиг, а после опилить режущие части и головки. Угол режущей части проверяется по шаблону. Затем проводят закалку до необходимой твердости путем нагрева до 700 — 800°, с охлаждением в воде.
Заточка зубила.
Угол заточки зубила применяют для рубки чугуна и стали (твердой) в 70 — 750, для твердой бронзы до 70°, для стали средней твердости 60° и для меди и латуни 45°.
Для нанесения ударов при рубке применяется молоток. Молоток должен быть исправным и плотно насажен на ручку.
Смотреть что такое «Крейцмейсель» в других словарях:
- крейцмейсель — крейцмейсель … Орфографический словарь-справочник
- крейцмейсель — зубило, долото Словарь русских синонимов. крейцмейсель сущ., кол во синонимов: 2 • долото (16) • зубило … Словарь синонимов
- КРЕЙЦМЕЙСЕЛЬ — (нем. Kreuzmei?el) инструмент для вырубания узких канавок, шпоночных пазов и т. п … Большой Энциклопедический словарь
- КРЕЙЦМЕЙСЕЛЬ — с узким лезвием (см.) для вырубания в твёрдых материалах узких канавок, шпоночных пазов или рубки швов, заусенцев и др … Большая политехническая энциклопедия
- КРЕЙЦМЕЙСЕЛЬ — (от немецкого Kreuz meiβel) узкое зубило, литейный инструмент для обрубки и очистки отливок из черных и цветных сплавов. Крейцмейсель крепят в пневматическом молотке. Угол заточки α (рис. К 28) зависит от твердости обрабатываемого… … Металлургический словарь
- КРЕЙЦМЕЙСЕЛЬ — (от нем. Kreuzmeissel) узкое зубило (см. рис.) для слесарной обработки твёрдых материалов (рубки, вырубания узких канавок и т. д.). Крейцмейсель … Большой энциклопедический политехнический словарь
- крейцмейсель — (нем. Kreuzmeißel), инструмент для вырубания узких канавок, шпоночных пазов и т. п. * * * КРЕЙЦМЕЙСЕЛЬ КРЕЙЦМЕЙСЕЛЬ (нем. Kreuzmeibel), инструмент для вырубания узких канавок, шпоночных пазов и т. п … Энциклопедический словарь
- крейцмейсель — (нем. kreuzmeibel) зубило с узким лезвием, употребляемое для вырубания канавок в металле. Новый словарь иностранных слов. by EdwART, , 2009. крейцмейсель (рэ, мэ, сэ), я, м. (нем. Kreuzmeißel … Словарь иностранных слов русского языка
- Крейцмейсель — (нем. Kreuzmeiβel) узкое Зубило для слесарной обработки твёрдых материалов (рубки, вырубания узких канавок и т. п.) … Большая советская энциклопедия
- Крейцмейсель — см. Зубило (доп.) … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Какие работы выполняют крейцмейселем
Виды станков
Гильотины для разрезания металла разделяются по типу привода. От этого зависит цена оборудования, его эффективность, скорость работы, точность резов. Необходимо отдельно поговорить о каждом из видов гильотин.
Гидравлические гильотинные ножницы
Оборудование, работающее с помощью гидравлических приводов, чаще всего устанавливается на заводах, больших предприятиях. Его преимущества:
- Большая мощность. Возможность разрезать листы металла толщиной до 20 мм.
- Максимальная длина реза — 3 м.
- Эффективность как при серийном, так и при штучном производстве.
К недостаткам можно отнести крупные габариты оборудования, большую массу. Принцип действия гидравлических гильотин заключается в том, что привод передаёт давление более 400 мПа на нож. Он может быть прямым или дугообразным. Это позволяет разрезать листы большой толщины.
Чтобы выставить правильный зазор между ножами, нужно использовать специальную таблицу. Выставляются они вручную или с помощью автоматической системы. Особенность гидравлических приспособлений — бесшумность работы. Нож двигается медленно, плавно разрезая металлическую поверхность. Гидравлические гильотинные ножницы по металлу оборудуются фотодатчиками, которые ограничивают ножи во время работы.

Гидравлические гильотинные ножницы по металлу
Электромеханические гильотинные ножницы
Оборудование для раскроя металлических заготовок, которое работает благодаря электродвигателю. После включения электромотора эксцентрик передаёт усилие на балку с закреплёнными ножами. Они начинают оказывать равномерное воздействие на лист с двух сторон. Когда балка делает полный оборот, ножи возвращаются в исходное положение.
Гильотинные ножницы с электрическим приводом имеют такие преимущества:
- Эффективность оборудования.
- Высокая скорость работы — до 30 разрезов за 60 секунд.
- Надёжность, долговечность.
Недостаток электромеханических ножниц — шумный процесс работы. Связано это с тем, что кривошипный механизм быстро опускает нож. Он с грохотом ударяется о заготовку.
В строительных магазинах можно найти малогабаритные модели для частных мастерских, гаражей. С их помощью раскраивают цветные металлы, некоторые виды сталей. Максимальная толщина металлического листа допустимая для резки на маломощном оборудовании — 3 мм.
Пневматические гильотины
Оборудование, ножи которого начинают работать с помощью пневматического привода. Он приводится в действие сжатым газом. Пневматические ножницы для металла эффективнее гидравлических. Состоят из компрессора, который нагнетает сжатый воздух. Сами станки имеют большой рабочий стол, на котором можно работать с крупными металлическими заготовками.
Ручная гильотина
Ручные гильотины для резки металла популярны среди владельцев небольших мастерских. Из-за отсутствия приводов, оборудование не подходит для раскроя толстых листов, углеродистых, легированных сталей. Однако наличие подобных ограничений не останавливает покупателей. Ручные гильотины устанавливаются в небольших мастерских для проведения разовых работ. Можно купить крупногабаритные или настольные ножницы.
Конструкция представляет собой два ножа, рабочий стол, рукоять. Первый нож устанавливается на рабочем столе, остаётся неподвижным во время работы. Второй нож оборудуется рукоятью, которой мастер опускает режущую часть вниз. Чтобы можно было разрезать листы толщиной более 1 мм, нужно выбирать модель с редуктором.





Ручная гильотина для резки металла
§ 21. Механизация рубки
Ручная рубка вытесняется обработкой на металлорежущих станках (строгание, фрезерование), обработкой абразивным инструментом, применением ручных механизированных инструментов и приспособлений.
К ручным механизированным инструментам относятся пневматические и электрические рубильные молотки. На рис. 77 показано устройство пневматического рубильного молотка РМ-5 завода “Пневматика”. Молоток состоит из корпуса, бойка, золотника и рукоятки с пусковым устройством. Сжатый воздух из цеховой магистрали через резиновый шланг и штуцер 1 поступает к рукоятке молотка. Слесарь берет правой рукой за рукоятку, левой удерживает за ствол, направляя движение зубила (рис. 8, а, 6).
При нажатии на курок 3 (см. рис. 77) открывается клапан 2 и воздух под давлением 5 – 6 кгс/см2 из магистрали через штуцер 7 поступает в цилиндр. В зависимости от положения золотника 4 воздух через каналы внутри корпуса попадает в камеру рабочего хода 5 или в камеру обратного хода 6. В первом случае воздух толкует ударник 7 вправо и он ударяет по хвостовику рабочего инструмента. В конце рабочего хода золотник давлением воздуха смещается, воздух попадает в камеру 6 – совершается обратный ход. Затем цикл работы повторяется. Молоток включают в работу после того, как режущей кромкой инструмента нажали на обрабатываемую поверхность.
В качестве инструмента для рубки пневматическим молотком применяют специальные зубила. Производительность рубки при пользовании механизированным инструментом повышается в 4 – 5 раз. На рис. 78,а,6 показана работа пневматическим молотком.
В электрических молотках вращение вала электродвигателя, вмонтированного в корпус, преобразуется в возвратно-поступательное движение ударника, на конце которого закреплено зубило или другой инструмент.
Безопасность труда. При рубке металлов следует выполнять следующие правила безопасности труда:
ручка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин;
при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками;
при рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток (рис. 79,а);
для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на зубило следует надевать предохранительную резиновую шайбу, а на кисть руки – предохранительный козырек (рис. 79,6,в).
При работе пневматическим молотком необходимо:
перед началом работы пневматический молоток продуть сжатым воздухом;
включать пневматический инструмент только после установки инструмента в рабочее положение; холостой ход инструмента не разрешается;
при соединении шланга сжатый воздух должен быть отключен;
нельзя держать пневматический молоток за шланг или рабочий инструмент.
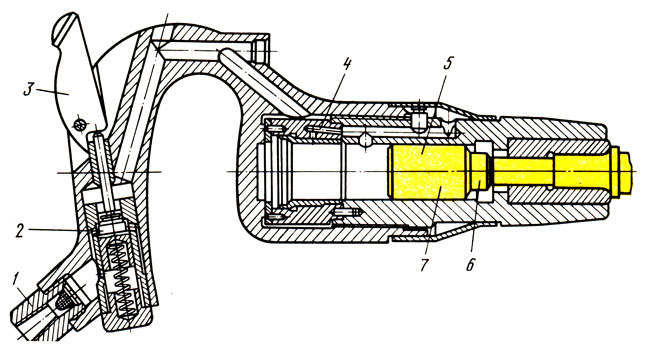 Рис. 77. Пневматический рубильный молоток РМ-5: 1 – штуцер, 2 – клапан,3 – курок, 4 – золотник, 5 – камера рабочего хода, 6 – камера обратного хода,7 – ударник
Рис. 77. Пневматический рубильный молоток РМ-5: 1 – штуцер, 2 – клапан,3 – курок, 4 – золотник, 5 – камера рабочего хода, 6 – камера обратного хода,7 – ударник
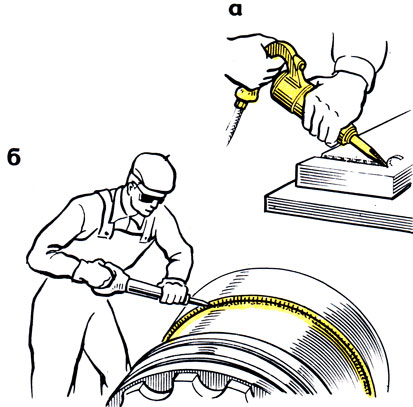
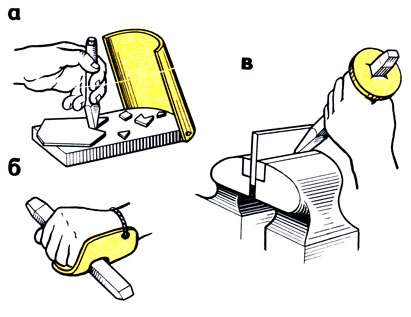 Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б – предохранительные щитки, в – предохранительная шайба из резины
Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б – предохранительные щитки, в – предохранительная шайба из резины
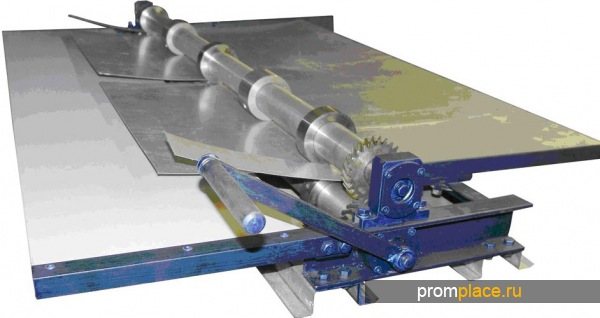
Особенности устройства
- СМЖ-172 А (непрерывный ход ножа);
- СМЖ-172 БАМ (непрерывный и одиночный ход).
Рубочный станок для арматуры СМЖ 172 имеет следующие технические характеристики:
- мощность — 3 кВт;
- диаметр разрезаемой арматуры — до 40 мм;
- габариты полосы — 40х12 мм;
- резка квадрата со стороной до 36 мм;
- частота хода кулисы — 33 об/мин (9 об/мин — для одиночного хода);
- максимальное усилие — 350 кН;
- вес — 430/450 кг.
Конструкция станка для рубки арматуры смж 172 дополнена регулируемым упором с реечным зацеплением, который позволяет получить ровный перпендикулярный срез.
Преимуществами использования оборудования являются:
- возможность замены расходных элементов (лезвий) на рабочем месте без помощи специальных стендов;
- допустимо длительное хранение станка, если он не используется (в соответствии с рекомендациями производителя);
- легкость разборки механизма с целью регулировки параметров.
Станок уникален, ведь он может работать как автономно (непрерывное движение зубила), так и в нужный момент (одиночный ход при нажатии рукоятки). Рубка гильотиной, к примеру, пока не обладает таким функционалом. Увидеть работу станка СМЖ 172 можно на видео ниже.
https://youtube.com/watch?v=xtMAJNZ9yz0
Видео: Ручная рубка металла на станке СМЖ 172.
Рубка металлических заготовок — один из основных производственных процессов. На смену тяжелому человеческому труду приходит машинный, и этим стоит пользоваться. Перечисленные инструменты для рубки материалов справляются с разными заготовками
Важно лишь правильно выбрать подходящее оборудование





