

Особенности выполнения
Для разогрева заготовки и оплавления кромок применяется тепло сгорания пропана или ацетилена. При сварке различных материалов существуют свои нюансы:
- обычная конструкционная сталь сваривается практически любым газом, для присадочного материала используют низкоуглеродистую проволоку;
- нержавейка требует газов с высокой теплоотдачей и проволоки, легированной Mo, Ni или Cr;
- меди нужно пламя особо большой мощности;
- сваривание латуни осложняется выгоранием легкоплавкого цинка, поэтому в проволоке его должно быть больше, чем в заготовках;
- бронзу сваривают восстановительным пламенем, в присадке повышено содержание кремния в качестве раскислителя.
Для всех металлов необходимо соблюдать баланс между глубоким проплавлением кромок и возможным пережогом.
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
- качество присадочного материала;
- погодные условия;
- вид свариваемых металлов.
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
- Соединение алюминиевых изделий потребляет до 15-20 литров газовой смеси.
- Процесс образования шва между медными деталями забирает около 12 литров в минуту.
- На соединение изделий из магния потребуется до 14 литров смеси в минуту.
- Расход на варку никеля составляет 10-12 литров.
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ. Порошковая самозащитная проволока
Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
- тип свариваемого металла;
- диаметр проволоки;
- наличие или отсутствие защитного газа;
- характеристики сварочной аппаратуры;
- место выполнения работы, например, для потолочной сварки расход материала выше, а для полувертикальной – ниже.
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
- качества используемых компонентов;
- толщины проволоки;
- вида металлического изделия.
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
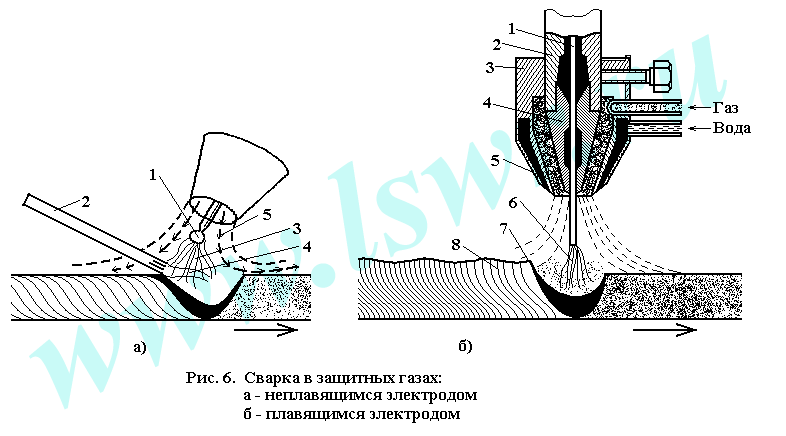
Сущность процесса
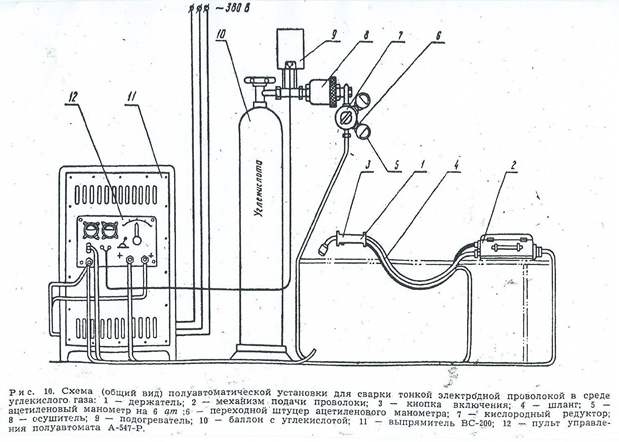
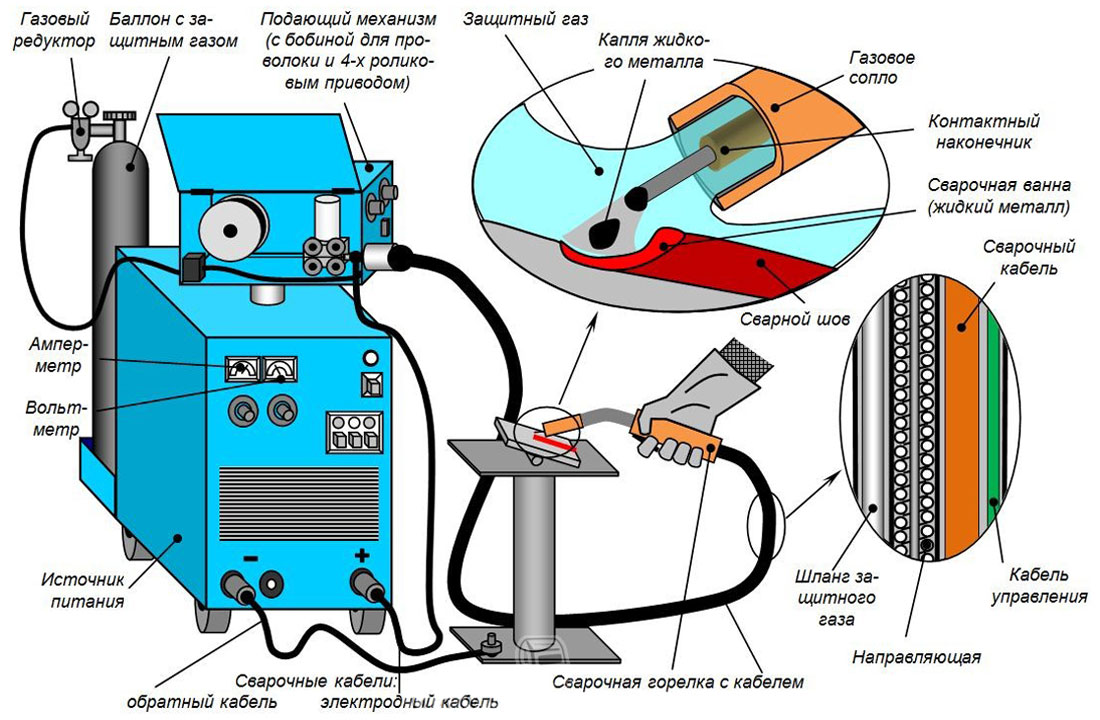
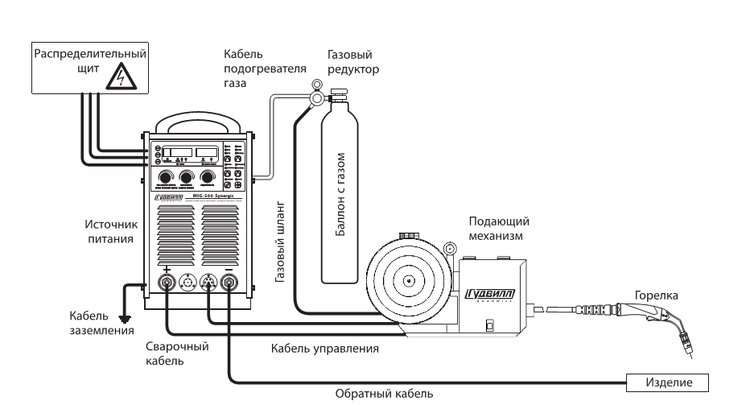
Что такое сварка в защитных газах? Для нее необходимо следующее оборудование:
- сварочный полуавтомат;
- баллон с газом;
- сварочная горелка;
- шланг для подачи газа, объединенный с электрическим кабелем и системой охлаждения горелки.
Может применяться и другое вспомогательное оборудование.
В качестве источника тока для сварки, выполняемой в среде защитных газов можно использовать как устаревший сварочный выпрямитель, так и современный инвертор. В составе аппарата смонтирован механизм подачи сварочной проволоки, служащей присадочным материалом.
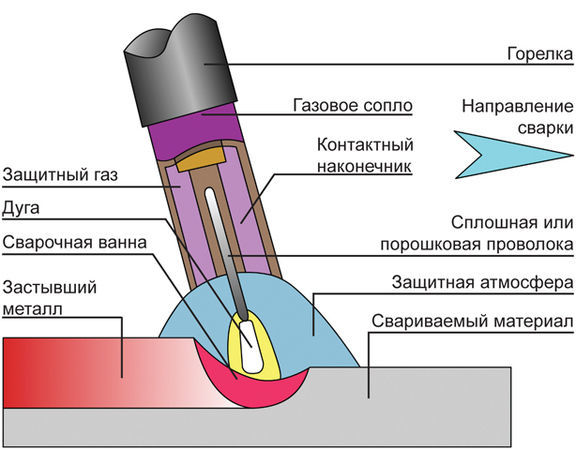
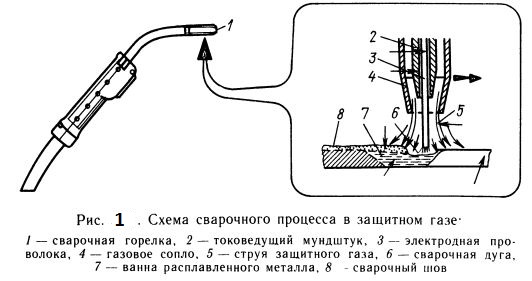

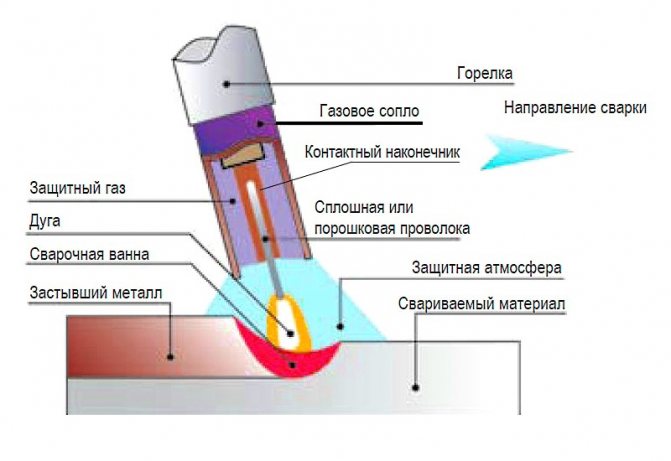

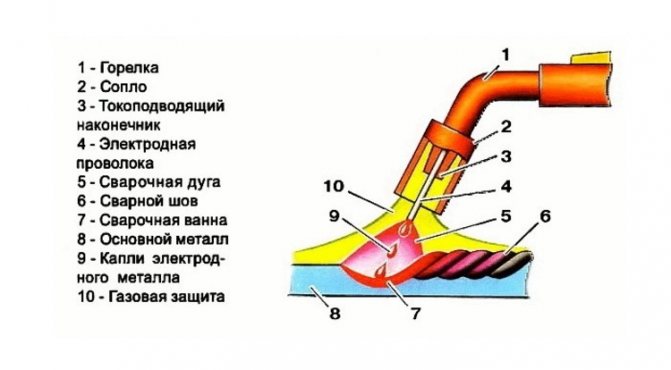
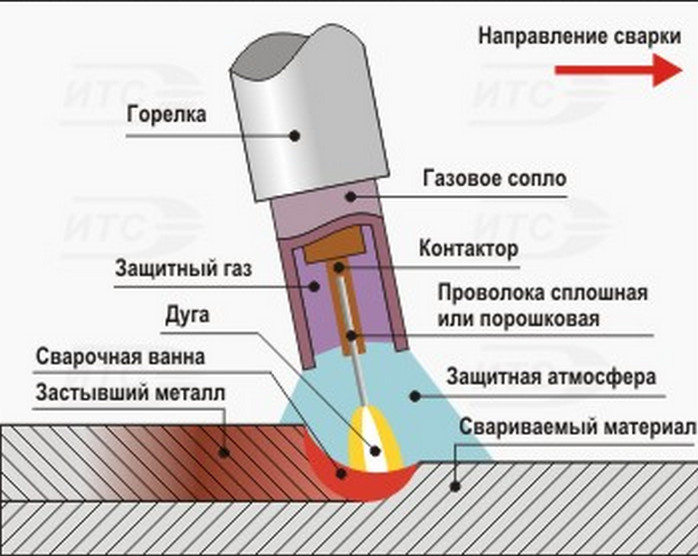
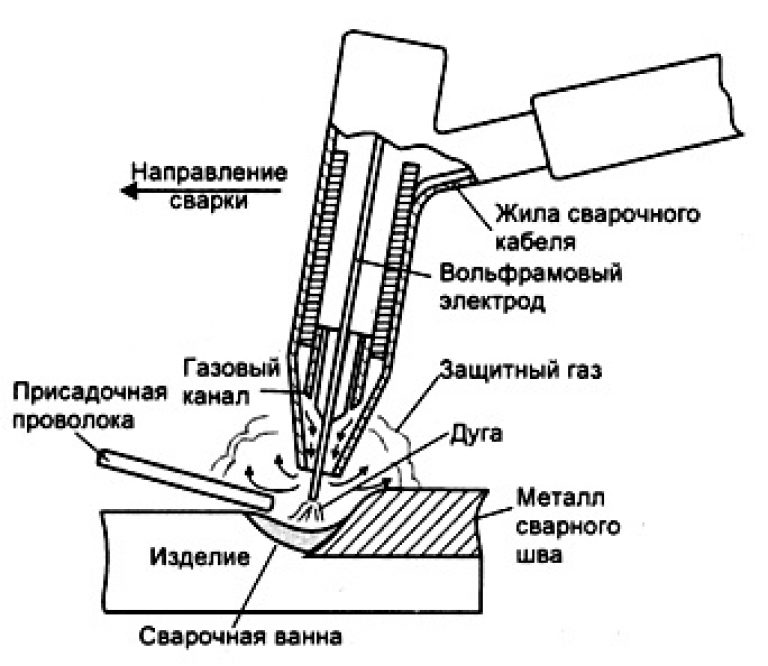
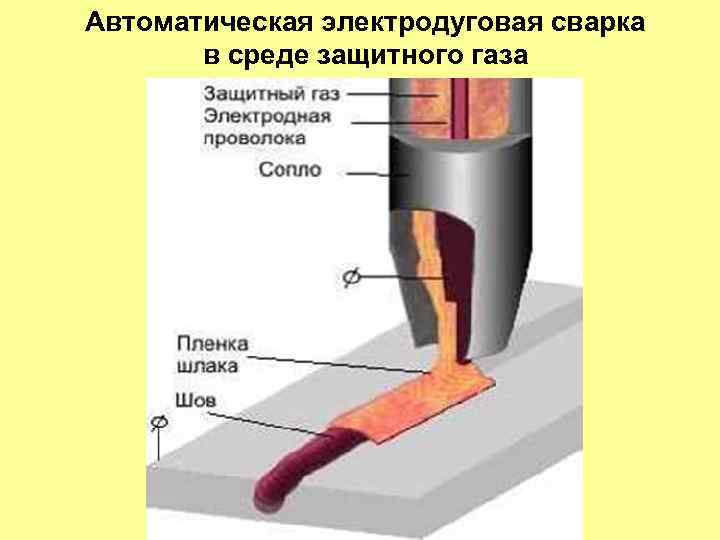
Электродом служит сварочная проволока, на которую подается напряжение. Между ее кончиком и металлом заготовки разжигается электродуга. Ее тепло плавит металл, образуется сварочная ванна. Через сопло горелки подается защитный газ, закрывающий рабочую зону от контакта с кислородом, азотом и водяными парами воздуха.
При перемещении горелки сварочная ванна перемещается вслед за дугой, расплавленный металл, остывая и кристаллизуясь, формирует шов. Производительность процесса в несколько раз перекрывает общемашиностроительные укрупненные нормативы времени, отведенные на ручную дуговую сварку.
Режимы полуавтоматической сварки в среде защитных газов
В зависимости от толщины свариваемых металлов подбираются оптимальные режимы сварки в углекислом газе, настраивается сварочное оборудование. В таблице 1 приведены параметры ,влияющие на выбор режимов сварки.
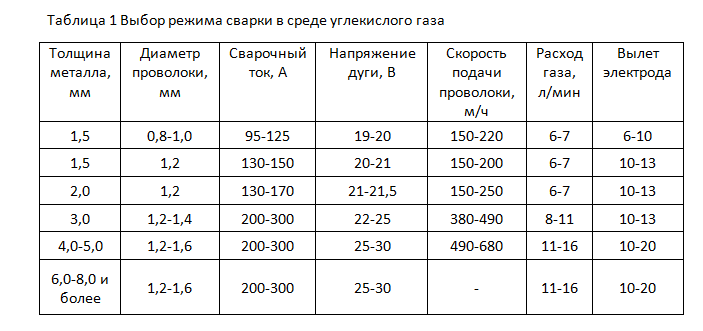
Анализируя данные таблицы, следует отметить важные моменты:
- Глубина провара будет увеличиваться при увеличении сварочного тока.
- Напряжение дуги находится в прямой зависимости от длины дуги. При ее увеличении увеличивается и напряжение, а следовательно, ширина и глубина провара;
- Скорость подачи проволоки должна обеспечивать стабильное горение дуги при заданных параметрах напряжения;
- Вылет электрода обеспечивает устойчивость процесса горения дуги, при его увеличении ухудшаются свойства дуги и ,соответственно, качество сварного шва. На малом вылете процесс сварки плохо наблюдаем через сварочную маску, при этом контактный наконечник часто подгорает.
- Вылет подбирается в зависимости от диаметра используемой электродной проволоки.
Теперь, когда мы разобрались с режимами сварки полуавтоматом, приступим к подготовке и дальнейшей работе
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.

Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.

Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока – позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.
- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой. Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
- Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.
Теперь аппарат готов к работе.


Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Виды сварочного оборудования
Специалисты используют механизмы следующих разновидностей:
- Сварочные трансформаторы. Своеобразная классика среди сварочных аппаратов. Трансформатор – надежный и простой прибор. Работая им, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне достаточно. Трансформатор преобразуется напряжение сети в низкое. Сейчас инверторы встречаются намного чаще, чем трансформаторы. Тем не менее, бывалые сварщики по-прежнему ценят трансформаторы. Это оборудование используется для ручной дуговой сварки с электродами. Большой вес и немалые габариты, из-за которых с перемещением возникнут сложности, считаюся недостатками. Неопытные сварщики могут также столкнуться с нестабильным горением дуги.
- Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать сварщики-новички. Компактность, много параметров и хороший выбор агрегатов на рынке — вот основные достоинства инвертора. Инверторы, которые предназначены для сварки в среде защитных газов, называют полуавтоматами. Функции «форсаж дуги», «горячий старт» и «антизалипание» есть почти во всех современных инверторах.
- Сварочные генераторы. Инвертором можно осуществить несложный ремонт и быстро приварить небольшую деталь, но без электроэнергии он полностью бесполезен. Бензиновый или дизельный генератор решает эту задачу, обеспечивая автономное электроснабжение, что актуально при строительных работах в той местности, где нет электрической сети. А сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть, для работы с оборудованием сварки необязательно наличие электросети. Прибор работает на одном топливе. Он недорогой и компактный, к тому же качество швов, получаемых при использование генераторов достаточно высокое. Но чтобы использовать аппарат в полной мере, потребуется купить выпрямитель.
- Сварочные выпрямители. Оборудование называют классикой сварного дела наравне с трансформаторами. Выпрямители преобразовывают переменный ток в постоянный, который затем используется для создания сварного шва. В этом и есть их особенность. Обычно оборудование такого типа состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулировочных элементов.
- Сварочные автоматы дуговой сварки. Достоинство выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой аппарат можно собрать в домашних условиях.
- Сварочные автоматы. Автоматика позволяет значительно уменьшить трудовые затраты. Автомат также помогает работнику контролировать правильность создания шва. Электроды при автоматической сварке не требуются, вместо них используется присадочная проволока, которая подается автоматически в рабочую область.
Газ для сварки полуавтоматом: какие виды бывают, где и как применяется, правила выбора
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь. Также нужно учитывать сроки и условия хранения
Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая
Важно правильно установить мощность аппарата
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени
Особенно это важно, если вы свариваете детали из титана или из стали
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.




Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
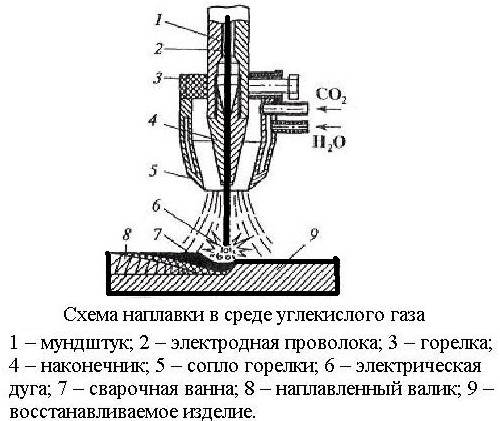
Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
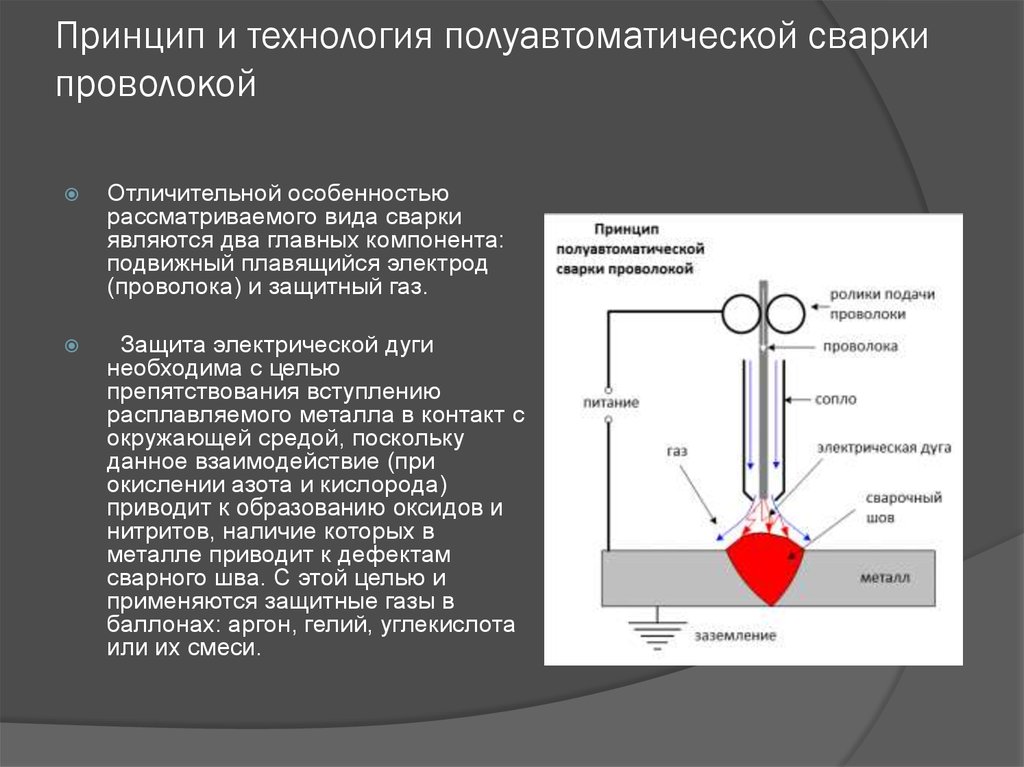
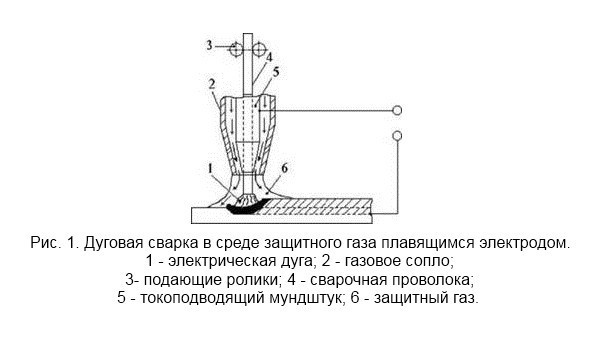
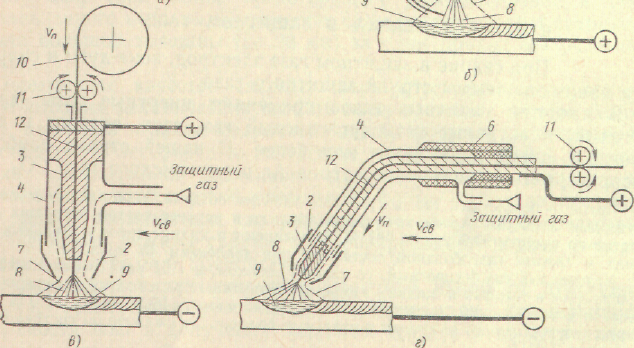
Принцип работы полуавтомата
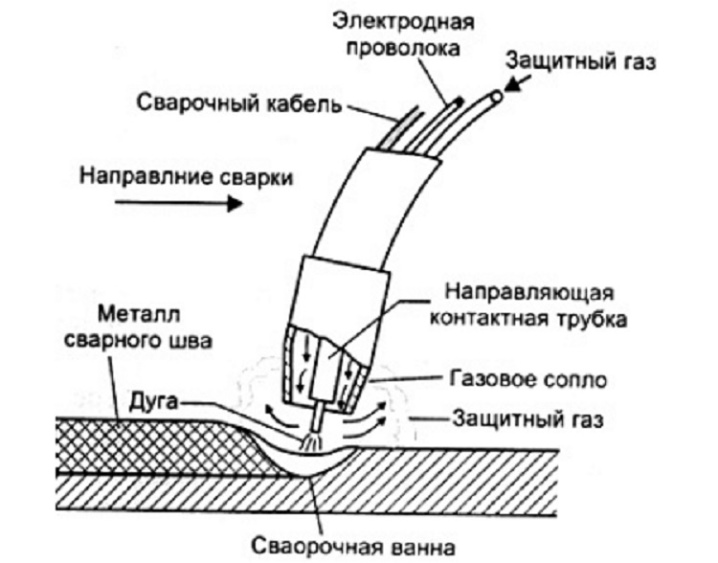
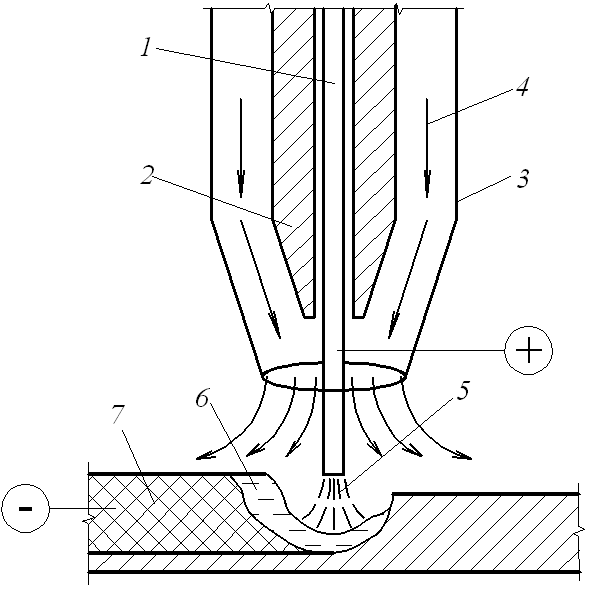
Электродуговая сварка металлов ведется с проволокой, играющей роль плавкого электрода. Она постоянно подается в обрабатываемую область. Удерживают длину дуги и ведут горелку вдоль соединения вручную. При работе в защитном облаке на соответствующей аппаратуре настраивают расход газа. Клапан сварочного агрегата открывается автоматически.
Электродуговая сварка ведется с проволокой.
Перед попаданием в сварочную ванну проволока выводится через отверстие в насадке, находящейся под напряжением. Между рабочей частью горелки и деталью появляется дуга. Материал расплавляется и образует шов. Благодаря соплу формируется защитное газовое облако нужной плотности и формы. Газ выводится через рассеиватель, установленный в месте фиксации наконечника. Такой принцип работы сварочного полуавтомата помогает получать равномерное, прочное сварное соединение.





