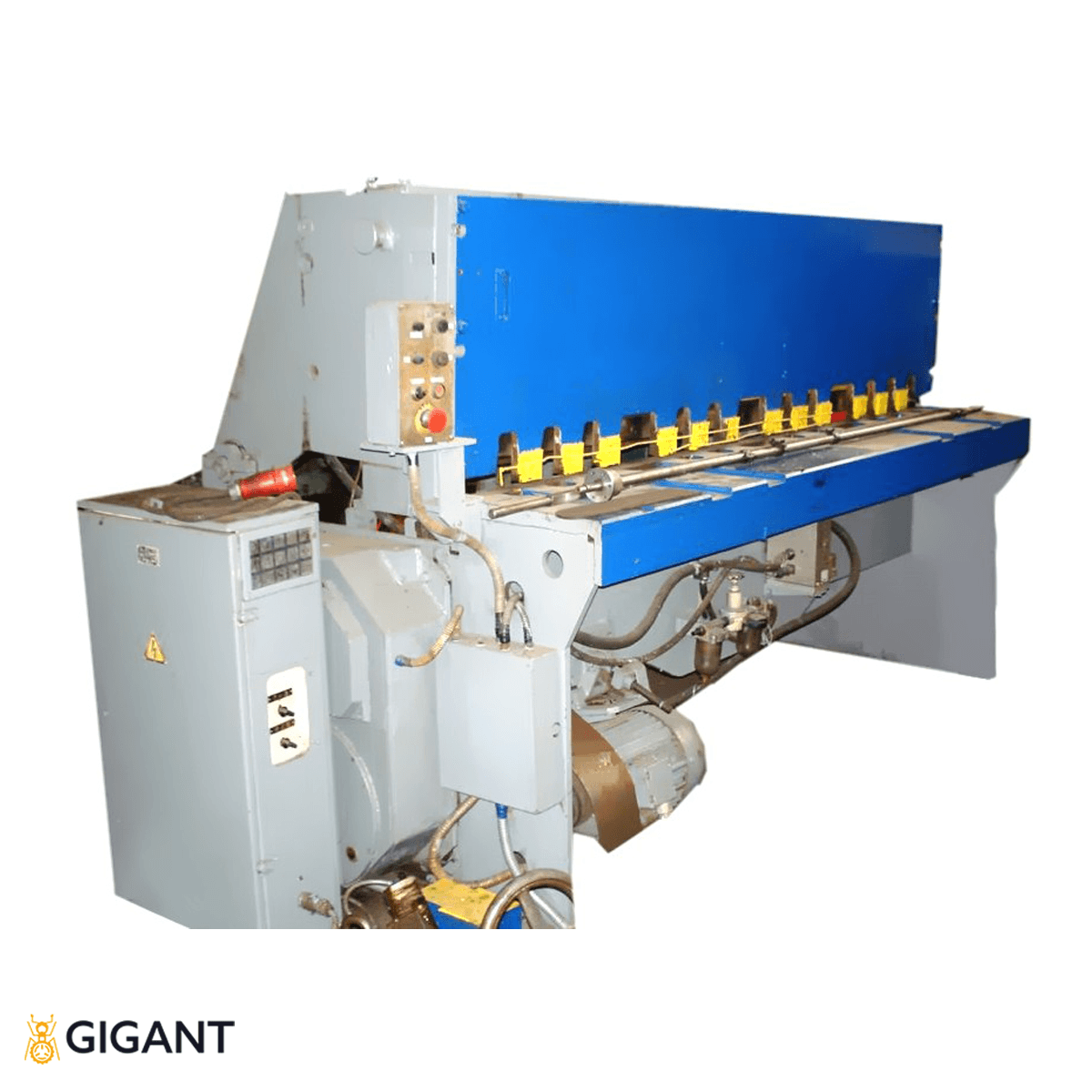
1 Ножницы гильотинные НК3418 – технические характеристики
Данная гильотина является установкой последнего поколения с инновационной кинематической схемой работы и новой конструкцией. Она активно используется на авиа-, машино-, сельхозмашино- и судостроительных предприятиях, а также в иных сферах современной промышленности.

Гильотина имеет следующие ключевые технические характеристики:
- 17500 кгс – максимальное усилие реза;
- 6,3 мм и 2000 мм – соответственно, наибольшая толщина и ширина разрезаемого металлического листа с сопротивлением (временным) не более 500 МПа;
- 920 мм – дистанция от верхней части ножа (неподвижного) до пола;
- 700 мм – максимальная длина полосы, которую можно отрезать при использовании заднего упора гильотины;
- 1 градус 30 минут – угол наклона ножа (подвижного);
- 4250 кг – масса агрегата;
- 1620 мм – высота над уровнем пола.
Габаритные параметры машины в плане таковы:
- 1600 мм – без удлинителя спереди-назад;
- 2065 мм – с удлинителем спереди-назад;
- 2780 мм – слева-направо.

Электрооборудование, установленное на гильотинных ножницах, имеет следующие технические параметры:
- число электродвигателей – 2;
- ток сети и электропривода – трехфазный переменный;
- напряжение – 380 В (силовая цепь), 110 В (цепь управления), 24 В (цепь для освещения линии обработки металла);
- частота – 50 Гц;
- число точек освещения – 3;
- принцип функционирования привода заднего упора – толчковый;
- мощность двигателя: основного привода – 8,5 кВт, заднего упора – 0,37 кВт, совокупная – 8,87 кВт.
Электропривод ножниц работает в таких режимах: толчковый, непрерывные и одиночные ходы, проворот вручную.
3 Важные элементы гильотины – краткий обзор
К основным узлам рассматриваемого нами устройства для резки металла относят следующие элементы конструкции:
- Станина. Она выполняется цельносварной, состоит из траверсы, двух стоек, стяжки и стола. На этом узле крепятся все агрегаты и сборочные единицы гильотины. Составной неподвижный нижний нож размещен в выемке стола, главный вал – в стойках станины. Через склиз удаляются отрезаемые изделия, а механизм реза крепится к станине при помощи проушин.
- Редуктор. Крепится на ведущем валу (используются подшипники качения). В редукторе установлены диски из алюминиевого материала, входящие в пазы бесконтактных путевых выключателей.
- Привод ножниц. Он смонтирован на траверсе. Его задача состоит во включении двигателя, на валу которого расположен шкив, соединяющийся с маховиком клиновыми ремнями.
- Устройства реза. Данный механизм состоит из стяжки, ножевой и прижимной балки, специальной стойки. В направляющих этого устройства находится составной нож.

- Муфта-тормоз. Располагает ведущими дисками, с помощью которых ее соединяют с кронштейном и маховиком. Смонтирована муфта на ведущем редукторном валу (на самом его конце, где присутствует шлицевая эвольвентная нарезка).
- Задний упор. Крепится к ребру балки четырьмя болтами, конструкционно состоит из двух кронштейнов. В них смонтированы ходовые винты (между собой они соединены коническими шестернями и промежуточным валом), задача которых заключается в регулировке зазоров.
- Передний упор. Располагает роликами и удлинителями, по пазам коих происходит движение упорной планки, что и позволяет выполнять качественный и эффективный роспуск металлических холодно- либо горячекатаных листов.
- Боковой упор. Он необходим для упора и направления (параллельного) заготовки в область реза. Если одновременно применять боковой и зданий упор, точность обработки материалов существенно увеличивается.
Электрооборудование гильотинных ножниц НД3318Г. Общие сведения
На ножницах установлены один трехфазный асинхронный электродвигатель с повышенным скольжением, электропневматические вентили, воздухораспределитель типа У7122А на 24 В постоянного тока и бесконтактные конечные выключатели типа БВК261-24 на 24 В постоянного тока.
Для управления ножницами применяется ящик управления Я9101.
Применение бесконтактной схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и бесконтактные конечные выключатели, обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей ящика Я9101. На пульте установлены кнопки управления главным приводом, муфтой, выключатель цепи освещения линии реза, кнопка „Общий стоп” и сигнальные лампы.
На ножницах применяются следующие величины напряжений переменного и постоянного тока:
- Силовая цепь – 380 В, 50 Гц
- Цепь управления – 110 В, 50 Гц
- Цепь освещения линии реза – 24 В, 50 Гц
- Цепь сигнализации – 5 В, 50 Гц
От силовой цепи питается электродвигатель главного привода. Цепи управления и сигнализации питаются от вторичных обмоток трансформатора Тр1 (он входит в ящик Я9101). Аппаратура управления и защиты установлена в запираемом ящике управления Я9101.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.









Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
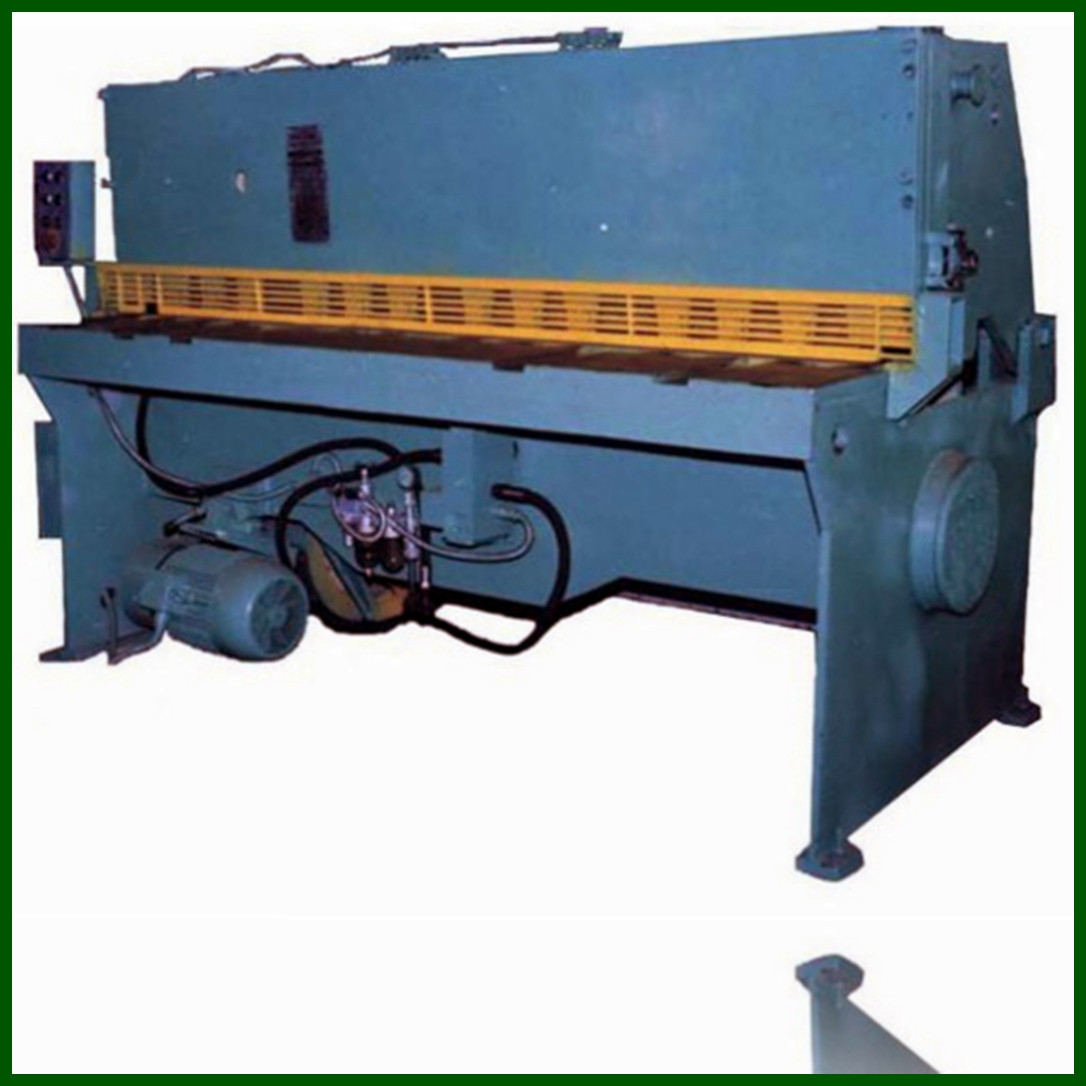
Ножницы гильотинные НК3418 — размер листа 6.3х2000 мм, пнематическая муфта
Ножницы гильотинные модели НК3418 – это кривошипный резак, оснастка которого расположена под наклоном. Станок используется на промышленных предприятиях, в мастерских и заготовительных цехах вторсырья для произведения резки полосового и листового металла с временным сопротивлением до 500 МПа. Данная модель гильотины считается оборудованием нового поколения с современной кинематической схемой.
Особенности строения
- Станок оснащен несколькими электродвигателями, суммарная мощность которых 8,5 кВт;
- Гильотинные ножницы могут функционировать в четырех режимах – поворот вручную, непрерывный и одиночный ход, толчковый;
- Встроено три точки освещения, что позволяет проводить резку металла в комфортных условиях;
- Поддерживатель металлического листа имеет пять поворотных флажков, которые монтированы на оси (при необходимости проворачиваются в нужном направлении);
- Цельносварная станина состоит из двух стоек, траверсы, тола и стяжки;
- Неподвижная режущая оснастка располагается в выемке рабочего стола, а в стойках станины монтирован главный вал;
- Отрезаемые части металлических заготовок удаляются через склиз;
- Конструкция механизма реза прикреплена к станине за счет проушин;
- Основной привод гильотины НК3418 расположен на траверсе и предназначается для того, чтобы запускать электродвигатель;
- В конструкцию станка встроен задний, боковой и передний упор, которые зажимают и направляют листовой и полосовой металл в зону резания;
- Основные кинематические единицы, имеющие собственный узел управления и привод – задний упор, поддерживатель металлической заготовки и главная кинематическая цепь;
- Контролировать рабочий процесс оператор может за счет удобно расположенной панели переключателей и пульта, на которых расположены защитные и регулировочные элементы, пусковые кнопки.
Обратите внимание! Поддерживатель функционирует только лишь в режиме одиночного хода
Преимущества
Отличительной особенность НК3418 является то, что зазор между режущей оснасткой и задним механизированным упором выставляется автоматически, благодаря чему оператор может устанавливать параметры резки, не отходя от своего рабочего места. Это происходит за счет наличия счетчика цифрового вида, который прикреплен на передней части станка. Данное преимущество позволяет значительно экономить время и силы оператора.
Высокая безопасность работы за станком обеспечивается наличием специальных переключателей, которые способны автоматически блокировать рабочий ход гильотины в таких случаях, как:
- Открыты защитные ограждения.
- Задний упор приблизился к граничным зонам перемещения.
- В релейной схеме давление воздуха достигло критических показателей.
- Произошло заваливание пневматического клапана.
Уточнить условия поставки и цену оборудования Вы можете у наших специалистов, связавшись с нами по телефону (доб. 234; 236; 237), или оставить заявку в режиме онлайн. По отдельной договоренности с заказчиком мы продаем кузнечно-прессовое оборудование с дополнительными услугами: доставкой и пусконаладочными работами под ключ. Цена продажи при этом включает стоимость гильотины НК3418, доставку, монтаж и пусконаладочные работы.
Гарантия на кузнечно-прессовое оборудование соответствует заводской и составляет 1 год или 12 месяцев.
Так же, в нашей компании вы можете приобрести металлообрабатывающее оборудование, кузнечно-прессовое оборудование, станки для работ с арматурой, техоснастку, строительное оборудование, компрессорное оборудование, камнерезное и многое другое.
Свяжитесь с нашими специалистами и получите полную информацию по интересующему вас вопросу.
Схема пневматическая принципиальная гильотинных ножниц НД3316г
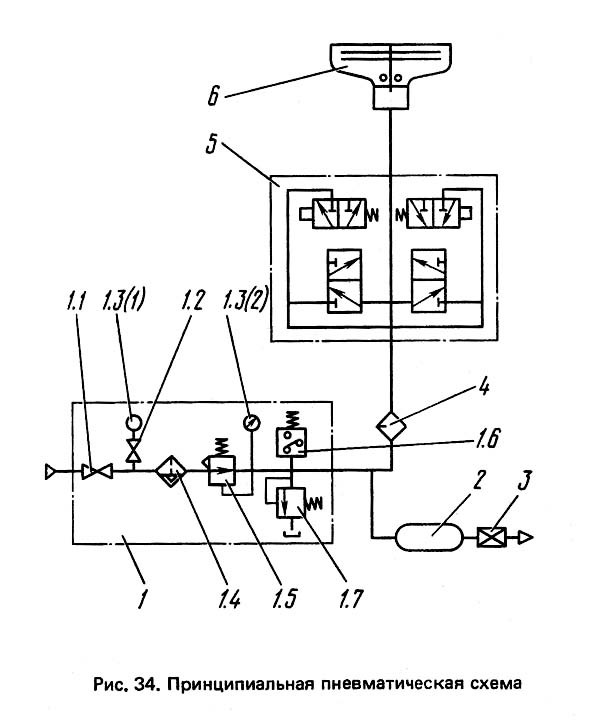
Пневматическая схема гильотинных ножниц НД3316г
Воздухопровод
Воздухопровод (рис. 23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан (рис. 25) представляет собой сдвоенный клапан с сервоуправлением от электропневматических включающих вентилей типа ВВ-32. Исполнение клапана нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей переход через клапан закрыт. Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей ВВ-32, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, Сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
После снятия напряжений с обмоток катушек электромагнитов (отключение муфты) вентили ВВ-32 перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан (муфта-тормоз отключается). Если при включении клапана один из поршней (клапанов) не включится, сжатый воздух из полости II будет поступать в атмосферу через щель между кольцом 5 и втулкой 3 — включение муфты-тормоза не произойдет. Одновременно коромысло станет с перекосом и нажмет на микропереключатель, который отключит электрическую цепь управления прессом. Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
Конструкция и схемы
Многие эксплуатационные характеристики определяет особенности конструктивных элементов и кинематической схемы. Главная кинематическая схема имеет следующие особенности:
- конструкция состоит из электродвигателя;
- клиноременная передача, связанная с двигателем, передает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, которое имеет жесткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые при помощи специальных рычагов воздействуют на прижимные и ножевые балки. При этом ножевая балка выполнена в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью отдельной сборочной единицы. подобная единица при помощи шарниров закрепляется в станине. Станина имеет эксцентриковые оси.
Качающаяся консольная балка
Принцип действия заключается в следующем:
- для начала работы включается электродвигатель;
- механизм резания после включения станка движется по одной траектории, при этом конструкция поворачивается вокруг оси как единое целое;
- движение механизма резания проходит до момента соприкосновения балки с листом, который выступает в качестве заготовки;
- после того как прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами устанавливается необходимый зазор.
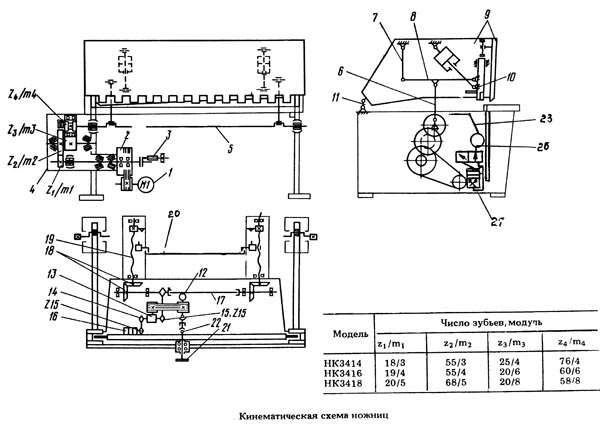
Кинематическая схема НК3418
Есть вероятность того, что при резании между ножами не окажется заготовки. При помощи специальных осей устанавливается минимальный зазор, который равен 0,02 миллиметра.









При начале реза при помощи верхнего ножа балка встречается с заготовкой. В этот момент значительно увеличивается усилие. При этом часть усилия через рычажную систему передается на прижимную часть конструкции. При этом есть возможность передать 25% усилия от силы резания.

Электросхема НК3418
Особенностью моделей этой серии можно назвать наличие механизированного заднего упора. Для управления этим элементом был установлен отдельный электродвигатель, а также клиноременная передача. Подобная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана с функцией указания ширины отрезаемой полосы;
- вторая при помощи цепи связана с упорной балкой.
Также есть специальный механизм поддерживания отрезаемой части листа. Это связано с тем, что при провисании значительно ухудшается качество получаемых листов.
НД3318Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Машина нд3318г разработана в 1977 году и серийно выпускалась с 1979 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3318Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Основны параметры машины для резки листового металла нд3318г:
- Наибольшие размеры разрезаемого металла – 6,3 х 2000 мм
- Частота хода ножа – 50 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 8,5 кВт
- Вес ножниц полный – 4,20 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
4 Как управлять гильотиной – электрооборудование ножниц
Управление установкой производится при помощи панели переключателей, находящейся в отдельно стоящем специальном ящике, и пульта управления. При этом в ящике монтируется вся без исключения регулировочная, защитная и пусковая аппаратура. Шкаф управления позволяет выбрать один из режимов работы гильотины:

- “Одиночный ход”;
- “Толчок”;
- “Непрерывный ход”;
- “Ручной проворот”.
Отметим, что работа гильотинных ножниц с поддерживателем листа возможна исключительно при включении “Одиночного хода”.

Для защиты оборудования в гильотине устанавливаются микропереключатели, которые автоматически блокируют функционирование машины при:
- критическом снижении давления воздуха в релейной системе;
- залегании пневматического клапана;
- открытии защитной решетки;
- приближении заднего упора к граничным зонам перемещения.
Конструктивные особенности
Применение рассматриваемой модели возможно для осуществления резки по заданной разметке или без нее. Для этого можно использовать установленные боковые и задние упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям относится следующее:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором — стандартная схема для ножниц данной серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается с помощью специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировка прижима производится системой пружин, находящейся внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла при обработке;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции применяется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания, а потому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится с помощью жесткой муфты, оснащенной двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.

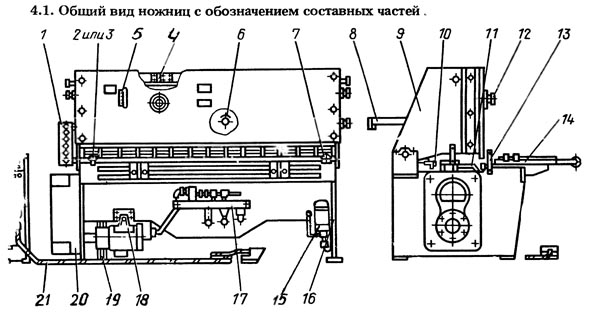
Спецификация составных частей ножниц НД3314г, НД3316г, НД3318г
| № | Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|---|
| 1 | Пульт управления | НД3314г-93-001 | НД3316г-93-001 | НД3318г-93-001 |
| 2 | Упор боковой | НД3314г-35-001 | НД3316г-35-001 | НД3318г-35-001 |
| 3 | Освещение линии реза | НД3314г-76-001 | НД3316г-76-001 | НД3318г-76-001 |
| 4 | Ограждение станины | НД3314г-71-091 | НД3316г-71-001 | НД3318г-71-001 |
| 5 | Защитная решетка | НД3314г-75-001 | НД3316г-75-001 | НД3318г-75-001 |
| 6 | Привод | НД3314г-21-001 | НД3316г-21-001 | НД3318г-21-001 |
| 7 | Ограждение ножевой балки | НД3314г-72-001 | НД3316г-72-001 | НД3318г-72-001 |
| 8 | Приводной вал | НД3314г-24-001 | НД3316г-24-001 | НД3318г-24-001 |
| 8 | Редуктор червячный с муфтой-тормозом | НД3314г-22-001 | НД3316г-22-001 | НД3318г-22-001 |
| 9 | Ограждение привода | НД3314г-73-001 | НД3316г-73-001 | НД3318г-73-001 |
| 10 | Упор задний | НД3314г-34-001 | НД3316г-34-001 | НД3318г-34-001 |
| 11 | Станина | НД3314г-11-001 | НД3316г-11-001 | НД3318г-11-001 |
| 12 | Уравновешиватель | НД3314г-33-001 | НД3316г-33-001 | НД3318г-33-001 |
| 13 | Устройство для удержания ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 14 | Балка ножевая | НД3314г-31-001 | НД3316г-31-001 | НД3318г-31-001 |
| 15 | Балка прижимная | НД3314г-32-001 | НД3316г-32-001 | НД3318г-32-001 |
| 16 | Электрооборудование | НД3314г-91-001 | НД3316г-91-001 | НД3318г-91-001 |
| 17 | Пневмооборудование | НД3314г-43-001 | НД3316г-43-001 | НД3318г-43-001 |
| 18 | Указатель положения ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 19 | Смазка | НД3314г-81-001 | НД3316г-81-001 | НД3318г-81-001 |
| 20 | Установка БВК | НД3314г-41-001 | НД3316г-41-001 | НД3318г-41-001 |
| 21 | Ограждение БВК | НД3314г-74-001 | НД3316г-74-001 | НД3318г-74-001 |
#
#
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
Лоты
Разделы Поиски Избранные
Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
СписокГалерея
Не обнаружено ни одного лота удовлетворяющего вашему запросу.
Начните с первой страницы сайта. Лоты для всех регионов
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2020 года. Старина |