

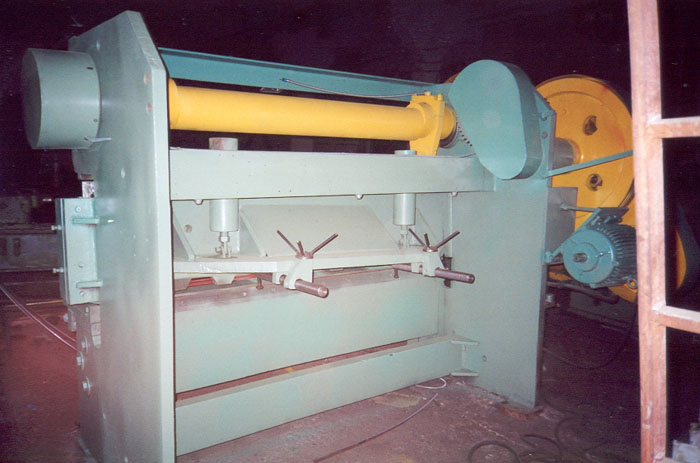
Детали сборки гильотинных ножниц, конструкционные особенности
Параметры гильотинных ножниц Н3121 с кривошипно-шатунным приводом обеспечили им очень широкое применение в свое время. Оборудование до сих пор используют в ремонтных цехах, на предприятиях машиностроительной отрасли, везде, где нужно резать относительно тонкий металл — до 12 мм.
При этом Н3121 обеспечивает впечатляющую производительность благодаря высокому количеству ходов ножа в минуту, что делает станок оптимальным вложением денег для получения максимальной отдачи от рабочего места. Вся конструкция гильотинных ножниц проста, узлы надежны, а сборка и регулировка не представляет сложности.
Порядок сборки
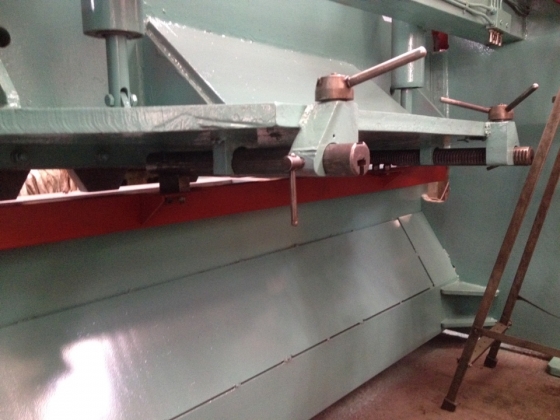
Двустоечная сварная рама, которая соединена воедино стяжками и собственно подающим столом, первой устанавливается на месте будущих ножниц и выравнивается. При необходимости используются анкерные болты для жесткого крепления конструкции к полу. Далее порядок установки основных частей следующий:
- монтируется подающий стол, который устанавливается непосредственно на стойки;
- при необходимости регулировки ножей, а именно — зазоров между лезвиями на подающем столе и балке — можно легко переместить стол, ослабив основные крепежные болты и поворачивая регулировочные;
- уровень стола выставляется с помощью прикручиваемых к нему ножек;
- стол оборудован удлинителями, на которых присутствует Т-образный паз для креплении упоров поперечной рейки. В случаях, когда необходимо осуществлять продольный рез заготовки со сдвигом листа, удлинители могут быть демонтированы.
Все решения, предназначенные для регулировки и подгонки, просты и надежны. Для случаев, когда необходима установка ножа при переточке, модель Н3121 имеет специальные подкладки, допускающие подшифовку для точнейшей установки режущего инструмента.
Другие методы регулирования
Все методики настройки и приведения механики Н3121 в идеальное рабочее состояние — испытанные и проверенные. Не возникает никаких проблем с креплением главного двигателя — его установка классическая, на подмоторную плиту, укрепленную на станине. Для уменьшения вибрации и уровня шума в этом соединении применены шарниры.
Натяжение ремней — с помощью гаек, которые меняют положение ушкового болта. Аналогичным простым способом регулируется сила прижима балки, фиксирующей заготовку при движении ножа — предусмотрены гайки, изменяющие натяжение пружины.
Меры обеспечения безопасности также основаны на применении надежных механических переключателей. При ненадлежащем положении дополнительного оборудования, ограничительных планок, решеток, упоров и других ключевых деталей безопасности — электрическая схема станка не позволит запустить двигатель.
ao-dolina.com
Чертеж ножа гильотинных ножниц Н3121-11-402

Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.










При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м2, так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Характеные неисправности ножниц кривошипных Н3121 и методы их устранения
В режиме одиночного хода ножевая балка не останавливается в верхней точке
| Изношена тормозная лента тормоза | Сменить ленту |
| Ослаблена пружина | Подтянуть пружину |
| На тормозной барабан попало масло | Удалить смазку с рабочей поверхности тормоза |
| Износ деталей муфты включения | Заменить изношенные детали |
| Разрегулировано электромагнитное управление | Отрегулировать электромагнитное управление |
| Износ деталей электромагнитного управления | Заменить изношенные детали |
| Не срабатывает муфта включения | Отрегулировать муфту включения |
При нажатии на кнопки или педаль не происходит включение ножниц
| Неполадка в электросхеме | Зачистить контакты, проверить исправность пускателей, проверить исправность предохранителей |
НК3416 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Машина нк3416 разработана в 1979 году и серийно выпускалась с 1980 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3416 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 4,0 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3416 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии “НД”, за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла нк3416:
- Наибольшие размеры разрезаемого металла – 4,0 х 2000 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..700 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – пневмо-пружинный дисковый
- Мощность электродвигателя – 5,6 кВт
- Вес ножниц полный – 3200 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.






Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Устройство и работа составных ножниц кривошипных листовых Н3121
- Станина
- Привод
- Балка ножевая
- Прижим
- Упор задний
- Валы приводные
- Муфта включения
- Уравновешиватель
- Электромагнитное управление
- Тормоз
- Ограждения
- Решетка защитная
- Электрооборудование
- Пульт управления
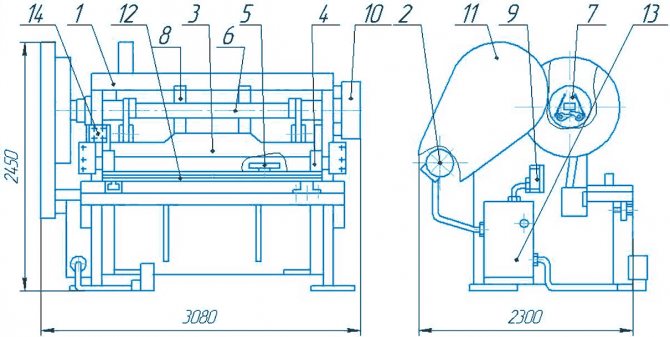
Ножницы приводятся в движение электродвигателем 1. Шкив 2, сидящий на валу электродвигателя, с помощью клиноременной передачи 3, приводит во вращение маховик 4. Маховик 4 закреплен на приводном валу I. На другом конце вала I закреплен инерционный маховик 10. На вал I посажена шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое закреплено на промежуточном валу II. Шестерня 7 посажена на другом конце вала II и находится в зацеплении с зубчатым колесом 8, внутри которого смонтирована муфта включения 9 с поворотными шпонками. Включение и выключение муфты производится электромагнитом 11, системой рычагов 12 и пружин, расположенных на крышке муфты. При включении электромагнита муфта передает вращательное движение эксцентриковому валу III, который через шатуны 13 приводит в возвратно-поступательное перемещение ножевую балку 14. При движении ножевой балки вниз прижимная балка 17 прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Для снижения динамических нагрузок предусмотрены уравновешиватели 15 ножевой балки. Подъем прижима 17 происходит при подъеме ножевой балки, когда упоры 18, установленные на ней, увлекают вверх прижим.
Для остановки ножевой балки 14 в крайнем верхнем положении служит тормоз 19, установленный на правом конце вала III.
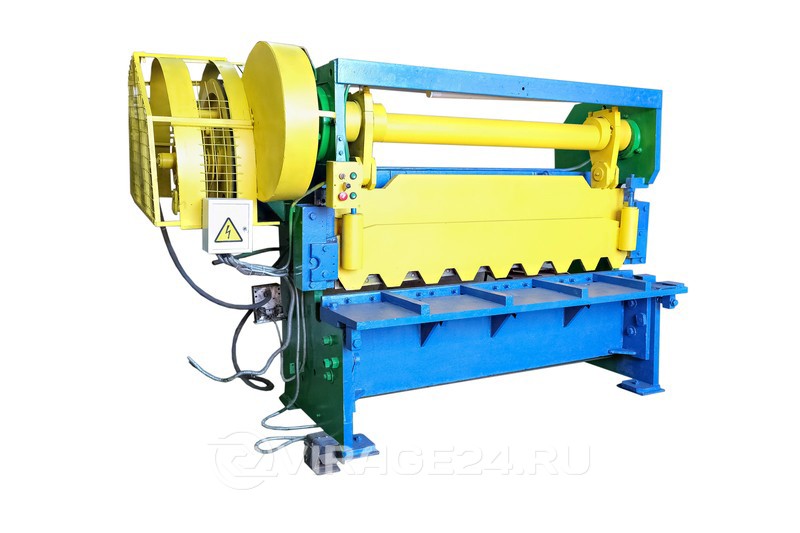
3 Гильотина НА3121 – характеристики и описание ножниц
Производится установка с параметрами, которые отвечают требованиям Технических условий 1983 года 2–041–1068. Используется данный станок, выполненный с верхним вариантом привода, чаще всего на заготовительных участках предприятий, занимающихся машиностроением.
Ножевая балка получает вращение от двигателя мощностью 17 кВт. Передается оно на эксцентриковый вал через тормозную муфту, передачу (клиноременную), редуктор (имеет цилиндрическую форму). После этого вращение поступает на кривошипно-шатунное устройство и только затем на балку.
Стол агрегата с нижними ножами, присоединяемыми к нему посредством винтов, опирается на стойки. Последние между собой скреплены гнутыми швеллерами, образуя станину. Зазор между нижними и верхними ножами регулируется передвижением стола по горизонтали.

Ножевая балка с ножами (верхними) представляет собой усиленную ребрами жесткости Г-образную сварную конструкцию. Боковые и передний упоры присоединены к столу. Задний упор монтируется на задней части ножевой балки, устанавливают его винтовым механизмом.
Пневматическая тормозная муфта фрикционного вида является жесткоблокированной, находится она на приводном валу (на левом его окончании). Уменьшение динамических нагрузок и компенсацию веса балки (ножевой) обеспечивают уравновешиватели (пневматические).
На подмоторной плите станка расположен электрический двигатель, который соединяется со станиной шарнирно. Тормоз насажен на коленвал (на правый его конец). Он обеспечивает периодичность приостановки станка за счет того, что шкив установлен к оси коленчатого вала эксцентрически. Торможение возможно в тот момент, когда балка (ножевая) достигает верхнего своего положения (силы инерции нивелируют явление ее забегания).

Паспорт на ножницы НА3121 дает описание и других составляющих частей и механизмов гильотины:
- электромагнитное управление: магнит начинает функционировать по команде оператора станка (нажатие на педаль либо кнопку на пульте управления), возможна и автоматическая его работа.
- муфта включения: расположена в ступице колеса (зубчатого) на коленвале, состоит из запорных и рабочих шпонок, двух неподвижных втулок и пружин;
- задний упор: необходим для выполнения резки листов в поперечном направлении, в его конструкции предусмотрены цилиндрические по форме рейки, передвижение коих позволяет устанавливать линию упора на требуемую дистанцию от кромки режущего инструмента;
- ограждение: необходимо для защиты вращающих частей гильотины, представляет собой четыре кожуха из стали толщиной 1,6 мм, они закрывают тормозной механизм агрегата, маховик передачи, шкив двигателя и приводные валы.
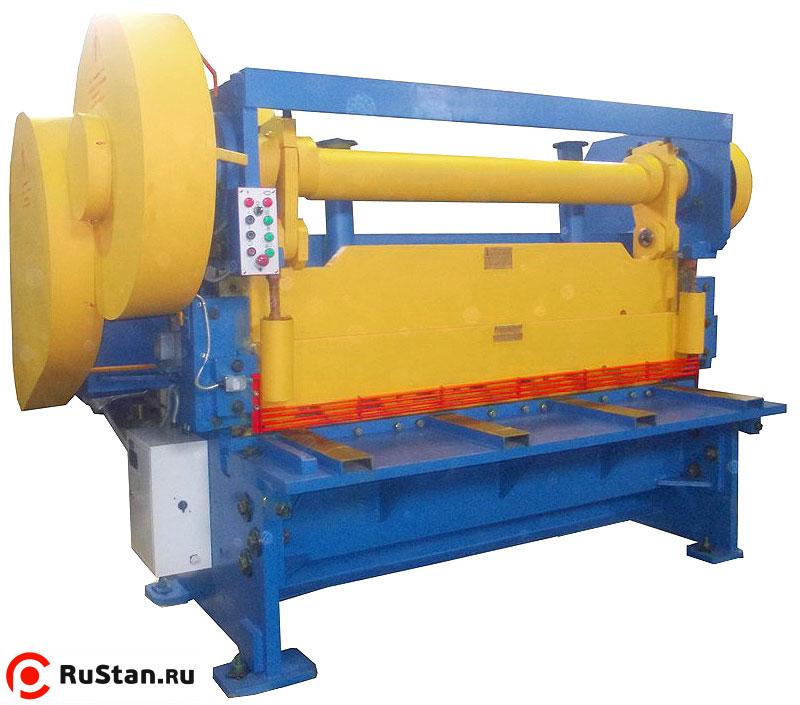
2 Ножницы гильотинные Н3121 – паспорт и характеристики
Паспорт станка содержит следующие его технические данные:
- максимальная длина заготовок для резки – 200 см;
- масса – 7000 кг;
- ширина (по заднему упору) отрезаемой заготовки – 50 см;
- тормоз – ленточного типа;
- количество кромок для резки – 4 штуки;
- мощность двигателя – 18,5 кВт;
- наибольшее усилие реза – 50000 кгс;
- количество ходов режущего инструмента – от 40 и более в минуту;
- усилие прижима – 2900 кг;
- дистанция между стойками – 228,5 см;
- наклон ножа (угол) – 2°10′.
Ножи твердостью от 54 до 58 НRC для описываемой гильотины производят по Государственному стандарту 5950–73 из горячекатаных листов стали 6ХВ2С, 5ХВ2С, 6ХС. Их вес равняется 4,08 килограммам.











Ножницы состоят из таких основных конструктивных элементов:
- привод;
- станина;
- система смазки и электрического оборудования;
- прижимная и ножевая балка;
- муфта выключения;
- защитная решетка и ограждения;
- задний упор;
- стол;
- приводные валы.
Станина выполняется в сварной форме из листового металла. Три стяжки и рабочий стол соединяют в одно целое боковые стойки станка. Нижнее режущее приспособление (нож) крепится к столу. Оно позволяет задавать конкретную величину зазора и регулировать его значение.

Привод гильотины обеспечивается через редуктор цилиндрического вида с двумя ступенями и клиноременную передачу двигателем. Ножевая балка устройства через шатуны принимает движение (возвратно-поступательное) от коленвала. Для ее уравновешивания имеется специальный механизм пружинного принципа действия (его так и называют – уравновешивателем).
Муфта агрегата выполнена в жесткой форме, располагает электромагнитом и двумя шпонами (поворотными). Ее конструкция существенно уменьшает расходы на эксплуатацию гильотинных ножниц, так как они функционируют без подачи воздуха.

К рабочему столу лист, который разрезают, прижимается штоками. Принцип соединения шатунов с ножевой балкой позволяет повышать на 2 сантиметра высоту ножей. Такая функция очень важна, так как дает возможность осуществлять резку листа в продольном направлении.





