

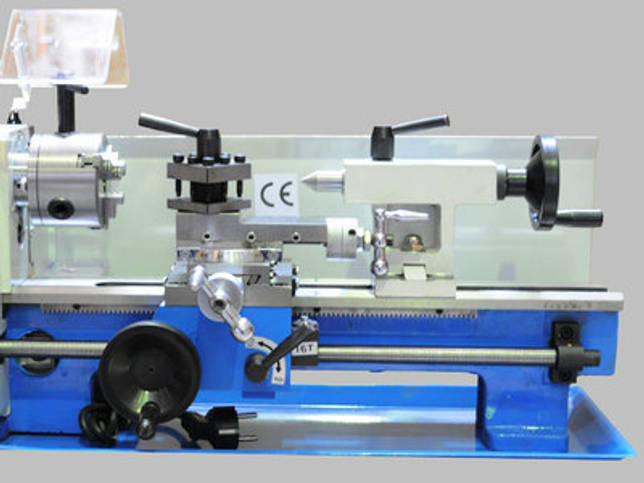
Механическая обработка
Существуют различные виды механической обработки металлов. Это самая большая группа способов обработки материала, в которых используются специальные инструменты и оборудование. Механическое усилие позволяет снимать с заготовки слой металла.
 Механическая обработка
Механическая обработка
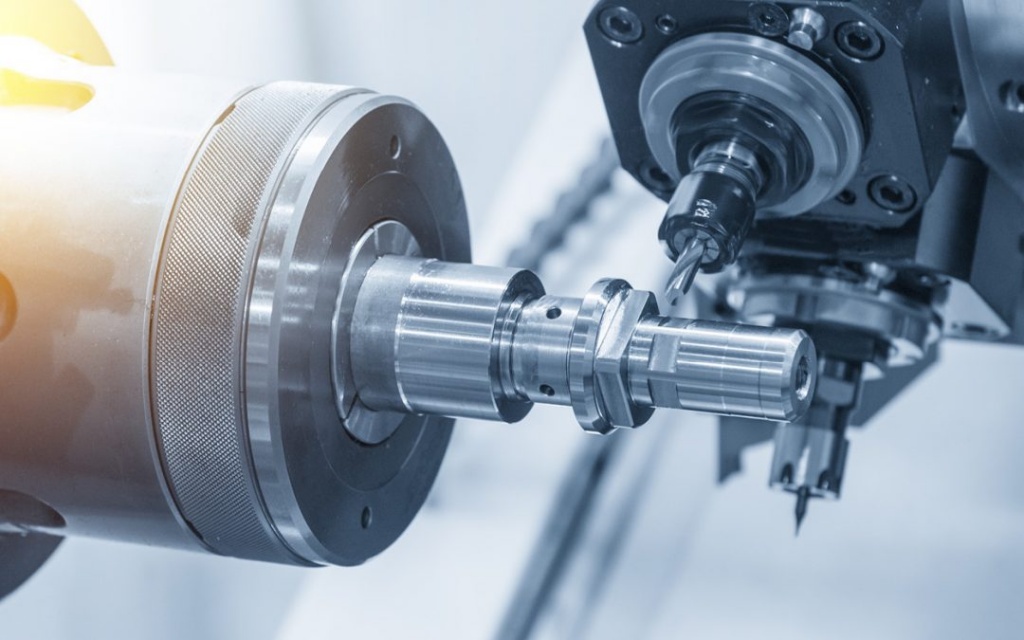
Сверление и точение
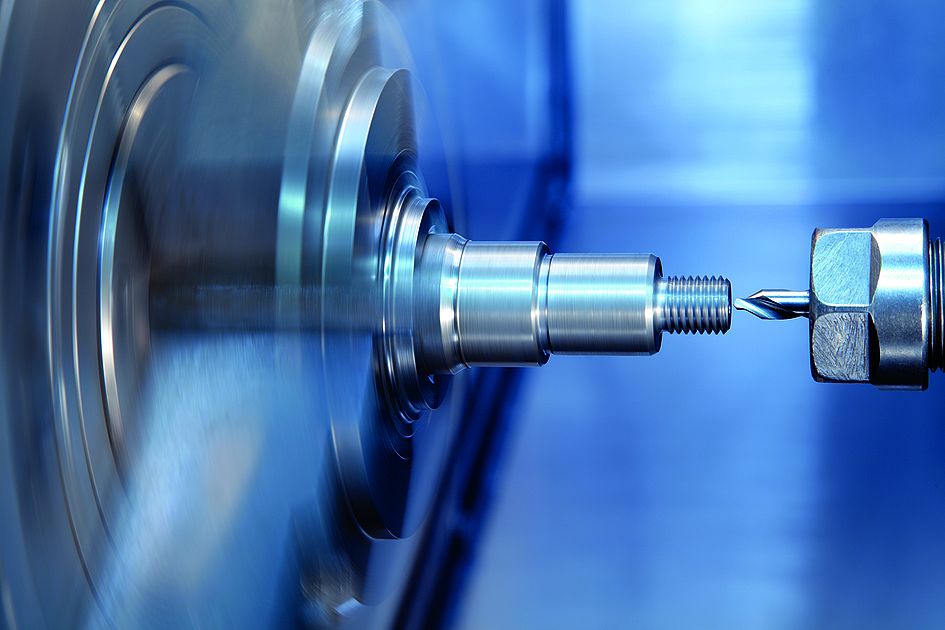
Сверление — это обработка металлов с помощью специального оборудования. Технология сверления делится на несколько этапов:
- Заготовка закрепляется на рабочем столе с помощью струбцин или тисков.
- В патроне рабочего инструмента закрепляется оснастка — сверло или мечик для нарезания резьбы.
- После включения электродвигателя, шпиндель раскручивает патрон. Оснастка проделывает в металлической заготовке отверстие нужного диаметра.
При выборе оснастки требуется учитывать характеристики обрабатываемого материала. Сверла выдерживают разные нагрузки.
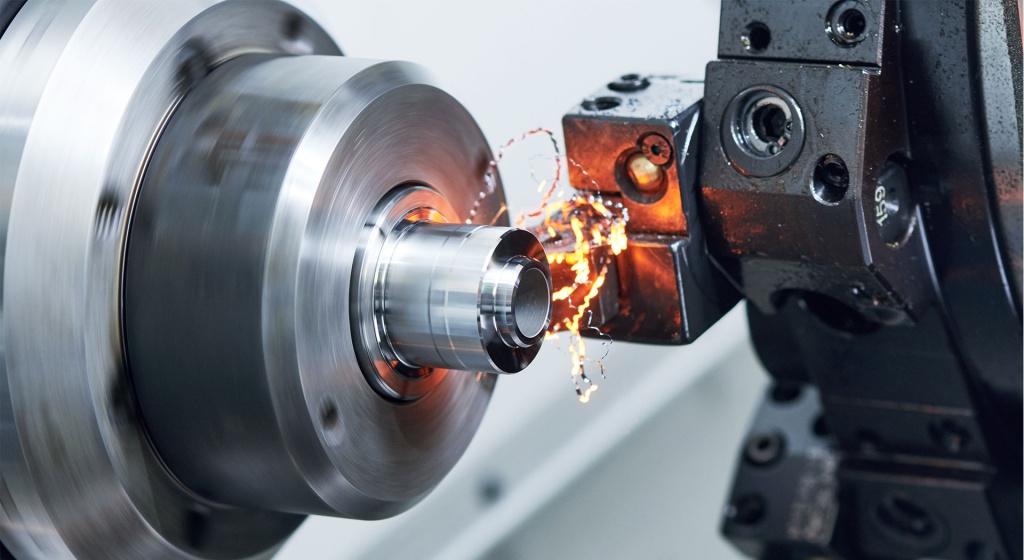
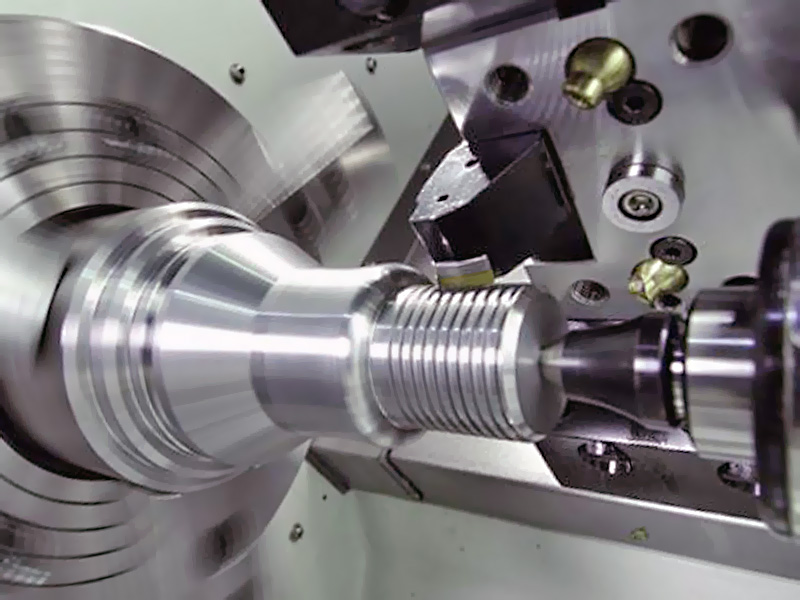
Ещё одни распространённым видом механической обработки металла является точение. С помощью этого технологического процесса создаются детали цилиндрической и конусовидной формы. Метод сверления:
- Заготовка закрепляется в подвижном шпинделе.
- После включения двигателя она раскручивает заготовку.
- Мастер подносит резцы для снятия слоя металла.
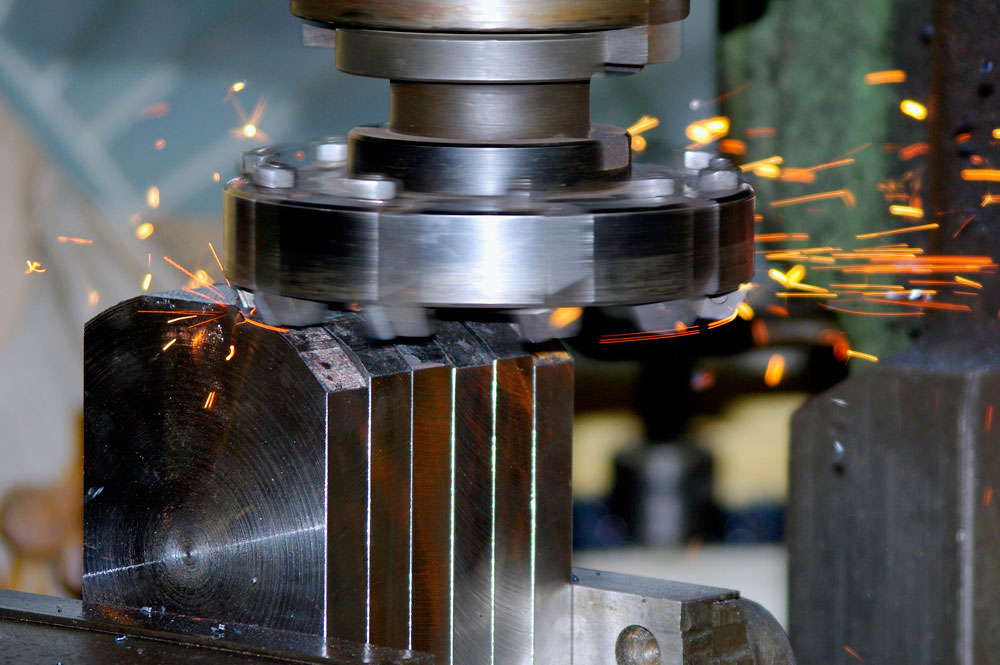
Шлифование и фрезерование
Ещё одним популярным способом обработки металла является фрезерование. Он похож на сверление. С помощью фрезы можно изготавливать различные углубления в металлических поверхностях, создавать резьбу, обрабатывать торцы заготовок. При вращении шпинделя оснастка снимает слой металла.
Также в процессе обработки металла и дерева используются абразивные материалы. Круг с напылением фиксируется на подвижном валу, которые раскручивается с помощью электродвигателя. От выбора фракции абразива зависит тип обработки. Чтобы очистить поверхность от толстого слоя ржавчины или металла, требуется использовать абразивные круги с крупными частицами. Для финишной работы подходит мелкая фракция.
 Шлифовальная обработка
Шлифовальная обработка
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

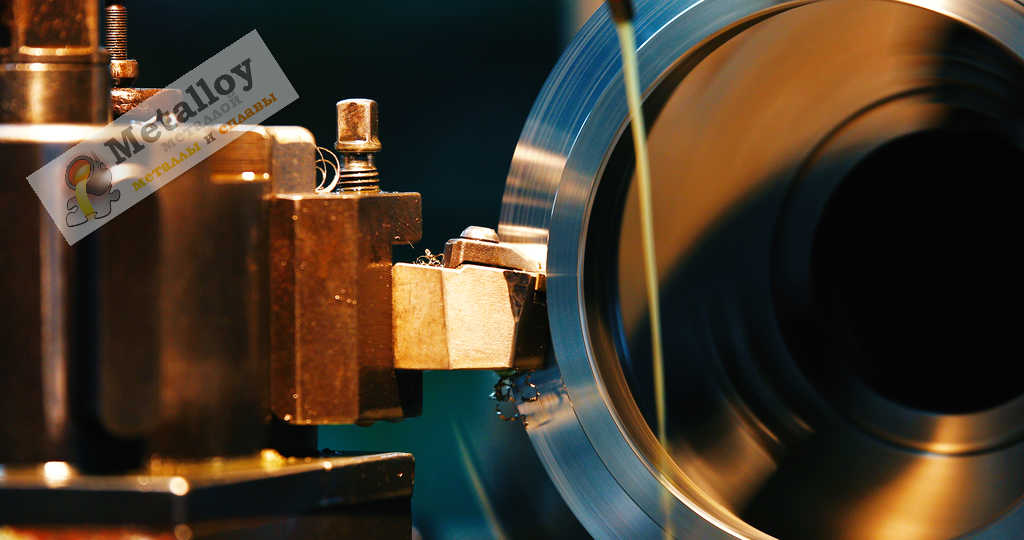
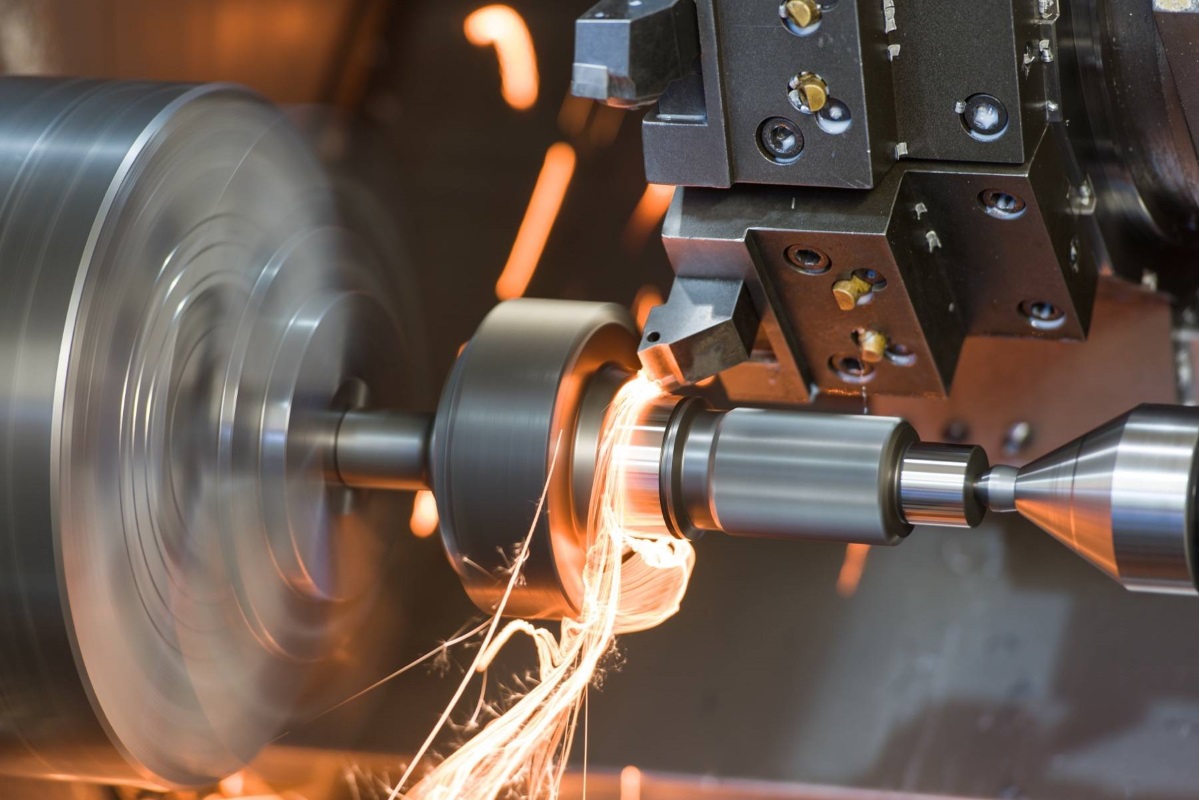
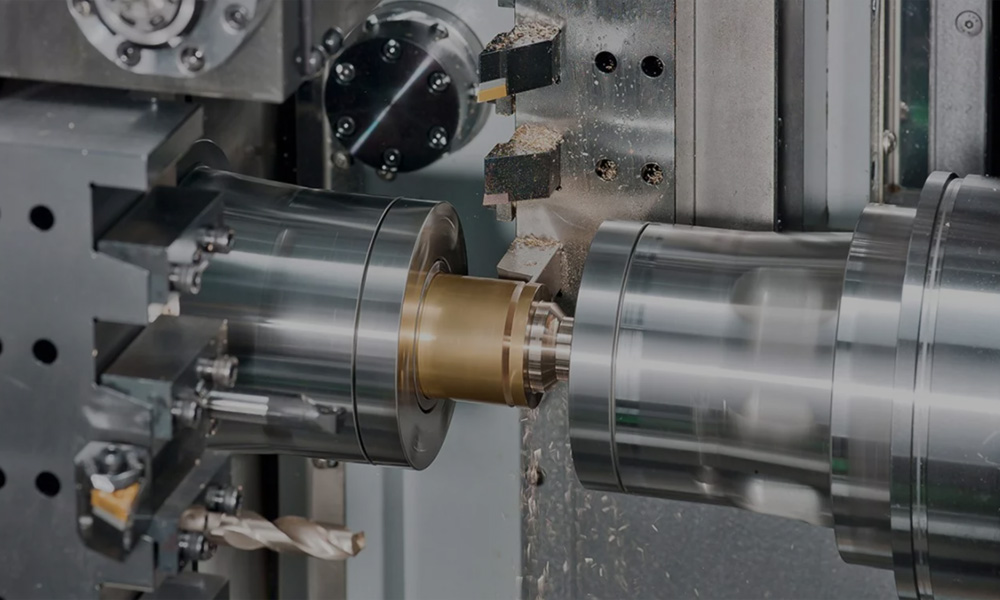
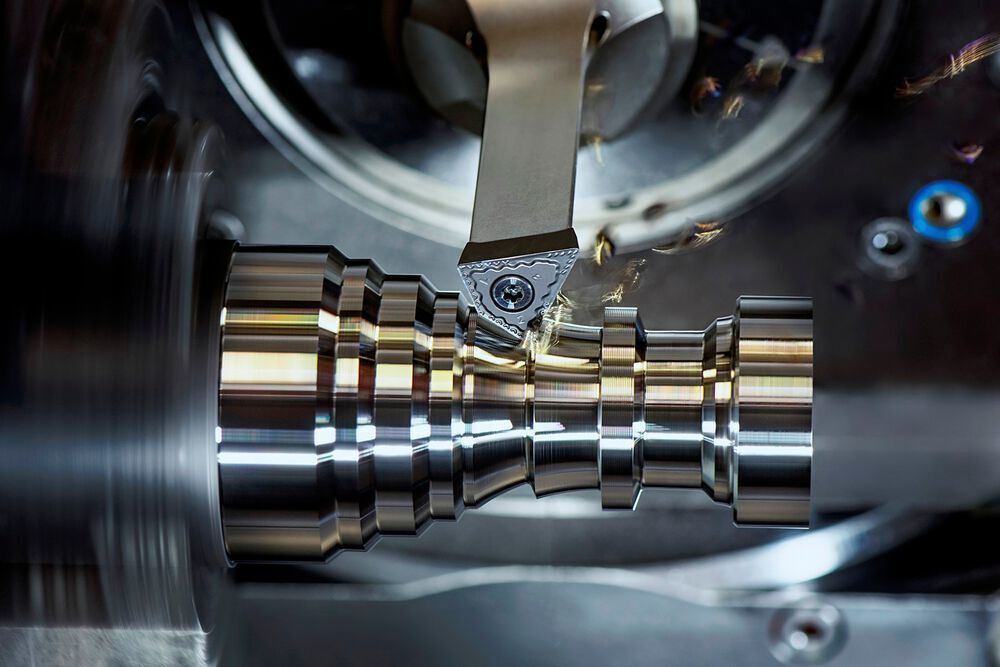
Токарная обработка
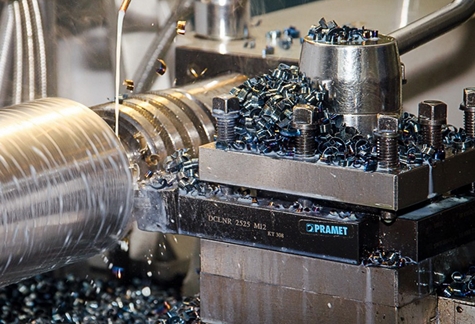
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Токарная обработка
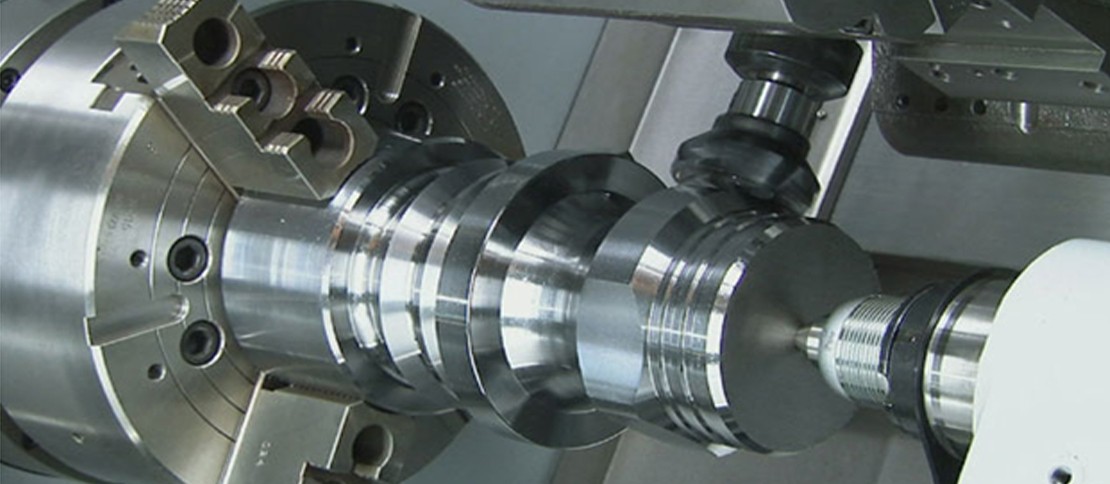
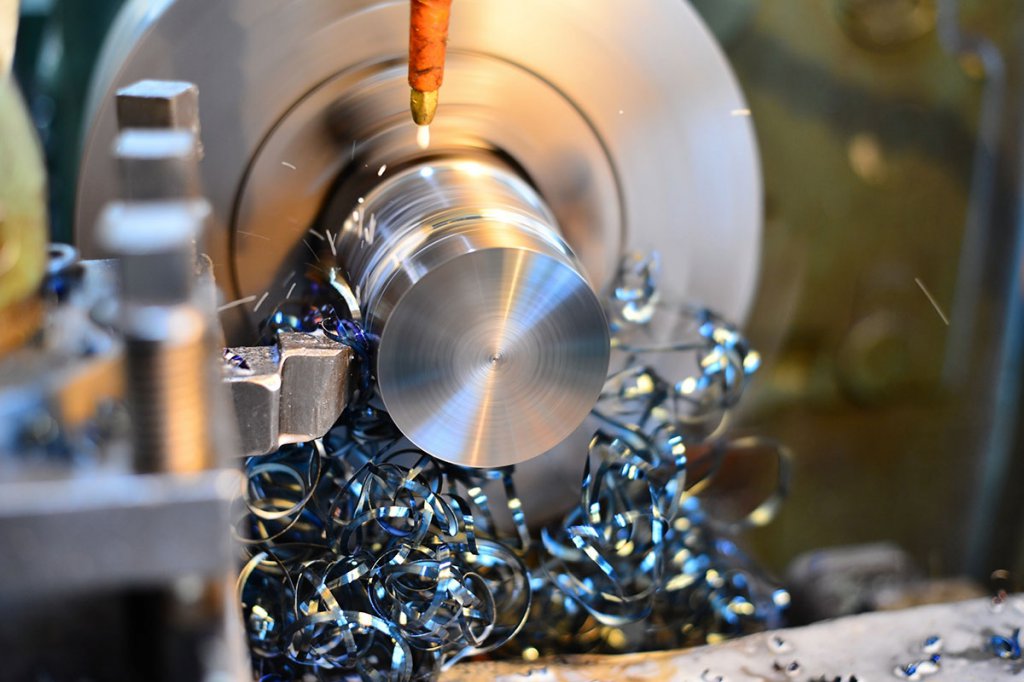
Технология токарной обработки металлов подразумевает использование специальных инструментов высокой технологичности резания. За счет сочетания приспособлений и их техники вращения, возможна работа с деталями разнообразных конфигураций.
Являясь одним из распространённых и доступных способов производства деталей вращения, токарная обработка производится с применением станков токарной группы. Данный технологический процесс основан на съёме лишнего слоя материала с вращающейся заготовки вследствие чего получается готовое изделие. При этом соблюдаются геометрические размеры и шероховатость поверхности согласно графического и текстового содержания чертежа.
Такая обработка осуществляется за счет точной комбинации двух движений:
- главного движения, т.е. вращения заготовки, закрепленной в патроне станка;
- движения подачи, которое совершает сам инструмент в процессе работы.
Различные вспомогательные инструменты и приспособления, которые задействованы на станках токарной группы, обеспечивают выполнение определенных задач, в зависимости от технологического предназначения. В этом деле, основными инструментами являются резцы, классифицирующиеся на: чистовые и черновые по характеру обработки; прямые и отогнутые по форме и расположению лезвий относительно стержня; проходные для проточки, подрезные для торцов, а так же расточные, фасонные, отрезные, резьбовые и канавочные.
Еще одним важным инструментом считаются свёрла. Несложно догадаться, что их используют для рассверливания и сверления отверстий разного диаметра в теле заготовок.



Имеется ряд дополнительных инструментов, которые также играют немалую роль в промышленном производстве, где требуется токарная обработка металлов:
- Обработку отверстий после сверления производят с помощью зенкеров по 11 , 12 — 13 квалитетам;
- Развертки обеспечивают чистовую обработку полученных отверстий – убирают шероховатости внутри, придают правильную округлую форму и пр.;
- Резьба, если не используются резцы, нарезается с помощью метчиков либо плашек.
- Не редко используются зенковки для получения конических или цилиндрических углублений.
На станках в металлообработке производят множество манипуляций с заготовками. Так, основными токарными операциями считают:
- Обточку конических и цилиндрических поверхностей детали или отверстий;
- Подрезку торцов;
- Нарезание резьбовых элементов внутри и снаружи изделий.
С помощью копировальных приспособлений на станках токарной группы, выполняют фасонную обточку тел вращения, расточку отверстий и пр. К слову, подобные виды работ можно выполнить и вручную, но, соответственно, время на изготовление будет затрачено намного больше.
Как предупредить возникновение брака при токарной обработке металла и устранить последствия ошибок
При токарной обработке металла могут возникать следующие виды брака.
- Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже.
- Обточенная поверхность приобрела овальную форму.
- Обработанная поверхность получилась конической.
- В результате токарной обработки была изготовлена деталь с неправильными габаритами.
- Часть поверхности не была обработана.
- Рассмотрим вышеперечисленные виды брака в деталях.
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже
Это происходит по следующим причинам.
- Задана слишком большая подача.
- Из-за износа подшипников шпинделя или неправильного крепления заготовки она сильно дрожит.
- Между отдельными частями суппорта увеличился зазор.
- Резец закреплен недостаточно надежно.
- Инструмент имеет малый радиус закругления.
- Резец плохо заточен.
- Материал детали слишком вязкий.
- Резец имеет неправильные геометрические параметры
Вышеперечисленные виды брака чаще всего устраняют путем снятия тонких слоев металла.
Обточенная поверхность приобрела овальную форму
Заготовка может приобрести овальную форму из-за биения шпинделя по трем причинам.
- Неравномерная выработка подшипников.
- Неравномерный износ шеек шпинделя.
- Попадание мелкой стружки или грязи в коническое отверстие шпинделя.
Эти проблемы решаются при:
- регулярных поверках станков;
- своевременных ремонтах оборудования;
- очистке передних центров и конических отверстий.
Обработанная поверхность получилась конической
Чаще всего это происходит при смещении заднего центра относительно переднего. Причиной данной проблемы чаще всего становится попадание мелкой стружки или грязи в заднее отверстие пиноли. Для устранения этой причины брака нужно:
- правильно установить задний центр;
- очистить центр и коническое отверстие пиноли;
- переместить корпус задней бабки на ее плите (при необходимости).
В результате токарной обработки была изготовлена деталь с неправильными габаритами
Габариты полученной детали чаще всего не соответствуют заданным из-за:
- неточной установки глубины резания;
- неправильного измерения при снятии пробной стружки.
Если диаметр детали получился меньше требуемого, то брак не исправить. В кардинально противоположном случае снимают слои металла нужной толщины.
Часть поверхности не была обработана
Этот вид брака обычно возникает по следующим причинам.
- Неправильные начальные размеры заготовок.
- Недостаточный припуск на обработку.
- Плохая правка заготовки.
- Неправильная ее установка.
- Плохая выверка.
- Неточное расположение центровых отверстий.
- Смещение задних центров.
Обычно такой брак исправить не удается. Чтобы его избежать:
- следите за расположением отверстий;
- всегда проверяйте правильность установки задних центров;
- удостоверяйтесь в том, что заготовка надежно установлена;
- устанавливайте нужные величины припусков;
- измеряйте заготовки перед обработкой;
- тщательно их правьте пред закреплением в станках.
Разновидности операций
Виды токарных работ
Программируемые и ручные токарные станки позволяют мастеру (оператору) выполнять следующие операции:
Обтачивание цилиндрической поверхности — используется для придания нужной формы внешней части заготовки.
Обтачивание конической поверхности — резец размещается под углом к изделию, следовательно, при съёме металла образуется коническая форма.
Создание резьбы (например, метрической, дюймовой, многозаходной и пр.) – выполняется при помощи режущего резца. Он двигается по окружности, нарезая последовательные борозды на детали. Резьба может быть и внутренней, причём, изготавливают её не только при помощи резцов, но и метчиками.
Подрезка торца — уменьшение торцевой части детали
При настройке важно учитывать ориентацию инструмента, которая напрямую зависит от типа используемого резца.
Растачивание — выполняется при помощи резца расточного типа. Применяется, когда необходимо увеличить внутренний диаметр заготовки.
Отрезание и точение канавок — отрезным резцом мастер может врезаться в тело детали и может либо отрезать необходимую её часть, либо изготовить канавку заданной глубины.
Точение спиральных канавок — данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки
Подача резца в процессе обработки производится в радиальном направлении. Используется операция при изготовлении ступенчатых валов.
Обработка фасонной поверхности — осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр.
Токарные станки могут применяться и для сверления, зенкерования или развёртывания. В этом случае крепление инструмента (сверла, метчика, зенкера) выполняется на заднюю бабку станка.
Используется токарное оборудование и для отделочной обработки поверхностей. Для этого подходит процедура накатывания, осуществляемая при помощи специальных роликов.
Это интересно: Волочение проволоки: технология и оборудование — волочильные станы и станки
Обработка
Токарное точение характеризуется высокой точностью выполнения точильных задач. В отличие от других видов обработки, токарный тип дает возможность изготовлять с более высокой точностью детали из металла. Данная возможность обеспечивается благодаря:
- отсутствию зазоров в конструкции станочных приборов;
- высокому показателю жесткости токарных инструментов;
- наличию более простой системы выполнения задачи;
- наличию датчиков, формирующих обратную связь;
- высокому показателю устойчивости к воздействию вибрации.
Перед различными работами узлы агрегата разогреваются, благодаря чему коэффициент тепловой деформации сводится к минимуму. Обрабатывающие станки с системой числового программного управления по металлу имеют прочную конструкцию и обладают точным перемещением рабочих механизмов.

Исправная работа оборудования гарантируется управляющими комплексами. Конструкция токарных станков с ЧПУ предполагает три вида подобны комплексов. Каждый из них имеет свои отличия и особенности:

![Токарная обработка металла и деталей [скорость, режимы]](https://domdetaley.ru/wp-content/uploads/1/c/b/1cbaaee0504b140b69630321d9d5d145.jpeg)



- контурный – обеспечивает токарную обработку криволинейным способом по заданной программе;
- позиционный – выполнение задачи осуществляется посредством задачи конечных координат;
- адаптивный – объединяет в себе особенности обоих предыдущих комплексов.
Выбор токарных аппаратов производится с учетом цели, для которой он предназначен. Определить, какой комплекс установлен на приборе, можно при помощи маркировки. Различаются всего четыре маркировки от Ф1 до Ф4. Устройства с маркировкой Ф1 дают возможность задавать координаты перед началом токарной работы. Устройства с маркировкой Ф2 имеют позиционный комплекс, а с маркировкой Ф3 – контурный. Для адаптивного комплекса отведена маркировка Ф4. Маркировка может сопровождаться дополнительным обозначением от С1 до С5. Чем выше этот показатель, тем более высокую производительность имеет обрабатывающий станок.
Выставка оборудования металлообработки
Выставка металлообработки представляет собой серьезное событие узкоспециализированной направленности, которое собирает вместе профессионалов этой области. Прогрессивное оборудование, новые методики обработки поверхностей, современное ПО, комплектующие – все это представлено на организованной выставке. Здесь вас ждет: информация о последних научных достижениях, содержательное общение с экспертами и продуманная деловая программа.
Участники и посетители
Участниками события выступают компании с мировым именем, и малоизвестные производители/поставщики, которые стремятся к увеличению спроса и результативному товаропродвижению. Главная задача – демонстрация высокопроизводительной станочной продукции, инструментов, материалов и последних разработок в данной отрасли.
Среди посетителей выставки:
- генеральные директора и заместители;
- ведущие технологи;
- главные инженеры.
Здесь собираются профессионалы в таких промышленных отраслях, как судо- и машиностроение, металлургия, энергетика, строительство и так далее. Руководители производственных компаний и заводов выбирают высокопроизводительные станочные системы для эффективного выполнения поставленных задач.
Преимущества выставок
Каждая сторона получает выгодные положительные моменты, о которых поговорим подробнее.
Участники события могут в кратчайшие сроки:
- найти потенциальных покупателей, желающих приобрести специализированное оборудование и инструменты для металлообработки;
- увеличить число продаж;
- расширить территориальные границы продаж;
- устроить демонстрацию современных технологических решений и инновационных разработок компании;
- узнать непредвзятый анализ технических характеристик и эксплуатационных показателей выставленной техники;
- наладить общение с организациями-посредниками и руководителями компаний, применяющими предлагаемые станочные системы.
Для посетителей преимуществами станут:
- широкий ассортимент высокопроизводительных устройств;
- непосредственный анализ технических показателей;
- изучение последних разработок;
- проверка современных технологий в рабочем режиме;
- оформление сделок на выгодных условиях;
- рекомендации экспертов по правильному выбору металлообрабатывающей продукции.
Условия узкоспециализированных выставок позволяют участникам и посетителям начать деловые отношения, которые в дальнейшем приведут к долгому взаимовыгодному сотрудничеству.
Обработка давлением
Один из видов обработки металла давлением (ковка) получил широкое применение еще несколько тысячелетий назад. С тех пор технология совершила несколько серьезных скачков вперед, и теперь на производстве применяются и другие технологичные методы обработки металла давлением.
Суть этого метода проста — придать заготовке необходимую форму и размер под действием физической силы (давления). Для достижения этих целей применяют различные станки для обработки металла, каждый из которых соответствует конкретному методу.
Всего различают 7 методов:
- Ковка – участки заготовки нагреваются и подвергаются механической деформации;
- Штамповка – форма и размер заготовки изменяются под давлением специального штампа;
- Листовая штамповка – обработка листового металла;
- Прокатка;
- Волочение;
- Прессование;
- Комбинации первых 6-ти.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки
- Лазерная. Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
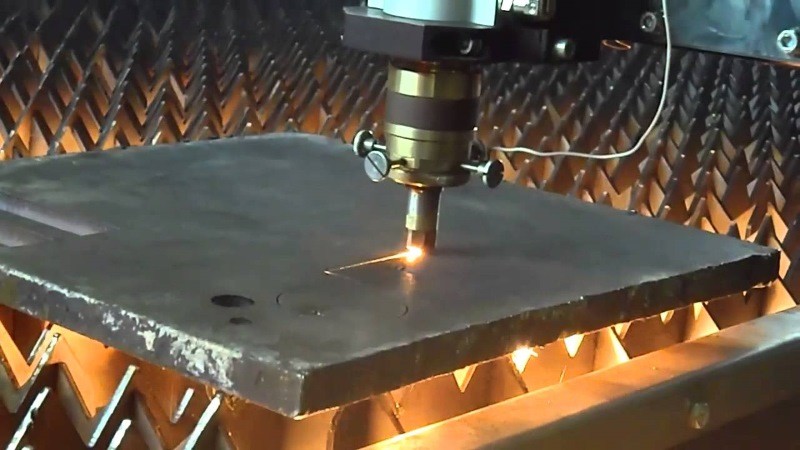
Лазерная резка
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Особенности обработки металла
Металлы, состоящие из разных компонентов, имеют свои показатели прочности и гибкости, другие характеристики. Их нельзя обрабатывать одними и теми же способами. При выборе метода воздействия на материал учитываются требования к изделию, которое нужно получить. Иногда приходится менять не только форму, но и технические характеристики сплава.
Существует 5 способов обработки металлических заготовок:
- механическая;
- химическая;
- электрическая;
- термическая;
- воздействие давлением.
Используя инструменты, предназначенные для механических работ, можно раскроить деталь, проделать в ней отверстие, отшлифовать. Зачастую в результате получается черновая заготовка, на которую дополнительно воздействуют давлением, высокими температурами.
Обработку стали твердых марок выполняют электрическим способом. Еще его применяют, если нужно проделать отверстия разной формы и размеров в металле, выполнить заточку инструментов. Данный способ предполагает использование станков разных типов.









Химическая обработка – это воздействие на заготовку разными составами (кислотами, щелочами), которые вступают в реакцию с металлическим сплавом. После завершения взаимодействия меняются физико-химические характеристики металла. Их улучшение зачастую и есть смыслом воздействия.
При термической обработке, как и при химической, улучшаются эксплуатационные свойства заготовки, повышается ее прочность.
Изменить форму детали, не нарушив при этом ее целостность, можно при помощи высокого давления. Работая с твердыми металлами (некоторые марки стали, к примеру), заготовку предварительно разогревают.
Вспомогательные инструменты
Процесс обработки имеет разностороннее действие, поэтому выполняется с учетом множества нюансов. Не всегда стандартной процедуры достаточно для полноценного выполнения задачи. Работа агрегата обеспечивается двигателем переменного и постоянного тока. Первый тип двигателя используется с мощными устройствами, второй – с более слабыми приборами. Токарные станки с двигателем постоянного тока требуют наличия вспомогательных инструментов.
Вспомогательные инструменты чаще всего необходимы при взаимодействии с металлическими заготовками. Существуют большое количество различных вспомогательных механизмов. Они отличаются по предназначению. С их помощью выполняется:
- загрузка;
- смазка;
- зажимы;
- уборка стружки;
- смена рабочих инструментов.
Инструменты могут иметь разную конструкцию и производительность, но выполнять одну и ту же задачу. При покупке дополнительного оборудования следует убедиться, что оно совместимо с используемым токарным станком.
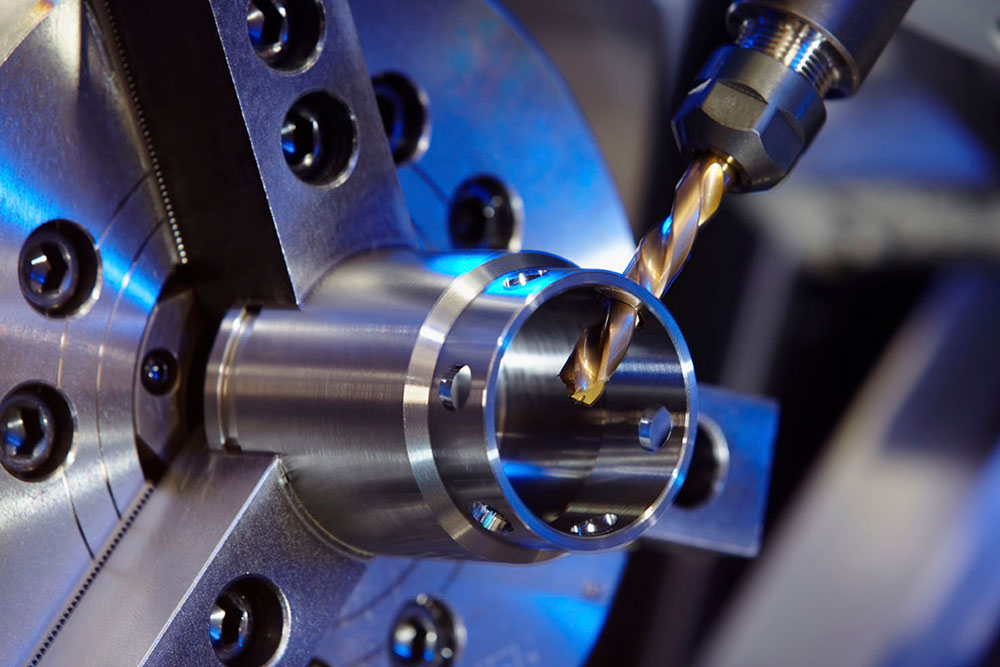
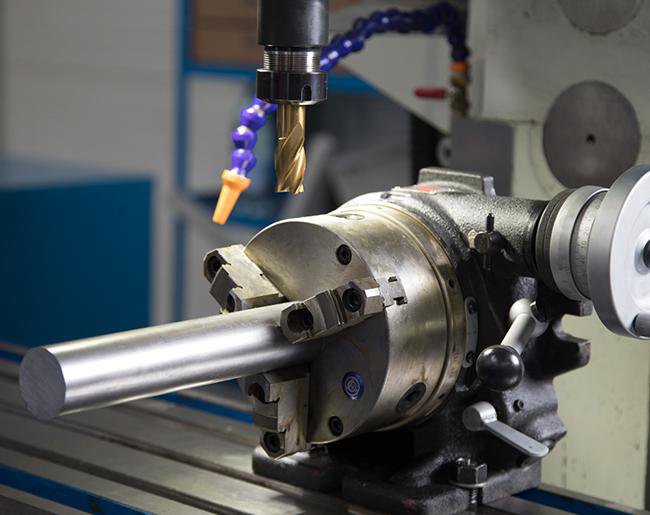
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.





