

Изготовление ножей для гильотин
Изготовление ножей для гильотин. Возможности производства позволяют изготавливать цельные ножи длиной до 2000мм. Для оборудования импортного производства с цельными ножами более 3000мм нами разработана технология производства их из составных частей без снижения качества реза и удобства выставления зазоров, это не только существенная экономия на самих ножах, но и удобство обслуживания — заточки ножей.
Ножи для прессножниц COMPACT.
Проверить наличие…
Роликовые ножи к спирально-навивочным станкам SPIRO
Подробнее…
Ножи СМЖ-175
Подробнее…
Внимание! ВЫГОДНОЕ предложение для профессионалов!
За счет применения современных способов термообработки, а также заточки режущих кромок на точном современном оборудовании удалось увеличить срок службы ножей к гильотинным ножницам в 2-2.5 раза по сравнению с ножами произведенными по стандартной технологии.
Применение высокостойких гильотинных ножей позволяет не только снизить финансовые расходы на инструмент в 1,5-2 раза, а также, сохранить ресурс Вашего оборудования: чем точнее и прочнее ножи, тем меньше и равномернее усилие реза, тем меньше износ деталей гильотины, а значит, оборудование прослужит дольше!
Санкт-Петербургский инструментальныйпредлагает следующие услуги:
Ножницы Н-3121 — Всё для чайников
- Главная
- Видеотека Естествознание Физика
- Математика
- Химия
- Биология
- Экология
Обществознание
- Обществознание — как наука
Иностранные языки
История
Психология и педагогика
Русский язык и литература
Культурология
Экономика
Менеджмент
Логистика
Статистика
Философия
Бухгалтерский учет
Технические науки
- Черчение
Материаловедение
Сварка
Электротехника
АСУТП и КИПИА
Технологии
Теоретическая механика и сопромат
САПР
Метрология, стандартизация и сертификация
Геодезия и маркшейдерия
Программирование и сеть
- Информатика
Языки программирования
Алгоритмы и структуры данных
СУБД
Web разработки и технологии
Архитектура ЭВМ и основы ОС
Системное администрирование
Создание программ и приложений
Создание сайтов
Тестирование ПО
Теория информации и кодирования
Функциональное и логическое программирование
Программы
- Редакторы и компиляторы
Офисные программы
Работа с аудио видео
Работа с компьютерной графикой и анимацией
Автоматизация бизнеса
Прочие
- Музыка
Природное земледелие
Рисование и живопись
Библиотека
- Естествознание Физика
Математика
Химия
Биология
Экология
Астрономия
Обществознание
- Иностранные языки
Технические науки
- Теоретическая механика и сопромат
Сварка
Железная дорога
forkettle.ru
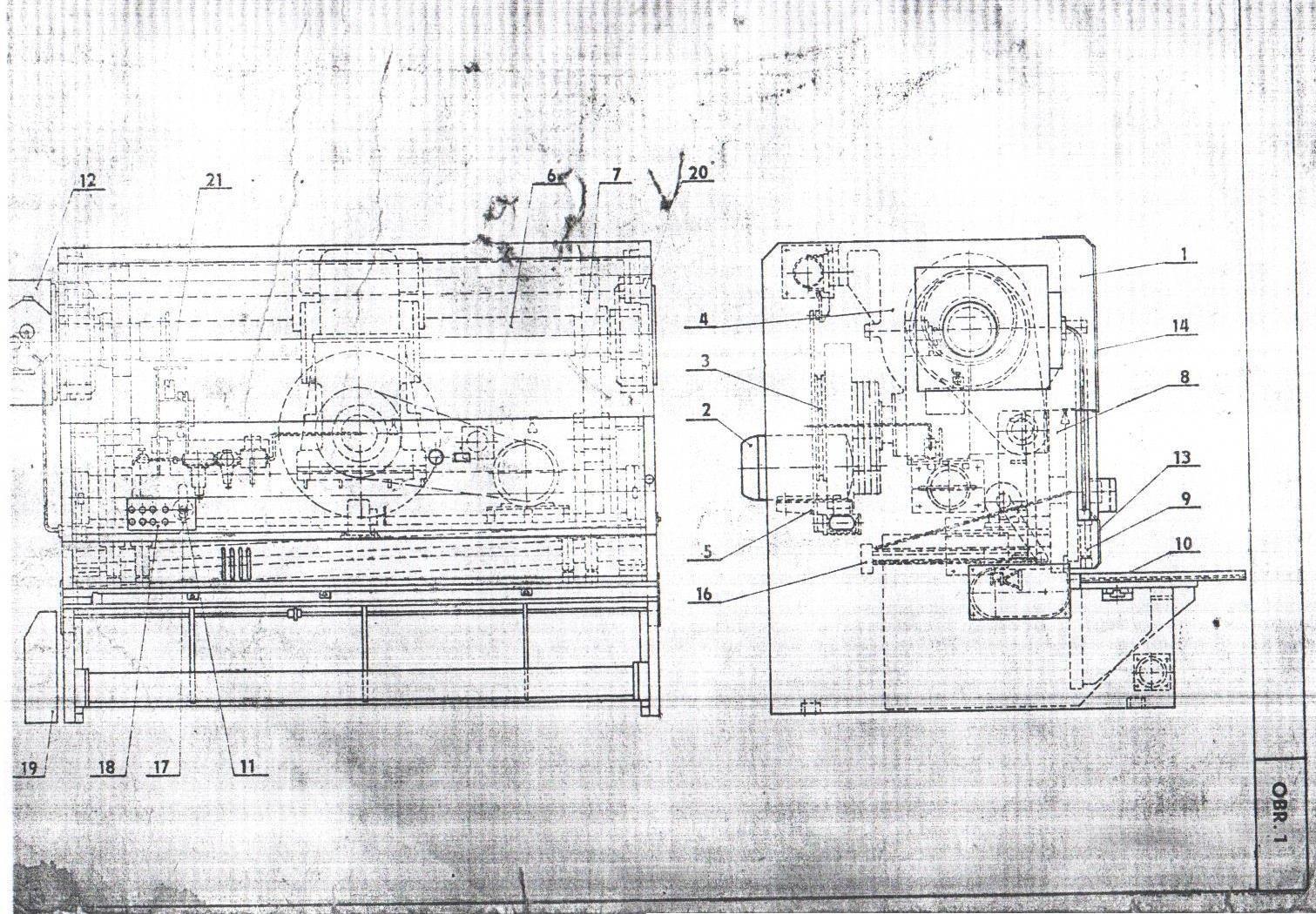
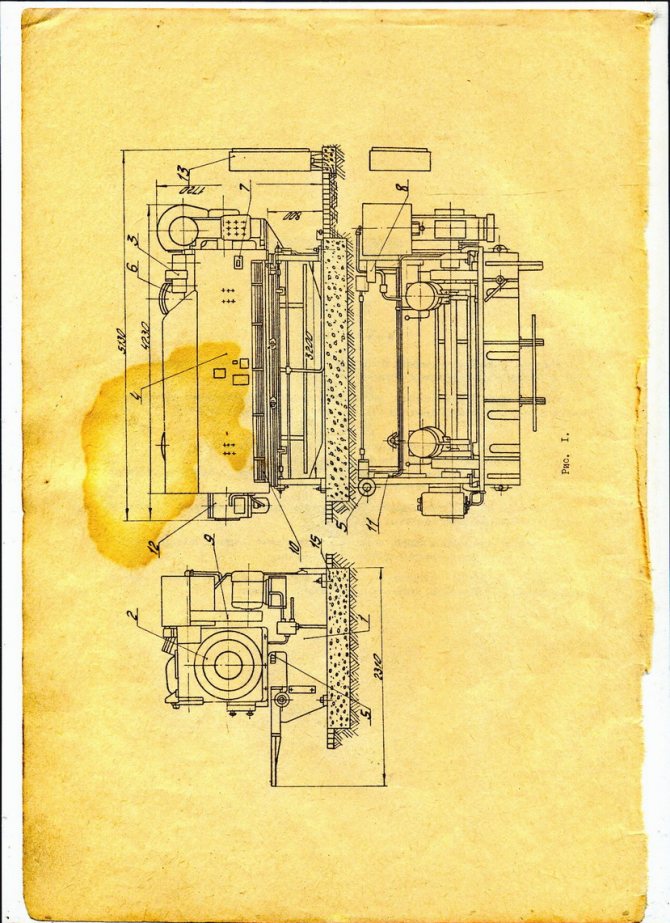
Прижимная балка гильотинных ножниц Н3222 (рис. 9)
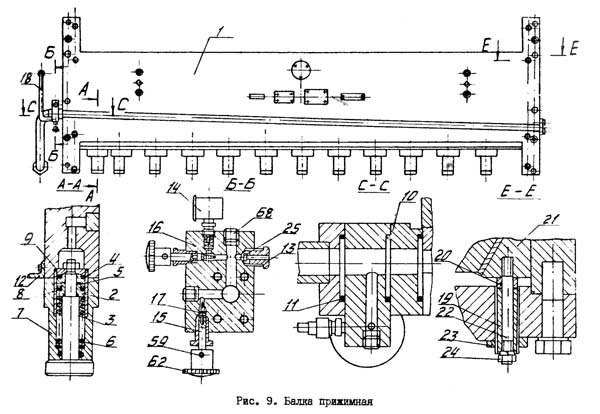
Прижимная балка гильотинных ножниц н3222
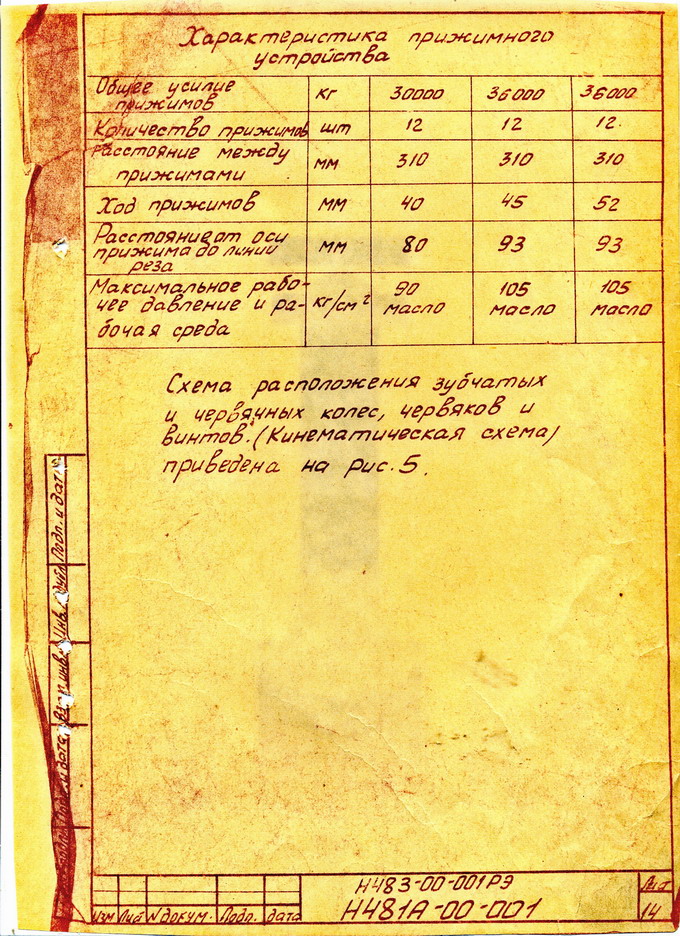
Прижимная балка представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины и имеющую специальные пазы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала. В нижней части траверсы, имеющей наклонный продольный паз, закреплены 12 гидравлических прижимов, которые удерживают от смещения разрезаемый лист. Каждый прижим состоят из сборного поршня 2 с нажимным штоком 3, уплотняющегося резиновыми манжетами 4 и резиновыми кольцами 5, возвратной пружины 6, заключенных в корпусе 7 со сменной втулкой 8 и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми кольцами 9.
Масло под давлением подводится к каналу присоединением 10, уплотняемым резиновым кольцом 11. Сзади крепится экран 12, образующий луч освещения линии реза. Слева крепится корпус с краном 16 и манометром 14 для замера давления и краном 15 с клапаном 13 для выпуска воздуха из гидросистемы. Уплотнение кранов осуществляется резиновыми кольцами 17. Для регулировки зазоров в направляющих ползуна случат 8 резьбовых втулок 19 с упорными сферическими вставками 20, которыми достигается перемещение направляющих клиньев 21. Зажим отрегулированных клиньев достигается шпильками 22 и гайками 23 и 24.
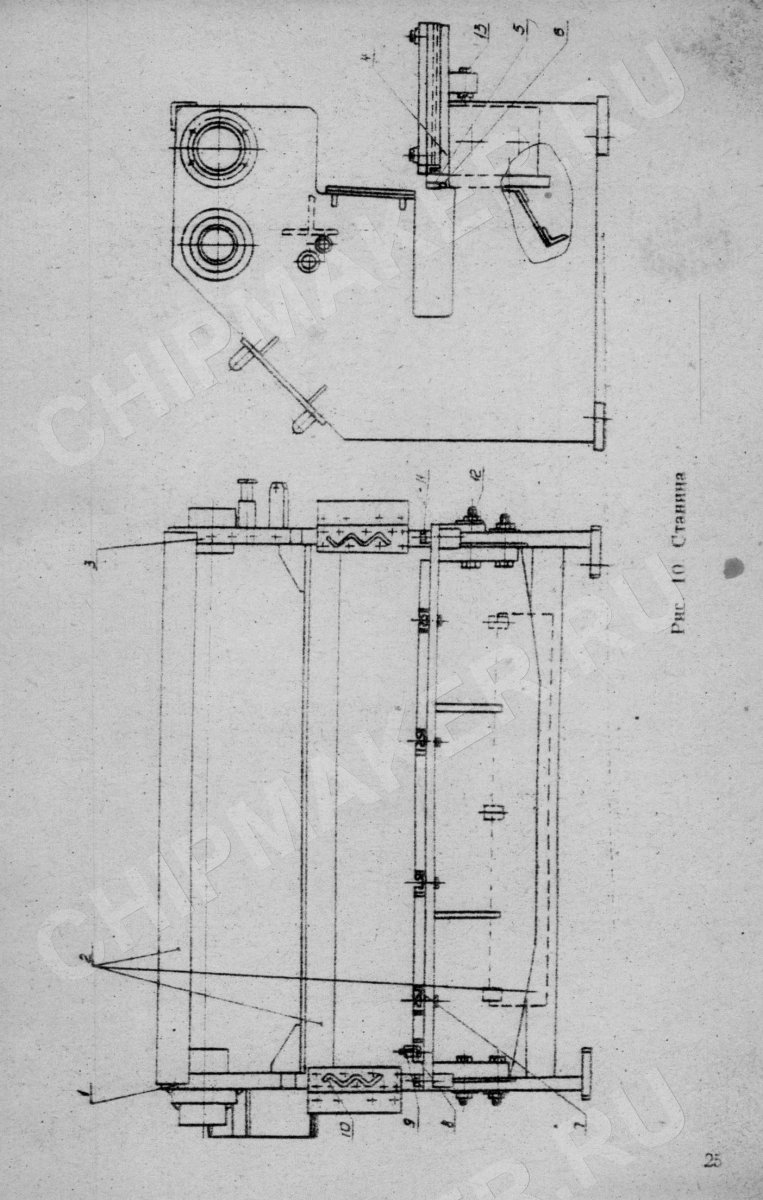
Механизм регулировки заднего упора (pис. 10)
Предстявляет собой балку 1, закрепленную на двух рычагах 2, шарнирно соединенных с двумя ползунами 3, в расположенную параллельно линии реза. Ползуны 3 могут двигаться “от ножей” и “к ножам” с помощью винтов 4, которые вращаясь, перемещают гайки 5 ползунов движущихся по круглым направляющим 6. Одна из гаек каждого ползуна имеет резьбовую регулировку для избежания, осевого зазора в резьбе. Винты 4 с помощью конических шестерен 7 зацепляются с поперечный сборным валиком 8, приводящимся во вращение редуктором 9. Кулачковая муфта 10 валика позволяет отрегулировать положение ползунов на винтах, обеспечивающие параллельность упорной балки с линией реза. Ведущий вал редуктора приводится через предохранительную муфту 11 от трехскоростного электродвигателя который в момент выключения тормозится противовключением с помощью реле контроля скорости 12. Упорная балка связана с ползуном ножниц подвеской, имеющей ролики 13 и пружину 14, обеспечивающую прижим балки с рычагами и роликами 15, к направляющим линейками 16, закрепленными на стойках. Кулачки 17 служат для подъема упорной балки в крайнем заднем положении, что обеспечивает проход разрезаемого листа под балкой. Конечный выключатель 18 ограничивает перемещение балки “от ножей”. Путевой переключатель 19 запрещает включение реза до нажима выключателя 18, что исключает поломку упора в положении хода, обеспечивающего подъем балки. Конечный выключатель 20 ограничивает перемещение балки “к ножам” в положении упора около нижнего ножа. Подвод упора к ножу производится толчками с малой скоростью.
В корпусе 21 имеется пара конических шестерен для передача движения механизму показания положения заднего упора.
Уравновешиватели (рис. 11)
Служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах I располагаются поршни 2 с полыми штоками, в которых на подвесках 3 шарнирно закреплены тяги 4 на осях 5 через втулки подшипников скольжения 6. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой бачки с помощью осей 7. Поршни и штоки цилиндров уплотняются манжетами 8 и 9. Подвод жидкой смазки к поршням совершается периодически через масленки 10.




Механизм показаний положения заднего упора (рис. 12)
Между корпусом червячного редуктора к станиной вмонтирован счетчик, цифрами которого отмечается расстояние до упорной балки от лиши реза. Движение передается счетчику шестерней I смонтированной на валике счетчика, который закреплен на корпусе 3. Шестерне 1 вращательное движение передается шестерней 2, которая закреплена на сборном валике 4. Валик 4 получает движение от винта упора через конические шестерни 5 и 6. Хвостовики сборного валика смонтированы на шарикоподшипниках в корпусах, укрепленных на стойке станины.
Осветитель (рис. 17)
Представляет собой щит 3, укрепленный на прижимной балке ножниц. На прижимной балке укреплены на кронштейнах лампы люминесцентные для освещения зоны реза, с пускорегулирующим устройством 2 и светильником 4 для освещения поверхности стола.
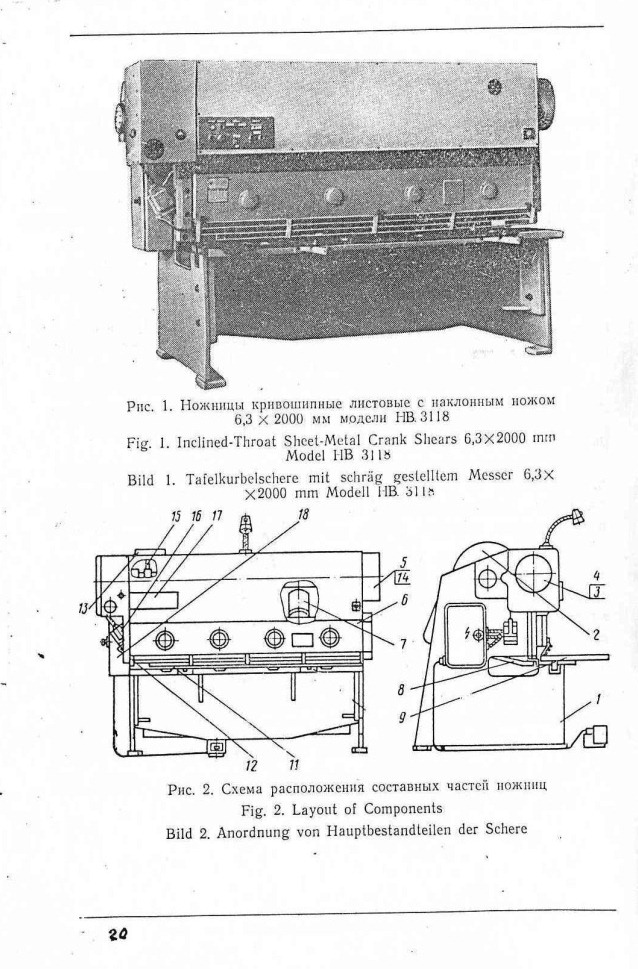
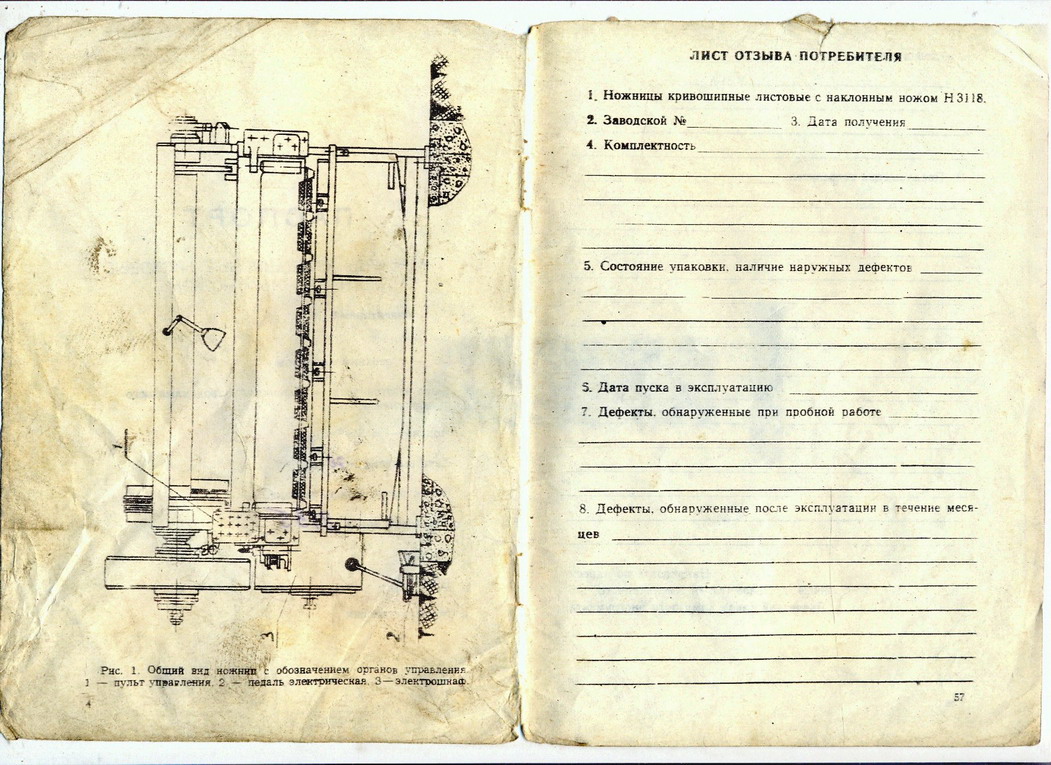
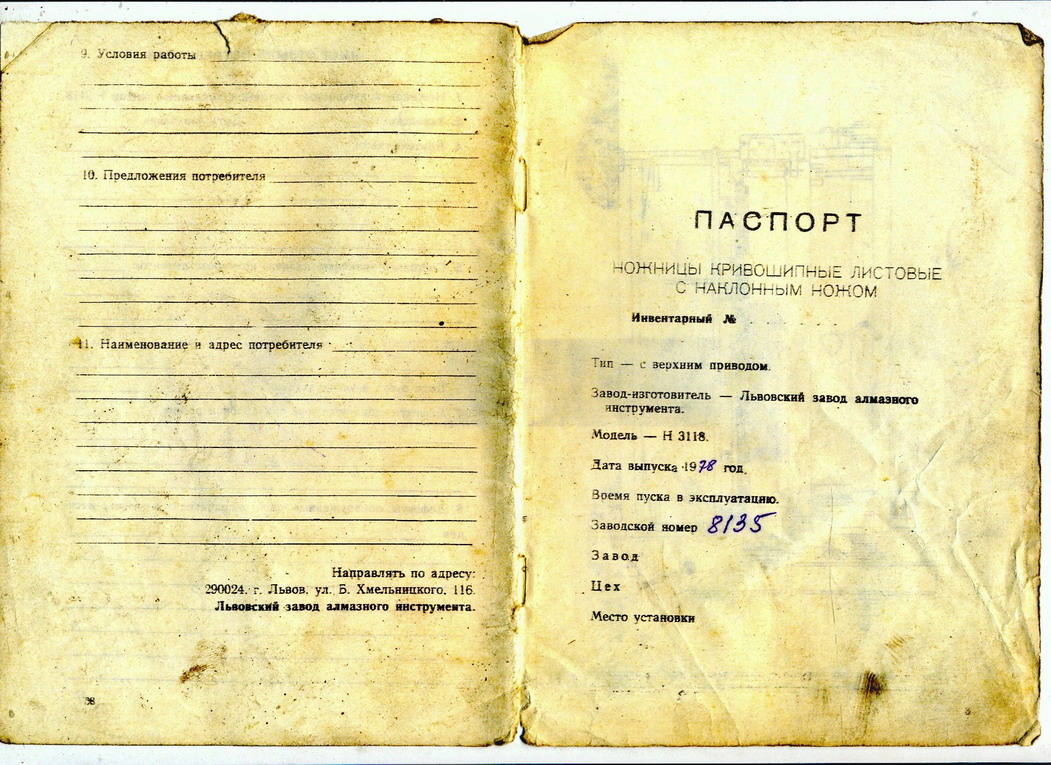
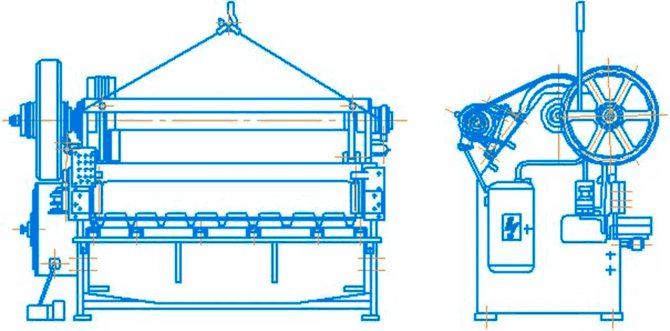
Н3118 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Машина Н3118 выпускалась по ГОСТ 6282-64 с 1971 года Львовским заводом алмазного инструмента.
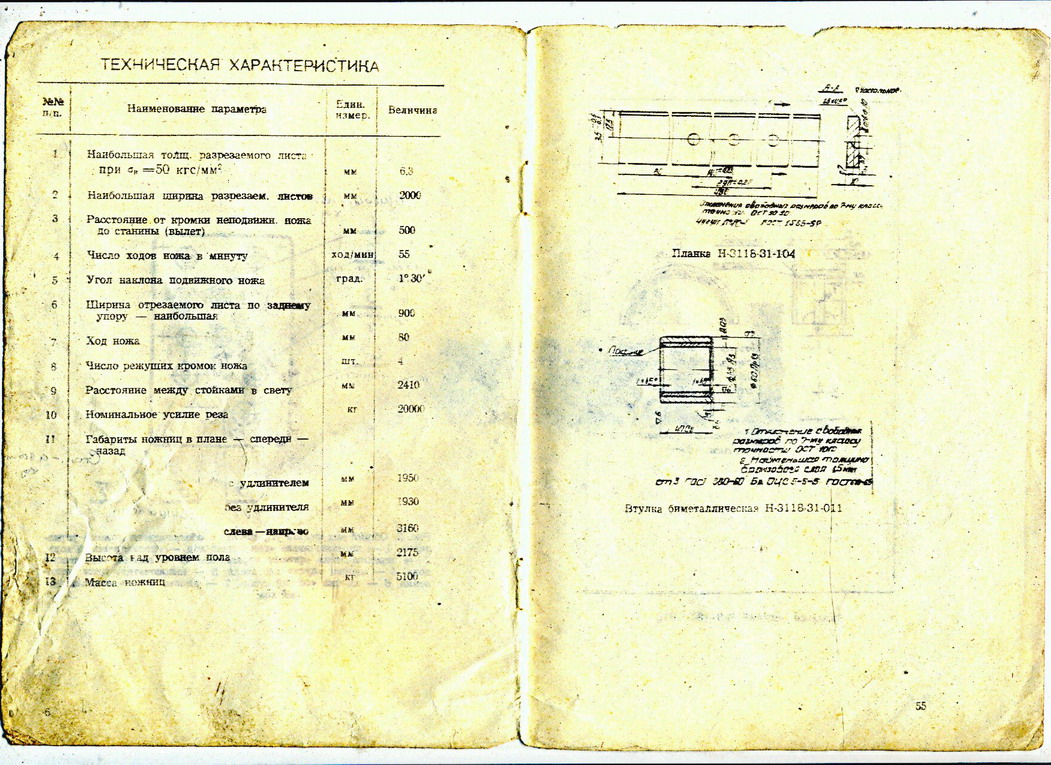
Ножницы кривошипные гильотинные Н3118 с наклонным ножом предназначены для прямой, продольной и поперечной резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 6,3 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Поперечная резка листа толщиной 6,3 мм и шириной 2000 мм производится за один ход ножа; продольная — при длине реза более 2000 мм производится рядом повторных резов при продвижении листа вдоль линии реза. Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы в любой отрасли промышленности.
Основные параметры машины Н3118:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 200 кН (20 тс)
- Частота ходов ножа, не менее — 55 мин-1
- Ход ножа — 80 мм
- Угол наклона подвижного ножа — 1°30′
- Мощность привода — 7,5 кВт
- Вес машины полный — 5,1 т
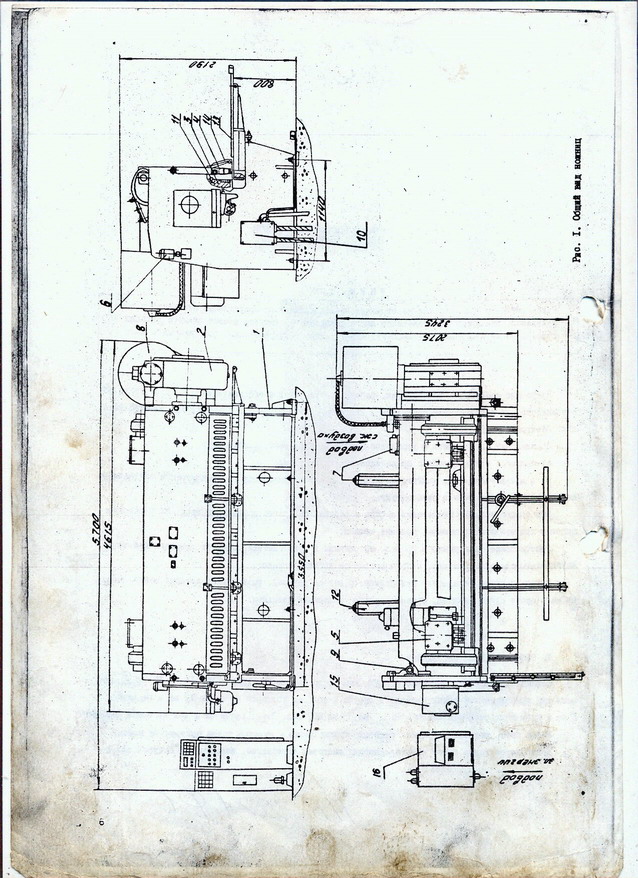
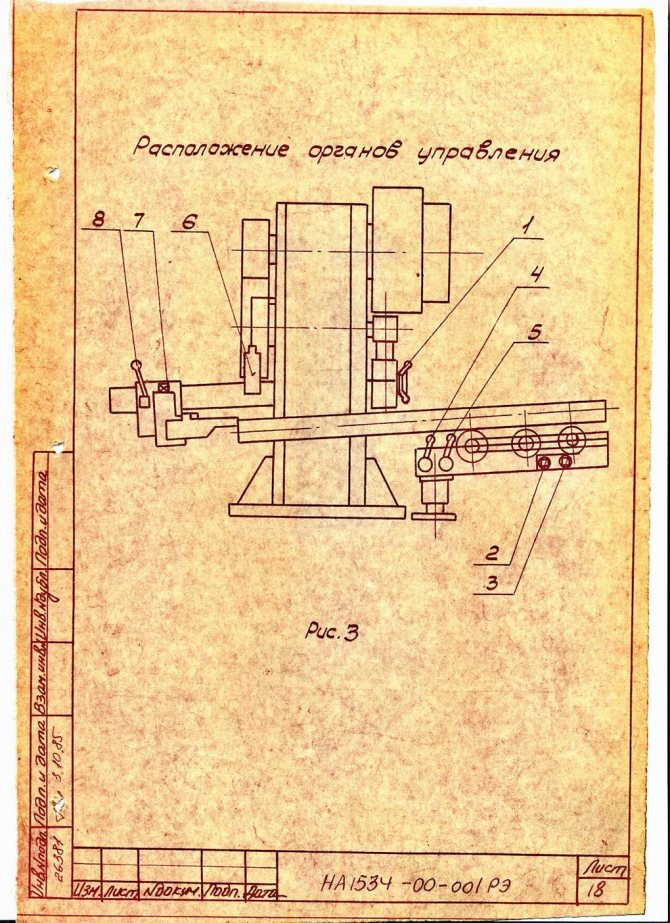
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
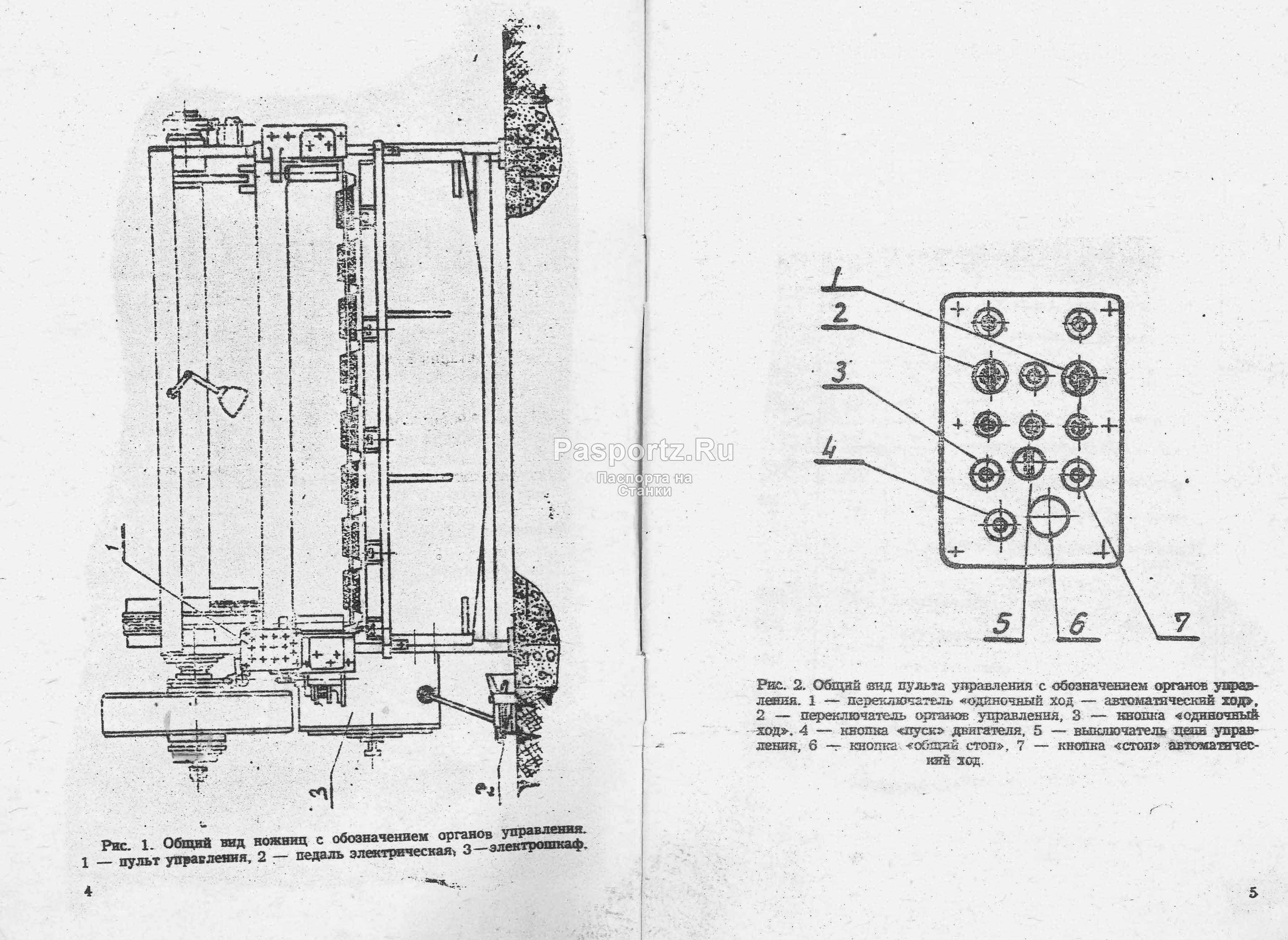
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
ВНИМАНИЕ! При резке полос шириной менее 12 мм возможно заклинивание полосы между линейкой заднего упора и ножами в связи с не деформацией
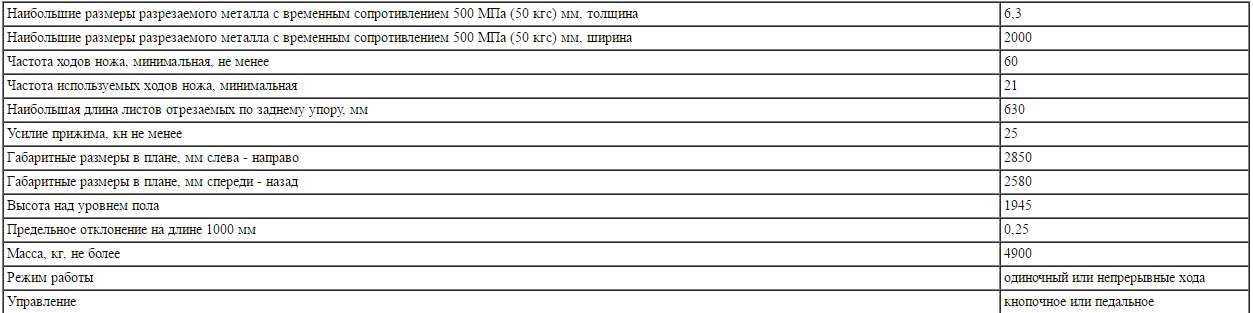
Технические характеристики
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Технические характеристики
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Конструктивные особенности
Применение рассматриваемой модели возможно для осуществления резки по заданной разметке или без нее. Для этого можно использовать установленные боковые и задние упоры, которые будут направлять подачу металла в зону обработки.


К конструктивным особенностям относится следующее:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором — стандартная схема для ножниц данной серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается с помощью специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировка прижима производится системой пружин, находящейся внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла при обработке;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции применяется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания, а потому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится с помощью жесткой муфты, оснащенной двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.
Порядок установки ножниц гильотинных кривошипных Н3118
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
Фундамент ножниц выполняется согласно рисунку:

Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
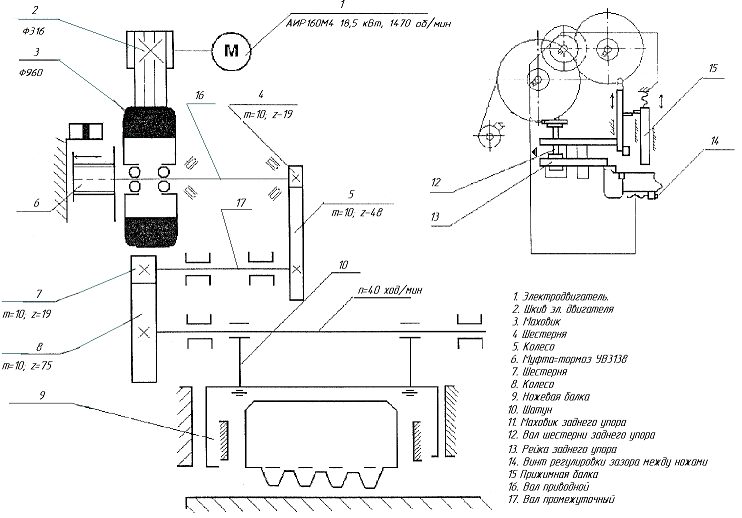
Н3121 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Ножницы кривошипные гильотинные Н3121 выпускались по ГОСТ 6282-64 с 1968 года по 1983 год и были заменены более совершенной моделью НА3121
Ножницы механические гильотинные Н3121 с наклонным ножом предназначены для резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 12,5 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Основные параметры машины н3121:
- Наибольшие размеры разрезаемого металла — 12,5 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 500 кН (50 тс)
- Максимальное усилие прижима — 29 кН (2,9 тс)
- Частота ходов ножа, не менее — 40 мин-1
- Ход ножа — мм
- Угол наклона подвижного ножа — 2°10′
- Мощность привода — 18,5 кВт
- Вес машины полный — 7 т
Особенности конструкции гильотинных ножниц Н 3121
Станина гильотины сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц Н3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравнавешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н3121 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н3121 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа.
Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».

Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.





