

Применяемые материалы
Чтобы собрать отрезной станок своими руками, нужно запастись такими вещами:
- инверторный сварочный аппарат;
- сетевая или аккумуляторная дрель;
- угловая шлифмашинка;
- комплект ключей;
- метчики, плашки.
В качестве составляющих пригодятся:
- электродвигатель (мощность в пределах около 2,0 кВт);
- пара шкивов и ремень для изготовления ременной передачи;
- вал с посадочными шлифованными поверхностями;
- пара подшипников качения для посадочных диаметров 20-25 мм;
- около 2 м. уголка 40х40 мм. или близкого к этому размеру;
- листовая сталь до 4 мм. высоты.
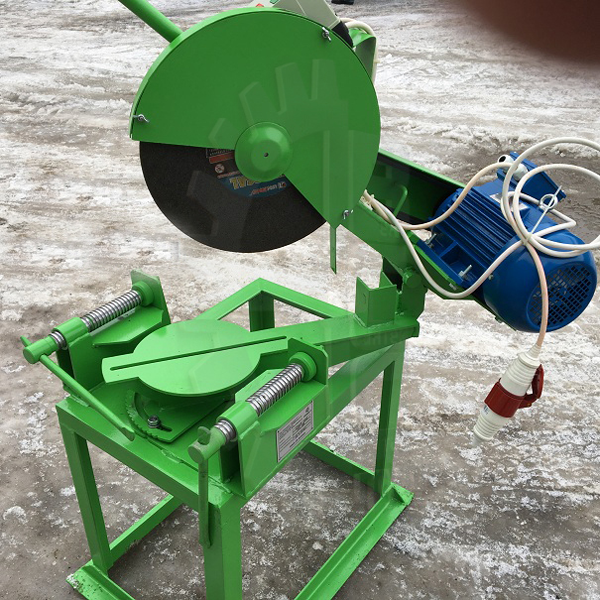
В результате получится отрезной дисковый станок по металлу маятникового типа. Основными рабочими узлами для него являются:
- электрический блок с мотором и пускателем;
- перемещающийся маятник;
- приводной механизм;
- рабочий стол;
- отрезной механизм.
Функционал оборудования
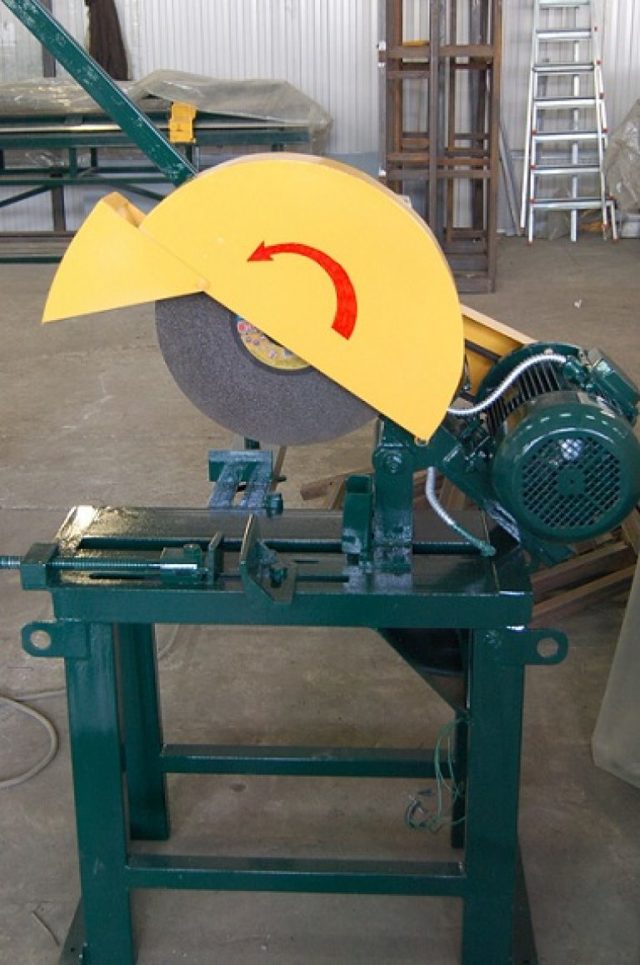
Как правило, отрезные станки необходимо оборудовать достаточно мощными электромоторами. Рекомендуемый диапазон составляет 1,5-3 кВт. В таком случае он будет иметь хорошую производительность для порезки арматуры, труб, уголка или проката
В бытовых условиях ориентируются на 1,5 кВт, а для промышленной мастерской предпочтительней выбирать 2-2,5 кВт.Важно знать, что для 300 мм диска нужно выбирать мотор в 2 кВт с 3000 об/мин.
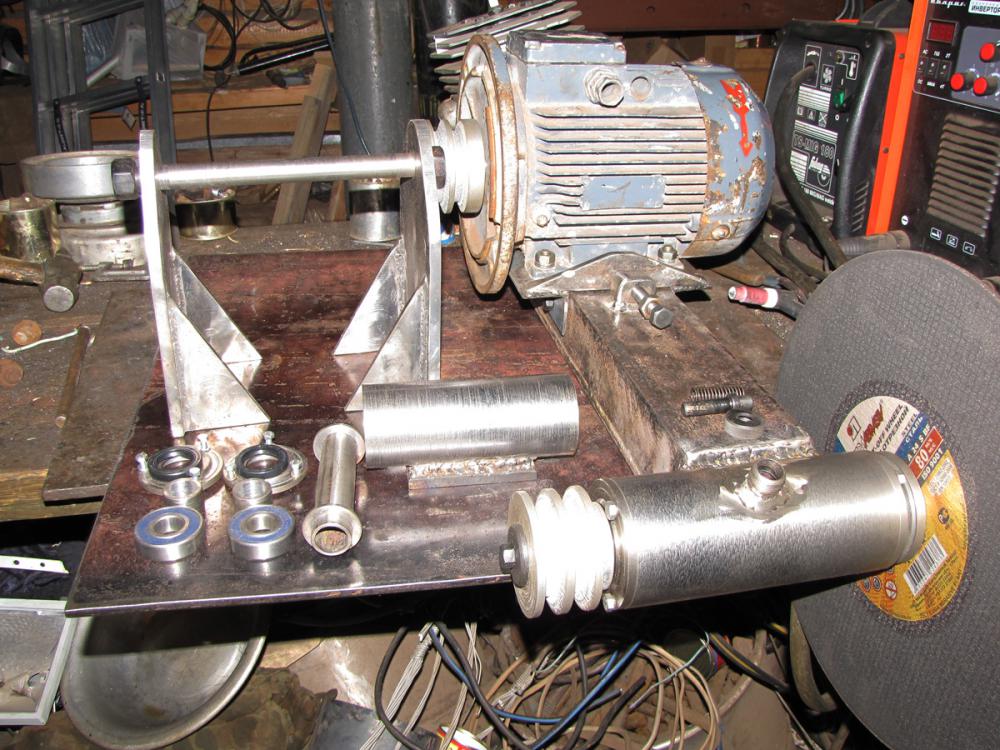
Приводом служит ременная передача, собранная из пары одинаковых по диаметрам шкивов. Первый сажают на зафиксированный электродвигатель, а второй крепят к валу с установленным на нем отрезным диском
Для вала подбираем пару мощных шариковых подшипника. Рекомендуем собирать схему, в которой отрезной станок по металлу имеет привод, установленный слева от диска. Таким образом соблюдаются правила безопасности и повышаются эргономичные характеристики, ведь зажимная гайка не станет самопроизвольно отвинчиваться.
Консоль должна быть оптимально сбалансирована и качественно сварена. Относительно станины она должна перемещаться строго под прямым углом.
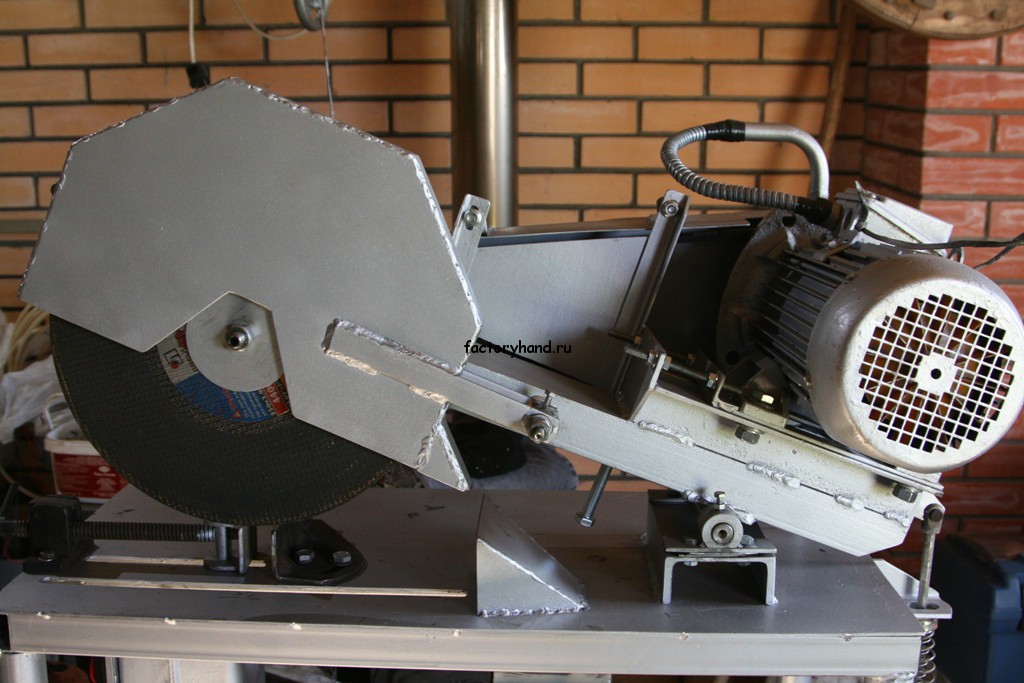
Маятник монтируется на две стойки, в которых имеются прорези под втулку. Для этого используют квадратный профиль 40х40 мм высотой 80-110 мм.
На коромысло устанавливается с одной стороны мотор, а с другой, более длинной из соотношения 1:3, – привод с кругом
Важно, чтобы масса электродвигателя немного перевешивала пильную часть, и в нерабочем положении диск был выведен из зоны резания.
Рабочий стол подбирается примерно 700х1000 или 500х900 мм. Каркас сваривается из уголка 25х25 или 40х40 мм.
Отрезной станок, цена которого в домашних условиях формируется из стоимости составных частей, на рабочей поверхности должен иметь прорези для выхода инструмента
Это позволит в полной мере отделить заготовку от основной части.
Для фиксации заготовки применяются мощные струбцины. Вместо них можно установить небольшие слесарные тисы на винтах.
https://youtube.com/watch?v=-oVQNI-yuj4
По условиям безопасности необходимо оснастить аппарат кнопкой аварийной остановки. Ее располагают в видимой открытой части станка.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Классификация оборудования
Итак, начнем с общей информации о металлорежущих станках. Конструктивно всех их объединяет наличие электромотора, передачи и отрезного диска. Найти чертеж для изготовления подобного оборудования не проблема. Ознакомившись с тем, как дисковый отрезной станок работает, в процессе его постройки своими руками вносить необходимые вам коррективы не составит труда. Теперь рассмотрим основные принципиальные нюансы:
 Чертеж механизма передачи для отрезного станка
Чертеж механизма передачи для отрезного станка
В зависимости от масштабов производства выбирается мощность устанавливаемого электромотора. Большинство готового оборудования имеет достаточно высокую мощность, но в бытовых нуждах получается даже избыток.
Необходимо правильно выбрать и своими руками установить передачу. От нее зависит насколько будет сохраняться и правильно передаваться крутящий момент от мотора к режущему диску.
Монтаж тисков. Даже для простейшего отрезного станка по металлу желательно включать в комплект тиски – это не только повысит комфортность работы, но и будет правильным с точки зрения техники безопасности.
Выбор угла резки. Он может быть от 45° до 90°, но чаще мастера выбирают именно прямой угол.
Диаметр отрезного диска. От этого параметра зависит, какой толщины кусок металла сможет отрезать дисковый отрезной станок.
При проектировании нужно учитывать массу и габариты оборудования. Этот параметр зависит от используемых материалов и того, какой компоновки получится станок
Также в процессе проектирования уделите внимание виброопорам на ножках.
Выбираем тип подачи – маятниковый, фронтальный или нижний.
Еще отрезное оборудование классифицируются по типу установки пилы:
- Ленточный станок.
- Абразивно-отрезной.
Последний предназначен для резки толстой металлической арматуры, различных прутов, квадратных профилей и труб разного диаметра. Здесь же можно отрезать различные твердые детали и профили под разным углом. Ленточный станок работает на основе замкнутой режущей пилы, поэтому он не дисковый, пила перемещается на шкивах. Сразу стоит сказать, что своими руками проще соорудить именно дисковый вариант.
Штроборез из болгарки своими руками + (Видео)
Штроба – это канавка, которую необходимо прорезать в стене для укладки электрического провода или кабеля. Сложность этой работы заключается в том, что канавка должна быть постоянной ширины и глубины. Тогда провод будет укладываться ровно и раствора для закладки потребуется меньше.

Штроборез на практике применяется редко, поэтому покупать его для дома будет накладно. Но его можно изготовить на базе угловой шлифовальной машины – нашей любимой болгарке.
Главная задача – установить два алмазных диска на валу болгарки с расстоянием не менее 1 см:
- устанавливаем первый диск и фиксируем гайкой;
- устанавливаем второй диск и фиксируем гайкой;
- замеряем получившееся расстояние между дисками;
- устанавливаем защиту на болгарку;
- проверяем работу.
Но, если не получается по каким-то причинам установить два диска на валу, штробу можно прорезать и обычным методом одним установленным диском. Просто придется прорезать вторую параллельную линию.










 Работы с штроборезом выполняются в помещении. Это создает огромное количество пыли. От нее не спасает даже респиратор. Для устранения этого негативного явления надо сделать защитный кожух, который бы накрывал оба диска и имел сверху патрубок для подключения к пылесосу. Подобное устройство есть на электрических лобзиках для сбора мелких опилок. Иногда к этому кожуху любители рационального использования инструмента приспосабливают 2 или 4 вращающихся ролика. При движении штробореза по поверхности стены, он будет передвигаться на роликах, не создавая дополнительных нагрузок на руки.
Работы с штроборезом выполняются в помещении. Это создает огромное количество пыли. От нее не спасает даже респиратор. Для устранения этого негативного явления надо сделать защитный кожух, который бы накрывал оба диска и имел сверху патрубок для подключения к пылесосу. Подобное устройство есть на электрических лобзиках для сбора мелких опилок. Иногда к этому кожуху любители рационального использования инструмента приспосабливают 2 или 4 вращающихся ролика. При движении штробореза по поверхности стены, он будет передвигаться на роликах, не создавая дополнительных нагрузок на руки.
Для изготовления инструмента для широкой канавки необходимо изготовить специальные втулки для крепления дисков на нужную ширину. С таким штроборезом можно будет делать канавки для прокладки труб.
Но и защитный кожух надо будет сделать более широкий. На кожухе штробореза и для проводов, и для труб необходимо установить винт регулировки погружения режущего инструмента в стену. В таком случае кожух будет состоять из двух частей связанных шарниром и узлом регулировки погружения.
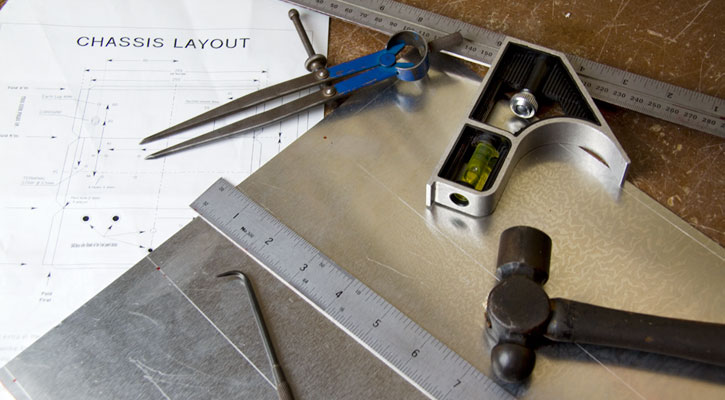
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
 Этап разметки проводится вручную или с помощью специальных устройств
Этап разметки проводится вручную или с помощью специальных устройств
Классификация по способу подачи режущего элемента
В продаже имеется большое количество станков, перед приобретением, важно понять, как работает система подачи режущего элемента. Режущий элемент может подаваться следующими способами:
- фронтальная подача режущего диска;
- устройство с реализацией нижней подачи режущего элемента;
- конструкция, основанием которой происходит работа маятниковым способом.
Металлическое основание отрезного станка может быть напольным или настольным при использовании. В первом случае, устанавливается диск большего диаметра, что позволяет резать больший объем деталей. Настольное оборудование более мобильно, имеет сниженный вес.
Самодельный отрезной станок: подробная инструкция сборки
самодельный отрезной дисковый станок
У станка, сделанного своими руками, есть главное преимущество: он создан под нужды конкретного мастера. Для работы понадобятся:
- угол из металла №25;
- швеллер №10;
- вал;
- профильная труба;
- сварочный аппарат;
- подшипники;
- электромотор;
- коробка для установки электрической схемы;
- пусковой тумблер;
- пусковая цепь;
- катушка;
- УШМ;
- дрель.
Ход работ:
- Из уголка с помощью УШМ своими руками нарежьте заготовки для рамы, ее габариты 40х60х120 см.
- Сварите из заготовок раму.
- В качестве направляющей своими руками приварите швеллер, одновременно придающий жесткость конструкции.
- На швеллер с помощью болтов прикрепляется пара вертикальных стоек.
- Из трубы сварите раму 45х60 для крепления электромотора и вала под нужным углом.
- На задней части рамы располагается плита с прикрепленным электромотором. Желательно использовать асинхронный мотор, как менее прихотливый. В зависимости от использования можно выбрать мотор мощностью от 1,5 до 3 кВт и запитать его от 3-фазной сети. Если существует возможность использования лишь 1-фазной сети, подбирается двигатель с повышенной на 1\3 мощностью и подключается через конденсаторы.
- На токарном станке своими руками изготовьте вал с фланцами, шкивом и опорами. Фланец должен выступать на 32 мм.
- Установите на вал подшипники опоры и шкив. Подшипники закрепляются на верхней раме в углублениях плит.
- Коробка с электросхемой устанавливается в нижней части рамы.
- Между стойками устанавливается вал диаметром 12 мм, на него надевается втулка. Зазор между ними должен быть минимальным, посадка скользящая.
- На втулку приваривается коромысло из швеллера длиной 80 см, соотношение плеч коромысла 1:3. Его амплитуда ограничивается цепью. С наружного конца своими руками крепятся тугие возвратные пружины.
- На короткую часть коромысла устанавливают двигатель, на длинную часть — инструмент для резки.
- От электромотора к валу протягивается ременная передача.
Стоимость коробки для электросхемы, сделанной своими руками, будет незначительно ниже купленной в магазине. Чтобы подвести электропитание к станку, нужен автомат 3-полюсный, от которого идет провод на электромотор, кнопка аварийной остановки и пусковая цепь. Аварийная кнопка подключается напрямую, двигатель через коробку и автомат.
Видеоролики о разных конструкциях самодельных дисковых отрезных станков:
Сборка маятникового станка
Конструкция маятникового станка состоит из трех основных узлов:
- Станина – самый простой элемент станка для болгарки. Узел изготавливают из стальной плиты толщиной минимум 10 мм с подставками снизу. Можно из профильной трубы сварить раму, а сверху нашить листовой металл толщиной 3 мм. К станине фиксируется кронштейн с шарниром маятникового механизма.
- Маятник – основной рабочий механизм станка. Конструкцию в форме буквы «Т» сваривают из профильной трубы. К одному концу фиксируют зажим для болгарки, а другой стороной маятник крепят к шарнирному механизму.
- Зажим для болгарки делают из металлических кронштейнов. Конструкцию прочно фиксируют к маятнику через консоль.
Чтобы изготовить станок, понадобится чертеж или хотя бы простая схема. Один из вариантов представлен на фото. Размеры станка придется рассчитать свои под габариты имеющейся в наличии болгарки.
Для правильного расчета размера узлов станка сначала замеряют габариты болгарки, а затем расстояние между отверстиями на корпусе редуктора
При проектировании маятника важно до минимума сократить расстояние между отрезным диском болгарки и шарнирным механизмом. Это придаст жесткость станку, что позволит выполнять более ровный рез
После разработки чертежа приступают к изготовлению всех узлов станка:
После разработки чертежа приступают к изготовлению всех узлов станка:
- Согласно размерам схемы из металла нарезают заготовки для всех узлов. Сначала изготавливают станину. Нужно учесть, что во время реза диск болгарки будет заглубляться в прорезь плиты. Если для станины сварить прямоугольную рамку из профиля, а сверху нашить стальной лист, то снизу образуется ниша. Пространства будет достаточно для входа отрезного диска. При изготовлении станины в виде плиты из стали толщиной 10 мм снизу нужно приварить подставки.
- Далее, приступают к изготовлению маятника. К торцу заготовки из профильной трубы приваривают ось для подшипников шарнирного соединения. С другой стороны маятника нужно сделать зажим для болгарки. Для этого из стальной полосы сгибают кронштейн в форме буквы «П». В него должен войти редуктор болгарки. В боковых полках кронштейна сверлят отверстия под болтовое соединение.
- Вторую часть зажима выгибают из стального прута. Должен получиться хомут в форме буквы «П», внутрь которого входит корпус болгарки. На обоих концах хомута нарезают резьбу. Зажимную планку отрезают из стальной полосы толщиной 5 мм. По краям планки сверлят отверстия на таком расстоянии, чтобы в них вошли резьбовые наконечники хомута.
- Оба П-образных крепления, то есть, хомут и кронштейн, фиксируют на консоль. Деталь представляет собой прямоугольную стальную пластину, которую вместе с зажимами для болгарки в дальнейшем закрепляют ко второму концу маятника.
- Следующий этап – сборка шарнира. На приваренный к маятнику вал насаживают два подшипника. Гнезда для них можно сделать из куска трубы соответствующего диаметра. Отрезанные кольца насаживают на обоймы подшипников. Теперь этот узел надо закрепить к станине.
- Гнезда придется только приваривать к плите, не вынимая подшипников. Узел размещают с отступом 5–6 см от края станины. Во время сварки подшипники накрывают мокрой тканью или поливают водой, чтобы избежать перегрева.
Рычаг маятника с шарниром готов. Теперь настало время ко второму его концу закрепить консоль с зажимами. Саму болгарку на маятнике можно зафиксировать так, чтобы вращение диска осуществлялось «от себя» или «на себя». Здесь каждый мастер выбирает по своему усмотрению.







- Чтобы маятник с болгаркой произвольно не опускался, предусматривают возвратную пружину. Она должна действовать на растяжение и быть очень упругой. Пружину фиксируют петлями, приваренными к станине и маятнику.
- Станок почти готов. Осталось в плите сделать прорезь для входа диска. Здесь даже замерять ничего не нужно. Зажатую в маятнике болгарку включают и отрезным диском прорезают плиту. Изначально прорезь получится тонкая. Чтобы ее расширить на болгарку ставят толстый диск, после чего повторяют процедуру.
Во время выполнения прорези на станине произошло испытание станка. Не хватает только последнего узла – фиксатора для заготовок. Здесь вариантов много. Можно просто закрепить к плите маленькие тесы. Как вариант, из куска профильной трубы приваривают на станину упор, а напротив него фиксируют гайку с винтом. Получается неплохой винтовой зажим. Если сверху упорной планки закрепить металлическую линейку, удобно будет резать заготовку по нужному размеру.
Вариант 1 — простой способ сделать из УШМ отрезной станок
Простой способ изготовления самоделки предусматривает изготовление основания, на котором крепятся неподвижные соединители для подвижной пластины. Итак, более подробно о том, как сделать станок из УШМ:
- Берется стальная пластина размером 15х15 см и толщиной не менее 2 мм. Такой большой размер нужен для того, чтобы закрепить ее к верстаку болтовыми соединителями. Если верстак (стол) железный, то основание можно к нему приварить сваркой, поэтому в этом случае можно использовать более короткую пластину 10х10 см
- К основанию перпендикулярно приварить две прямоугольные пластины, расположенные на расстоянии друг от друга 5-8 см. Толщина пластин также должна быть не менее 2 мм. Их дина зависит от размеров электроинструмента, но обычно для стационарных станков применяются маленькие или средние болгарки, поэтому длина пластин составляет 8-10 см
- У основания пластин проделать прямолинейное отверстие, в которое установлен соединительный болт. Диаметр отверстия 6-8 мм, что не столь принципиально
- На следующем этапе понадобится изготовить подвижное основание, к которому будет крепиться болгарка. Для этого понадобится взять стальную пластину длиной не менее 20-30 см, что зависит от размера электроинструмента. Ширина этой станины должна быть чуть меньше расстояния между выступами прямоугольных пластин, приваренных к основанию
- С обратной стороны подвижной пластины нужно приварить круглую продолговатую гильзу, в которую будет помещен соединительный болт
- К получившейся подвижной пластине необходимо закрепить инструмент, используя для этого хомуты, стяжки и прочие способы. Количество крепежей должно быть более 2, а лучше не менее трех для большей безопасности
- Закрепив получившуюся конструкцию к верстаку, можно испытать его работу
Для удобства работы к подвижной планке можно приварить ручку, а также установить пружину автовозврата, которая будет возвращать инструмент в исходное положение, то есть перемещать его вверх. Ниже на фото показана готовая установка для отрезания из болгарки. Как видно на примере, для ее изготовления понадобится минимум усилий и материалов, а в итоге получается стационарное устройство для резки разных материалов.
Это интересно!В завершении понадобится прорезать соответствующего размера полосу в верстаке, в которую будет «заходить» вращающийся круг в патроне инструмента при резке материалов. При сооружении устройства не забывайте о том, что безопасная эксплуатация зависит от того, как закрепить болгарку. Она должна надежно фиксировать в 2-3 точках, что исключит ее перемещение во время работ, а также «слетание» с подвижной станины. При установке инструмента на подвижную станину, необходимо чтобы положение болгарки было строго под прямым углом, то есть круг должен располагаться строго в вертикальном положении.
Полученное устройство подходит для обработки разных материалов от древесины до прочного камня. При работе инструментом не забывайте использовать защитные очки, перчатки, а также спецодежду. Вместо верстака, можно использовать деревянную или стальную раму, на которой реализовать задумку.
Это интересно!Аналогичные простейшие станины для болгарок изготавливаются в заводских условиях, поэтому при наличии лишних 2-3 тысяч рублей, можно приобрести уже готовое основание, и пользоваться им прямо сегодня. Однако в самостоятельном изготовлении нет никаких трудностей, поэтому решать необходимо в каждом индивидуальном случае самостоятельно, что лучше.
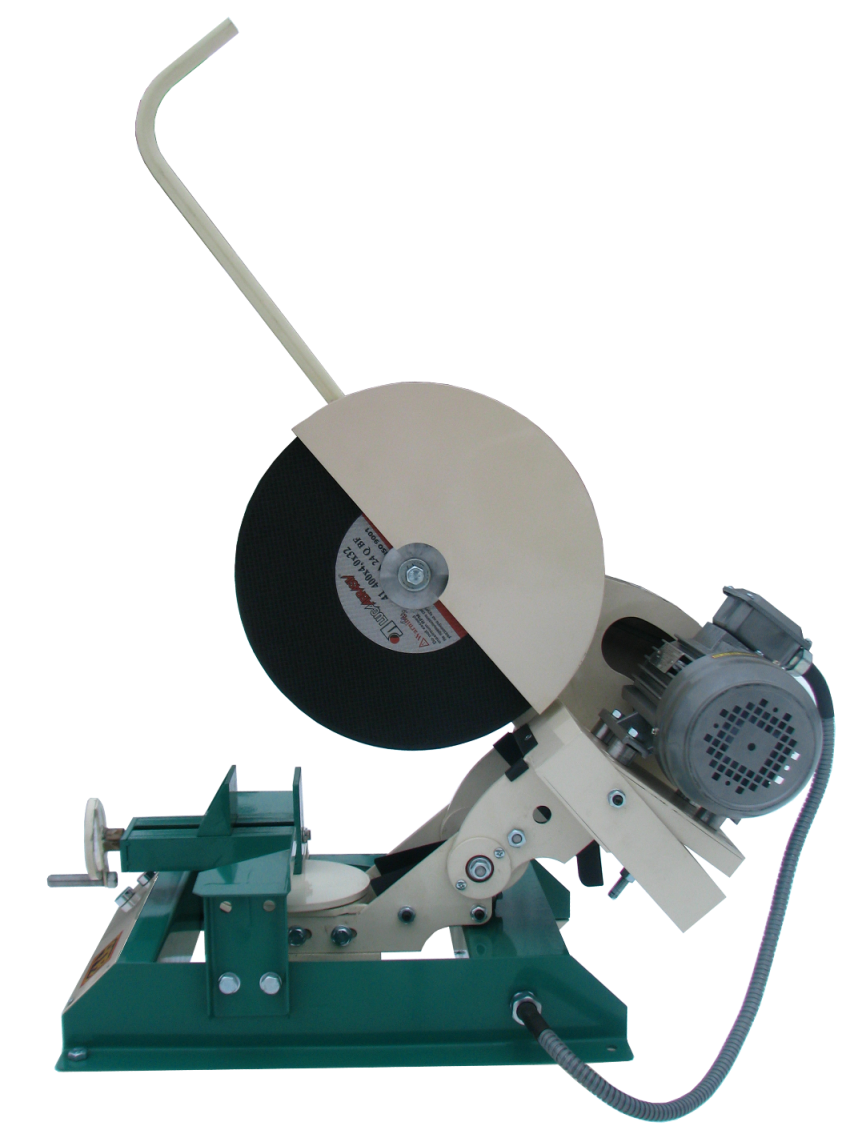
Дисковые отрезные аппараты
На практике мастера изготавливают станки трех разновидностей: ленточные, маятниковые, дисковые. Первый тип сложнее всего изготовить в рамках домашней мастерской. Оптимальным вариантом считается станок для резки металла дискового типа.
 Ленточнопильный станок
Ленточнопильный станок
В состав таких агрегатов входят:
- отрезной диск;
- маятник;
- рабочий стол;
- электрический двигатель;
- механизм привода.
Для стандартной мастерской достаточная мощность используемого двигателя — 1,5 кВт. Мощность электродвигателя зависит от типа используемого металла. Если при работе используется металл с тонкими стенками, то мощности 1,5 кВт для такого двигателя будет достаточно. Для проведения частых работ по резке труб из профиля понадобится агрегат мощностью 3 кВт.
Важным показателем двигателя является количество оборотов, которые он совершает в процессе нарезания металлической детали. Рекомендуемое число оборотов составляет не меньше 3000 в минуту. При низких оборотах электродвигателя отрезной диск не в состоянии работать оптимально.
Особое внимание необходимо уделять диаметру используемого круга. Мастера советуют выбирать круги диаметром 300-350 мм при мощности электродвигателя 2 кВт
При указанных параметрах рекомендуемое количество оборотов двигателя составляет 3000-4400 оборотов в минуту. При увеличении показателя круг разрушается, а при низких оборотах он быстро перегревается и стирается.
Для изготовления отрезного станка, понадобятся материалы:
- профильная труба 40 х 20 мм – 0,32 м;
- профильная труба 20 х 20 мм – 1,38 м;
- профильная труба 15 х 15 мм – 0,34 м;
- полоса 40 мм – 0,14 м;
- полоса 20 мм – 0,16 м;
- подшипники 100-я серия – 16 шт.;
- болты М10 под шестигранник 75 мм – 8 шт;
- гайки М10 – 12 шт;
- шайбы 10 мм – 32 шт;
- длинные гайки М12 – 3 шт.;
- длинная гайка М10;
- болт М12 с полной резьбой 200 мм;
- болты М10 40 мм – 2 шт.;
- болт под шестигранник с полной резьбой 70 мм;
- заглушки для профиля 20 х 20 мм – 6 шт;
- заглушки для профиля 40 х 20 мм – 1 шт;
- профильная труба 50 х 50 мм, для направляющей – 2 м или более.
Далее на фото, показан процесс изготовления самоделки.
Первым делом, изготовим роликовую каретку для линейной направляющей. В качестве ее основы будет применяться профильная труба с сечением 20 х 20 мм. Потребуются 4 заготовки длиной по 300 мм.
Затем, в заготовках, нужно просверлить сквозные отверстия для будущего соединения деталей. Их центры располагаются за 25 мм от каждого края профильных труб. Потребуется сверло с диаметром 11 мм.
Переворачиваем просветленный профиль на другой бок, и отступив уже 50 мм,сверлим аналогичные сквозные отверстия с каждой стороны. Чтобы спрятать применяемые в дальнейшем при сборке каретки болты сквозные отверстия в заготовках нужно доделать. Для этого одну стенку каждого профиля требуется рассверлить, применяя сверло с диаметром 17 мм. Так дорабатываются все 16 отверстий, примыкающие к ним остальные 16 остаются нетронутыми.
Изготовим плечо для крепления болгарки, отрезаем профиль 40 х 20 мм, длиной 300 мм.
Также потребуется сделать узел для регулировки глубины прохождения при распиле. Он изготовляется из профильной трубы 20 х 20 мм, длиной 160 мм. Его торцы срезаются под углом 45 градусов. Из профильной трубы сечением 15 х 15 мм нужно нарезать небольшие проставки длиной по 40 мм. Всего потребуется 8 шт.







Собираем конструкцию. В качестве соединяющей петли будет применяться болт М12 со сплошной резьбой длиной 200 мм. На него накручиваются 3 длинные гайки М12. Закрепив болты с гайками струбцинами к столу нужно приложить заготовки из пары профилей 20х20 мм, и одного 40 х 20 мм. Трубы нужно приварить к гайкам.
Затем, из полосы шириной 40 мм нужно вырезать 2 заготовки длиной по 50 мм. По центу ближе к краям сверлим по отверстию сверлом 11 мм.
Эти пластины, послужат креплением болгарки в штатные отверстия, применяемые для крепления ручки. В некоторых инструментах данные отверстия могут быть изготовлены под болты М8, что нужно будет учесть. Для надежности прижимные болты М10 40 мм нужно оснастить гайками. Болты вкручиваются в редуктор сквозь пластины и поджимаются гайками.
Теперь, немного отступив от крепления пластин уваривается ранее сделанная заготовка из профиля 20х20 длиной 160 мм. На ее свободный торец варится заглушка из той же полосы, что и крепление для болгарки. На выступающем ухе пластины сверлится отверстие, и на него наваривается гайка М10. Для усиления конструкции дополнительно на бок профиля нужно приварить стальную полосу длиной 160 мм, также спиленную под 45 градусов.
После покраски деталей, собираем каретку. Для этого потребуются винты М10 под шестигранник длиной 75 мм. Нужно стянуть заготовки профильных труб 20 х 20 мм между собой. При этом между ними набирается пирог: шайба, подшипник, шайба, проставка, шайба, подшипник, шайба. Повторив так еще 7 раз, в результате получается готовая каретка.
Собираем крепление для болгарки.
На столе, устанавливаем направляющую и роликовую каретку. Ее высота регулируется подкладкой деревянных брусочков. Инструмент крепится по кромке стола. Заготовки для распила прижимаются парой слесарных струбцин. Для удобства можно проводить раскрой в несколько проходов, каждый раз добавляя глубину запила.
Самодельный отрезной станок из болгарки, готов к работе.
Станок делает ровные и точные пропилы.
В результате, получился удобный отрезной станок по металлу.





