

Как выбрать
При выборе оборудования для аргоновой сварки следует обратить внимание на целый ряд важных параметров!
Параметры выбора оборудования:
Интенсивность дуги должна регулироваться. При этом должны быть доступны значения от самых маленьких до самых больших. Это обеспечит возможность работы с различными материалами. Если дугу невозможно будет «убавить» до минимума, то обработка тонких металлических листов (не толще 1,5 мм) будет недоступна. Если вы планируете сваривать тонкие металлические листы, то аппарат должен позволять уменьшать силу тока до 80 А и меньше.
В некоторых аппаратах электрическая дуга не постоянна, а возникает с определенной периодичностью. Интервалы между ее возникновениями составляют тысячные доли секунды. Такой режим работы показал большую эффективность, чем традиционный. Он лучше перемещает расплавленный металл, не требует контакта электрода с обрабатываемой заготовкой, уменьшает риск возникновения окислений на швах.
Если человек раньше не имел опыта сварки, то он обязательно будет допускать ошибки на начальном этапе. Самая распространенная – несвоевременное отделение электрода от заготовки, которое приводит к «залипанию». Оно может вызвать не только поломку оборудования, но и нанести вред здоровью. Поэтому аппарат должен иметь систему защиту, которая автоматически его отключает в подобной ситуации.
Производитель техники не всегда сообщает о проблемах при ее использовании, нюансах эксплуатации, недостатках. Это обусловлено стремлением продать как можно больше своей продукции. Поэтому перед покупкой не будет лишним ознакомиться с отзывами людей, которые уже владеют оборудованием. Также можно изучить обзоры и рецензии независимых специалистов.
Каким сварочным аппаратом пользуетесь Вы?
АргоновымИнверторным
Если вы планируете работать с металлическими заготовками большой толщины, то оборудование должно иметь силу тока не менее 200 А.
Сталь, медь и железо сваривают с использованием постоянного тока. Однако некоторые металлы им обрабатывать нельзя. В частности, это касается алюминия, а также сплавов с магнием. Дело в том, что они способны окисляться самостоятельно, даже без участия кислорода, следовательно, аргон их защитить не может. Постоянный ток этому способствует.
Мнение эксперта Кузнецов Василий Степанович
Иногда, чтобы покупателю было проще понять, какие материалы можно обрабатывать с помощью оборудования, в техническом паспорте указывают перечень металлов, доступных для работы. Это избавляет от необходимости детального изучения технических характеристики прибора.
Технология MIG/MAG сварки
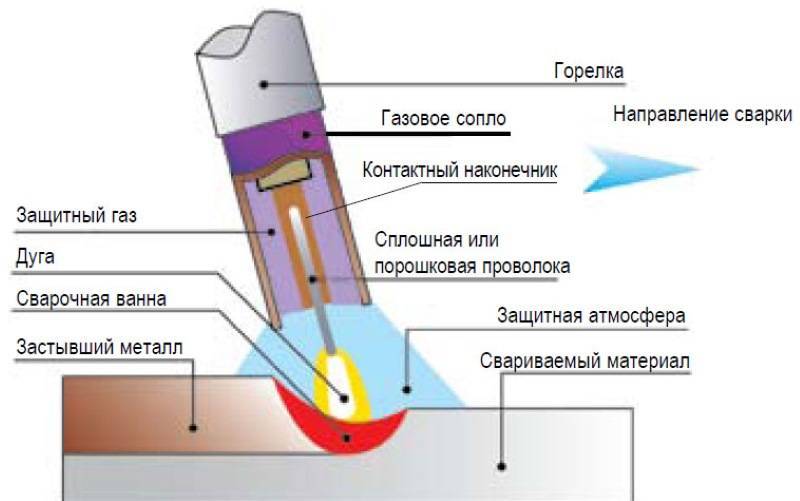
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
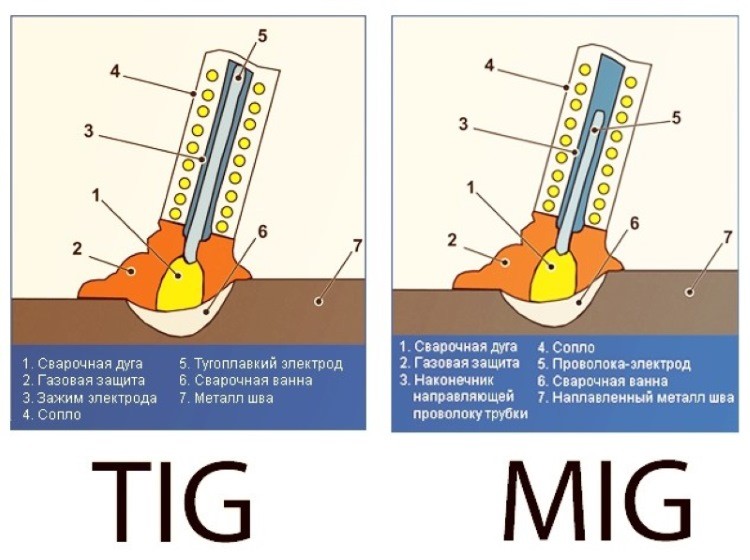
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Виды сварки

С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.










Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?

Опытные сварщики для каждодневной работы выбирают инвертор
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.










При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок. В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.

С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
 Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
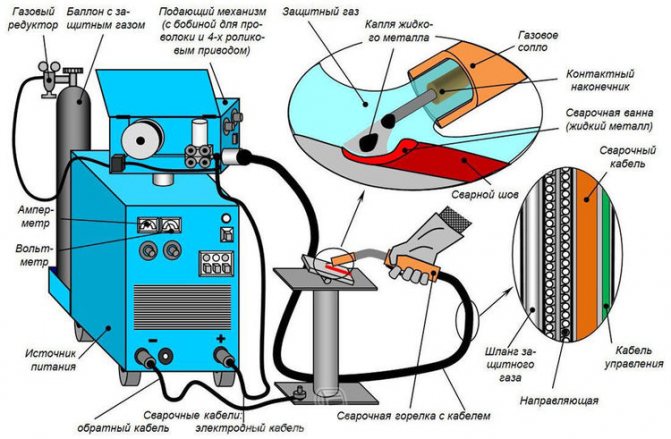
Аппарат и дополнительное оснащение

Полуавтомат (стандартный) идеально подойдёт. Газ (не забывайте про редуктор для регулировки давления), полуавтомат, кабеля, трансформатор (производящий ток), газовая горелка, разнообразные шланги, снабженная добавочной выдачи проволоки (присадочной) и механизма. Считают это комплектом сварочного оборудования.









MIG это работа в газовой защите с расплавляющимся электродом. Но тут заменили электрод, а применяют присадочную проволоку (алюминиевая). Рекомендация: провод следует подбирать с учётом что именно будет вариться.
Провод накручивается на барабанную установку и механически передается на определённое место работы. От чего зависит подача скорости? Ответ прост: от диаметра и параметров силы тока(вы сами её устанавливаете).
Вам останется только надавливая на кнопочку навести горелку в нужное направление.
А газ это покрытый электрод (тоже и в стандартном ММА), если поводить сравнения с иными типами сварки. Хотя тут газ подается снаружи, а с ММА – он сформируется при плавлении электрода.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Преимущества метода по сравнению с другими видами
Популярность данной технологии обусловлена следующими преимуществами:
- Надежная защита. Эксперты отмечают, что использование газа, в качестве средства защиты сварочной ванны, позволяет обеспечить наивысшую степень защиты.
- Универсальность. В первую очередь, полуавтомат миг зарекомендовал себя, как отличный инструмент для соединения элементов кузова автомобиля. Однако, сварка тонкостенного металла не единственная область применения – на предприятиях черной металлургии сварочные полуавтоматы миг с успехом применяют для работы с конструкциями, обладающими значительной толщиной. Рассматриваемое оборудование подходит для соединения практически всех видов металлов и сплавов.
- Комфортные условия работы. Сочетание газа и проволоки дает возможность полностью контролировать процесс образования шва, а простота конструкции предусматривает быструю настройку нужного режима. Отсутствие брызг металла делают условия эксплуатации не только комфортными, а еще и безопасными.
Важно! Брызги отсутствуют только при сварке классической проволокой в среде защитного газа. Эксплуатация порошковой проволоки сопровождается довольно сильными брызгами.
- Качество соединения. Следствие предыдущего пункта. Кроме того, швы отличаются полным отсутствием шлака, что позволяет экономить время на финишной обработке поверхности.
- Высокая скорость работы. Сварочный аппарат mig/mag считается высокопроизводительным устройством. Метод не требует предварительной подготовки сварочных кромок, что также влияет на скорость выполнения соединения.
- Обучение специалиста. Простота технологии позволяет быстро освоить профессию оператора сварочного аппарата миг/маг.





