

Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Инверторные аппараты — лучшее решение для домашнего мастера
Самыми популярными сварочными устройствами сегодня являются инверторы, имеющие другое название импульсные аппараты для сварки. С появлением инверторов, они произвели настоящий переворот в сфере сварочного оборудования. Сначала они стоили очень дорого, и имели множество недостатков. Однако вскоре недостатки, в том числе, и высокая стоимость, были устранены. Это повлекло за собой популяризацию этих устройств. Сегодня практически у каждого домашнего мастера имеются сварочные аппараты инверторного типа. Если собираетесь купить сварочный аппарат для дома, то без выяснения их достоинств и недостатков рекомендуется сразу же выбирать инверторные аппараты.
Однако все же не помешает разобраться с конструктивными особенностями инверторов, чтобы в итоге покупаемый аппарат удовлетворял всем потребностям мастера. Инвертор — это аналог трансформаторных и выпрямительных устройств, которые лишены громоздкого элемента — трансформатора. Роль источника понижения тока играют полупроводниковые элементы. В конструкции устройства присутствует трансформатор, который в десятки раз меньше, и предназначен он для уменьшения входного сетевого напряжения.
Инверторы потребляют намного меньше электроэнергии, по сравнению со своими древними аналогами — трансформаторными и выпрямительными моделями. Прибор исключен необходимости затрат энергии на нагревание конструктивных элементов. Дуга создается достаточно быстро, и характеризуется стабильностью горения, обеспечивая достойное качество шва. В конструкции инверторов применяются также стабилизаторы, осуществляющие преобразование тока, а также электрические микросхемы, состоящие из полупроводниковых элементов.
Входное переменное напряжение 220В поступает на выпрямительный блок, в котором происходит его преобразование в постоянное. В качестве выпрямителя выступает диодный мост. Преобразуется вместе с переменным напряжением и сила тока. Постоянная величина тока поступает на блок инвертора, где повторно происходит его преобразование из постоянного в переменный, но уже с более высокой частотой. Снижение переменного напряжения способствует увеличению величины высокочастотного тока. Ток большой величины и высокой частоты преобразуется в постоянный, на основании которого происходит выполнение сварочных манипуляций. Ниже представлена схема работы сварочного инвертора.
Увеличение частоты тока достигается за счет полупроводниковых элементов — транзисторов. Их переключение происходит с частотой в 60-80 Гц. В процессе функционирования аппарата наблюдается сильный нагрев элементов, поэтому немаловажный момент — это применение радиаторов с вентиляторами, способствующие отводу тепловой энергии. Чтобы предотвратить выход из строя выпрямительного блока, в конструкции прибора установлен датчик, отключающий подачу питания, когда температура выпрямителя достигнет критического значения в 90 градусов.
Теперь выясним все преимущества инверторов, и узнаем, почему же именно эти виды сварочных аппаратов получили широкую популярность среди домашних мастеров:
- Качественный сварочный шов
- Высокая производительность оборудования
- Большой КПД — свыше 90%
- Экономичный расход потребления электрической энергии
- Незначительная степень разбрызгивания металла
- Плавность регулировки сварочного тока
- Универсальность — возможность варить любой металл
- Небольшие габариты и вес, что делает такое оборудование мобильным и простым в транспортировке
Это интересно! Когда же стоит выбирать инверторные сварочные аппараты? Их выбирают 80% домашних мастеров, которые выполняют сварочные работы самостоятельно. Все дело в том, что они стоят достаточно не дорого, и при этом имеют массу преимуществ, необходимых для обычного пользователя. Инвертор не заменит полуавтомат, но при этом первый вариант не требует приобретения газовых баллонов и проволоки. Сварка осуществляется электродами разных размеров.
Выше представлены основные разновидности сварочных аппаратов, которые подходят для дома и дачи. Следует сделать вывод о том, что для домашнего применения подходят лучше всего модели инверторного типа, а для профессиональной эксплуатации лучше выбирать полуавтоматы. Трансформаторы и выпрямители — это прошлый век, которые по причине своих недостатков, встречаются все реже.
Виды головок
Головка или вращатель сварочный является важным узлом орбитальной технологии. Этот элемент может быть разного вида, но обычно для сваривания труб с небольшим диаметром используются сплошные камеры, которые обеспечивают полное охватывание трубы в области стыка.
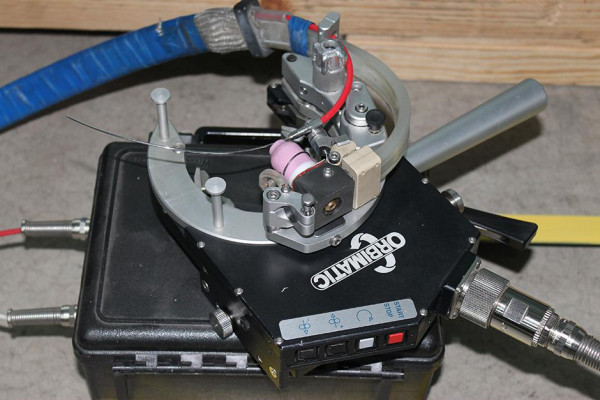
Вращатель для сварки бывает следующих видов:
- Закрытый. Данные головки используются для сваривания труб с диаметром до 17 см и размером толщины стенок около 4 мм.
- Открытые. Элементы применяются для сварки труб с толстыми стенками.
- Для трубных досок. Обычно головки используются при проведении ремонта теплообменников, в которых имеется много важных элементов.
Обратите внимание! Чтобы труба стояла на одном месте и не двигалась во время сварочного процесса используются специальные сварочные центраторы. Они бывают цепные, звенные или эксцентриковые
Орбитальная сварочная технология обладает широким спектром возможностей, который позволяет соединять огромные трубные конструкции. Ее уникальность состоит в том, что она может производиться в любых положениях, а используемое автоматическое оборудование позволяет производить соединение огромных партий трубопроводов. Но все же чтобы ее проведение было правильным, стоит изучить важные особенности и нюансы этого процесса.
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:







- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Классификация сварочных вращателей
Тип и конструкцию вспомогательного механизма выбирают под вид свариваемых элементов. Вращатель для сварки классифицируют:
- по способу вращения и системе опорных частей;
- количеству и числу осей поворота;
- углу наклона;
- системе привода (электрический, ручной или ножной);
- по способу применения (универсальные, специализированные);
- функциональности.
Горизонтальные
Предназначены для формирования кольцевых внутренних и наружных швов. У сварочного вращателя горизонтального есть функция остановки после полного кругового цикла. Допустимая длина заготовки – 2,5м, максимальный вес свариваемых изделий 6,3 тонны. Детали устанавливаются перпендикулярно опорной платформе, вращаются вокруг своей оси, положение сварочного оборудования стационарное.
Вертикальные
Обеспечивают вращение заготовок в вертикальной плоскости. Применяется:
- при аргоновой автоматической и полуавтоматической сварке;
- применении флюса;
- наплавки металла.
Линейная длина обрабатываемых деталей – до 2 м, предельный вес – 2 т.
Роликовые
Особенность сварочных роликовых вращателей – деталь удерживается за счет собственного веса. Она укладывается на несколько пар роликов, которые обеспечивают вращение с необходимой скоростью. Предназначены для сварки мелких и крупногабаритных деталей, допустимая длина – 4 м. Оборудование выдерживает до 20 т. Производители выпускают роликовые вращатели-толкатели в большом ассортименте.
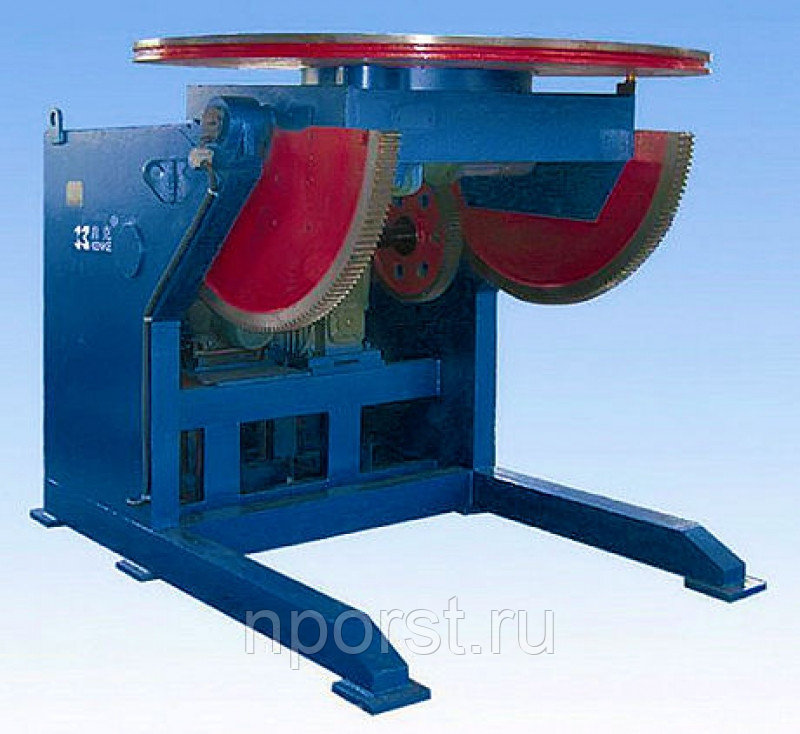
Универсальные
Название оправдано. Вращатели сварочные универсальные способны удерживать свариваемые элементы в любой плоскости. Предназначены для стационарной сварки сложных магистральных участков трубопровода. Допустимая длина свариваемых фрагментов – 1,9 м, общий вес конструкции до 2 т.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм
Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Метод сварки ММА
Перед тем как рассматривать сам метод, следует узнать про электроды ММА, что это специальные плавящиеся металлические стержни, покрытые специальными составами для соединения различных марок стали. Основные этапы такого типа сварки, как ММА, что это такое, нюансы и особенности описывает технология выполнения работ, заключающаяся в следующем.
Ток, подающийся на электрод, образует между поверхностью подлежащих свариванию изделий и металлом стержня дугу с высокой температурой. При разогреве стержня и поверхности изделий, образуется область плавления. В объеме доведенного до жидкого состояния металла создается особенная зона – сварочная ванна, в которую поступает плавящийся металл электрода в форме покрытых шлаком отдельных частиц.
В зоне расплавления осуществляется смешение поступившего металла и материала изделий, более легкий расплавленный шлак выталкивается на поверхность образованного шва. Максимальное углубление, на котором выполняется расплавление металла свариваемого элемента, называется «глубиной проплавки».
Габариты сварочной ванны зависят от режима выполнения работ. При ручной дуговой сварке MMA доля металла изделия в ее формировании достигает 35%.
При расплавлении покрытия электрода в сварочной ванне формируется специальный газовый режим. Газы, выделившиеся при сварке методом ММА, вытесняют воздух и образуют защитную среду, препятствующую прямому контакту расплава с внешней средой. В этом слое содержатся преимущественно пары расплавленной стали или других металлов и легирующих веществ.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные
пластические деформации, то можно полностью устранить остаточные напряжения
и деформации при сварке. Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше
450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют
из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять
пневматический молоток. В случае выполнения многослойных швов, не выполняют
проковку последнего слоя и первого, на котором от ударов возможно образование
трещин. Таким способом снимают напряжения в металле при заварке дефектов или
при выполнении замыкающего сварного шва.
Сущность процесса сварки МИГ/МАГ
Механизированная дуговая сварка плавящимся электродом в среде защитного газа – это разновидность электрической дуговой сварки, при которой электродная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет электродной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом, подаваемым в зону сварки.
Главными компонентами этого процесса сварки являются:
– источник питания, который обеспечивает дугу электрической энергией;
– подающий механизм, который подает в дугу с постоянной скоростью электродную проволоку, которая плавится теплом дуги;
– защитный газ.
Дуга горит между изделием и плавящейся электродной проволокой, которая непрерывно поступает в дугу и которая служит присадочным металлом. Дуга расплавляет кромки деталей и проволоку, металл которой переходит на изделие в образующуюся сварочную ванну, где металл электродной проволоки перемешивается с металлом изделия (то есть основным металлом). По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварка выполняется постоянным током обратной полярности, когда плюсовая клемма источника питания подключается к горелке, а минусовая – к изделию. Иногда применяется и прямая полярность тока сварки.
В качестве источника питания используются сварочные выпрямители, которые должны иметь жесткую или пологопадающую внешнюю вольт-амперную характеристику. Такая характеристика обеспечивает автоматическое восстановление заданной длины дуги при ее нарушениях, например, из-за колебаний руки сварщика (это, так называемое саморегулирование длины дуги). Более подробно источники питания для сварки МИГ/МАГ изложены в статье Источники питания для дуговой сварки.
В качестве плавящегося электрода может применяться электродная проволока сплошного сечения и трубчатого сечения. Проволока трубчатого сечения заполнена внутри порошком из легирующих, шлако- и газообразующих веществ. Такая проволока называется порошковой, а процесс сварки, при котором она используется, – сварка порошковой проволокой.
Имеется довольно широкий выбор сварочных электродных проволок для сварки в защитных газах, отличающихся по химическому составу и диаметру. Выбор химического состава электродной проволоки зависит от материала изделия и, в некоторой степени, от типа применяемого защитного газа. Химический состав электродной проволоки должен быть близким к химическому составу основного металла. Диаметр электродной проволоки зависит от толщины основного металла, типа сварного соединения и положения сварки.








Основное назначение защитного газа – предотвращение прямого контакта окружающего воздуха с металлом сварочной ванны, вылетом электрода и дугой. Защитный газ влияет на стабильность горения дуги, форму сварного шва, глубину проплавления и прочностные характеристики металла шва. Более подробная информация о защитных газах, а также о сварочных проволоках приведена в статье Введение в дуговую сварку в защитных газах (TIG, MIG/MAG).
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
Этап разметки проводится вручную или с помощью специальных устройств
Это интересно: Обратная полярность при сварке — особенности применения
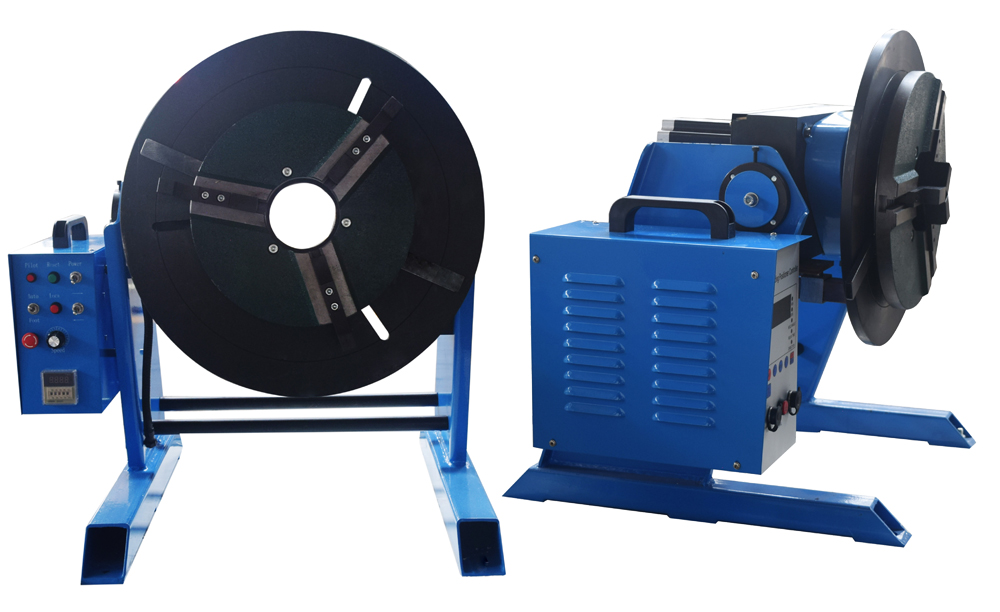
Классификация вращателей
В зависимости от направления вращательной оси инструменты делятся на отдельные категории: вертикальные, горизонтальные, роликовые, универсальные.
Вертикальные. Инструменты данного типа предоставляют возможность проворачивать с установленной мастером скоростью деталь в вертикальной плоскости. Чаще всего применяется при выполнении сварочных работ в защитной газовой среде, с использованием флюса. Предельная масса – 2 тонны. Допустимая длина образца – 2 метра.
Горизонтальные. Изделия для сварки этой категории позволяют проворачивать с установленной мастером скоростью деталь в горизонтальной плоскости. Используется для автоматической сварки. Предельная масса – 6,3 тонны. Допустимая длина заготовки – 2,5 метра.
Роликовые. Вращатель данной конструкции используется для облегчения исполнения внутренних, наружных сварных швов. При этом вращательная скорость роликов устанавливается в зависимости от выбранного сварочного режима. Предельная масса – 20 тонн. Допустимая длина заготовки – 4 метра.
Универсальные. Инструменты этой категории предоставляют возможность устанавливать заготовки в наиболее удобные положения для выполнения сварочных работ. Чаще всего используются для соединения трубопроводных магистралей. Предельная масса – 2 тонны. Допустимая длина заготовки – 1,9 метра.
Приобретая сварочное оборудование, в том числе сварочный вращатель, необходимо уделять особенное внимание их техническим характеристикам. Рекомендуется предварительно проконсультироваться у специалиста, хорошо разбирающегося в подобном оборудовании.
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
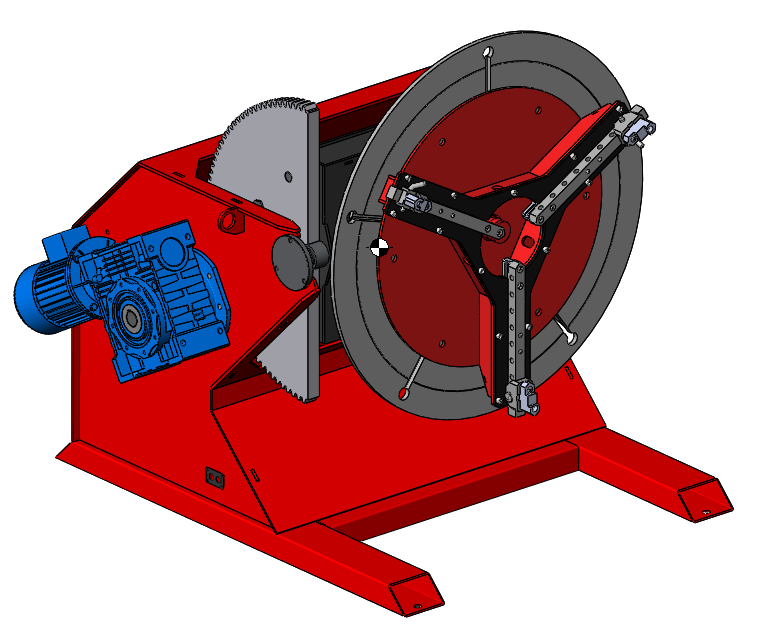
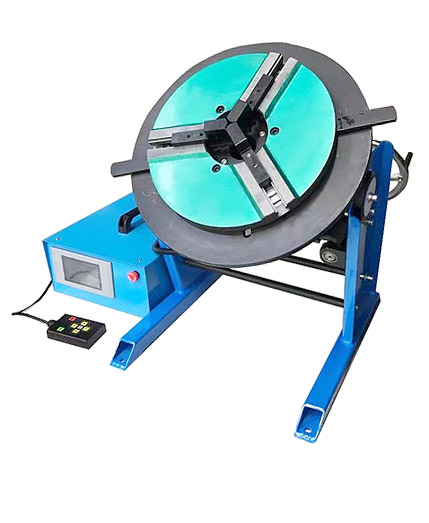
Классификация и устройство
Конструкция сварочного вращателя определяется технологией сварки. Например, при сварке нескольких мелких деталей главным ограничением считается занимаемое устройством пространство. В то же время вращатель должен быть мобильным, и легко переустанавливаться на другой участок цеха или мастерской.
Приспособление включает в себя:
- Приводной электродвигатель.
- Редуктор или коробка передач.
- Инвертор изменения скорости вращения.
- Поворотную раму.
- Основание.
- Несущие ролики или платформу для крепления заготовок.
- Систему управления (обычно она – выносная).

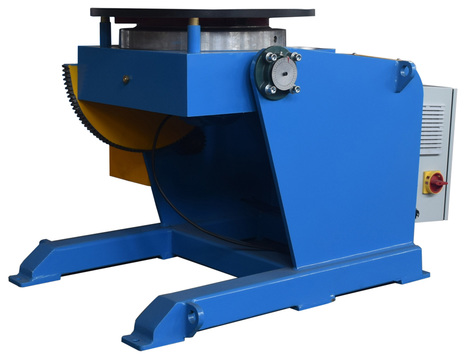
В зависимости от направления вращения оси, с которой соединяется несущая платформа, сварочные позиционеры подразделяют на:
- Вертикальные.
- Горизонтальные.
- Комбинированные.
Последние отличаются наибольшей универсальностью (и – соответственно – стоимостью), поэтому в практике автоматической сварки обычно располагают такими конструкциями сварочных вращателей, которые подходят к большинству случаев проведения сварочных работ.

Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.








Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Термическое соединение деталей
Все о сварке металлов можно узнать на специальных курсах для сварщиков. Однако начинающим умельцам следует вначале определиться с самим понятием сварка, теория и основное про нее. Приступать к изучению этих основ необходимо, разобравшись, прежде всего, с чем, что называется сваркой и с тем, как происходит сварка.
Металлические детали могут соединяться между собой механическим путем без использования их нагрева. В отличие от механического соединения при термическом способе детали разогреваются до температуры их плавления. Поэтому определение “что такое сварка” подразумевает именно такой способ образования соединений, отличающихся прочностью и надежностью. Сварка – это процесс получения неразъемного соединения элементов путем их сильного нагрева.
Существует немало различных видов сварки, применяемого при этом процессе оборудования, используемых технологий и методов контроля. Сварочная теория говорит о том, что сварка относится к высокотемпературным процессам. Это обеспечивается с помощью образования сварной дуги, способствующей расплавлению соединяемых металлических элементов.
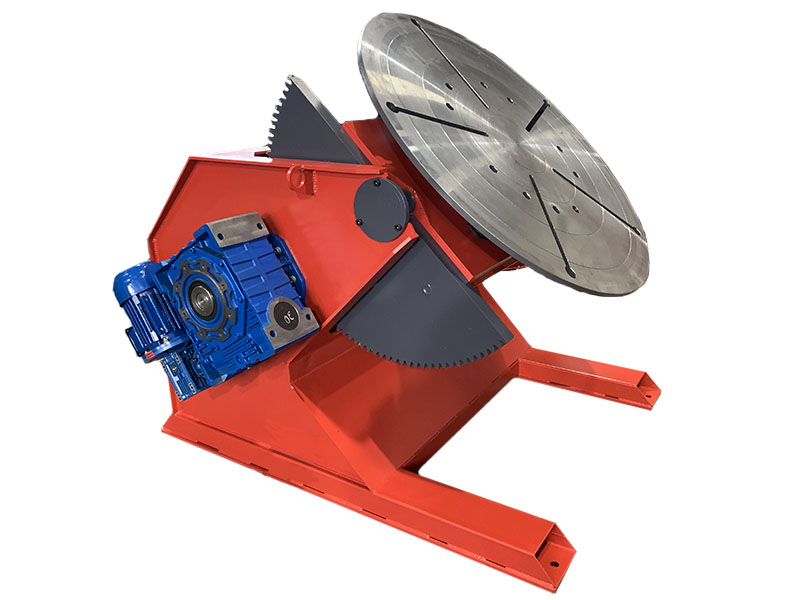
Классификация и устройство
Конструкция сварочного вращателя определяется технологией сварки. Например, при сварке нескольких мелких деталей главным ограничением считается занимаемое устройством пространство. В то же время вращатель должен быть мобильным, и легко переустанавливаться на другой участок цеха или мастерской.
Приспособление включает в себя:
- Приводной электродвигатель.
- Редуктор или коробка передач.
- Инвертор изменения скорости вращения.
- Поворотную раму.
- Основание.
- Несущие ролики или платформу для крепления заготовок.
- Систему управления (обычно она – выносная).

В зависимости от направления вращения оси, с которой соединяется несущая платформа, сварочные позиционеры подразделяют на:
- Вертикальные.
- Горизонтальные.
- Комбинированные.
Последние отличаются наибольшей универсальностью (и – соответственно – стоимостью), поэтому в практике автоматической сварки обычно располагают такими конструкциями сварочных вращателей, которые подходят к большинству случаев проведения сварочных работ.






