

4 Технические требования к изготовлению
Согласно ГОСТ 1695-80 дисковые трехсторонние фрезы должны производиться из быстрорежущей стали, отвечающей требованиям ГОСТ 19265. Допустимо изготовление этого инструмента также из быстрорежущей стали иных марок, обеспечивающих его стойкость и работоспособность, не уступающую фрезам, произведенным из материала по ГОСТ 19265. Также по согласованию с заказчиком возможно изготовление инструмента из легированной стали 9ХС, отвечающей требованиям ГОСТ 5950*.
По завершении термической обработки нешлифованные поверхности дисковых фрез должны быть подвергнуты нанесению защитного покрытия либо очистке химическим способом. На всей поверхности дискового инструмента не должно быть следов коррозии, трещин, а на режущих кромках – поджогов, забоин, выкрошенных мест, на шлифованных поверхностях к тому же – черновин.

Рабочая часть инструмента должна обладать твердостью:
- 63–66 HRC – для фрез, выполненных из быстрорежущей стали;
- 62–65 HRC – из стали 9XC.
Рабочая часть инструмента, изготовленного из быстрорежущей стали, которая имеет содержание кобальта 5 % или больше и ванадия 3% или больше, должна обладать твердостью 64–68 HRC. Этот параметр проверяется на торце фрезы на расстоянии от режущих кромок 5 мм или меньше либо на задней поверхности режущих зубьев. На рабочей поверхности дискового инструмента не должно быть участков с пониженной твердостью, обезуглероженного слоя.
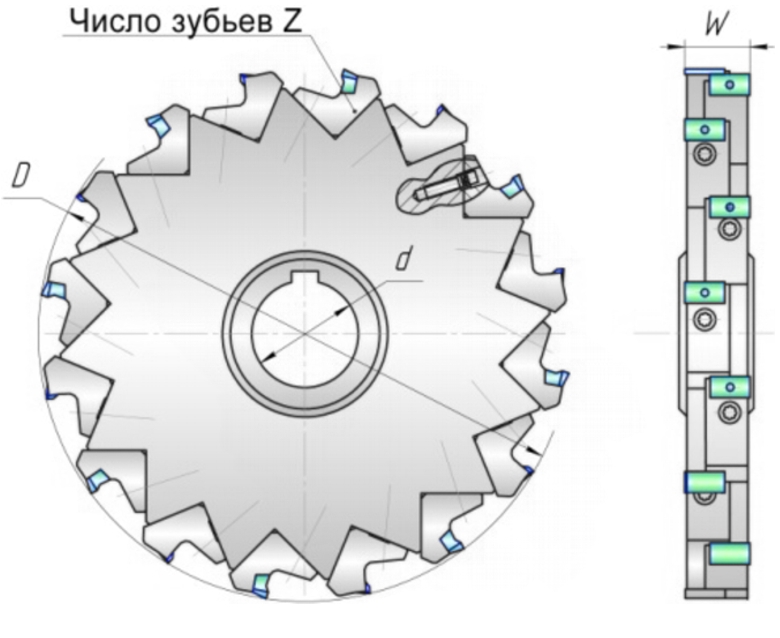
У каждой фрезы на торце должны быть достаточно четко нанесены следующие обозначения:
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Какими бывают патроны на дрели и как они снимаются и разбираются самостоятельно
Искрение щеток на болгарке причины и особенности их замены
Конусные и ступенчатые сверла для металла их отличия назначение и применение
Алмазные диски для болгарки и критерии их выбора
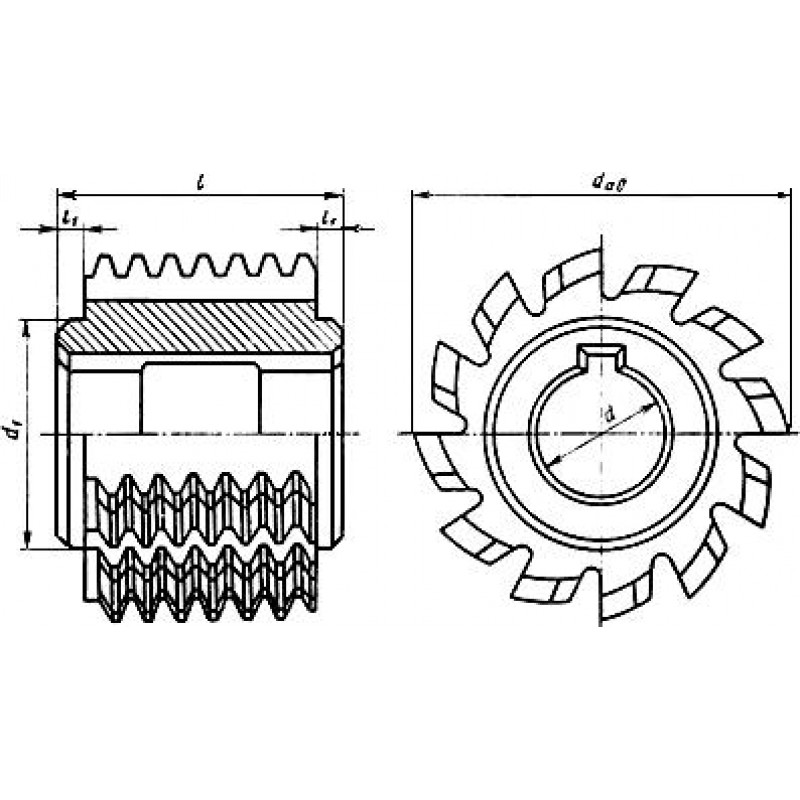
Червячная фреза по металлу и ее особенности
Кроме вышеперечисленных режущих насадок выпускаются и другие, о которых также будет полезно знать всем, чья деятельность связана с обработкой металла.
Червячные — имеет вид цилиндрического основания с большим количеством зубьев. Эти зубья имеют разную конструкцию, что позволяет применять оснастку для выполнения соответствующих работ. Червячные фрезы в виде зубчатого колеса служат для обрабатывания заготовок путем обката, что достигается при помощи точечного касания заготовки. Устройства классифицируются на виды по разным признакам — цельные и сборные, правые и левые, одно и многозаходные, а также с шлифованными зубьями и нешлифованными.
Одно и многозаходные образцы отличаются тем, что первый вариант позволяет деталь только один заход, а второй отличается от него высокой производительностью. Только это не значит, что многозаходные являются более точными, так как с каждым последующим проходом уменьшается точность. Многозаходные используются для проведения черновой обработки.
Червячные фрезы с шлифованными и нешлифованными зубьями также отличаются, как и одно и многозаходные. Оснастка с шлифованным зубом отличается высоким классом обработки, и служат они преимущественно для обрабатывания нарезаемых поверхностей. Если точность выполнения работ не важна, тогда используются устройства с нешлифованными зубцами.
https://youtube.com/watch?v=vTNTyuJM_rI%3F
Цельные и сборные отличаются возможностью отсоединения от хвостовика. Цельные представляют собой единичную деталь, в то время как сборные состоят из двух частей.
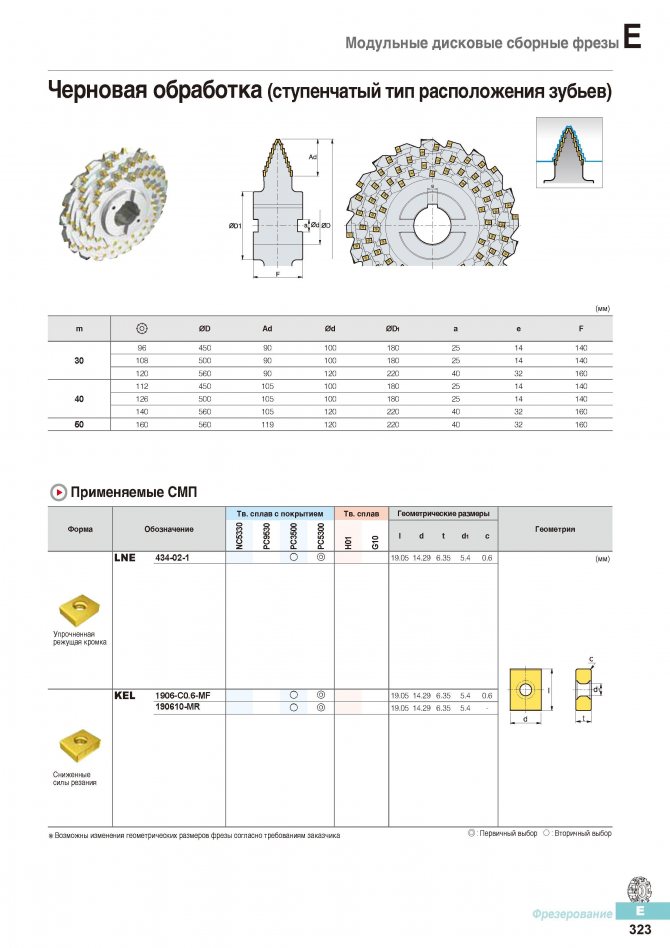
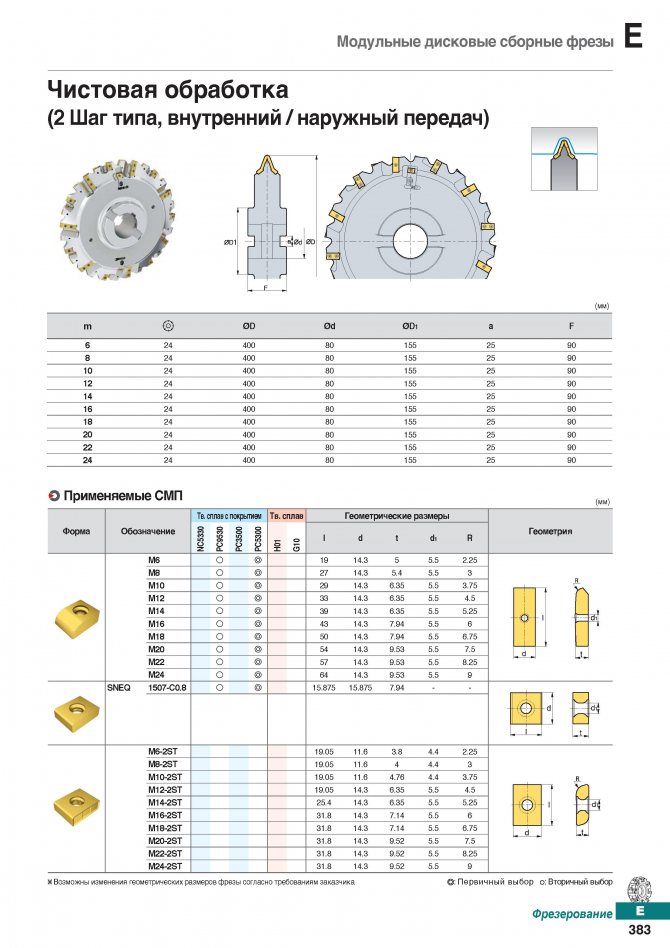
Область применения
Дисковые модульные фрезы применяются для:
- •черновой обработки, предварительной и чистовой нарезки прямых и косых зубьев цилиндрических колес;
- •изготовления шевронных колес с канавками между зубчатыми венцами;
- •нарезки конических зубчатых колес.
Особенностью применения данного типа фрез является высокая точность зуба, что позволяет использовать детали для широкого круга машин и оборудования различных отраслей машиностроения, в том числе и при производстве высокоточных станков. При этом модульные дисковые фрезы могут быть использованы для шестерен с менее чем 12 зубьями и для циклоидального профиля.
Выбор фрез для обработки металла
Для фрезеровки плоскостей обычно используются торцовые и цилиндрические фрезы. Диаметр торцовой фрезы выбирают в зависимости от ширины фрезеровки. При обработке металла торцовыми фрезами выбор следует делать в пользу несимметричной схемы резания.
Фрезеровку плоскостей делают в следующей последовательности:
- под вращающуюся фрезу подводят заготовку до небольшого касания с обрабатываемой поверхностью;
- стол отводят и отключают вращение шпинделя станка;
- устанавливают требуемую глубину резания;
- включают вращение шпинделя;
- стол с заготовкой перемещают вручную до касания с фрезой.
При выборе цилиндрической фрезы её длина должна быть на 10… 15 мм больше заданной ширины обработки, а её диаметр подбирают в зависимости от глубины резания и ширины фрезерования. При выполнении черновой фрезеровки металла точность достигаемых размеров обычно соответствует 11-му и 12-му квалитетам, при чистовой обработке — 8-му и 9-му. В редких случаях – к примеру, когда имеет место тонкая фрезеровка металла на заказ, можно получить размеры с 6-м и 7-м квалитетом точности. Обработанная поверхность может иметь параметр шероховатости, который будет колебаться от Rz 80 мкм до Ra 0,63 мкм.
При применении фрез со вставными ножами, которые имеют закрепленные в корпусах черновые и чистовые резцы, можно получить параметр шероховатости Rz 5…2,5 мкм. Чистовые резцы в этом случае устанавливаются ниже черновых на величину расстояния, равному глубине чистовой обработки металла. Можно устанавливать в корпусе фрезы как один чистовой резец, так и несколько.
Концевые фрезы используются при фрезеровке вертикальных и небольших горизонтальных плоскостей (уступов). Также они могут применяться для обработки канавок и пазов различной формы. У концевых фрез режущие лезвия расположены на торце и на цилиндрической образующей инструмента. Применение наборов фрез при фрезеровке плоскостей дает возможность повысить производительность процесса. Данный набор представляет собой группу фрез, которые установлены и закреплены на одной оправке.
Токарную обработку металла производят при помощи специальных станков и инструментов. Хотите сделать красивую металлическую беседку своими руками? Пошаговую инструкцию вы найдете в этой статье.
Собираетесь заняться сваркой? Узнайте, какое оборудование для этого необходимо, прочитав статью по https://elsvarkin.ru/svarochnoe-oborudovanie/oborudovanie-dlya-argonodugovoj-svarki/ ссылке.
Классификация
В соответствии с общепринятой классификацией для обработки дерева применяют фрезы форм, отраженных в таблице.
| Виды фрез по дереву | Основные виды работ |
| Торцевые | Обработка торцевых поверхностей |
| Конусообразные | Обработка любых пород дерева под разными углами |
| V-образные | Гравировка надписей, снятие фасок под углом 45° и выполнение V-образных пазов |
| Дисковые | Выполнение горизонтальных пазов различных размеров для отрезных работ |
| Профильные | Декорирование изделий |
| Фальцевые | Фрезеровка четвертей |
| Калевочные | Скругление кромок |
| Ласточкино гнездо | Выполнение шиповых соединений различного вида |
| Фигирейные | Обработка кромок филеночных деталей |
| Галтельные | Создание галтелей (желобков) на кромках изделий |
Существуют разнообразные подвиды, отличающиеся по конструкции, форме лезвий, применению.
Так, с помощью шарового (шарообразного или сферического с круглой головкой) инструмента можно выполнять художественную резьбу по дереву. Есть изделия специального назначения, применяемые для резки ламината, деталей мебели, ручек, поручней.
Комбинированный вид представляет собой комбинацию пазовой фрезы и шиповой, применяется для сращивания досок.
Погружные инструменты применяют для фрезеровки пазов. Для получения аккуратных пазов выпускают модели с удлиненным хвостовиком.
Государственные стандарты
Общие требования к конструкции и характеристикам концевых фрез изложены в ГОСТ 17024-82 «Фрезы концевые. Технические условия». В дополнение к этому существует около сорока государственных стандартов, которые регулируют требования к характеристикам отдельных видов концевых фрез. Помимо прочего, они включают группу ГОСТов, регламентирующих параметры различных видов концевых фрезеров, предназначенных для обработки специализированных материалов на станках с ручным управлением и ЧПУ: легких сплавов, труднообрабатываемых сталей, титановых сплавов (ГОСТ 16225-81, ГОСТ 16225-81, ГОСТ 18938-73 и пр.). Другие ГОСТы определяют размерные ряды диаметров: для концевых фрез с цилиндрическим хвостовиком — ГОСТ 17025-71, а для концевых фрез с коническим хвостовиком — ГОСТ 17026-71.
Помимо государственных стандартов, требования к этому инструменту регламентируются техническими условиями, например, ТУ 2-035-0222232.3-90 определяет ряд диаметров для станков с ЧПУ.
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
В корзине нет товаров В корзине нет товаров
+7(495)105-59-19
Русский Металл
RUMETT
»Инструмент »Режущий инструмент »Фрезы »Фрезы дисковые 3-х сторонние
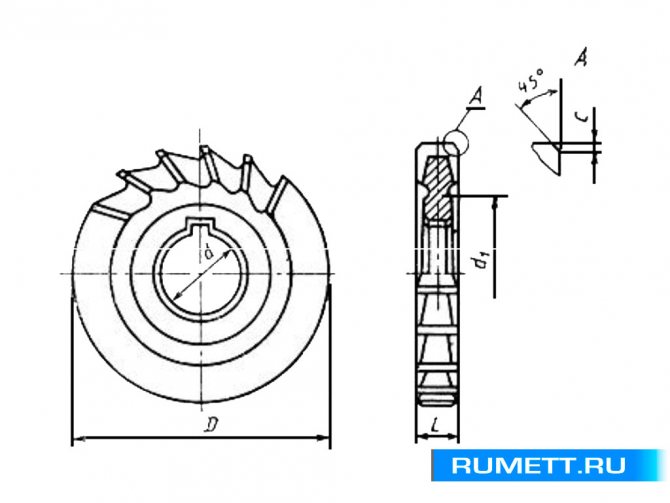
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5 тип 1 (прямые зубья) производится по ГОСТ 28527-90, она предназначена для обработки пазов общего назначения и шпоночных пазов. Диаметр фрезы (D) 100 мм, ширина фрезы (L) 16 мм (поле допуска k11 — фреза общего назначения), посадочный диаметр 32 мм. Изготовлена из быстрорежущей стали Р6М5 и предназначена для обработки конструкционной стали и чугуна. Пример маркировки — фреза 2240-0214 Р6М5 ГОСТ 28527-90. |




Свойства и характеристики
| Наименование | Значение |
| Диаметр фрезы (D), мм | 100 |
| Число зубьев, Z | 20 |
| Ширина (L), мм | 16 |
| d, посадочный диаметр (мм) | 32 |
| Обрабатываемый материал | конструкционная сталь и чугун |
| Номер по ГОСТ | 2240-0214 |
| Тип | тип 1 (прямые зубья) |
| Материал | Р6М5 (HSS) |
| ГОСТ | 28527-90 |
Связаные товары и скидки
ОбъявленияПоиск надежного поставщика металлопрокатаДействует до 28 февраля 2020гКупим паронит листовой любого размера толщиной 1,5 — 2 и 3 ммДействует до 31 декабря 2020г
RUMETT
Приглашаем партнёров к размещению товаров и услуг
- Спецразделы
- Горячие ссылки
- Услуги
- Для справки
Регионы поставки товаров: Россия, Казахстан, Беларусь, Молдова, страны Евросоюза. Монтажные работы только на территории РФ. Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Окончательные цены и условия указывает менеджер в выставляемом счет-договоре поставки в соответствии с ст. 506 ГК РФ.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
- Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
Режущая часть
Это основной элемент в конструкции любых фрез по металлу вне зависимости от назначения. За счет характеристик зубьев, фреза может применяться при работе с металлом. Конфигурация зубьев может быть остроконечной или затылованной.
Фреза с остроконечными зубьями, режущая кромка которых сформирована передней и задней плоской поверхностью, имеет один серьезный минус. Так, инструмент перетачивают по задней поверхности, а это приводит к нарушению геометрии зуба. Из-за этого такую фрезу невозможно перетачивать часто.
Инструмент с затылованными зубьями отличается только передней плоской поверхностью на зубьях. По ней можно выполнять переточку. За счет такой особенности, инструменты можно перетачивать много раз. При этом геометрические характеристики режущей части не изменятся.
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
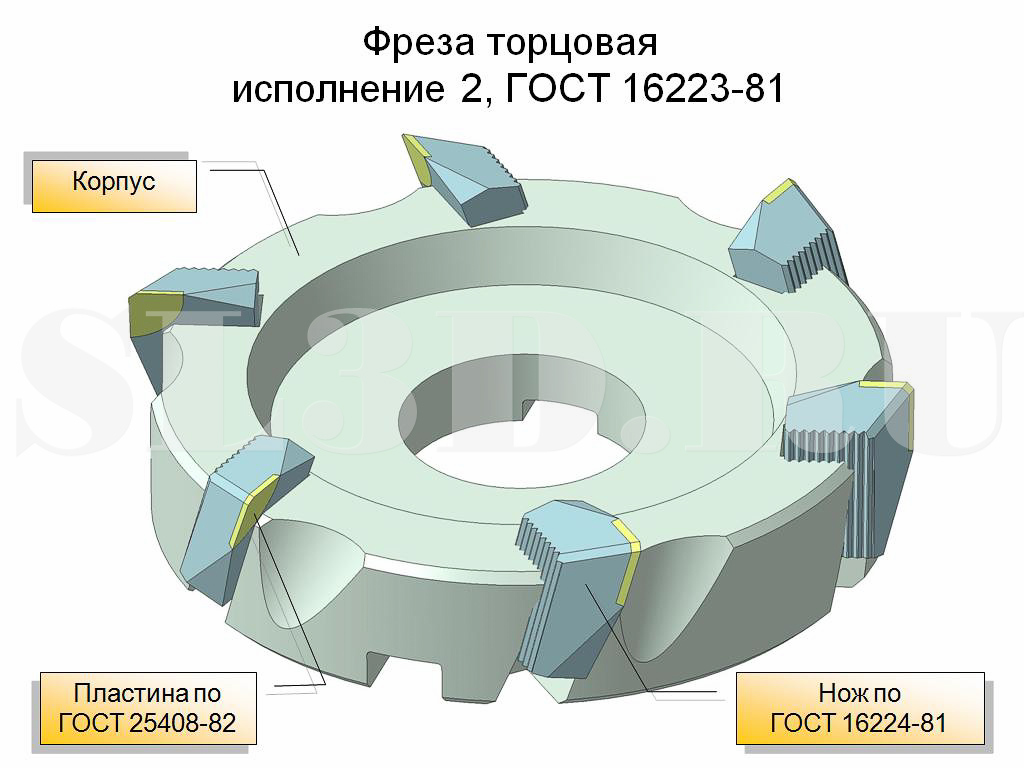
Торцовые фрезы
Этот вид применяется чаще всего для обработки плоскостей
на вертикально-фрезерных устройствах. В отличие от цилиндрического типа, где фреза является профилирующей и образует поверхности детали, у торцевого вида рабочими остаются вершины острых кромок зубьев.
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной
. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности
и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки
. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
Угловое оборудование применяют при фрезеровании наклонных плоскостей и угловых пазов. Одноугловые виды обладают режущими кромками, расположенными на торце и конической поверхности. Двухугловые виды имеют режущие кромки, которые располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент
. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Как выбрать?
Чтобы правильно выбрать инвентарь, необходимо учесть:
- зависимость чистоты реза от количества зубцов – чем их больше, тем чище кромка;
- при 80 и более зубьях он используется для чистовой обработки – отвод стружки усложняется, увеличивается нагрузка на оборудование;
- при 10-40 зубах их применяют для черновой обработки, после которой нужна зачистка торца;
- при 40-80 зубцах можно использовать круг в качестве универсального инструмента;
- если прочность составляет 500-800 МПа, используют пилы с повышенным содержанием молибдена (Р6М5), а для особо твердых – кобальта;
- нержавейка обрабатывается дисками с напайками из карбида вольфрама, такие пилы повторной заточке не подлежат;
- скорость реза устанавливается на основании справочных данных, для быстрорежущих сталей она составляет 40-60 м/мин;
- при низкой подаче кромка получается чище.

Одним из лидеров в производстве дисков по металлу является компания Julia. Она предлагает полный ассортимент продукции для предприятий, мелкого и серийного производства. В каталоге есть круги с повышенным содержанием молибдена для сталей прочностью 500-800 Н/мм2, кобальта для нержавеющей и высокопрочной стали, изготовленные из быстрорежущей стали, из сплава DMo5, где присутствует 6,4% вольфрама, 5% молибдена, 1,9% ванадия. Они имеют разные характеристики, но все устойчивы к износу, прочны и надежны, долго сохраняют остроту заточки. Устанавливаются они на ручные, автоматические, полуавтоматические отрезные станки. Диаметр их составляет 160-620 мм, толщина – 1-6 мм. Отличаются они по типу покрытия, форме зуба и области применения.
Узнать больше подробностей и приобрести твердосплавные дисковые фрезы по металлу можно в .
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.
Требуемое число зубьев
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.



Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
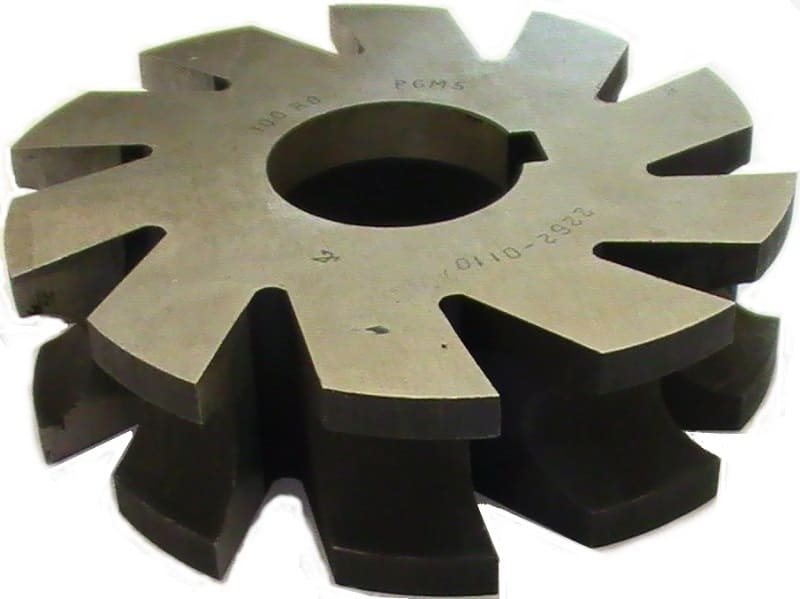
Дисковые зуборезные (модульные) фрезы
Дисковые зуборезные (модульные) фрезы служат для предварительного и окончательного нарезания цилиндрических прямозубых и косозубых колес и шевронных колес с канавкой между зубчатыми венцами на ободе для выхода инструмента. Эти фрезы применяются также для предварительного, а в отдельных случаях и окончательного нарезания прямозубых конических колес.
В производстве зубчатых колес применяются следующие типы дисковых фрез: стандартные комплекты фрез нормального ряда из 8, 15 или 26 номеров, специальные чистовые дисковые фрезы для нарезания определенного колеса, черновые дисковые фрезы.
Стандартные дисковые зуборезные фрезы нормального ряда. Для каждого модуля и профильного угла, а также для каждого числа зубьев колеса теоретически необходимо иметь специальную дисковую фрезу, что экономически нецелесообразно. Поэтому специальные дисковые фрезы для нарезания определенного колеса применяют:
- для изготовления зубчатых колес с числом зубьев, меньшим 12;
- для зубчатых колес с циклоидальным профилем зуба.
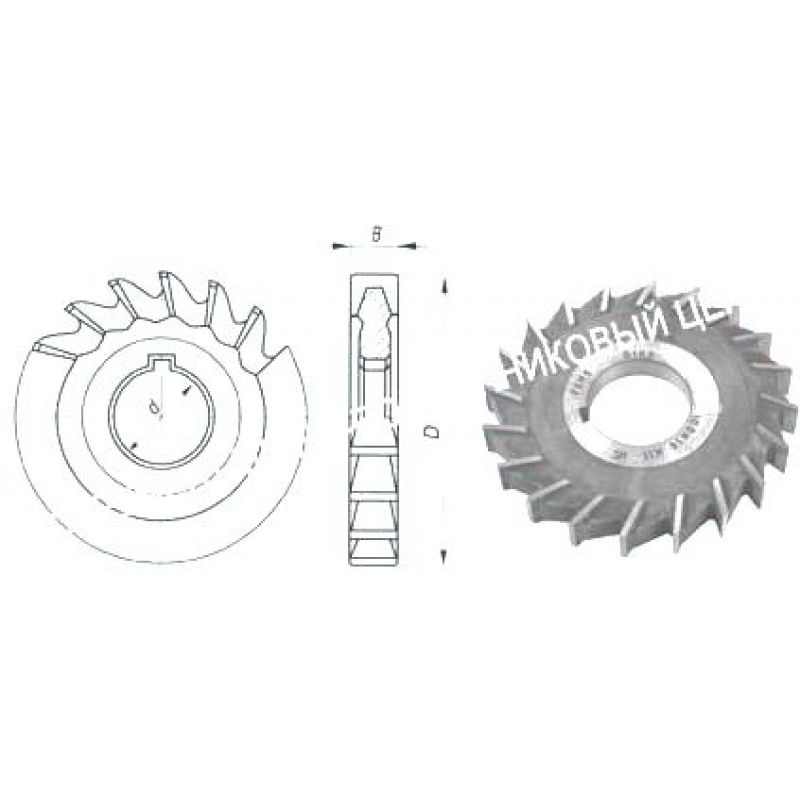
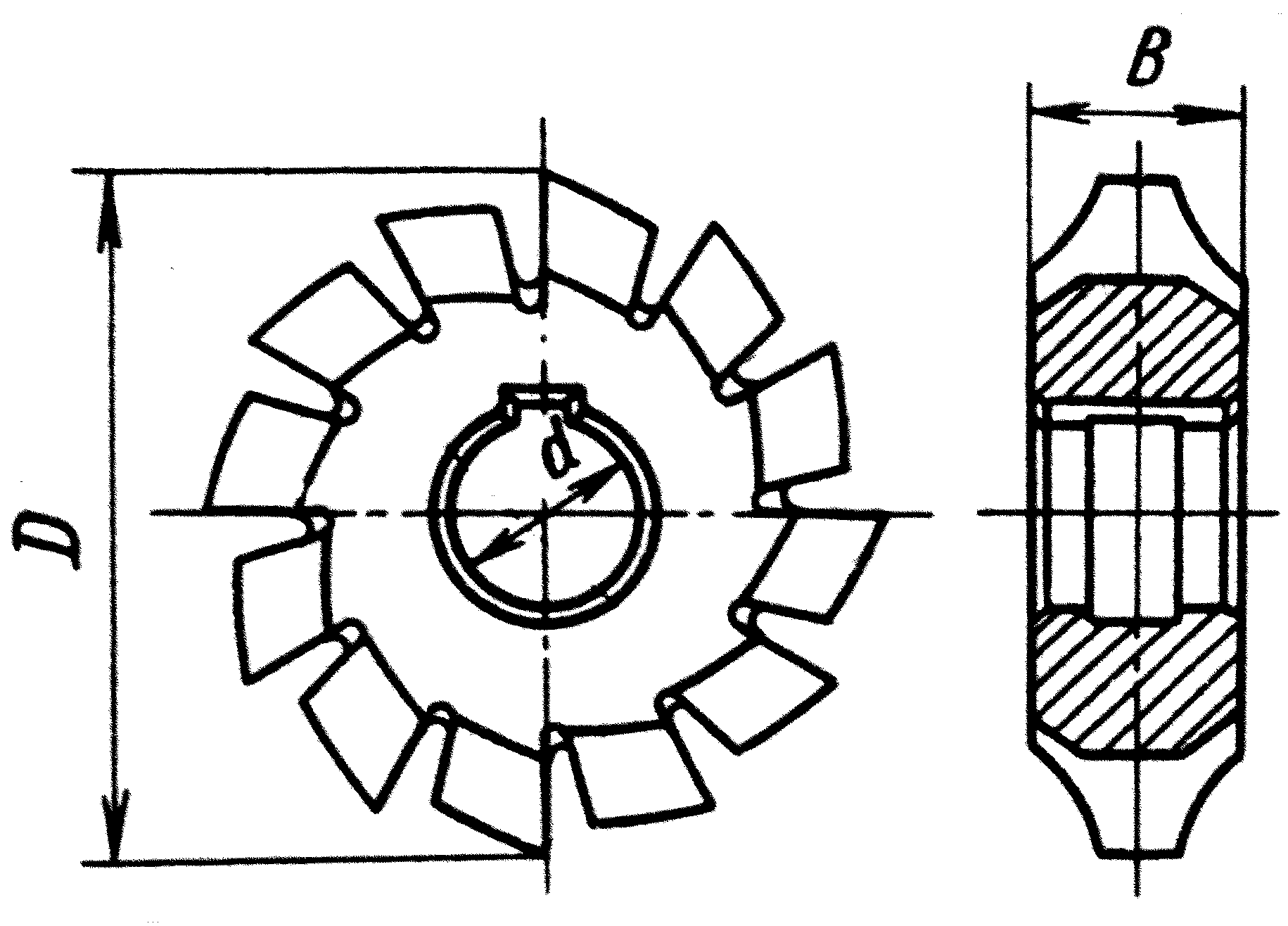
В остальных случаях применяют комплекты, состоящие из 8, 15 или 26шт. Каждая фреза комплекта предназначена для нарезания колес с числами зубьев в определенных границах. Наибольшее распространение получили комплекты, состоящие из 8 и 15 фрез (Рис.1.).
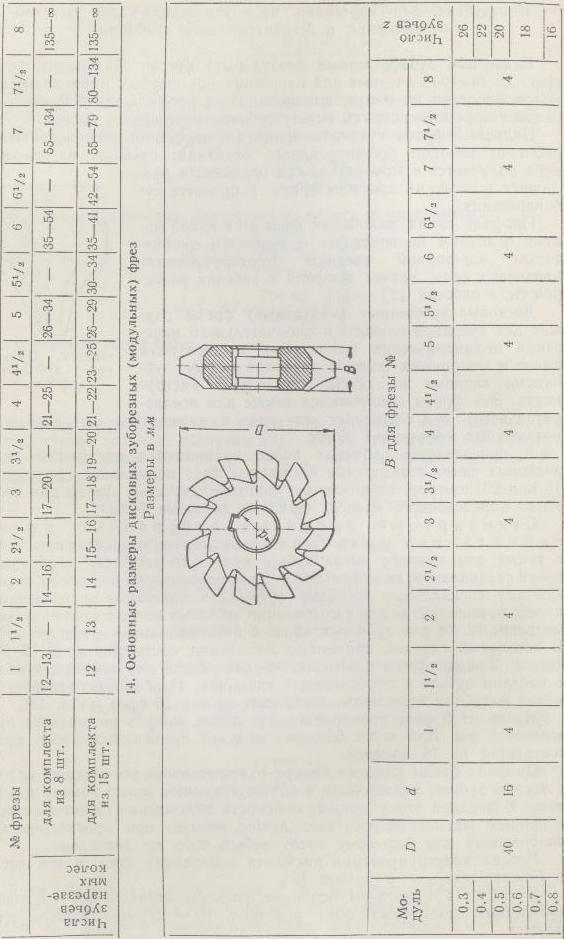
Рис.1. Наборы дисковых зуборезных (модульных) фрез.
Набор их 8 фрез применяется для колес, модуль которых не превышает 8мм. Для колес больших модулей применяется набор фрез, состоящий из 15 номеров.
Профиль фрезы каждого номера отвечает профилю впадины колеса с числом зубьев, наименьшим в соответствующем этому номеру диапазоне. Благодаря этому меньше опасность защемления парного колеса, и процесс зацепления протекает лучше, нежели при проектировании по среднему или большему числу зубьев того же диапазона.
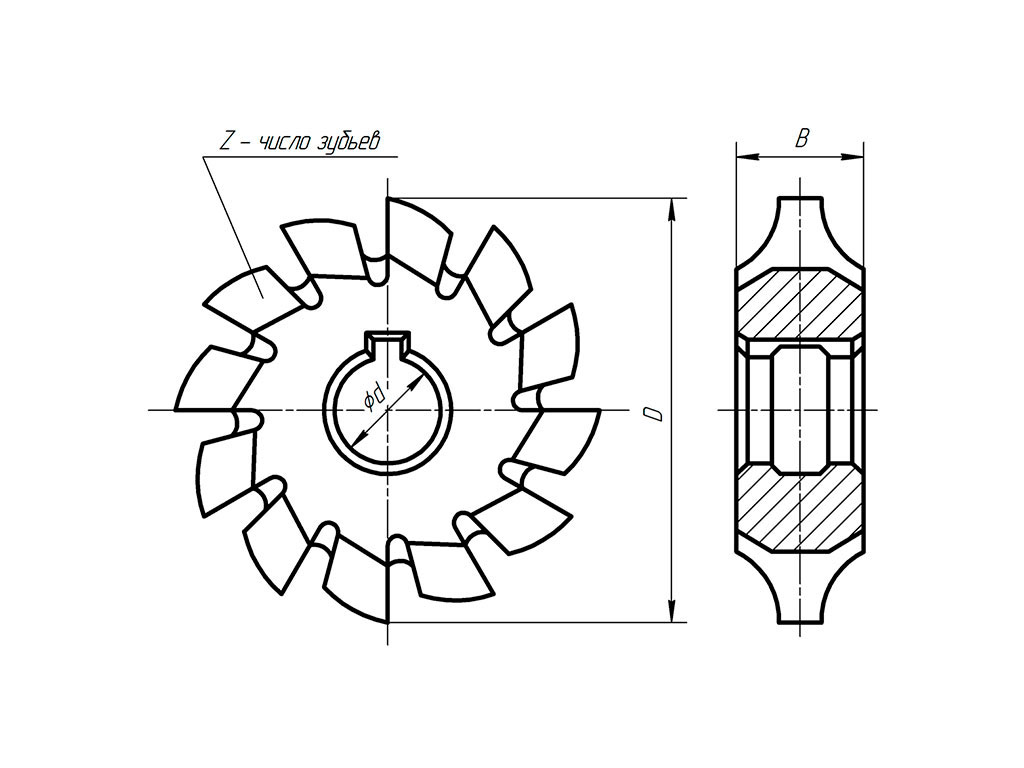
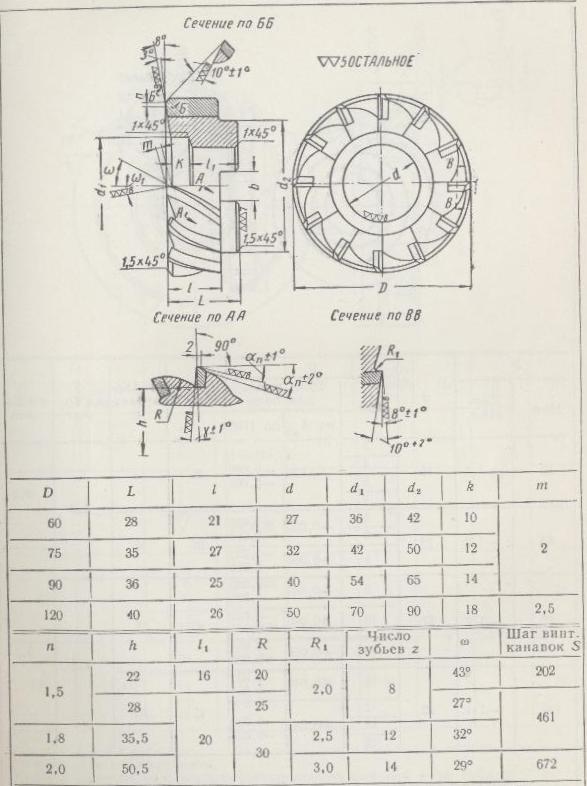
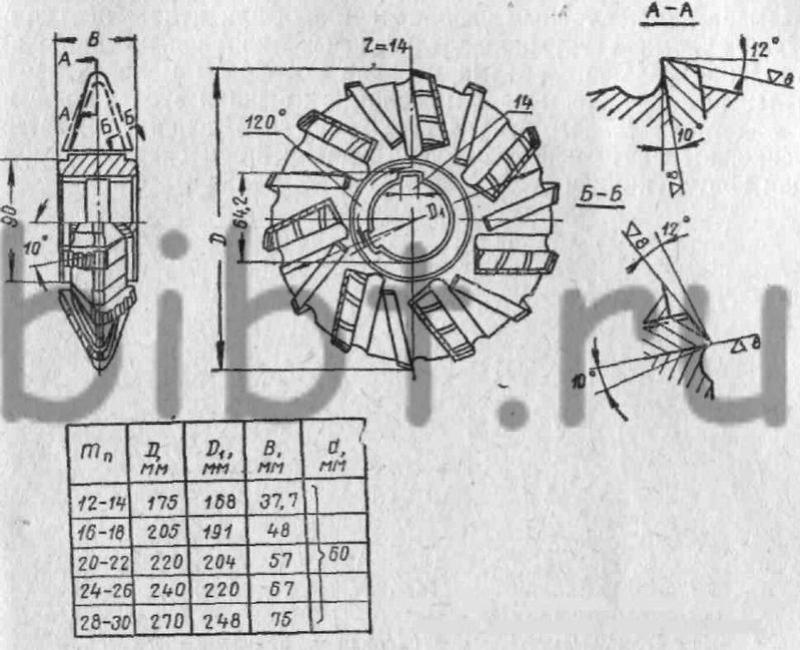
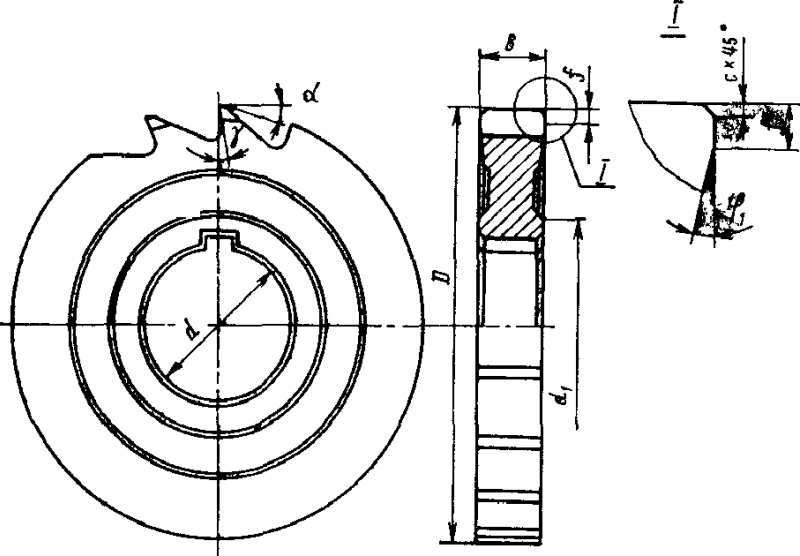
На Рис.2. приведены основные размеры стандартных дисковых зуборезных (модульных) фрез, а на Рис.3. — рабочие размеры этих фрез.
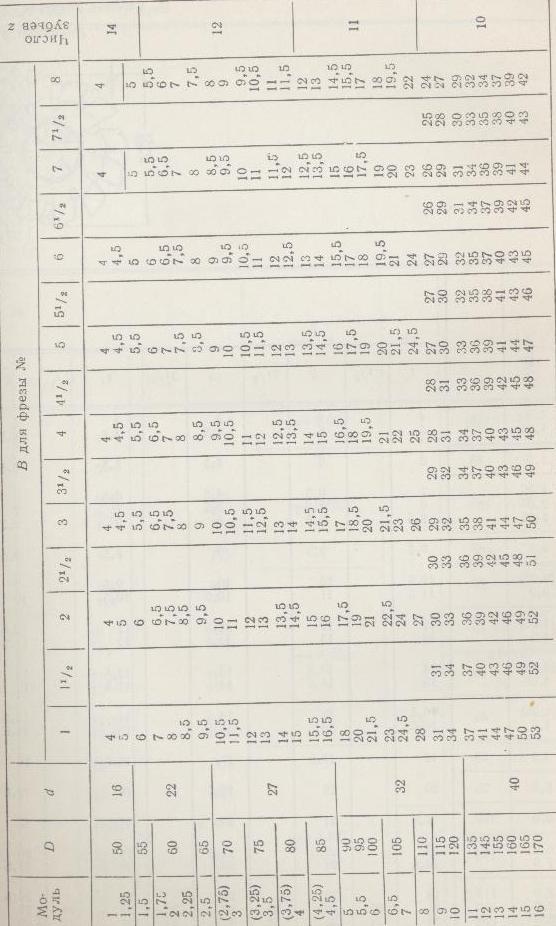
Рис.2. Основные размеры стандартных дисковых зуборезных (модульных) фрез.

Рис.3. Рабочие размеры дисковых (модульных) фрез.
Специальные чистовые дисковые зуборезные (модульные) фрезы для нарезания определенного колеса. Эти фрезы имеют ту же конструкцию, что и стандартные дисковые зуборезные фрезы, но профиль специальной модульной фрезы в точности соответствует профилю впадин нарезаемого колеса. С целью повышения стойкости и производительности такие фрезы конструируют с увеличенным наружным диаметром и увеличенным числом зубьев по сравнению со стандартными дисковыми зуборезными фрезами.
Архив новостей:
- Пальцевые фрезы (Рис.1.), предназначенные для нарезания прямозубых цилиндрических колес, работают по методу копирования, и профиль такой фрезы одинаков с профилем впадины между зубьями нарезаемого колеса. Рис.1. Пальцевая зуборезная фреза. Пальцевые фрезы, предназначенные для нарезания шеврон… «>Пальцевые зубофрезерные (модульные) фрезы
- Набором фрез называется группа фрез, которые подобраны по профилю и размерам обрабатываемой детали и закреплены на одной общей оправке. В состав набора входят: фрезы требуемых форм и размеров, оправка и кольца, посредством которых устанавливают необходимые расстояния между фрезами. Набор фрез поз… «>Набор фрез
- Фрезы прорезные (шлицевые) и отрезные
- Фрезы для пазов сегментных шпонок изготовляют по ГОСТу 6648-59. Крепление фрез в шпинделе станка производится при помощи цилиндрического хвостовика. Размеры этих фрез приведены на Рис.1. и Рис.2. Рис.1. Фрезы хвостовые для шпонок сегментных. Рис.2. Фрезы насадные для пазов шпонок сегментных… «>Фрезы для пазов сегментных шпонок
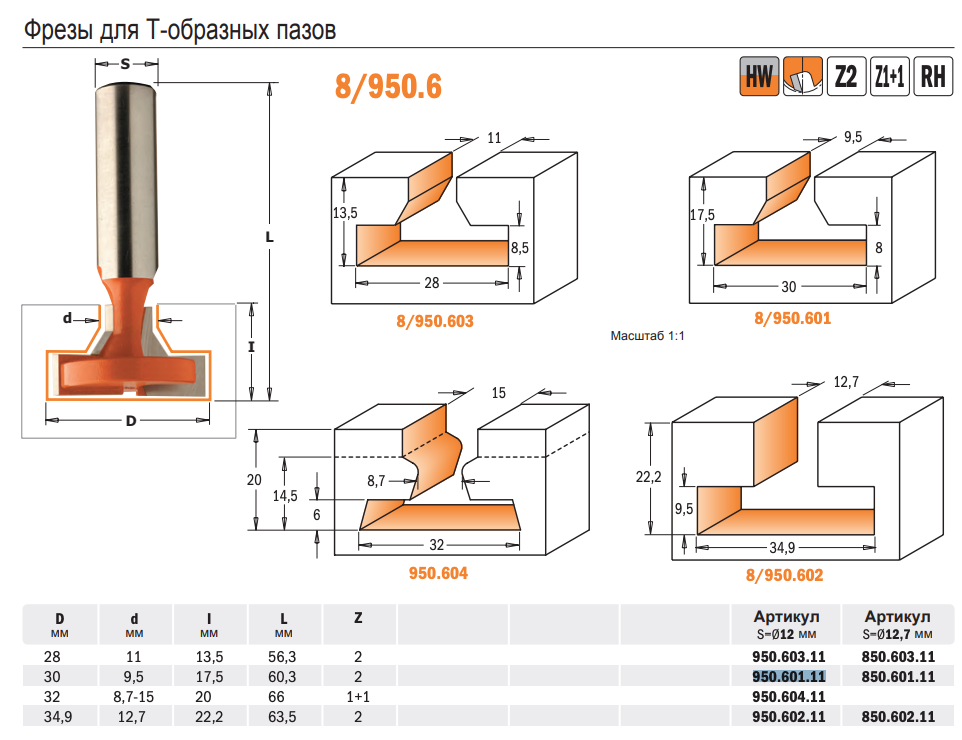
- Фрезы для станочных Т-образных пазов изготавливают двух типов: тип I — с коническим хвостовиком без лапки; тип II — с коническим хвостовиком с лапкой. Размеры фрез для Т-образных пазов приведены на Рис.1. Рис.1. Фрезы для станочных Т-образных пазов. «>Фрезы для станочных Т-образных пазов
Следующая страница >>
Daoist Yoga
Особенности конструкции
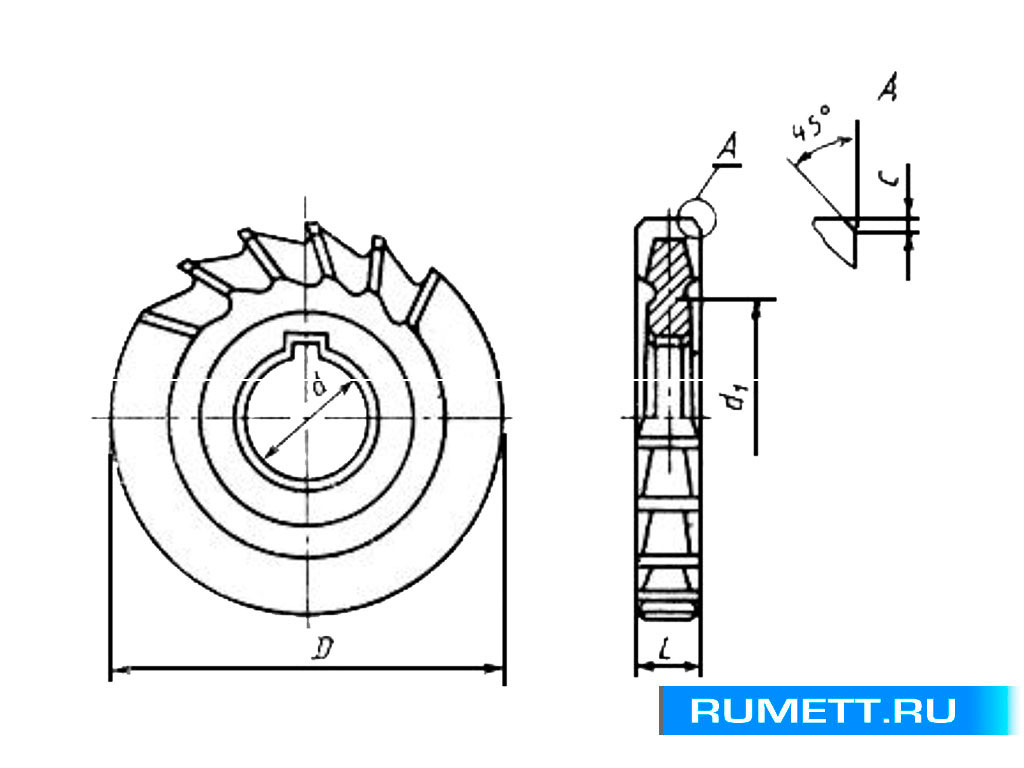
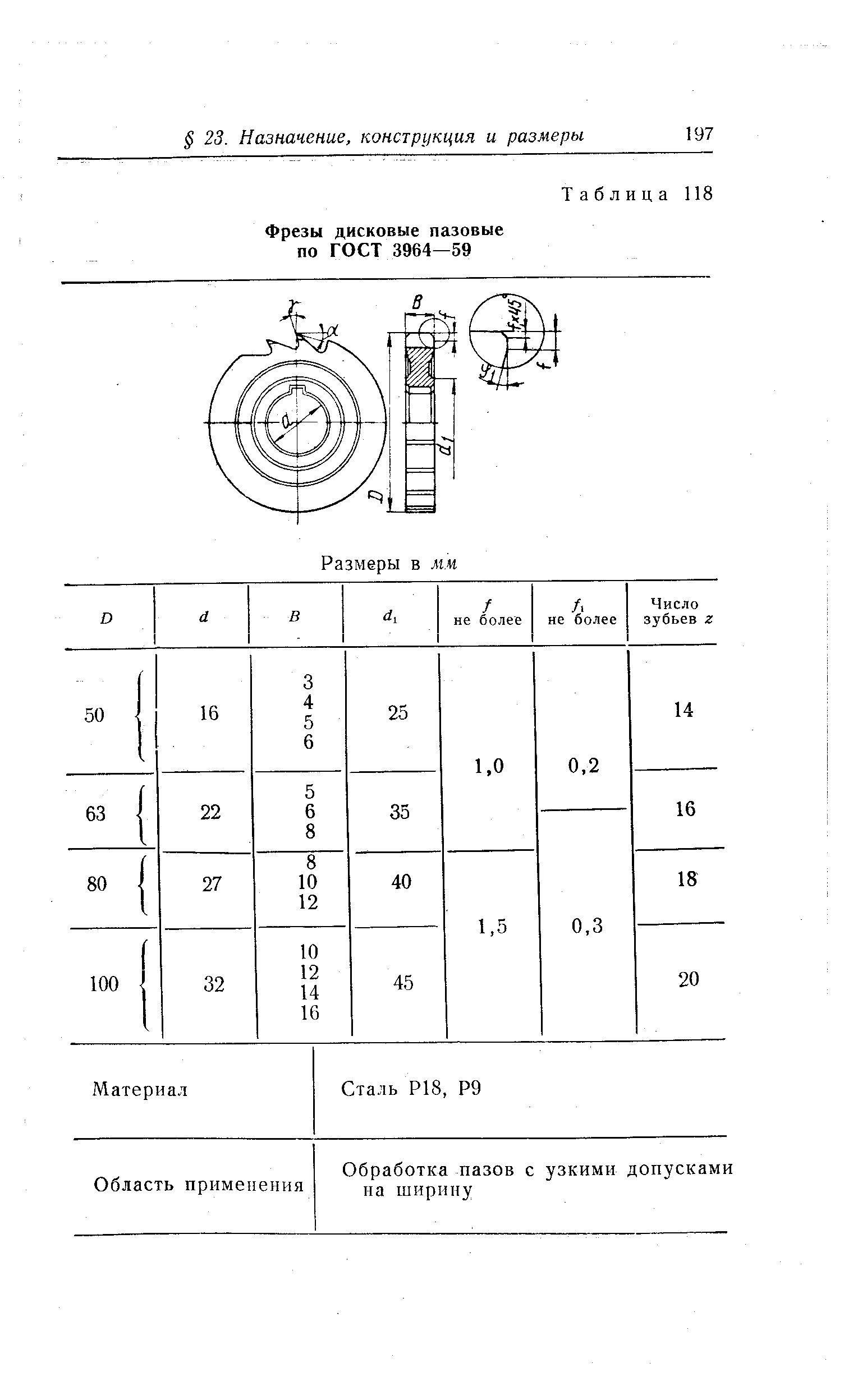
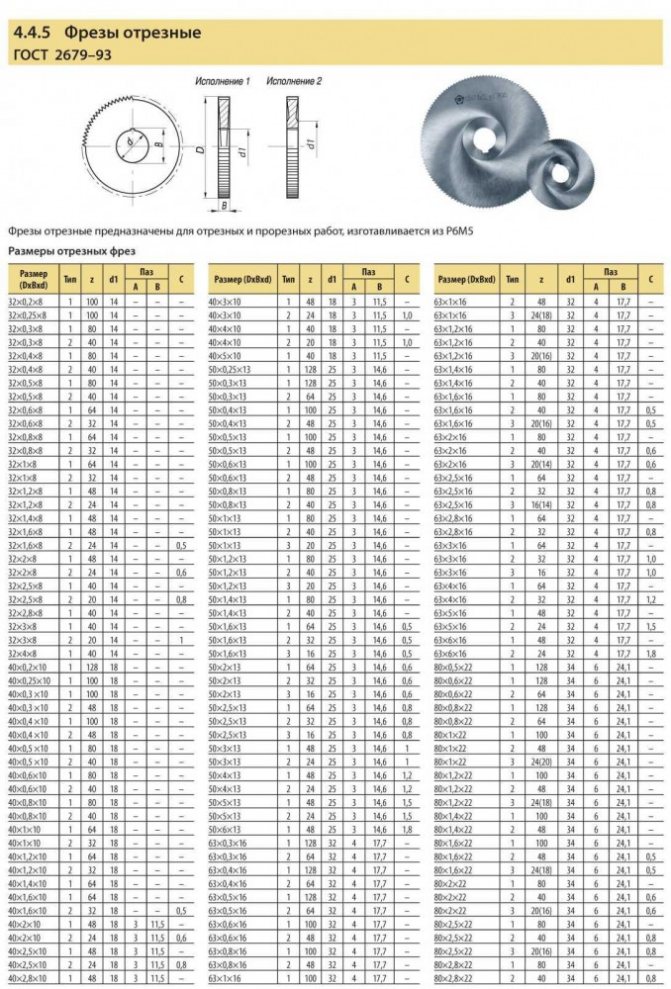
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Одной их основных характеристик, влияющих на чистоту резания и производительность, является тип инструмента – размер зуба: мелкий, средний и крупный.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Скачать ГОСТ 2679-93
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Прорезные дисковые фрезы имеют хорошо выраженную ступицу, выступающую над телом фрезы на 0,2–0,6 мм.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.






ФРЕЗЫ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15.03.94 (Отчет Технического секретариата № 1)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Беларусь | Белстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
Настоящий стандарт представляет собой полный аутентичный текст ИСО 2296—72 «Пилы дисковые и по металлу с мелкими и крупными зубьями. Метрическая серия» и содержит дополнительные требования, отражающие потребности экономики страны
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 12.09.95 № 468 межгосударственный стандарт ГОСТ 2679—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 2679-73
5 ПЕРЕИЗДАНИЕ. Октябрь 2001 г.
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
ИПК Издательство стандартов, 1996 ИПК Издательство стандартов, 2001 СТАНДАРТИНФОРМ, 2008 Переиздание (по состоянию на август 2008 г.)
ГОСТ 2679-93 (ИСО 2296-72)





