

Основные технические характеристики станка ТВ-7
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
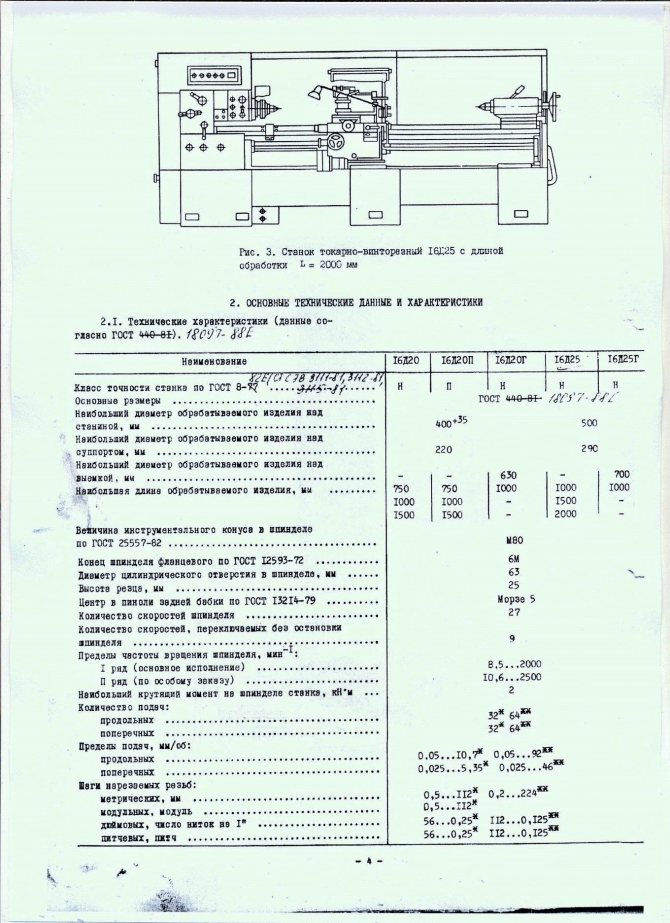
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
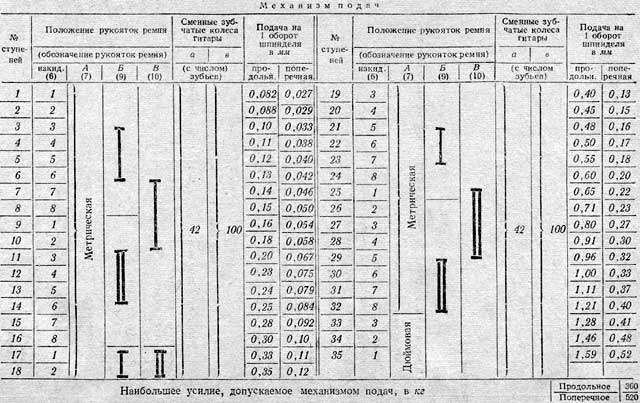
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный), модель ТВ-7. Паспорт, 1988
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
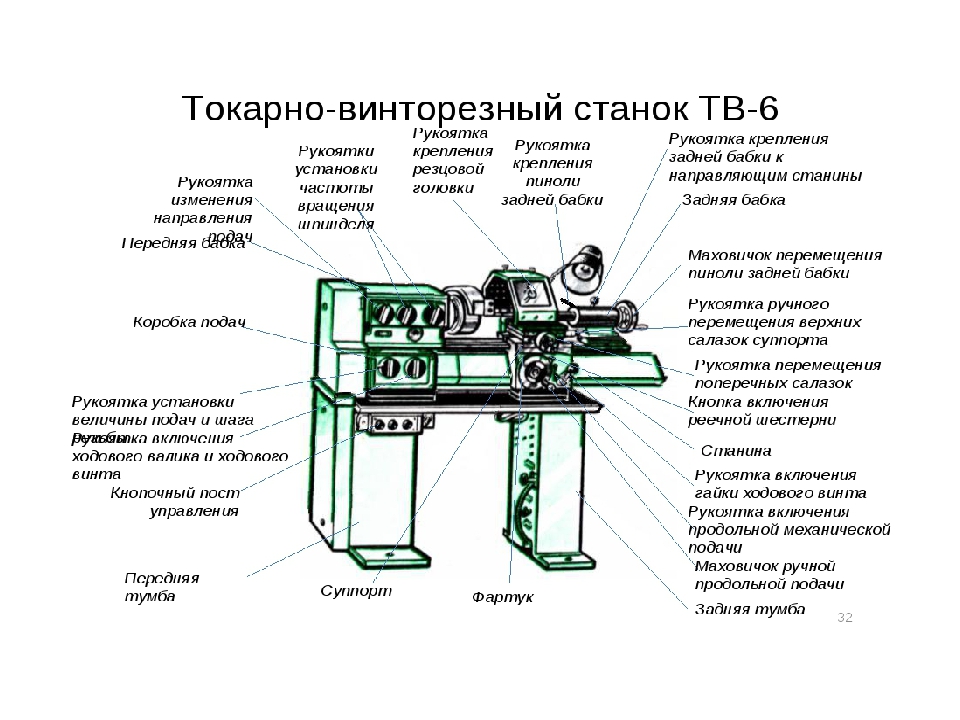
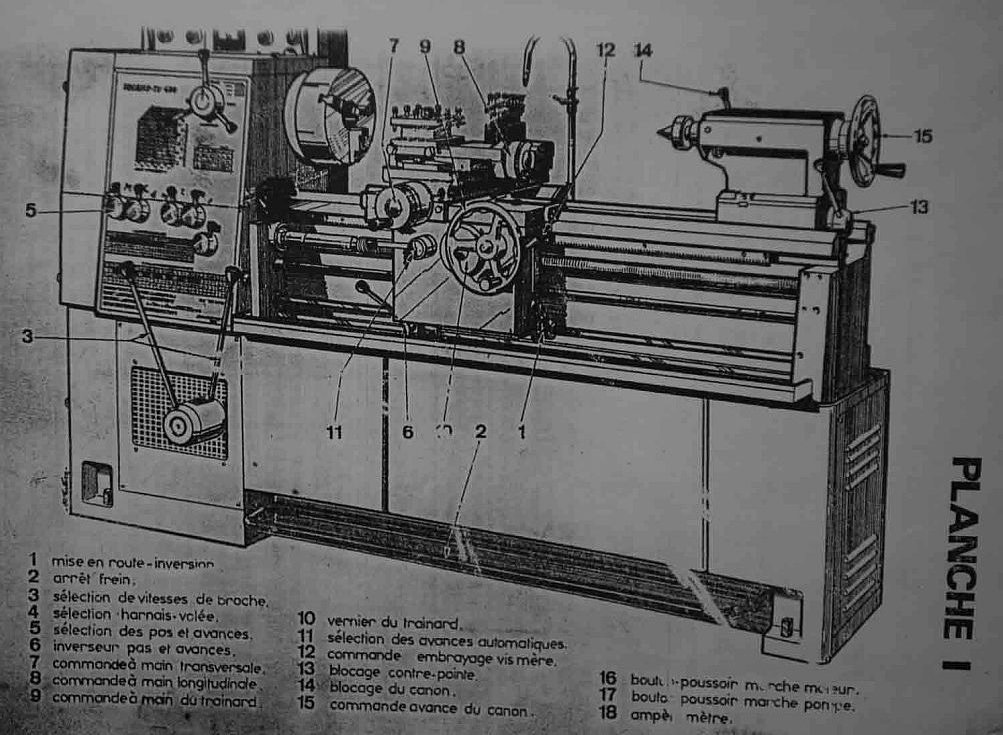
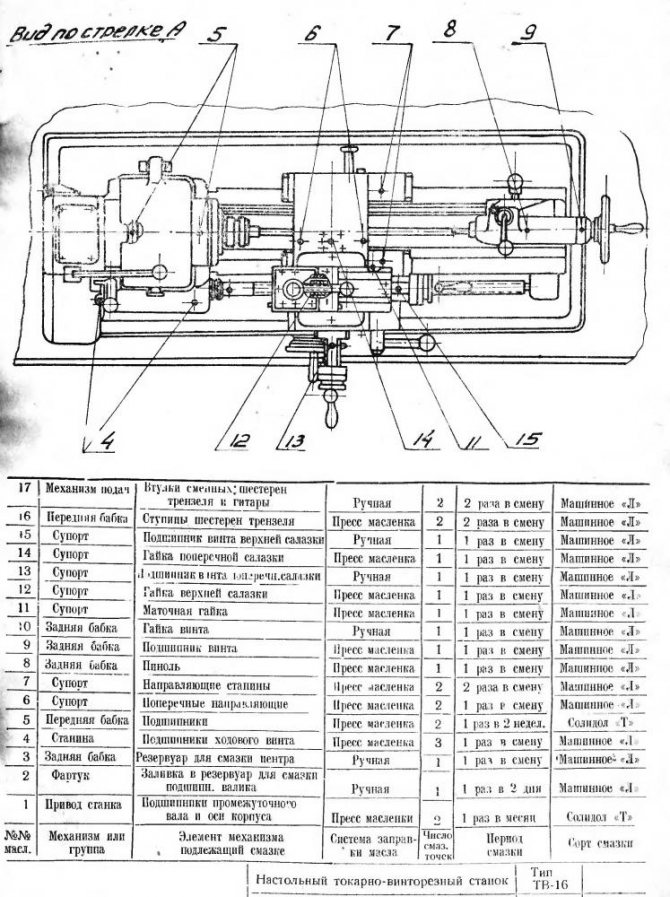
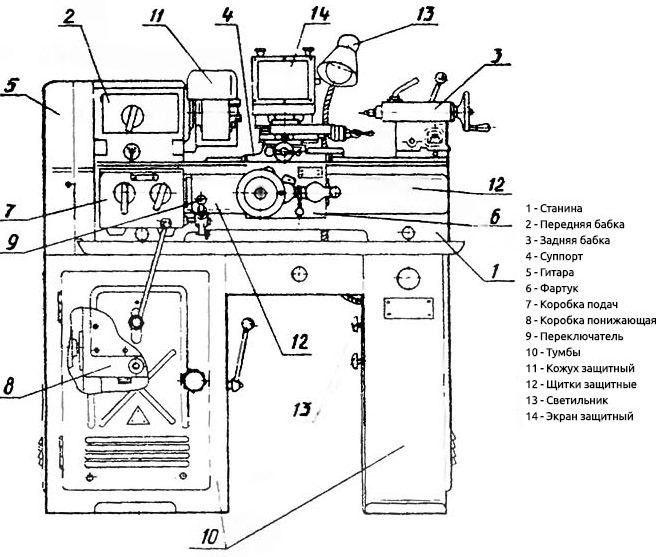
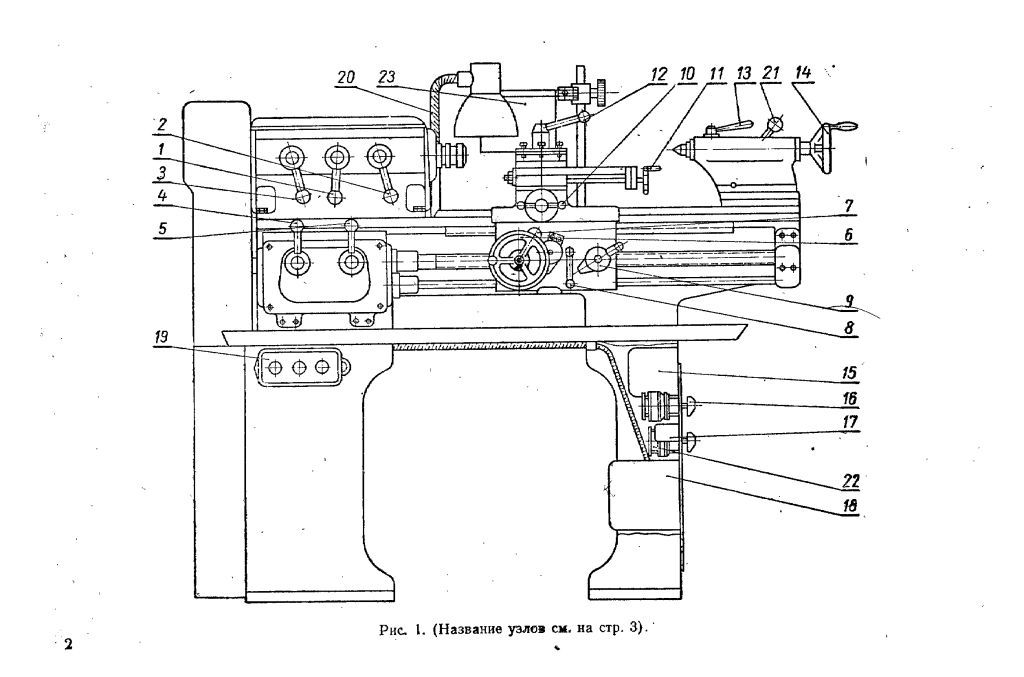
Конструктивное устройство токарно винторезного станка ТВ 6
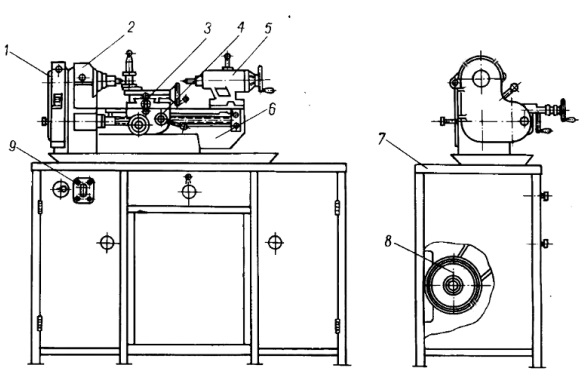
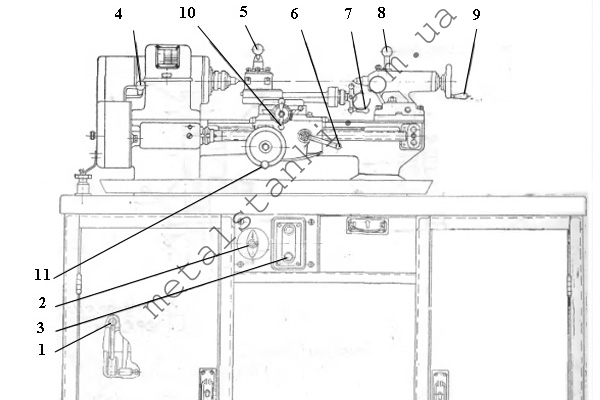
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
3 Передняя и задняя бабка станка – конструктивные особенности
На шарикоподшипнике передней бабки устанавливается шпиндель. Его передний торец снабжен радиальным (упорным) шарикоподшипником, который позволяет воспринимать осевые и радиальные усилия. На шпинделе монтируется шкив (он имеет три ступени). Клиноременная передача подает вращение именно на шкив, обеспечивая бесперебойное функционирование станка. Для реверса подачи предназначен трензель, установленный на передней бабке.
На задней бабке станка есть направляющие призматической конфигурации. Они необходимы для того, чтобы при перемещении бабки по станине она занимала правильное (требуемое для работы) положение. Рукоятка с эксцентриковым приспособлением соединяет станину и заднюю бабку.

По нижней плите бабка передвигается при помощи винта. Необходимость в таком установочном перемещении, поперечным по направлению, возникает тогда, когда на станке выполняются операции по точению конусов. На пиноли бабки (задней) предусмотрено отверстие. В него помещается центр с конусом.

Передвигается пиноль руками оператора. Для этого используется гайка с винтом и маховичок с лимбом. Показатель передвижения можно выставить по шкале с миллиметровыми делениями. Чтобы выполнить эту операцию, не нужно изучать паспорт агрегата – все интуитивно понятно и вполне доступно.



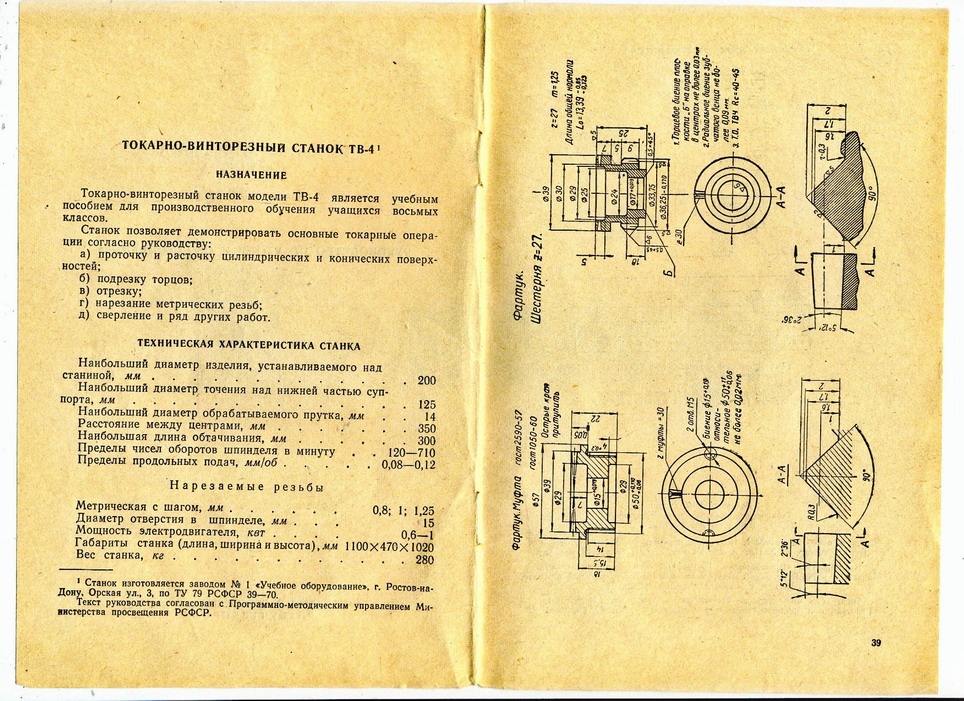
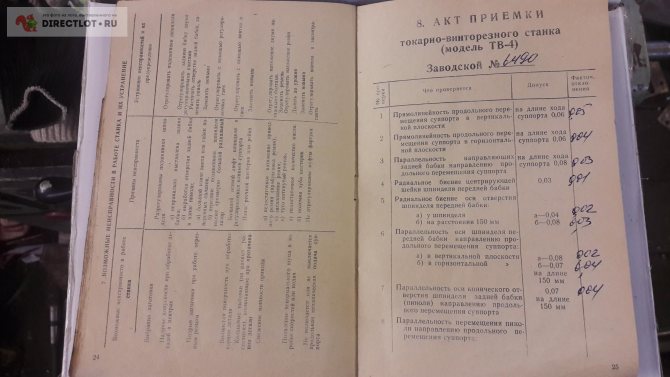
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
3 Передняя и задняя бабка станка – конструктивные особенности
На шарикоподшипнике передней бабки устанавливается шпиндель. Его передний торец снабжен радиальным (упорным) шарикоподшипником, который позволяет воспринимать осевые и радиальные усилия. На шпинделе монтируется шкив (он имеет три ступени). Клиноременная передача подает вращение именно на шкив, обеспечивая бесперебойное функционирование станка. Для реверса подачи предназначен трензель, установленный на передней бабке.
На задней бабке станка есть направляющие призматической конфигурации. Они необходимы для того, чтобы при перемещении бабки по станине она занимала правильное (требуемое для работы) положение. Рукоятка с эксцентриковым приспособлением соединяет станину и заднюю бабку.
По нижней плите бабка передвигается при помощи винта. Необходимость в таком установочном перемещении, поперечным по направлению, возникает тогда, когда на станке выполняются операции по точению конусов. На пиноли бабки (задней) предусмотрено отверстие. В него помещается центр с конусом.
Передвигается пиноль руками оператора. Для этого используется гайка с винтом и маховичок с лимбом. Показатель передвижения можно выставить по шкале с миллиметровыми делениями. Чтобы выполнить эту операцию, не нужно изучать паспорт агрегата – все интуитивно понятно и вполне доступно.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
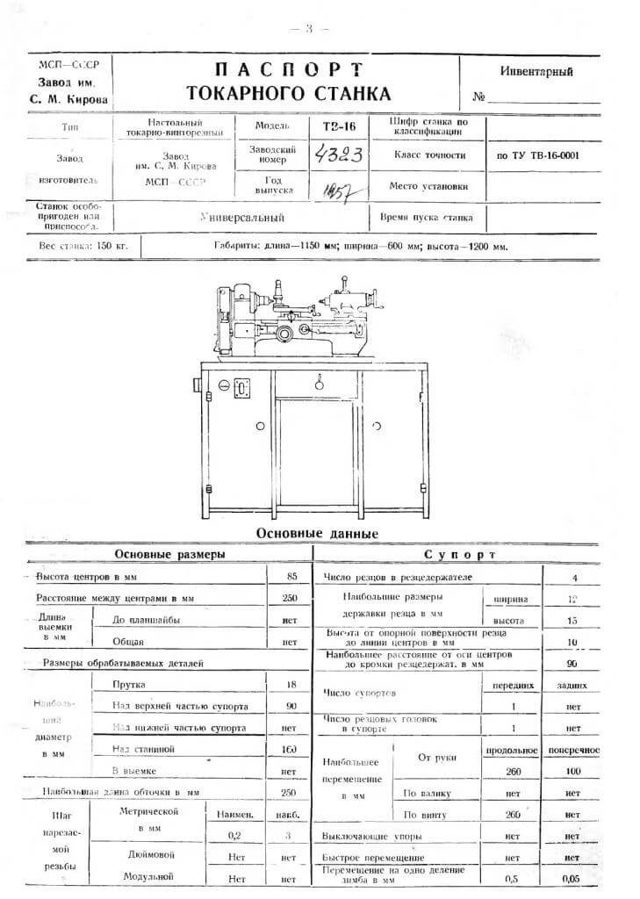
Настольный токарный станок ТВ-16: электрическое обустройство
Электрическая схема верстака имеет простую конструкцию, не представляет сложности по освоению для начинающих. Перед пуском агрегата в работу необходимо заземлить корпус. Для этого используют специальное приспособление, расположенное сбоку остова. Это необходимо для обеспечения безопасности пользователей.
Основные функции электрооборудования выполняют следующие элементы:
- магнитный пускатель с парой кнопок;
- пакетный выключатель реверсивного типа;
- предохранительная система;
- блокирующие контакты;
- панель с зажимами, служащая для подключения к сети.
Основное предназначение электрооборудования – запуск и остановка станка, реверсивный пуск мотора, блокировка двигателя при критическом напряжении или перепадах в электросети.

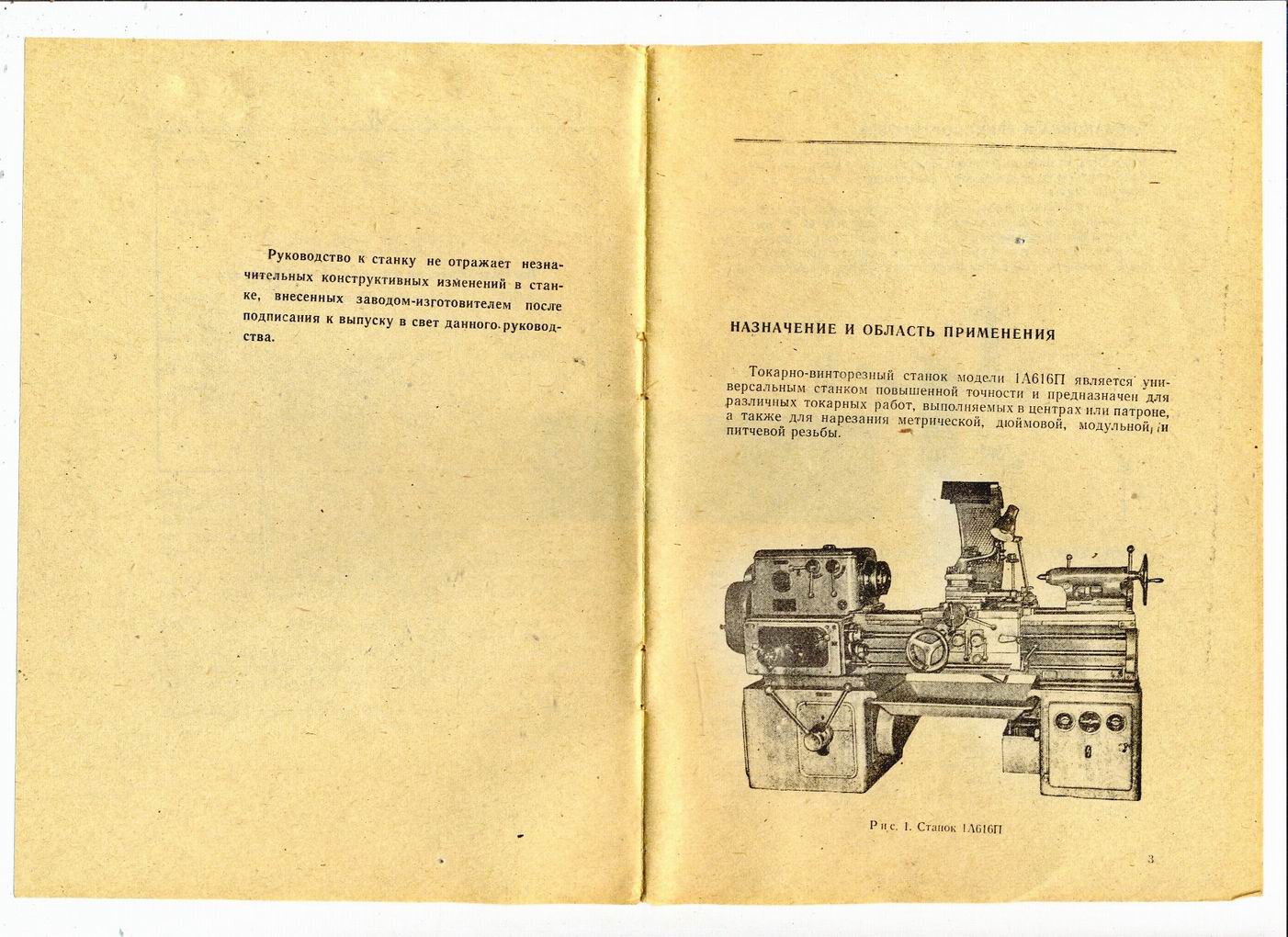
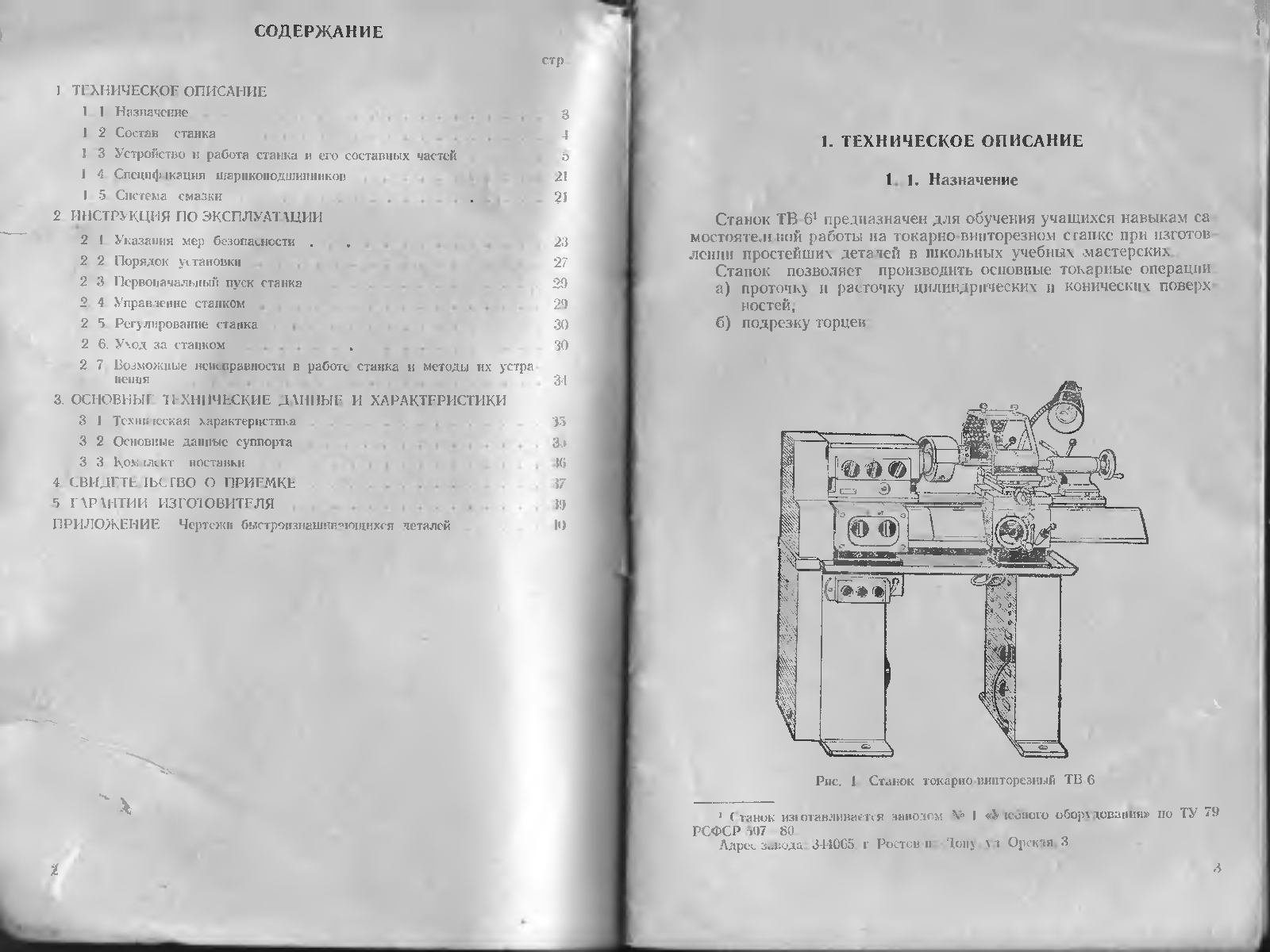
ТВ-6М (ТВ6М) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6М является заменил модель . (Смотрите статью ) и был заменен на более совершенную модель .
Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка ТВ-6М
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М – Ø100 мм.
Привод станка ТВ-6М осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок ТВ-6М позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства , позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
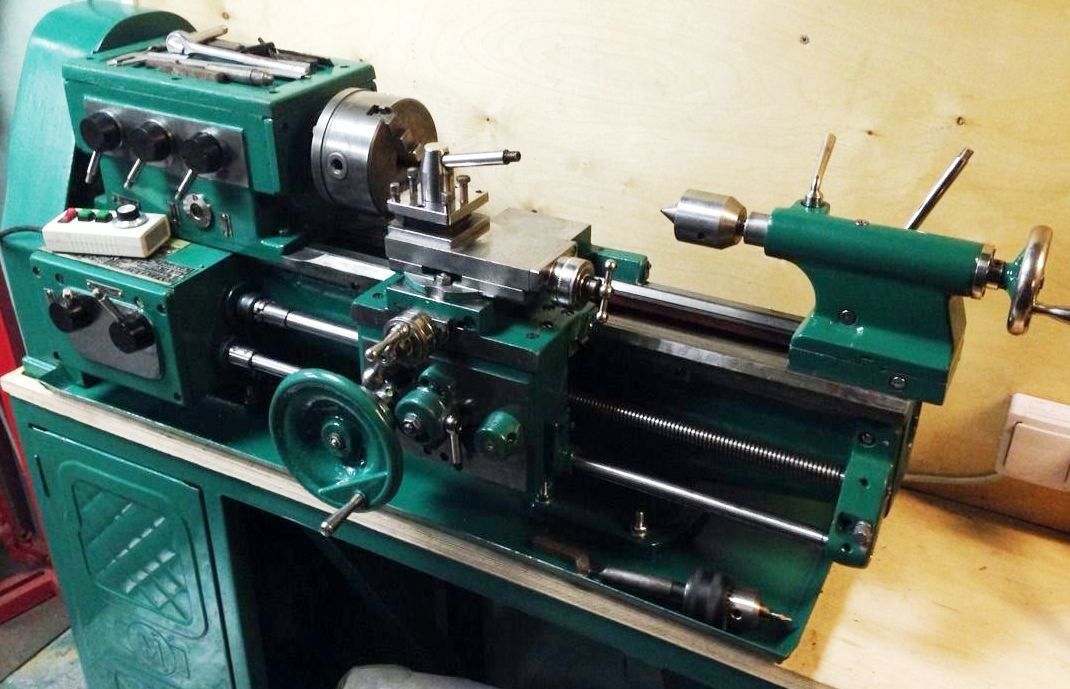
Особенности настольных токарных станков по металлу ТВ 16
ТВ-16 является одним из классических настольных токарных станков по металлу. Такие виды оборудования всегда остаются востребованными.
По правилам эксплуатации, ТВ-16 необходимо устанавливать на столешнице из дерева. Для того чтобы станок плотно и надежно стоял на столе, его прикручивают с помощью винтов.
Внутри станины расположены все необходимые детали, такие как держатели, суппорт, электрическая система.
Также в станке есть специальный контейнер для запасных деталей, винтов и шестеренок.
На токарном столе имеется большой ящик, в который можно положить личные вещи, рабочую форму, и прочие мелочи, которые могут пригодиться тому, кто работает со станком.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.


Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.





