

Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
Как выбрать пальчиковую фрезу по металлу
Собираясь заказать одну или несколько фрез, важно обратить внимание на характеристики станка, на котором она будет установлена. Кроме того, мы советуем ориентироваться на задачи, которые будет выполнять фреза пальчиковая по металлу. Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
Среди параметров, которые специалисты нашей компании учитывают при выборе фрез, наибольшее значение имеют:
- форма фрезы;
- габариты обрабатываемой поверхности;
- твердость металла, подлежащего фрезерованию;
- диаметр и длина рабочей части;
- общая длина фрезы;
- диаметр хвостовика (должен совпадать с характеристиками станка).
Помимо этого, стоит обратить внимание на количество рабочих кромок. Для легких металлов вполне достаточно трех-четырех перьев, а для сплавов повышенной твердости их число должно быть пять или более
Как правило, инструмент для работы с металлом изготавливают из особых материалов. В каталогах фреза пальчиковая по металлу может быть представлена в нескольких модификациях: из быстрорежущей стали, твердосплавные, с напылением. Общее правило при подборе инструмента таково: прочность ее зубьев должна соответствовать характеристикам обрабатываемого металла. Для того, чтобы подготовить мастерскую к решению любых задач, наши специалисты предпочитают приобретать фрезы нескольких разновидностей.
Сведения о соответствии ссылочных национальных стандартов ссылочным международным стандартам
Таблица А.1
Обозначение ссылочного национального стандарта | Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному национальному стандарту |
ИСО 3338-1:1996 «Цилиндрические хвостовики для фрез. Часть 1. Размеры гладких цилиндрических хвостовиков» (MOD) ИСО 3338-2:2007 «Цилиндрические хвостовики для фрез. Часть 2. Размеры цилиндрических хвостовиков с лысками» (MOD) ИСО 3338-3:1996 «Цилиндрические хвостовики для фрез. Часть 3. Размеры хвостовиков с резьбовым концом» (MOD) | |
ИСО 299:1987 «Столы станков. Т-образные пазы и соответствующие болты» (NEQ) | |
ИСО 2632-1:1985 «Образцы для сравнения шероховатости. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, профилированные и строганые» (MOD) ИСО 2632-2:1985 «Образцы для сравнения шероховатости. Часть 2. Образцы, подвергнутые электроискровой, пескоструйной, дробеструйной обработке и полированию» (MOD) |
Ключевые слова: фрезы, Т-образные пазы, хвостовики гладкие цилиндрические, хвостовики с лыской, хвостовики с резьбой, конус Морзе
1 Концевая фреза – виды, свойства и характеристики
Такой инструмент отличается от сверла своей геометрией и применением. Сверла, как известно, могут обрабатывать изделия исключительно в осевом направлении. А вот концевая фреза может вращаться во время работы с изделиями из металла в любую сторону. Лишь отдельные виды данного инструмента не способны совершать осевые вращения.
 Концевая фреза
Концевая фреза
Фрезы концевого типа делят на несколько видов. Прежде всего, они могут иметь конический либо цилиндрический хвостовик. В обоих случаях показатели окружного шага зубьев у них будут неравномерными. Рассматриваемые фрезы бывают:
- для сегментных шпонок;
- с твердыми сплавами (шпоночные);
- с винтовыми твердосплавными пластинками и специальными коронками;
- для обработки пазов Т-образной формы;
- шпоночные с хвостовиками разных форм (конические, цилиндрические).
 Разные концевые фрезы
Разные концевые фрезы
Крепится концевая фреза в шпинделе фрезерного станка при помощи хвостовика. Различные фрезы могут иметь собственные характеристики своих отдельных частей. Они делятся на:
- косозубые, прямозубые и с зубцами винтовой формы;
- составные, цельные и сборные;
- затылованные и остро заточенные.
В рамках данной статьи нас интересует фреза с цилиндрическим хвостовиком, о которой и пойдет речь.
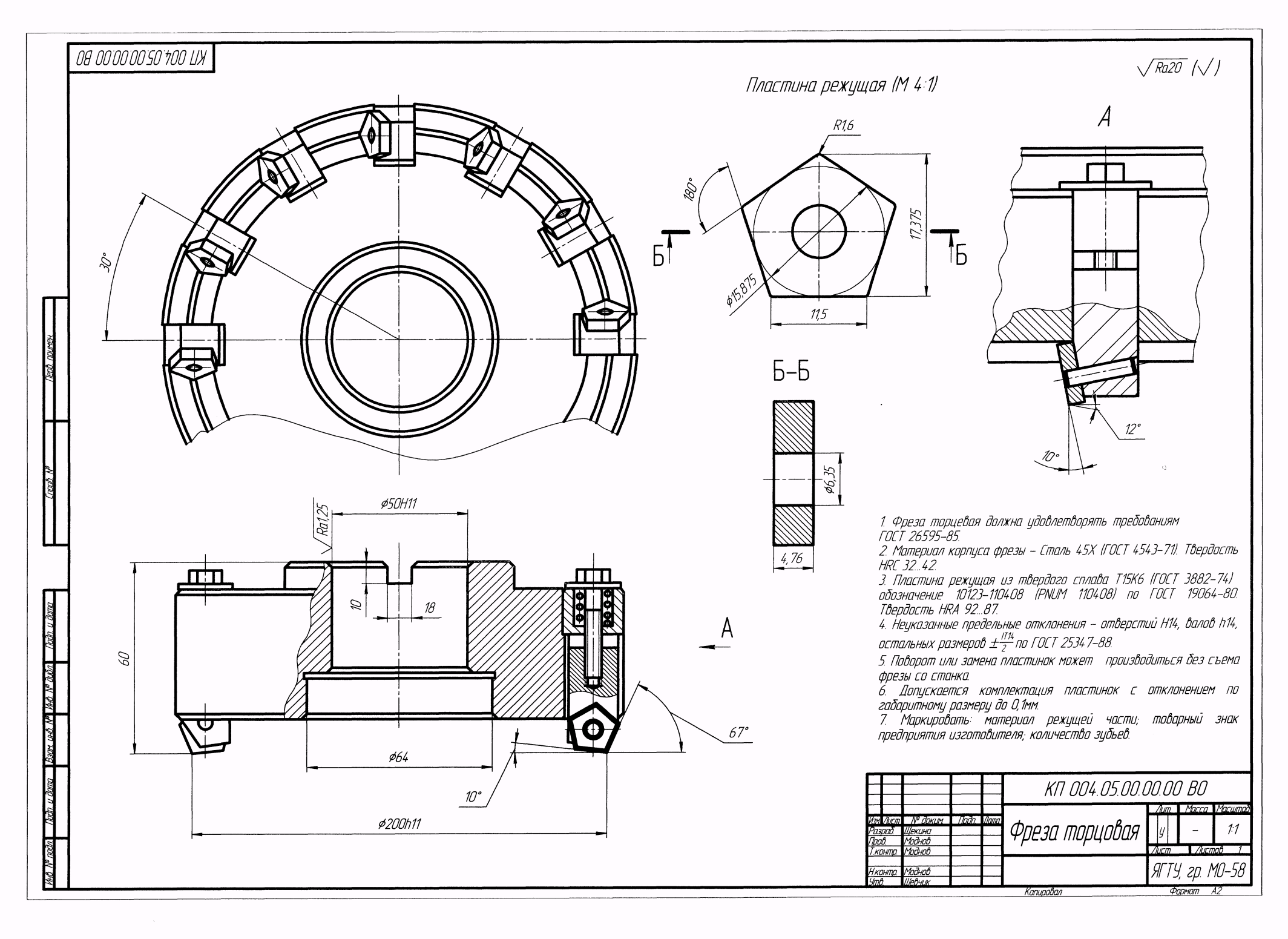
3 Основные положения ГОСТ 26595–85
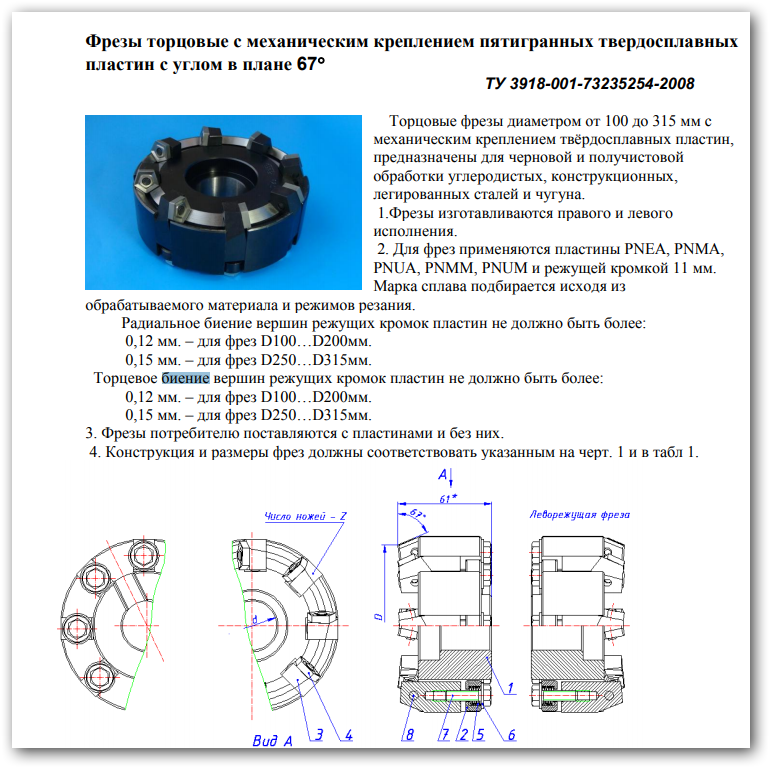
Данный стандарт содержит описание лево- и праворежущих фрез для ТФ со вставками, которые регулируются либо не регулируются в осевом направлении, и оснащаются минералокерамическими или твердосплавными сменными пластинами (см. чертеж). ГОСТ 26595–85 распространяется также на инструменты с пластинами, имеющими особый износостойкий слой, и на фрезы со сменными пластинами из твердых сплавов, не содержащих вольфрам. С помощью последних фрезеруют изделия и чугуна, легированных и конструкционных сталей.

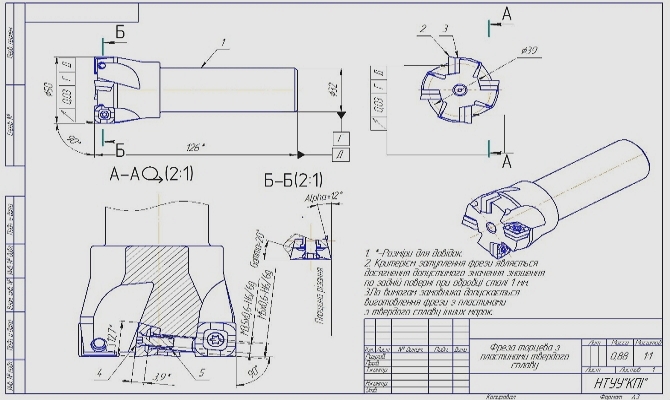



Фрезы для ТФ по ГОСТ 26595–85 изготавливаются трех типов:
- инструмент, фиксируемый на оправках – Тип А и Тип В;
- инструмент, фиксируемый на шпинделе – Тип С.
Отличия между фрезами разных типов демонстрируют чертежи. Торцевой инструмент со сменными пластинами по ГОСТ маркируется следующим образом – от 2214–0351 до 2214–0532. Поле допуска инструмента варьируется в пределах 50–500 мм. Форма пластин может быть круглой, пяти-, четырех- и трехгранной. Производители без предзаказа выпускают праворежущий инструмент. Если клиенту требуются леворежущие фрезы со сменными пластинами, он должен заранее согласовать свой заказ с предприятием.
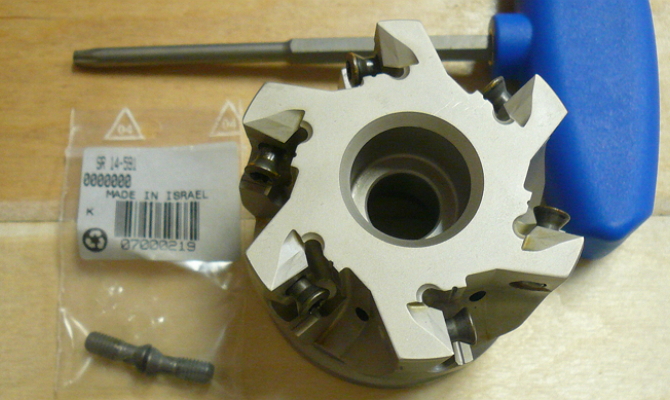
 Торцевой инструмент со сменными пластинами
Торцевой инструмент со сменными пластинами
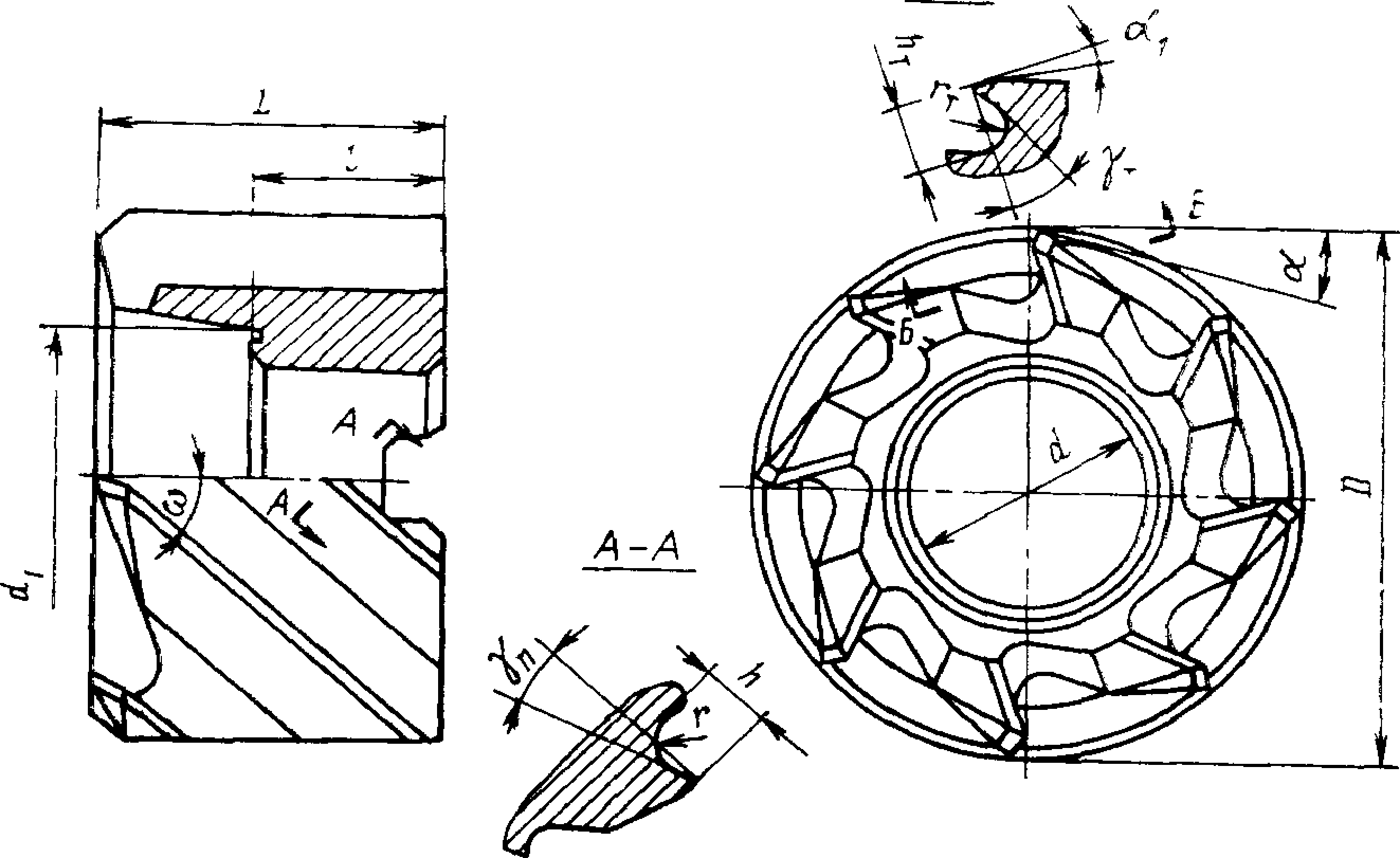
Крепление пластин по ГОСТ 26595–85 выполняется по разным схемам (представлен чертеж). Четырех- и трехгранные пластинки фиксируются по одной схеме, круглые и пятигранные – по другой. В первом случае используется два клина, опора, корпус инструмента, непосредственно пластина и специальная вставка. Вторая схема с механическим креплением пластинок предполагает использование втулки либо кольца, корпуса, пружины, державки, штифта и болта.
Первая схема с механическим креплением элементов фрезы рассчитана на инструмент для ТФ сечением от 100 до 500, вторая – на фрезы сечением 50–80 мм. В ГОСТ 26595–85 в таблицах даются советы по монтажу фрез с механическим креплением с указанием рекомендованных величин пластин.
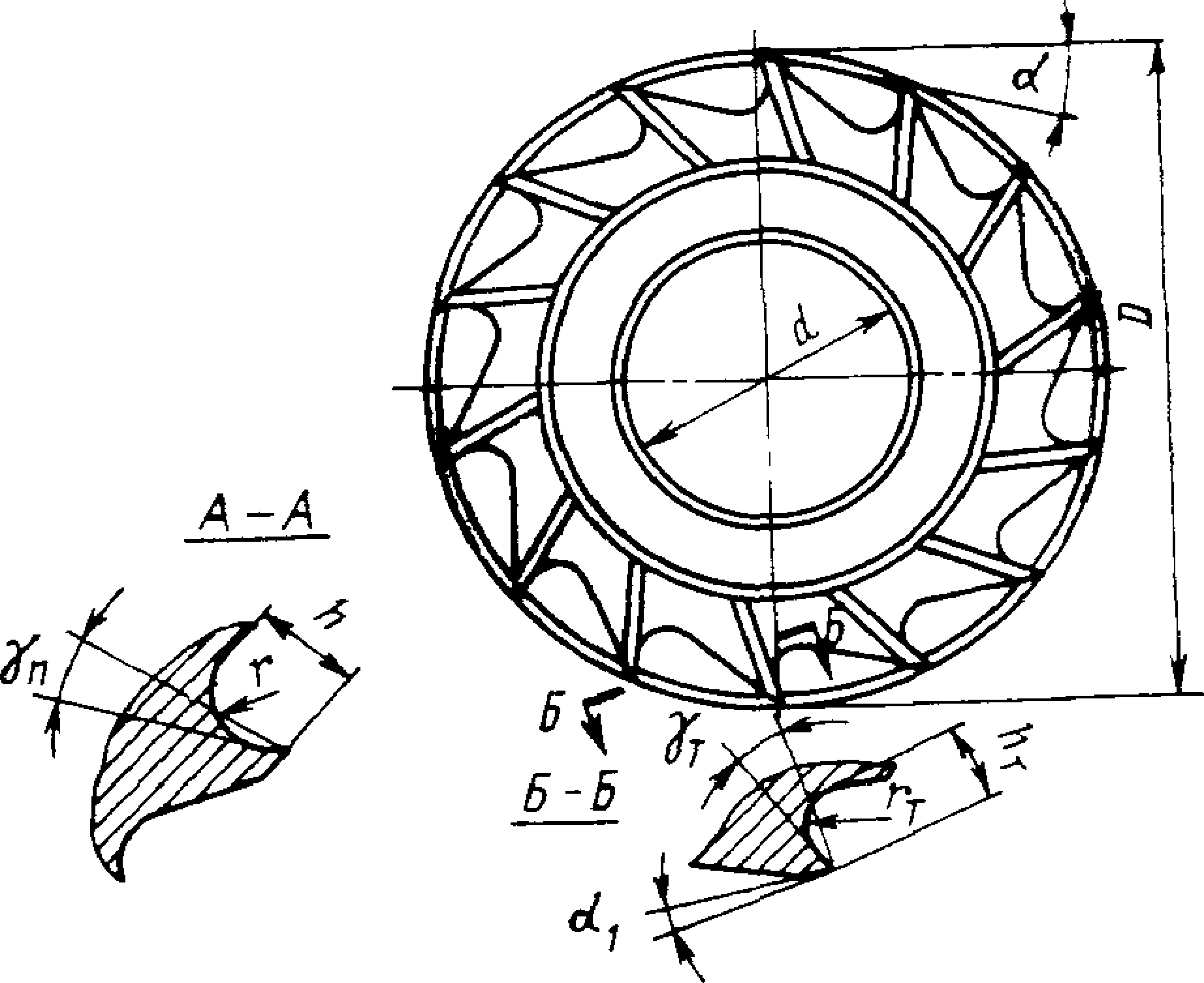
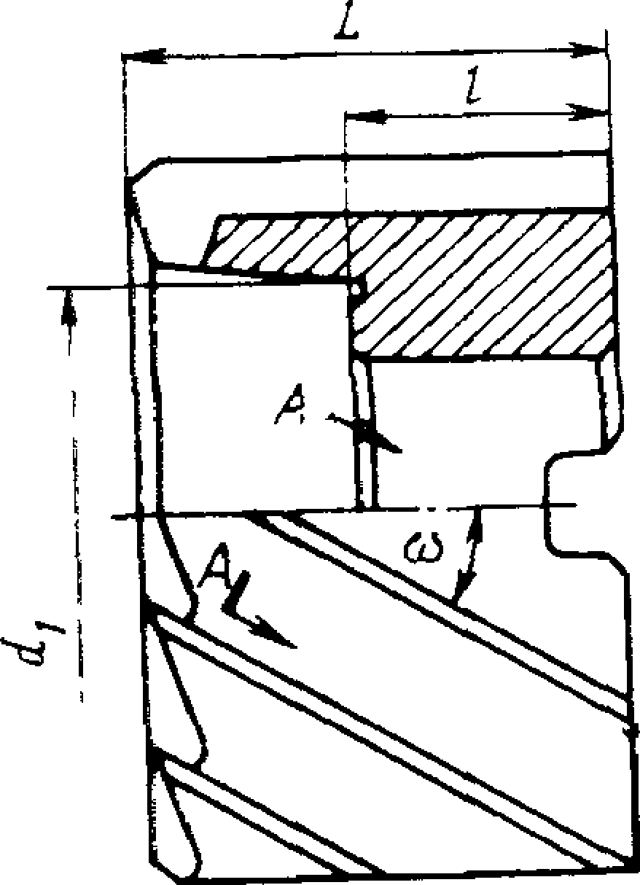
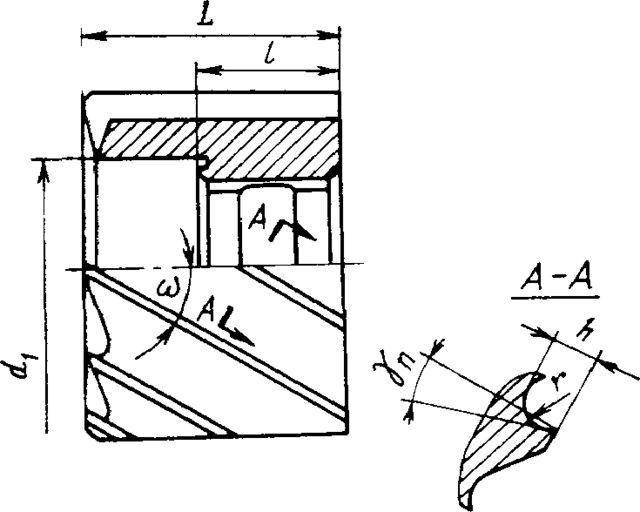
Также в ГОСТ имеются приложения с информацией справочного характера. С ее помощью можно самостоятельно определить сечение режущей части фрезы в конкретной точке обработки заготовки, показатель ее главного угла и высоты.
 Режущая часть торцевой фрезы
Режущая часть торцевой фрезы
Характеристика
Фасонная фреза — это инструмент, который, как понятно уже по самому звучанию, призван обрабатывать фасонные поверхности. Предусматривается возможность работы на незамкнутых плоскостях и в процессе подготовки канавок. Без труда удастся сделать даже очень сложный профиль, если есть хорошее приспособление и профессиональные навыки
Важно: такие модели рассчитаны прежде всего на заготовки, которые сильно отличаются по длине и ширине
Допускается использование как остроконечных, так и затылованных зубцов. Во втором варианте их общий профиль должен быть идентичен профильным особенностям заготовки, а потому требуется сводить передний угол к нулю. Если он отклоняется от этого значения, потребуется вспомогательная доработка (разумеется, проводимая профессионалами согласно технологическим протоколам). Основная проверка и при необходимости отбраковка проводится до начала работы при помощи специального шаблона.
Производство фасонных фрез полностью регулируется по ГОСТ 9305, который был принят в 1993 году. Стандарт охватывает и выпуклые, и вогнутые, и предназначенные для скругления углов метизы. Стандартный размер – от 50 до 160 мм.
Прочие сведения:
- величина шпоночных пазов не может отклоняться от значений, прописанных в ГОСТ 9472;
- дополнительную информацию о внешних размерах фрез технологи берут из стандарта 29116;
- предпочтительно применение быстрорежущей стали, но легированный сплав 9ХС также официально допущен к использованию;
- марка использованной стали должна указываться на торцевой части приспособления.
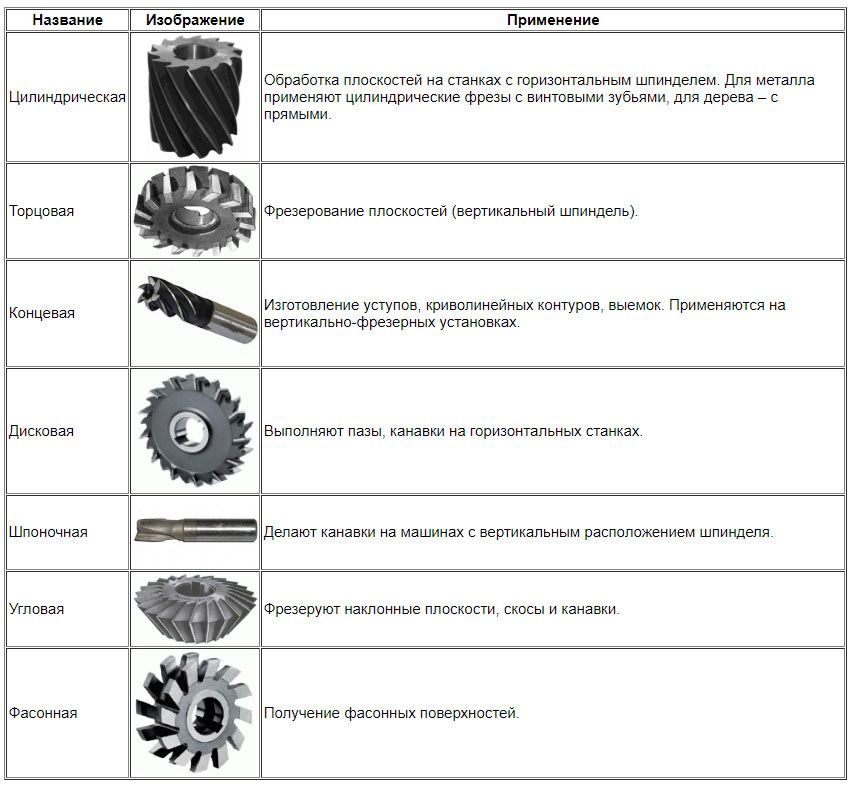
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
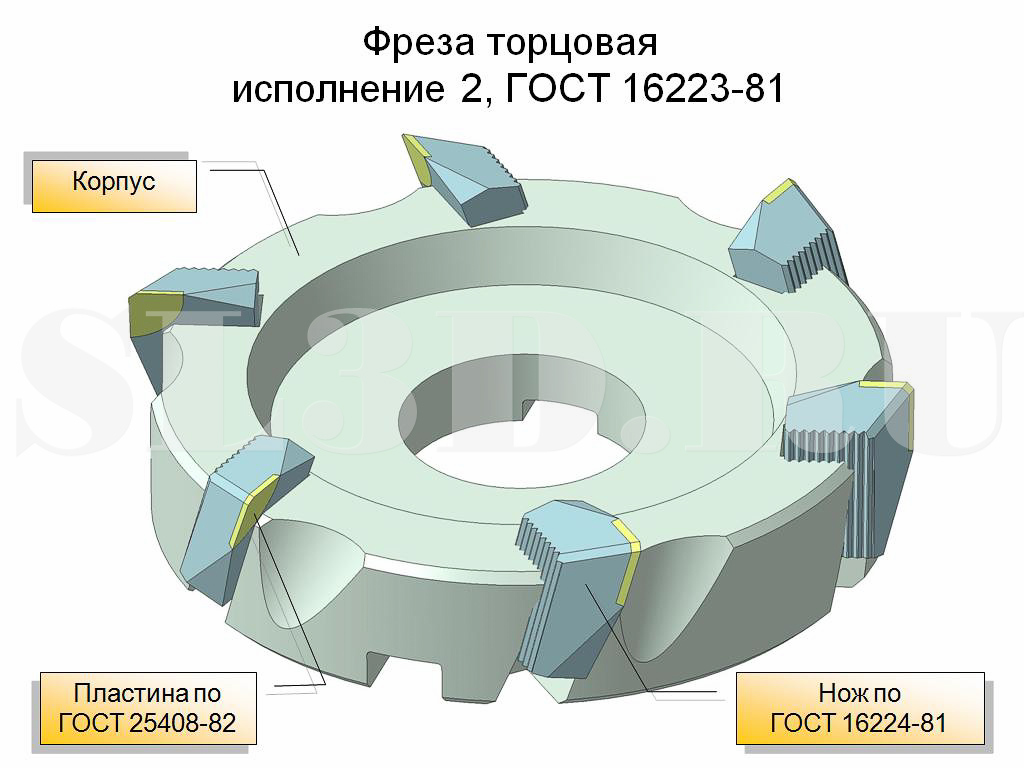
Торцовые фрезы
 для обработки плоскостей
для обработки плоскостей
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
 располагаются на двух конических поверхностях
располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.



Оборудование для работы с фрезами по дереву
Фреза – это основная деталь практически любого деревообрабатывающего инструмента. Ее можно установить:
- в обычную дрель;
- фрезерный станок (фрезер);
- промышленное оборудование.
Электроинструментом можно проводить грубую и более тонкую обработку дерева с высокой скоростью.
Дрель
Применение фрез дает возможность домашним умельцам значительно расширить функциональные возможности обычной дрели, предназначенной только для сверления. При этом дрель превращается в универсальный инструмент, при помощи которого можно будет обрабатывать детали, изготовленные из различных пород дерева.
Используя фрезы по дереву, предназначенные для работы с дрелью, можно получать отверстия большого диаметра без применения специальных насадок на дрель типа балеринка или коронка (корончатая насадка).
Для работы с дрелью используют только пальчиковые фрезы, режущие кромки которых имеют самую разнообразную форму. Кроме того галтельные, кромочные (четвертные) и конусные фрезы часто оснащают опорным подшипником, с помощью которого ограничивают глубину врезания лезвий в древесину.
Режущие лезвия могут быть заостренными или затылованными. У заостренных зубьев передняя и задняя поверхности плоские, причем затачивают по задней поверхности.
При этом во время перезаточки режущая часть может изменить свои геометрические размеры. Избежать этого можно, используя инструмент с затылованными лезвиями. У них плоской выполнена только передняя поверхность, по которой и осуществляется заточка. Перезатачивать такие фрезы можно много раз, не опасаясь, что изменится геометрия режущих кромок.
Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и изделий из них. Он отличается от дрели наличием регулируемой опорной платформы и способностью работать на высоких оборотах (до 30 тыс. об/мин). С помощью фрезера можно с высоким качеством:
- сращивать разные заготовки, соединяя их способом «шип/паз» (кромочные работы), снимать фаску с бруса;
- врезать фурнитуру, замки, петли;
- формировать объемные формы на плоских поверхностях (декорирование);
- вырезать деревянные заготовки, имеющие сложную конфигурацию.
Читать также: Соединение коннектора с кабелем интернета
Для выполнения этих работ используют кромочные, пазовые, копировальные и концевые фрезы по дереву.
Пазовые фрезы используют, когда нужно получить углубления определенной формы, например, в форме буквы Т (Т-образные), полукруглые или типа «ласточкин хвост».
Кромочные фрезы используются при изготовлении кромок на деталях из дерева. Как правило, их оснащают упорным подшипником, который предотвращает излишнее погружение инструмента в тело детали. Кроме того, он позволяет регулировать глубину вылета. Если подшипник не предусмотрен, то надо применять параллельный упор или шаблон.
Для декоративной обработки филеночных деталей используются фигирейные фрезы горизонтального типа. Они достаточно тяжелые и имеют большой диаметр. Учитывая большие усилия, которые необходимы при работе с такими фрезами, их оснащают хвостовиком, диаметр которого составляет 12 мм. Их применяют на стационарном оборудовании.
У концевых фрез по дереву для ручного фрезера режущие кромки расположены на торце рабочей поверхности. Кроме того в работе принимает участие и боковая кромка, что позволяет перемещать вращающую фрезу в плоскости опорной площадки. Качество обработки поверхностей определяется количеством режущих лезвий. Как правило, концевые фрезы имеют монолитную конструкцию, но встречаются и составные.
Отдельную группу концевых изделий составляют фрезы Шейпера – шарошки (борфрезы).
Используют их на промежуточных этапах обработки, а также в случаях, когда необходимо осуществить финальную доводку конфигурации детали. Их режущая кромка представляет собой крупные насечки (зубья)
Работая с шарошкой, важно правильно выбрать режим. Это позволит избежать поджога дерева, который возможен при повышенном числе оборотов
А оригинальная борфреза «кукуруза» (шарошка с винтовым расположением зубцов) обеспечит снижение нагрузки на вал электромотора фрезера.
Копировальные фрезы – это редко встречающийся вид инструмента для ручного фрезера. Они отличаются не только количеством режущих кромок, но и размещением опорных подшипников, которые могут располагаться с любой стороны. В некоторых моделях предусмотрено два подшипника (сверху и снизу). Во время работы подшипник двигается по шаблону, благодаря чему обрабатываемая заготовка приобретает заданную форму.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
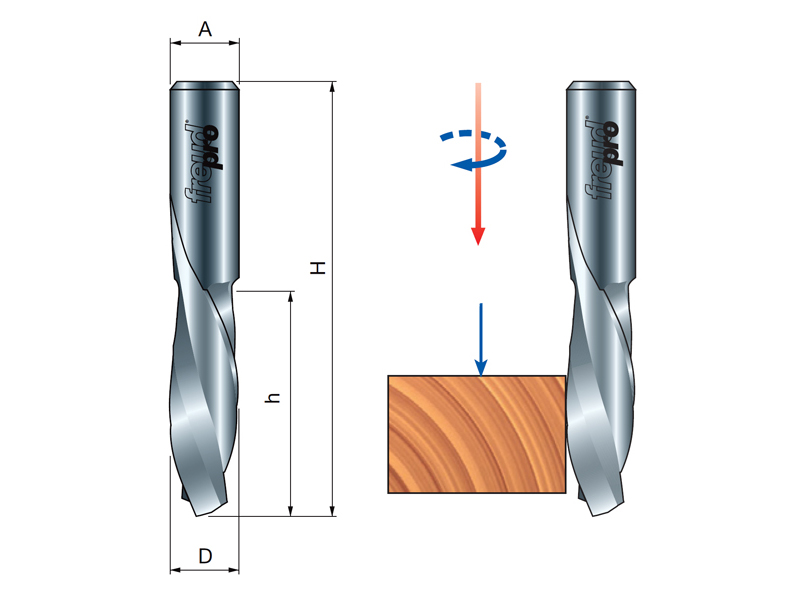
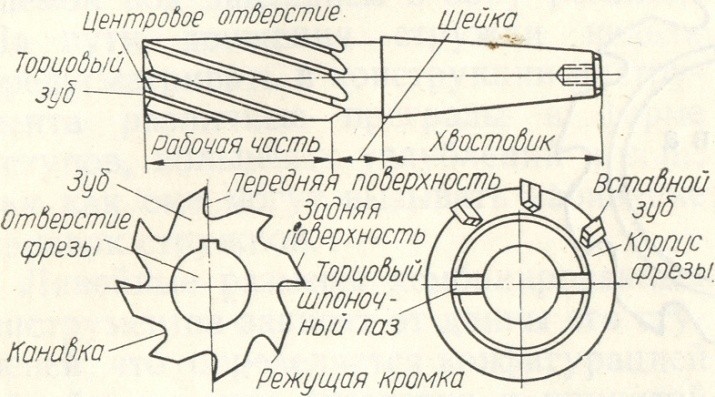
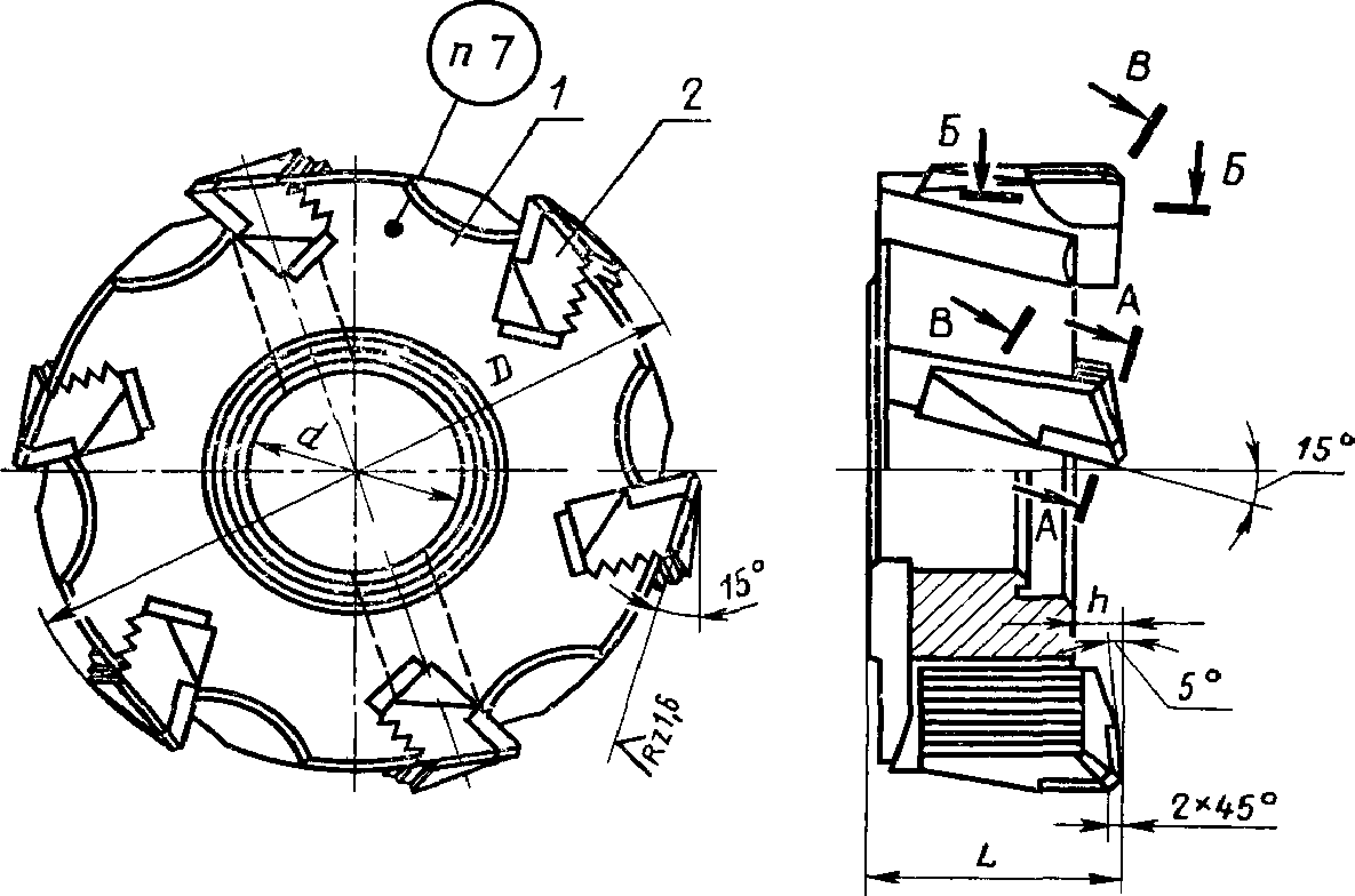
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
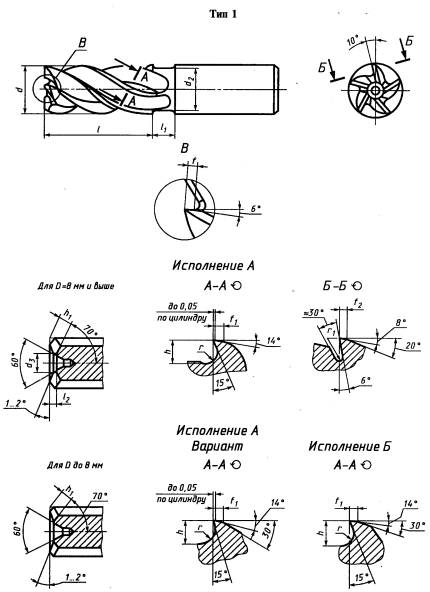
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.


Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
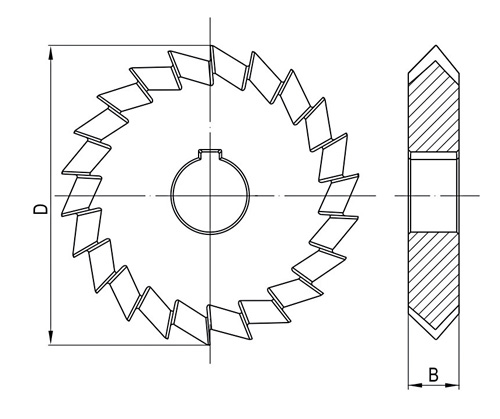
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.

Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
 В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.





