

Конструкция
Для повышения уровня надежности оборудования его тумба сделана из листовой толстостенной стали, имеющей вспомогательные ребра жесткости. Подобная конструкция дает возможность по максимуму компактно расположить управляющие части и ключевые узлы рассматриваемого токарного станка.
Основной частью устройства считается тумба. Сзади находится электрический двигатель. Он служит для привода бабки шпинделя. Спереди расположен управляющий блок: клавиши пуска/отключения/активирования реверсии. В тумбе установлено все электрическое оснащение. Для выполнения профилактических работ и ремонта нужно открывать дверцу доступа.
Станок токарный ТВ 4 заключает в себе следующие главные компоненты:
- Передняя бабка. Монтирована в левой области станины. Для изменения скоростей к ней подсоединяется коробка. Конструкция бабки и коробки общая. Передача шпиндельного вращения осуществляется посредством патрона с тремя кулачками;
- Передаточный агрегат. Служит для того, чтобы передавать вращение от шпиндельного блока коробке скоростей. Передаточное отношение этого токарного станка равняется одной четвертой. Конструктивной особенностью считается то, что невозможно монтировать другие пары шестеренок. Передаточное отношение – константная величина;
- Коробка скоростей. Для того чтобы регулировать уровень подачи, нужно проворачивать специальную рукоятку. Валик и ходовой винт не могут одновременно вращаться. Корыто, которое располагается вверху, предназначается для того, чтобы подавать смазочное средство.

При обработке детали инструментом, закрепленным в резцедержателе, нужно следить за объемом специальной жидкости, обеспечивающей смазывание коробки скоростей. В корыте всегда должен быть необходимый минимум смазки. Если смазочной жидкости не будет, шестеренки могут перегреться и сломаться при использовании токарного станка по металлу.
Для наглядности в передней части устройства имеется таблица, в которой указаны допустимые обороты. Это дает возможность подобрать подходящий режим работы перед началом работы с деталью.
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства , позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
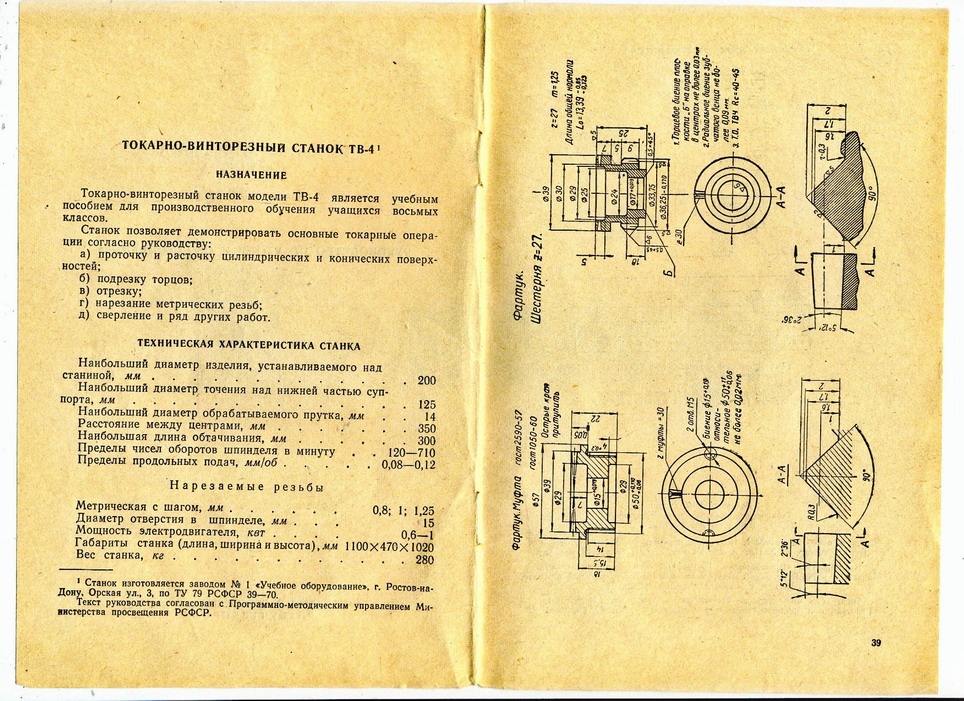
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
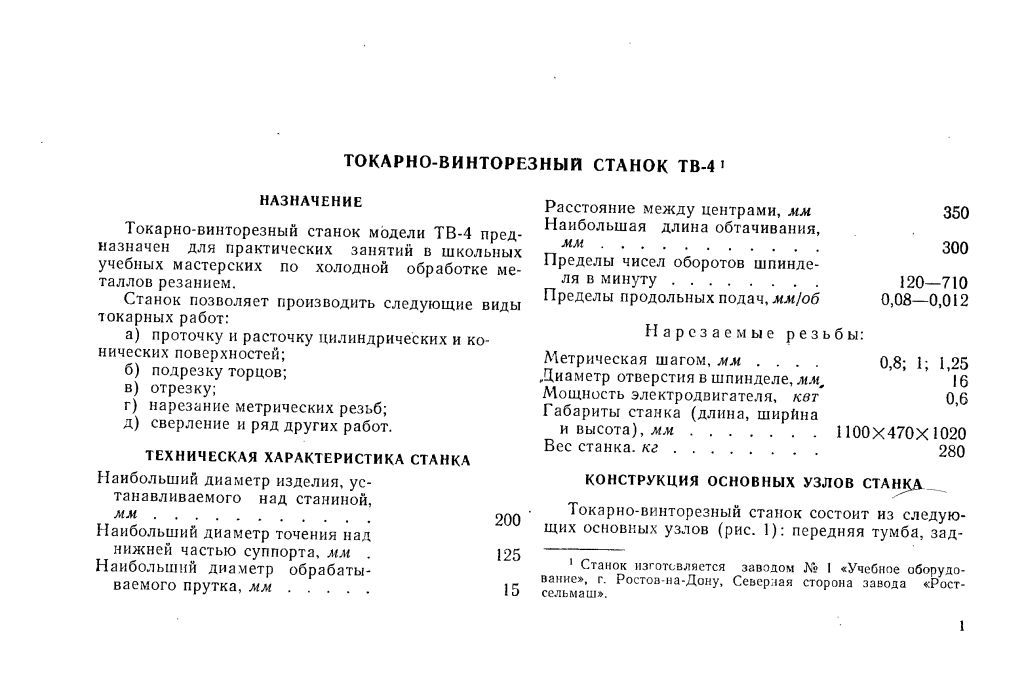
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
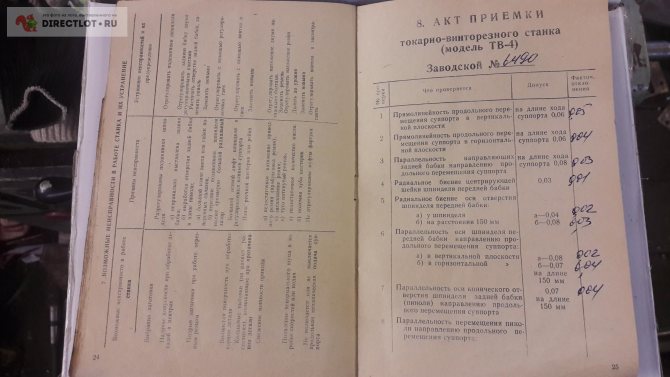
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
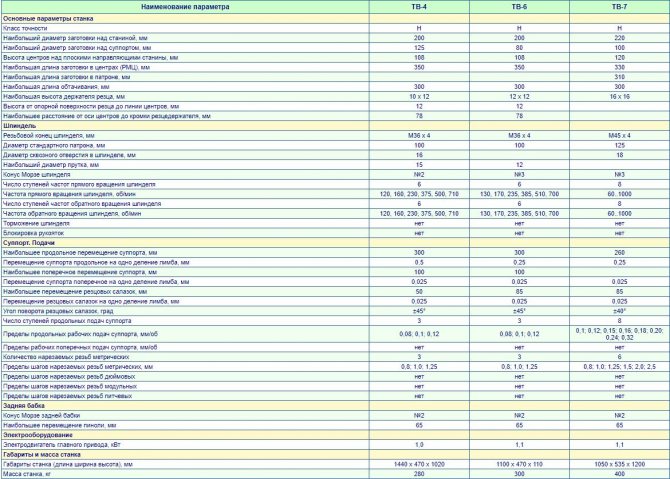
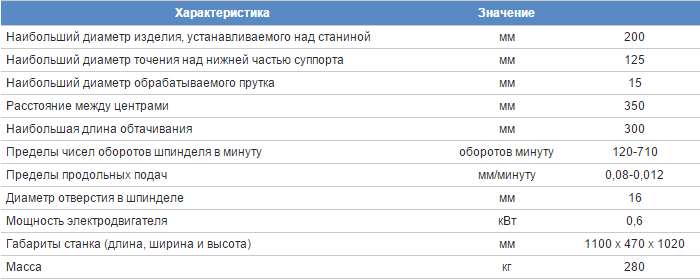
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.


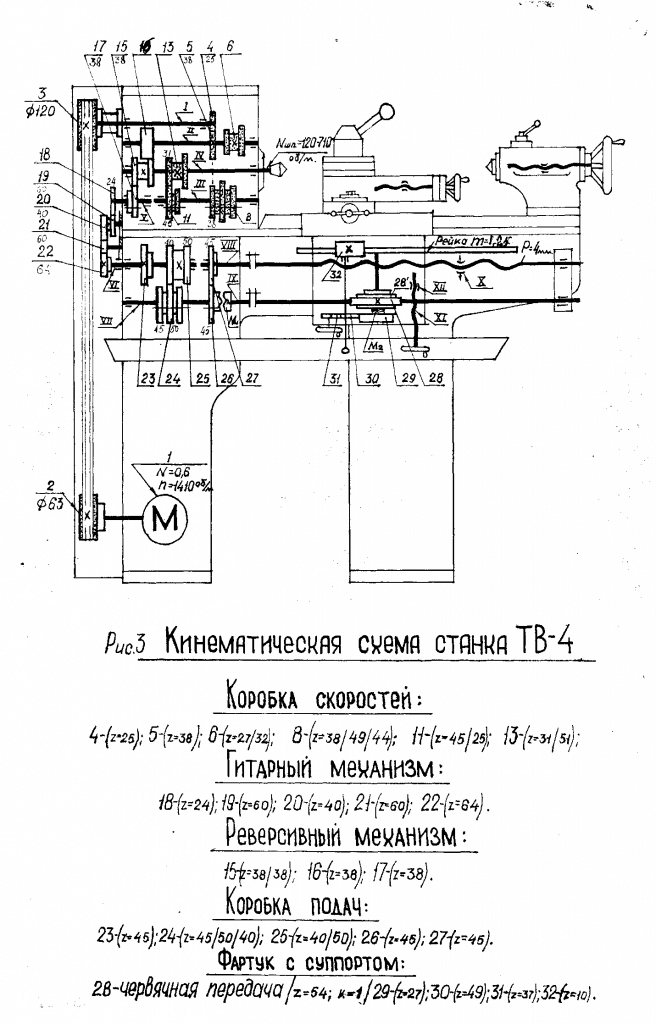
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
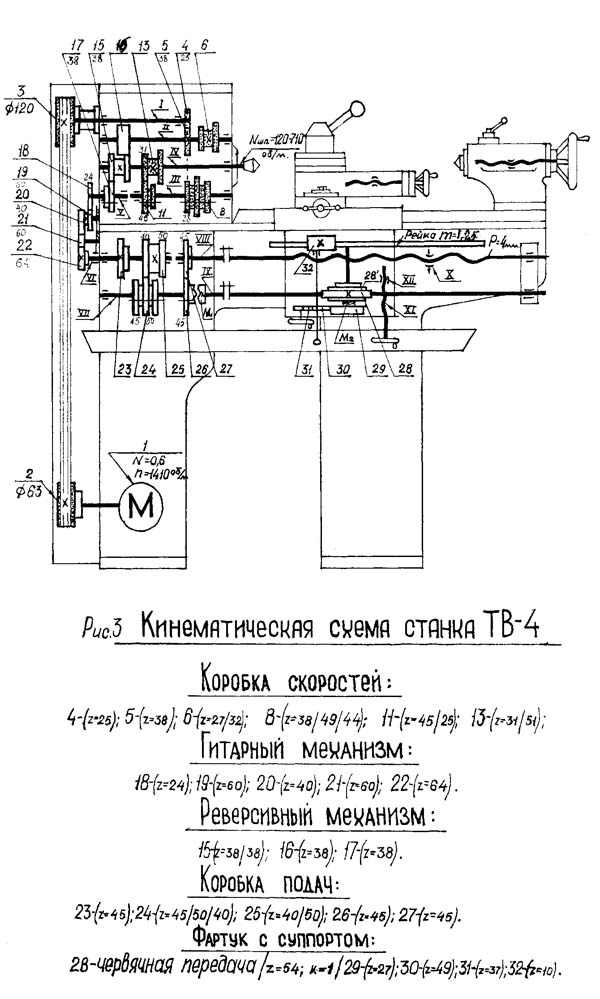
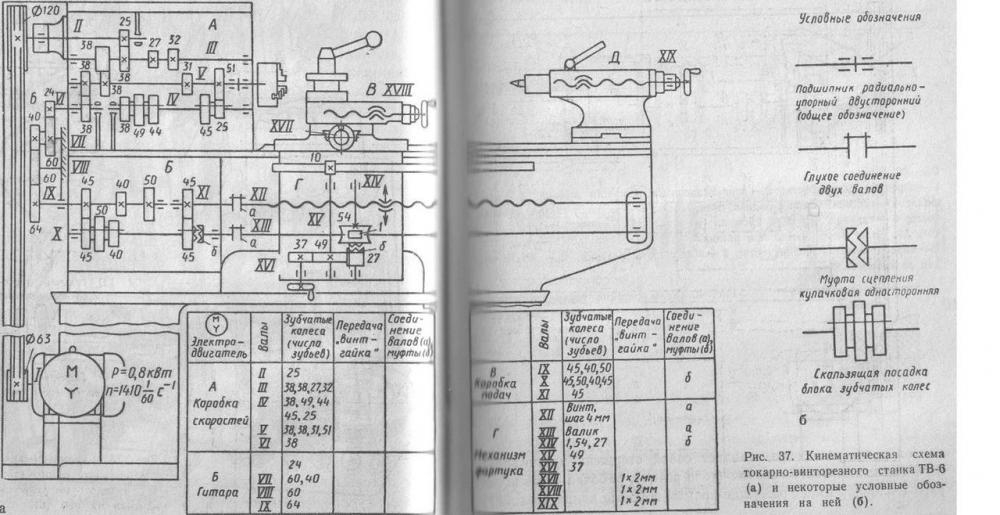
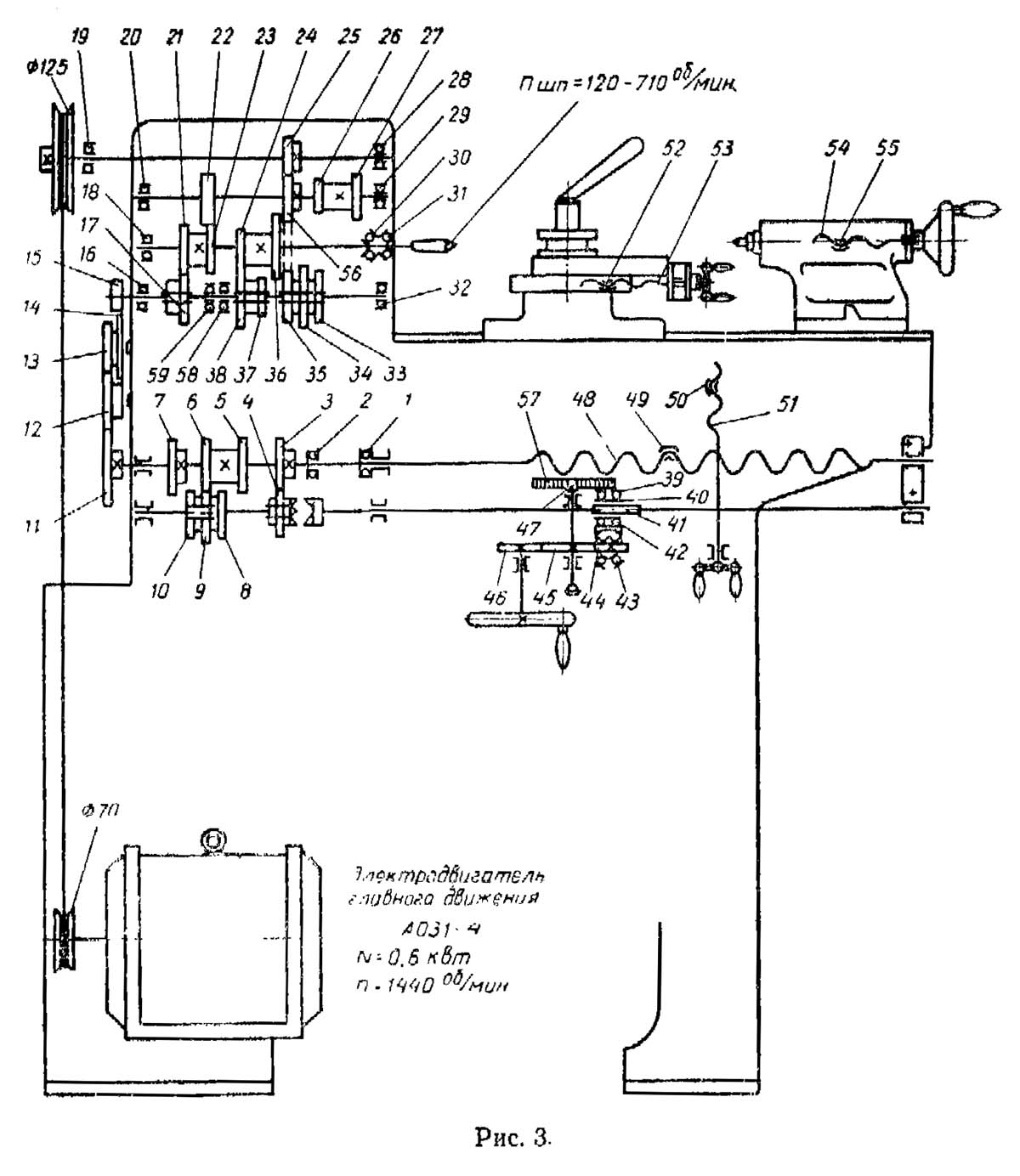
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
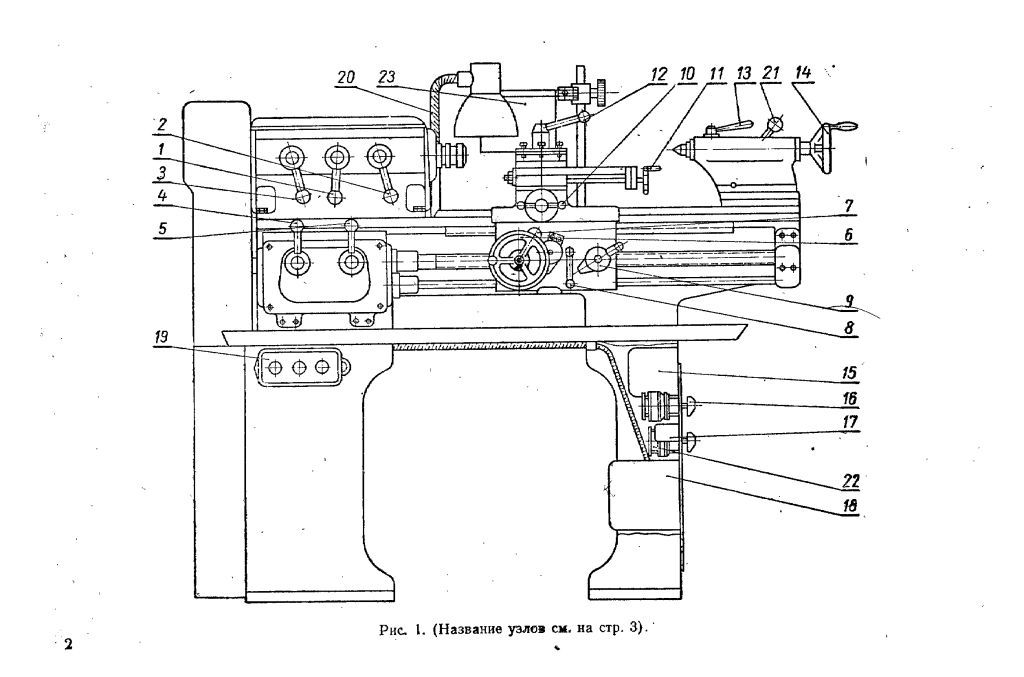
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.
Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе. Но, конечно же, в условиях школьных мастерских его модернизация силами учащихся и их преподавателей преследовала совсем иную цель, которая заключалась в повышении безопасности эксплуатации агрегата.

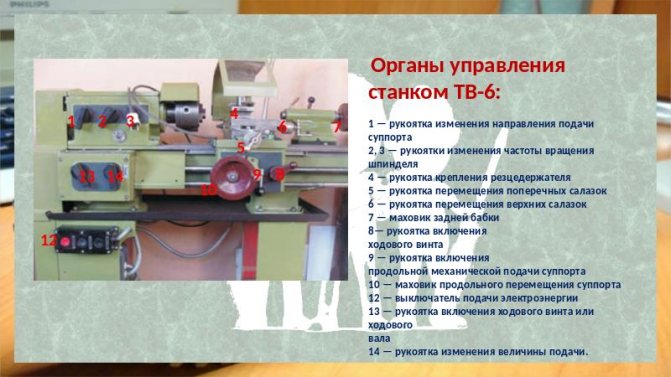
Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.

Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно). Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
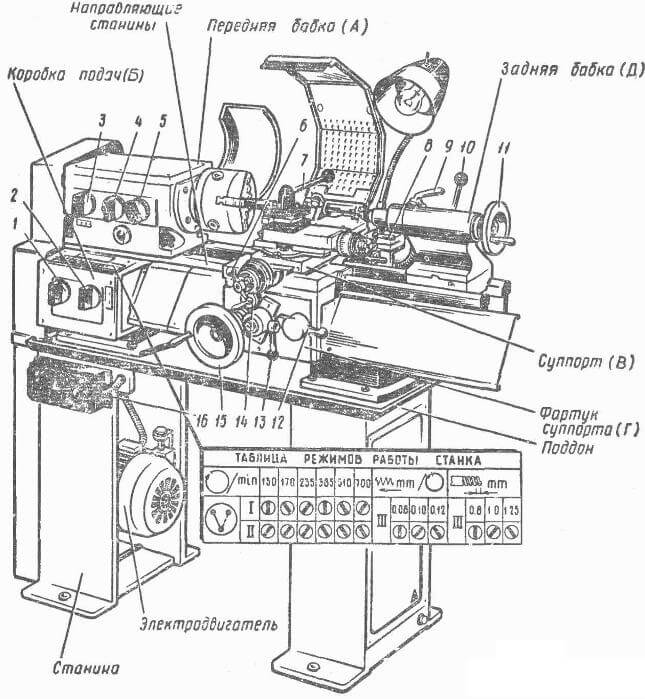
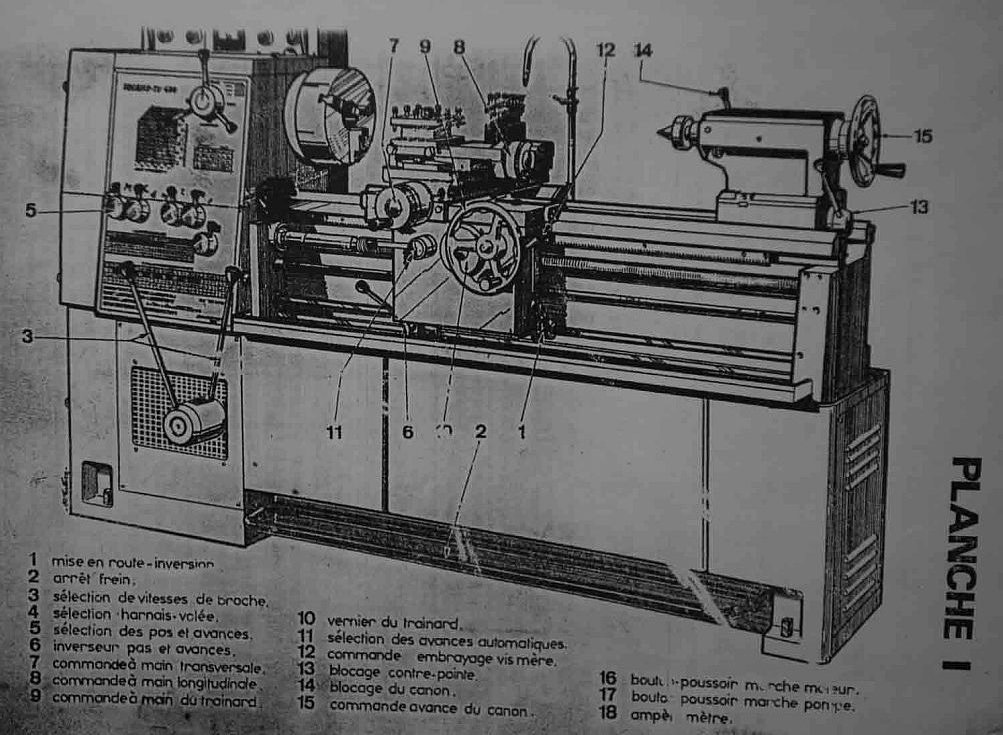
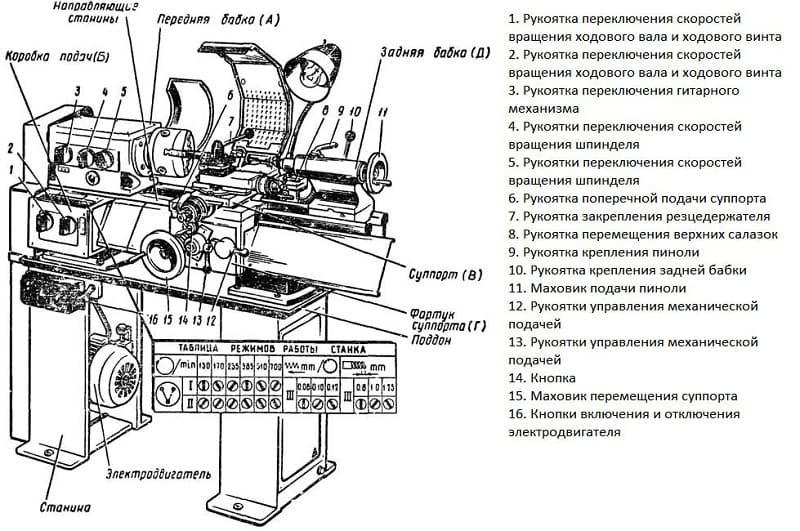
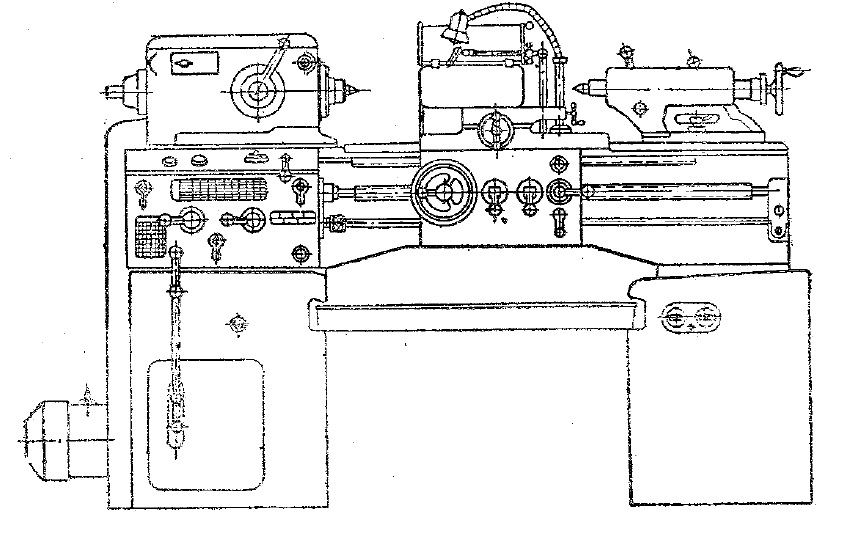
Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
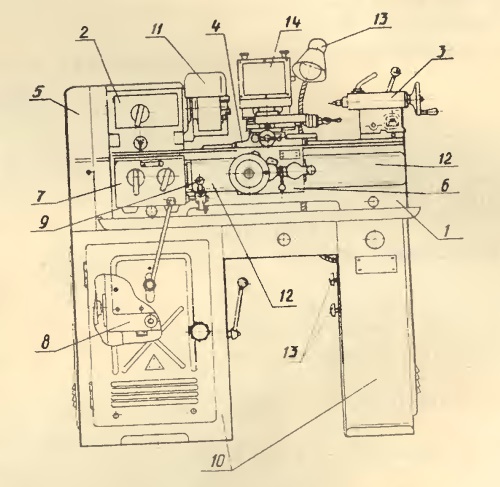

В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Используется для размещения в ней щитка с электрическим двигателем.
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.
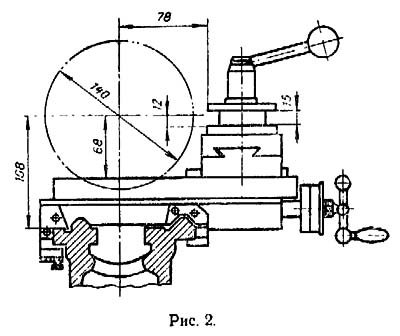
Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.
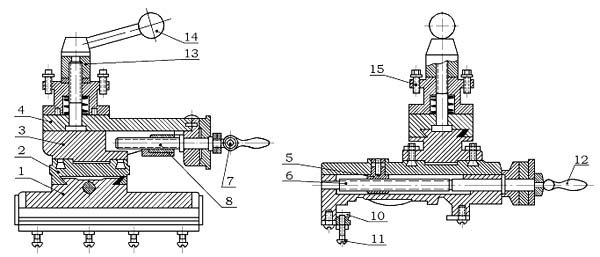
Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.
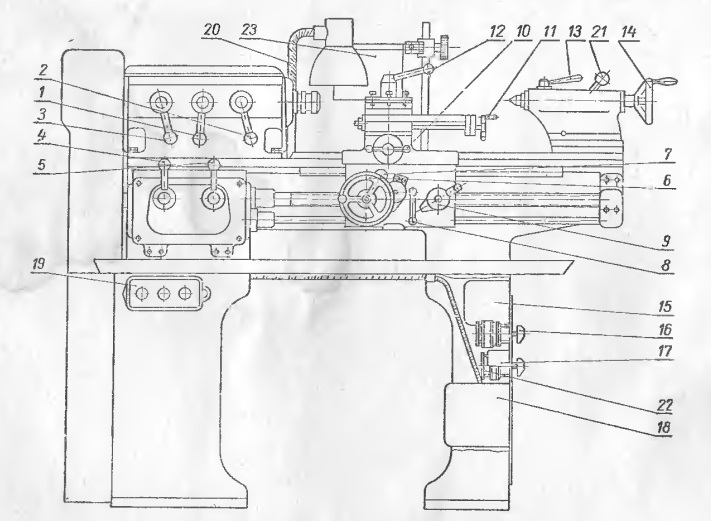
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
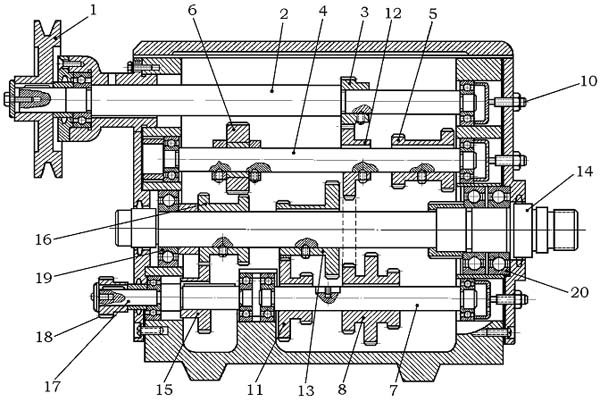
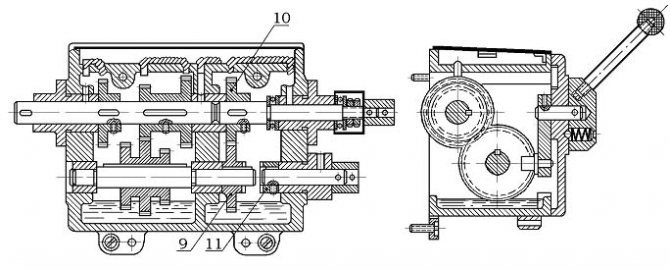
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Правила эксплуатации

Так как станок по металлу относится к классу учебного оборудования его установку, наладку и эксплуатацию должны выполнять квалифицированные профессионалы. Перед процессом работы, учащиеся в обязательном порядке знакомятся с конструкцией оборудования, его техническими характеристиками, а также правилами по технике безопасности.
Для установки оборудования необходимо обустроить фундамент высотой 100 мм. Для этого можно использовать деревянные бруски или сделать бетонное основание
Так как в конструкции станка ТВ-4 не предусмотрены механизмы регулировки уровня — следует особое внимание обращать на отсутствие перепадов высот платформы. Альтернативным вариантом является монтаж специальных регулируемых опор. Кроме этого, важными моментами эксплуатации станка являются:
Кроме этого, важными моментами эксплуатации станка являются:
- подготовка к работе. Оборудование очищается от антикоррозийной жидкости, заполняется емкость смазывающей жидкостью для коробки передач. При подключении к электросети обязательно обустраивается заземляющий контур, устанавливается УЗО;
- работа на станке. Сначала нужно проверить, чтобы все рукояти стояли в исходном положении. После этого можно приступать к предварительным настройкам токарной обработки. Заготовка фиксируется между передней и задней бабкой, выставляется расположение резца с помощью механизмов резцедержателя;
- профилактика. После выполнения работы в обязательном порядке удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования основных узлов и агрегатов. Перед запуском контролируется уровень масла.
В видеоматериале показан подробный обзор модели:
ТВ 4 хорошо известен многим учащимся средних школ Советского Союза, так как именно на нем они учились выполнять простейшие токарные операции.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей. При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО;
- Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя;
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.



Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
ТВ-7 Школьный токарный станок
Производителем станка ТВ-7 являлся Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.





