

Ножи для дробилок.
| Ножи для дробилок роторного, молоткового и агломераторного типов производства для отечественного и импортного оборудования изготавливаются по ГОСТ, отвечают всем требованиям технического регламента. Изготовим как стандартные, так и нестандартные ножи для дробилок. | |
Предлагаем следующие виды стандартных ножей:
|
Работа наиболее простых ножниц по металлу
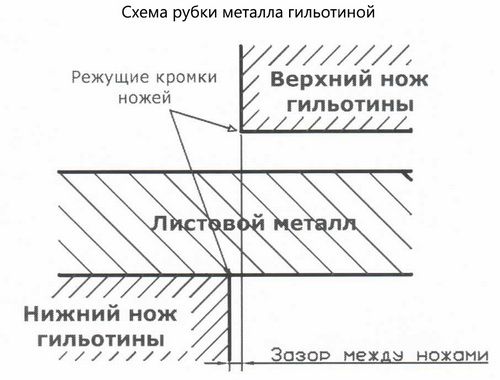
Принцип резки гильотинными (листовыми) ножницами заключается в том, что ножевая балка устройства, к которой прикреплена подвижная часть инструмента, по рабочему торцу должна иметь угол в 1,5…3°, вследствие чего резка металла происходит неодновременно по всей ширине. Это снижает усилие резки, но требует приёма, который бы компенсировал сдвиг листового металла (жести, плотного картона и пр.) при резке. Таким образом, потребуется надёжный прижим.
Основные узлы сабельной гильотины
Для привода самодельной гильотины можно применить электродвигатель небольшой мощности, поскольку энергоёмкость процесса невелика. Но по результатам расчёта максимального усилия резки часто достаточно и ручного привода, например, рычажного типа (в самодельных устройствах часто предлагается именно он). Потребуется также надёжное направление подвижных деталей в процессе резки, а также жёсткая опорная поверхность станины. В таком случае детали самодельной гильотины и само изделие не будут упруго деформироваться.

В чертежах обычно указываются пределы толщины и ширины листового металла, либо жести, на которые рассчитано устройство. Если же весь процесс получения листовых ножниц своими руками проводится самостоятельно, то проектирование начинают с уточнения силовых характеристик резки и выбора схемы механизма.
Исходными данными для выбора конструкции являются:
- вид материала, с которым будут производиться операции;
- предельные габариты листа по толщине, длине и ширине;
- точность разделения;
- предельные габаритные размеры ножниц;
- тип привода.
Типы листовых ножниц
Конструктивные отличия рассматриваемой техники определяются требуемой точностью резки и качеством зоны разделения. Главное влияние на точность оказывает величина зазора между подвижным и неподвижным ножами. В практике применения величину зазора устанавливают в пределах 3…6% от толщины материала изделия. Точность разделения обеспечивается лишь в том случае, когда для изготовления ножей применяют качественные инструментальные стали марок У10А или 6ХС, с закалкой до твёрдости 56…60 HRC. Изнашиваются различные части инструмента неравномерно, поэтому его выполняют преимущественно составным, из отдельных секций
Особенно это важно при резке нержавейки и иных сталей повышенной твёрдости
Гильотинные ножницы с механическим приводом требуют хорошего состояния направляющих. Поэтому для резки толстолистовых профилей часто используют гидравлические ножницы. Здесь направление и перемещение подвижных узлов выполняют два гидроцилиндра, плунжерные пары которых изготавливаются с весьма высокой точностью. Гидравлические ножницы отличаются плавностью хода и возможностью его регулировки. Отдельный механизм прижима здесь отсутствует, поскольку его функции принимают на себя плунжеры. Гидравлические ножницы, вследствие плавности хода ножевой балки, способствуют и снижению ударных нагрузок , поэтому стойкость инструмента увеличивается. Недостаток данного вида оборудования – его пониженная производительность (меньшее допустимое число ходов в минуту).
Гидравлическая схема удобна при изготовлении настольной компоновки агрегатов. Например, ножницы гидравлические ручные используются в быту для резки тонкой нержавейки, картона, фибры. Настольная конструкция может иметь ручной привод исполнительных элементов станка.
Гильотина для рубки металла, исходным состоянием которого является лист или широкая полоса – оборудование, отличающееся высокой степенью универсальности. Техника проста по конструкции и положительно отличается своим высоким эксплуатационным ресурсом.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Стоимость услуг по резке
Когда возникает необходимость в использовании гильотины, вы можете сделать ее своими руками, либо приобрести готовую.
Читать также: Расчет скорости вращения шкивов калькулятор
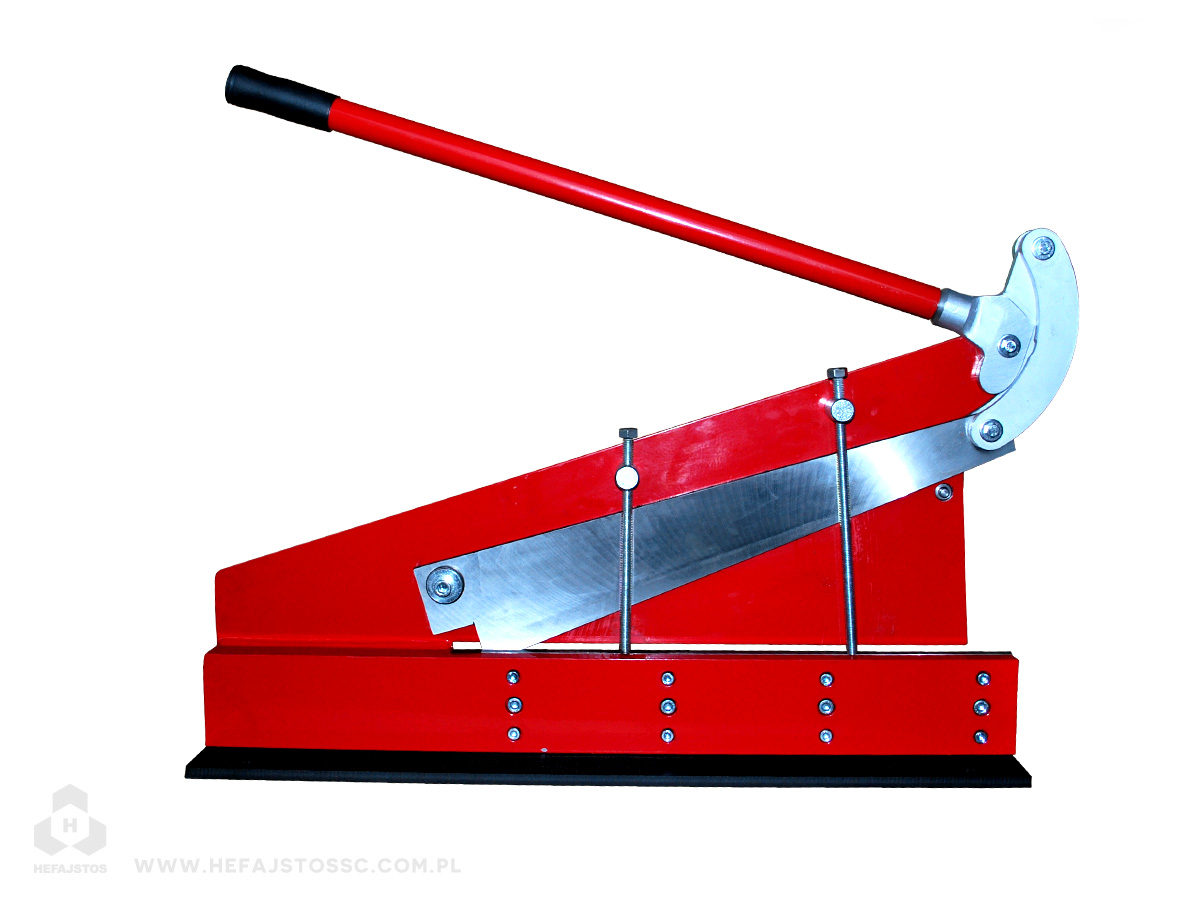
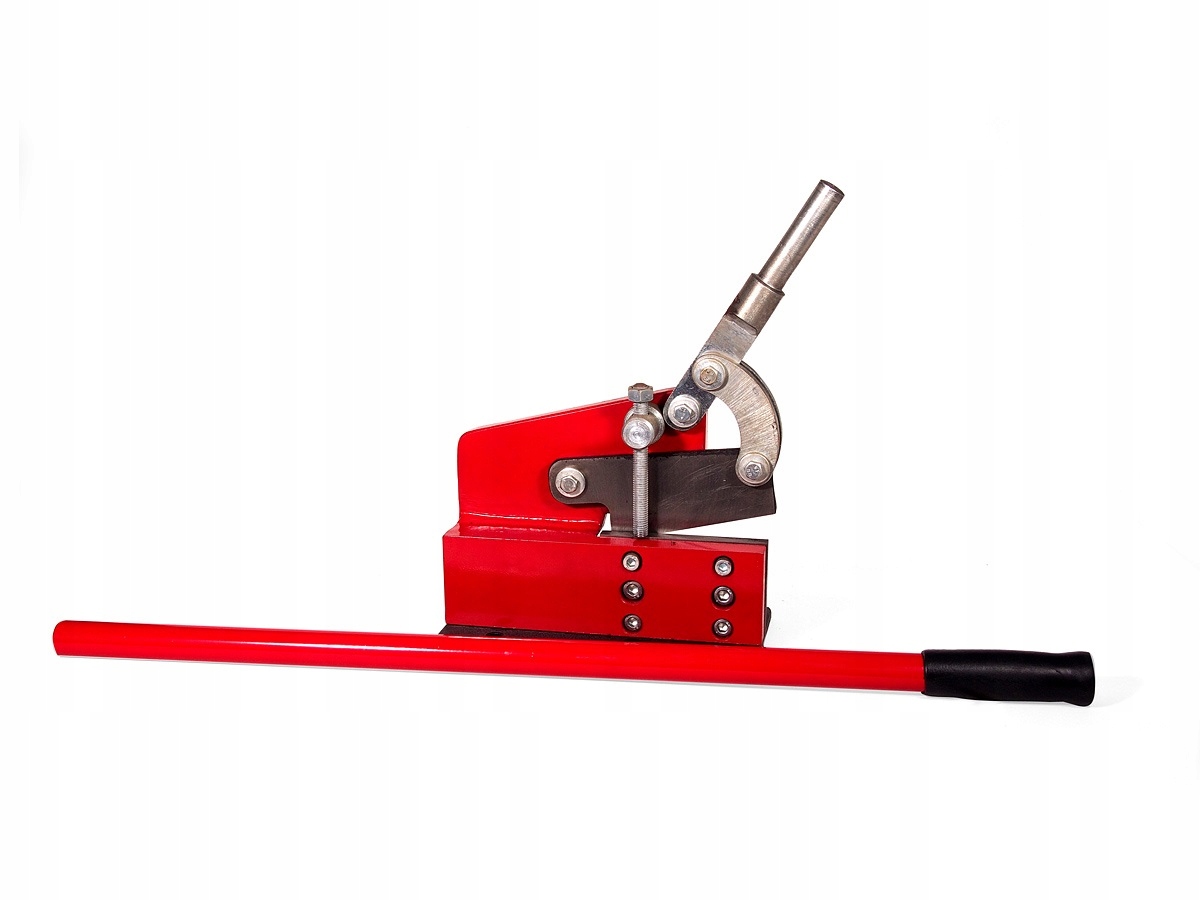
Самый простой вариант готового резака — это стационарная ручная гильотина, стоимостью ориентировочно десять тысяч рублей.
Однако ее недостаток в том, что ручная машина может резать листовой металл до 7 мм в толщину. Поэтому чаще используется для резки алюминия.
Листы профильного алюминия наиболее востребованный материал в строительстве в последнее время, его цена не высока, он прост в использовании, однако не редко требует резки.
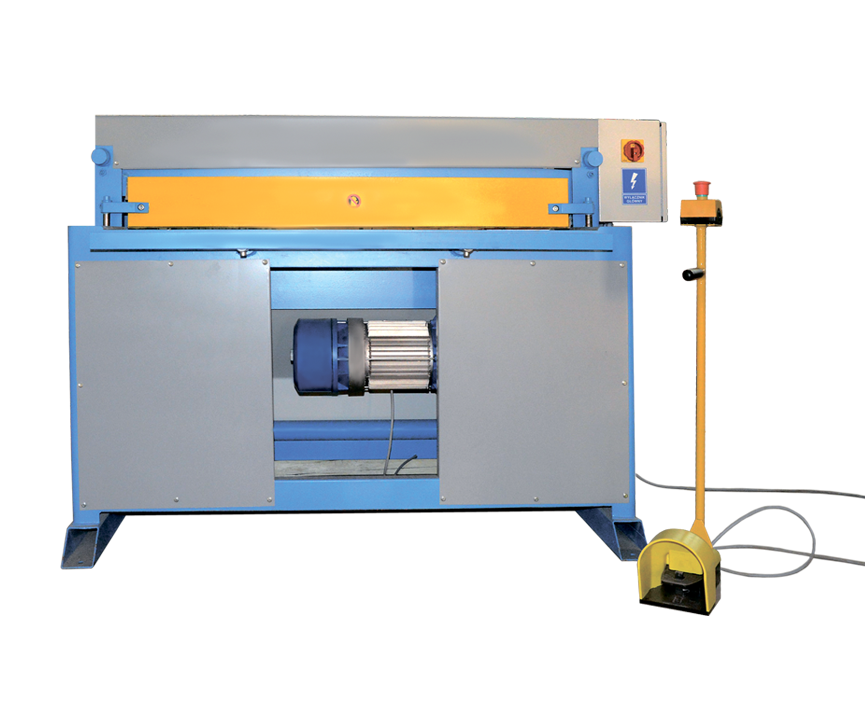
Из производителей, ручная гильотина которых отличается высоким качеством, можно отметить Stalex, Say-Mak. Дальневосточная компания Папшер выпускает ножницы для частного пользования, в их ассортимент входит не только ручная, но и электромеханическая гильотина. Цена на приборы на российском рынке доступна для среднестатистического покупателя.






К сожалению, электромеханическая гильотина, которая используется не на производстве, а в домашнем строительстве, хоть и имеет максимальную нажимную силу в 1400 Джоулей, резать сталь электромеханическая гильотина не сможет.
Рубка стальных листов своими руками возможна только гидравлическим типом.
За услугой по резке металла можно обратиться на любое металлообрабатывающее предприятие. Это относительно дешевый способ резки, при котором обязательно шлифуют места срезов специальным шлифовальным диском.
Например, фирма Bosh предлагает качественные ножи, функционал которых достаточно большой, цена их тоже высока, но при этом срок эксплуатации превышает срок эксплуатации аналогов в 4-7 раз.
Еще одним немаловажным свойством будет то, что производитель формирует ножи с алмазным напылением, которое позволяет длительное время не затупливать резак (примерно десять резок).
Металлообрабатывающие станки — дорогая и сложная техника, купить которую в состоянии не каждая мастерская, не говоря уже об отдельном человеке. Но многие из станков можно сделать самостоятельно. Например, ручная гильотина для резки металла своими руками — не столь и недостижимая цель. Все что нужно — умение работать со сваркой и некоторыми слесарными инструментами.
Естественно, совсем без финансовых вложений не обойтись. Ножи, к примеру, самостоятельно изготовить не выйдет никак. Это сложная деталь заводского производства, для которой требуется специальная сталь и станки для ее обработки. Но купить ножи для гильотины можно без труда на рынке, в интернете или в специализированных магазинах.

Если предлагают ножи для гильотины, отработавшие несколько лет на большом заводе, можете покупать, но с оглядкой на то, какой металл вы собираетесь резать на своем станке. Если кровельную сталь или профнастил, то покупайте без опасений. С таким заданием после заточки они справятся без труда. Но вот для резки арматуры, уголка или листа толще 1,5 мм потребуются новые ножи, без «рабочего стажа». Они стоят относительно недорого, и выбрать их можно как по длине, так и по углу заточки и высоте.
Многие умельцы под ножи используют различные металлические детали машин, например рессоры, сделанные из стали достаточной твердости. Но такие ножницы будут полезными только для грубого раскроя тонколистовой стали — добиться идеальной прямолинейности лезвия при отсутствии боковых отклонений в домашних условиях сложно, практически невозможно. Лучше остановиться на покупке ножей заводского изготовления. Особенности взаимодействия ножа и стального листа требуют особой прочности режущей кромки.
Разновидности станков
В зависимости от планируемого к обработке металла, его толщины, частоты применения станка могут использоваться разные типы устройств. В одном случае подойдет ручная установка, а в другом же способен помочь лишь электромеханический или даже гидравлический станок. На современном рынке можно найти огромное количество различных моделей с дополнительными функциями. Цена также многообразна. Однако существуют основные типы гильотин, которые получили основное распространение.
Ручная модель является наиболее простым устройством. Подобное оборудование без труда справится с тонким листовым металлом, пластиком, оргстеклом, плотным картоном и резиной. Функционирует она не питаясь от электрической сети, а с помощью рычажно-пружинного механизма. Большим плюсом является отсутствие необходимости подведения дополнительных коммуникаций.
Гидравлический станок применяется в основном на крупном и среднем производстве. Отличительной особенностью является высокая точность раскроя и резка металлических заготовок различной толщины. Точность резки гильотинный станок обеспечивает за счет массы конструктивных элементов.

Пневматическое оборудование также обеспечивает отличную точность реза. По принципу действия схож с предыдущим вариантом с той лишь разницей, что используется система со сжатым воздухом.
Механические ножницы доказали свою надежность и точность ни на одном предприятии. Потребляет минимальное количество электроэнергии. Движение создается электрическим двигателем и передается через вал непосредственно рабочим органам.
Электромеханическое устройство отличается наибольшей продуктивностью, так как высок КПД, высокая точность реза и невысокое энергопотребление.
Принцип работы гильотины
Прежде чем начинать собирать самодельную гильотину, требуется понимать принцип работы этого устройства.
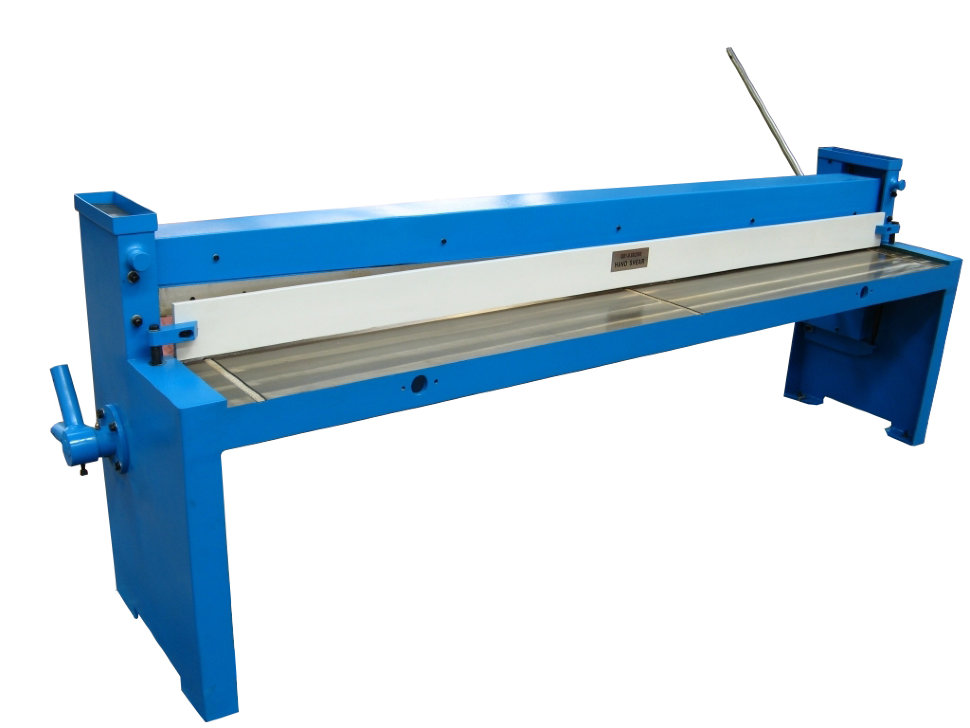
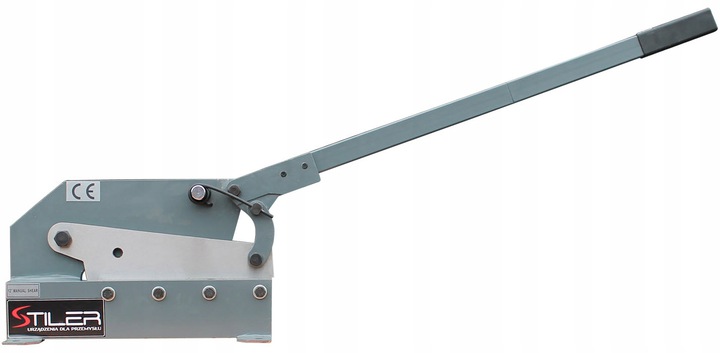
 Самодельная ручная гильотина
Самодельная ручная гильотина
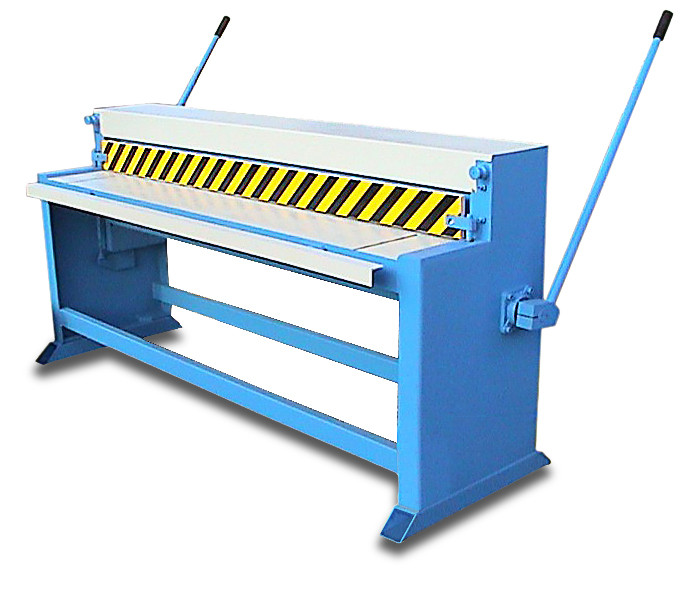
Под термином «гильотина» мастера понимают все устройства, назначением которых является резка листового металла или листов из прочих материалов. Гильотинные ножницы или обрубочные станки широко применяются в типографиях при обрезке краев бумаги или готового изделия.
Существуют ручные, механические и электрические гильотинные ножницы. В последнем случае дополнительной деталью является электрически привод, редуктор и вал. Следует помнить, что посредством гильотины удается добиваться исключительно прямых срезов, никаких вырезов применение подобного устройства не позволяет.
Что можно резать самодельной гильотиной?
Самодельные гильотинные ножницы способны функционировать как полноценное заводское оборудование. Это убеждение доказали многие домашние мастера, создавшие подобный станок в домашних условиях.
Наиболее распространенными модификациями являются устройства, имеющие прямое движение ножа и с изменением угла. В первом случае нож двигается в вертикальном положении и обеспечивает точную резку металлических изделий. Вторая модификация способна разрезать не только листовой металл, но и пруты арматуры и большие металлические уголки.
Самодельная гильотина имеет некоторые ограничения по габаритам. Это объясняется просто. Промышленное оборудование обладает различными типами привода (гидравлическим, пневматическим, электрическим). В самодельном устройстве привод выглядит как механический рычаг или педальный механизм. Приложенное же мастером усилие напрямую влияет на толщину разрезаемого материала.








![Гильотина для резки металла [механическая и электромеханическая]](https://domdetaley.ru/wp-content/uploads/1/2/0/120bc51d516932e824d4cf5b23db9549.jpeg)
Гильотина для резки металла, собранная собственными силами, может быть оборудована электромеханическим приводом. Гидравлику или пневматику на привод установить достаточно сложно.
Самодельная гильотина способна разрезать:
- Сталь листовая – черная и оцинкованная толщиной до 1,5 миллиметров;
- Сталь нержавеющая до 0,6 миллиметров;
- Алюминий;
- Пластмассу;
- Картон.
При конструировании оборудовании желательно учитывать планируемый к резке материал.
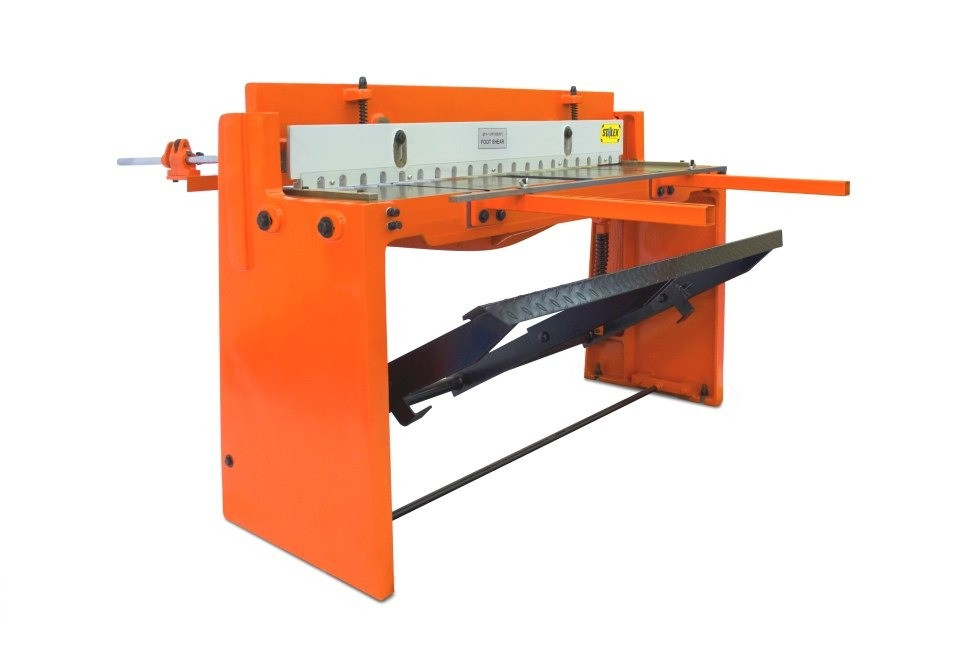
Механические самодельные ножницы
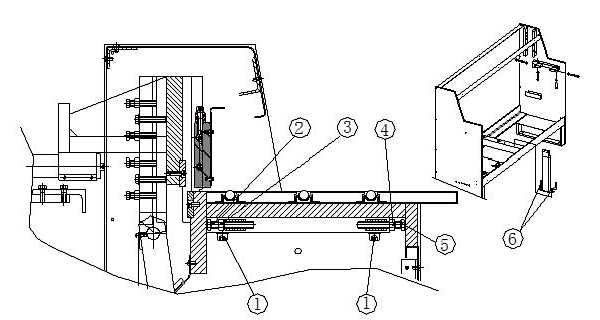
Вторым вариантом изготовления самодельной гильотины является создание механических ножниц. Эта конструкция состоит из следующих деталей:
- Опорного стола для размещения заготовок.
- Устойчивых стоек, выполняющих роль станины настоящего станка.
- Поворотной оси, снабженной подшипниками скольжения, обеспечивающих отсутствие зазоров при работе движущихся частей.
- Балки для крепления ножей. Они могут быть съемными.
- Нижних неподвижных лезвий.
- Рычага поворотного вида, необходимого для создания заданного усилия с целью перемещения балки с ножами при резке.
- Рычаг может иметь вид широкой педали, что сократит прилагаемое усилие.
- Фиксатора для металла.
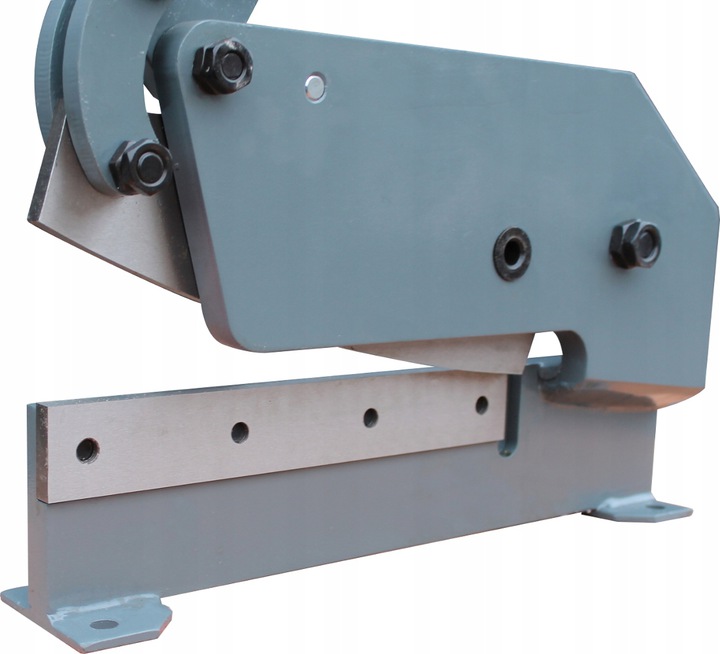
Ножи устанавливаются таким образом, чтобы соприкосновение с металлическим листом при резке происходило постепенно. Это позволит избежать поломки конструкции и деформации заготовки.
Для изготовления оптимальным является применение углеродистой стали высокой прочности с твердостью между 48 и 54 HRC. Режущая поверхность ножей затачивается под углом 85–90 градусов.
Конструктивно гильотина для резки металла представляет собой станину, на которой располагается градуированный упор, необходимый для проведения серийного реза материала. Дополнительно имеется нижнее лезвие, находящееся в зафиксированном положении и подвижное верхнее. Задняя часть представлена ограничителем, позволяющим регулировать глубину подачи материала.
Конструкция и принцип действия
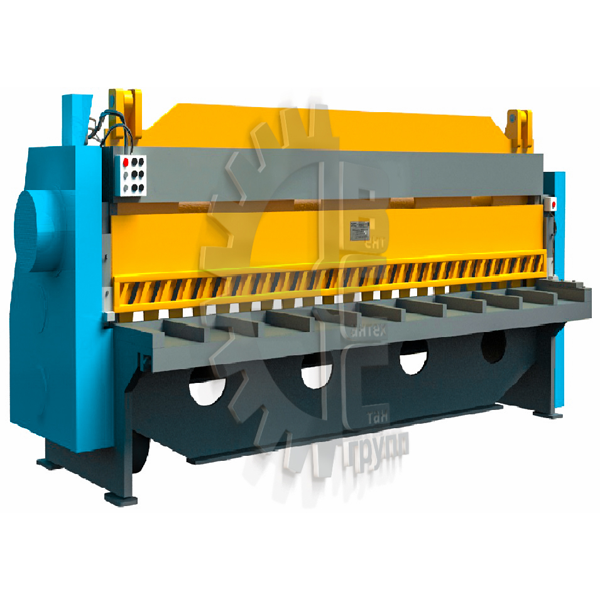
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.

При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.

Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.
Свойства и принципы работы
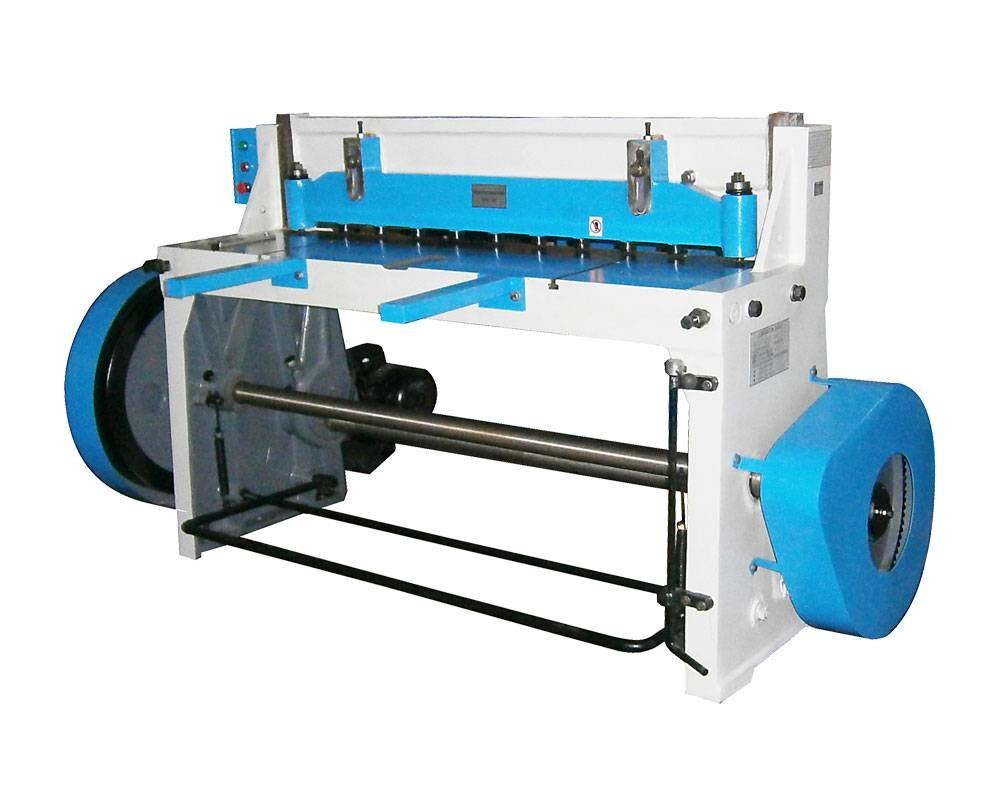
Механические гильотинные ножницы имеют массивную станину, которая изготовлена сварным методом. В основе устройства два ножа, закреплённых на балках. Балка, находящаяся на столе, всегда неподвижна, а относительно неё совершает возвратно-поступательные движения главный рабочий орган, представляющий собой подвижную верхнюю ножевую балку. Также на рабочем столе имеется задний упор, относительно которого отмеряется и устанавливается длина реза.
Кривошипно-шатунный механизм механических гильотинных ножниц приводится в движение электродвигателем. Электропривод, посредством передачи на ремне и шкивах, сообщает вращение маховику. От него через редуктор вращение передаётся на вал, вращающий кривошип, состоящий из двух параллельно перемещающихся шатунов. Именно шатуны перемещают вверх-вниз ножевую балку. Когда смыкается подвижная и неподвижная балка, выполняется рез металлического проката.




Закрепить лист металлопроката перед резкой на рабочем столе можно прижимным устройством. Оно же уменьшает распирающее усилие, которое возникает между ножами. Зазор между ними можно регулировать перемещением рабочего стола.
Режимы работы механических гильотинных ножниц
Гильотинные ножницы, выпускаемые нашим заводом, способны работать в нескольких режимах. В описании каждого конкретного устройства можно найти его параметры. Гильотинные ножницы с механическим приводом, представленные у нас, могут работать в режимах:
- многоходовом (автоматическом);
- одноходовом;
- наладочном;
- с ручным проворотом шатунов.
В условиях конкуренции на мировом рынке черной металлургии одним из главных условий существования и получения стабильной прибыли на Ашинском металлургическом заводе является использование современных технологий в производстве, которые позволят снизить себестоимость и повысить качество продукции.
ОАО `’Ашинский металлургический завод»- компактное, современное, многопрофильное производство, входящее в пятерку лучших поставщиков толстолистового проката из углеродистых, низколегированных марок сталей. ОАО `’АМЗ» является лидером на рынке прокатного производства аморфных и нано кристаллических сплавов. Завод является одним из крупнейших в России производителей специальных сплавов для нужд предприятий оборонного комплекса, нефтегазовой, химической, атомной, авиационной и космической отраслей промышленности. Основным ремонтным подразделением на любом предприятии является Ремонтно-механический цех (РМЦ). Его назначение — изготовление и ремонт запасных частей для основного и вспомогательного оборудования. РМЦ, как правило, имеет большой станочный парк: токарные, фрезерные, шлифовальные, зубонарезные станки и т. д. Так же на территории РМЦ располагается сварочный участок, где выполняются работы по ремонту деталей (трещин, дефектов литья, наплавке износостойких покрытий и т. д). На базе такого цеха можно выполнять как простые, так и сложные ремонты.
В курсовом проекте рассмотрены гильотинные механические ножницы в условиях ОАО `’АМЗ» расположенных в РМЦ.
Основное назначение механической гильотины — рубка листового материала. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются.
Гильотинные ножницы — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона.
Целью курсового проекта является рассмотреть текущий ремонт гильотинных механических ножниц. В данном курсовом проекте рассматривается общая часть, в которой: описываются гильотинные ножницы, конструкция и работа гильотинных ножниц, кинематическая схема ножниц, характеристика смазки ножниц, технические условия на ремонтные работы; специальная часть: описания ремонта, технологические расчеты, приспособления применяемое при ремонте, охрану труда, технику безопасности при проведении ремонта ножниц.
гильотинный ножницы смазка ремонт
Гильотинные ножницы — это первый и основной станок заготовительного производства для плоского металлического листа. Первый — потому, что с него начинается обработка листа. Основной — потому, что на гильотины приходится основной объем заготовительных операций. Другие разделительные операции (газовая, водная и лазерная резка) не могут сравниться с ножницами, как по производительности, так и по себестоимости.





