

Процесс литья из чугуна
При накоплении в нижней части печи достаточного количества жидкого металла пробивают леток, и раскаленная масса льется в ковш, из которого и производится непосредственно литье чугуна в формы. Инструмент для разливки — ковш, имеет внизу отверстие с пробкой. Через него производится заливка мелких деталей. Для габаритных тяжеловесных отливок, когда надо быстро заполнить форму, могут использовать носик в верхней части ковша, наклонив его с помощью крана.
Подготовка моделей
Модели изготавливаются из различных материалов. Для изготовления малых партий и единичных заготовок крупногабаритных деталей используют дерево. Модель повторяет наружную форму детали с припусками на усадку. В места расположения отверстий вставляют стержни из формовочной смеси.
В качестве материала для изготовления моделей используют:
- воск;
- гипс;
- пластмассу;
- пенопласт.
Для изготовления больших партий отливок, начиная с нескольких сотен, со сложной конфигурацией используют изготовленные на станках ЧПУ и другом оборудовании модели из бронзы, латуни, алюминиевых сплавов. В результате получается отливка с большой точностью наружных размеров, не нуждающаяся в обработке.
Формовка
Модель вставляют в металлическую форму, и оставшееся пространство заполняют песчано-глиняной смесью. Для получения плотной оболочки смесь уплотняют на вибростендах или утрамбовывают ручным пневмоинструментом.
Большие формы заполняют в несколько этапов, подсыпая смесь. Затем модель вынимают. Поверхность формы обрабатывают антипригарным составом и сушат.

Металлическая форма
Заливка металла
Формы выставляют в один ряд на специально подготовленное место. Над ними устанавливаются литники для заливки. Ковш заводится над формами и быстро заполняет их. Если чугун льется долго, отливки будут неравномерно охлаждаться, могут образоваться расслоения металла внутри.
Завершающие операции
После заливки формы остаются в яме для равномерного остывания на 12–60 часов. Продолжительность процесса зависит от наибольшего сечения отливки.
Остывшую форму достают, освобождают деталь от формовочной смеси и вместе накопителями и прибылями помещают в термическую печь на отжиг. Металл нагревают до 800⁰–900⁰, в зависимости от массы отливки и марки чугуна. Затем выдерживают при заданной температуре несколько часов. Чугун вместе с печью медленно остывает до 300⁰. Затем отливку достают, и охлаждение продолжается на воздухе.
После отжига структура чугуна выравнивается, снимаются напряжения. Теперь обрезаются технологические надставки и другие элементы. Производится зачистка поверхности от остатков формовочной смеси, окалины.
Процесс литья из чугуна
Чугун производится в доменных печах — огромных сооружениях, высотой с десятиэтажный дом. После расплавления руды и удаления примесей происходит отливка чугуна в стальные формы — изложницы. Получающиеся слитки (чушки) – содержат чугун определенной марки и готовы к дальнейшему переделу. На литейных заводах из них отливают различные готовые изделия.
Процесс литья из чугуна
Основные этапы процесса литья из чугуна:
- Подготовка модели готового изделия
- Изготовление формы для отливки
- Расплавление чугунных чушек
- Отливка расплава в формы
- Извлечение отливок и их окончательная обработка
Существует несколько методов изготовления моделей и подготовка форм
Технология литья из чугуна
Литье чугуна производится в строгой последовательности:
- загрузка шихты;
- непрерывный процесс плавления в доменной печи;
- заливка готового чугуна в ковш;
- разливка по подготовленным формам;
- охлаждение;
- отжиг;
- очистка от окалины.
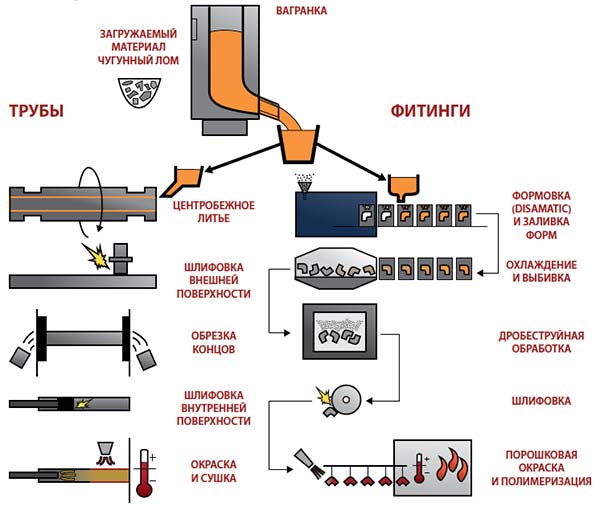
При изготовлении труб и полых деталей применяют центробежное литье. При этом способе в быстро вращающуюся форму заливают чугун. Под действием центробежной силы жидкий металл растекается по поверхности на заданную толщину.
Остальные детали заливают по форме, которая заранее изготавливается, в землю.
Основные методы литья чугуна
Кокили – это разборные формы, применяемые при массовом производстве крупногабаритных чугунных отливок. Могут использоваться многократно, запас их прочности достигает 10 000 заливок.
Одной из современных технологий является литье в ХТС (холодно-твердеющие смеси). В соответствии с этой технологией, формы для литья изготавливают из самозатвердевающих смесей, в состав которых входят смолы и другие связующие компоненты. Преимущества форм из ХТС заключаются в их высокой герметичности, что исключает возможность образования газов, препятствующих образованию целостной структуры отливки.
Популярным методом является литье чугуна в песчаные формы, то есть, формы с толстыми стенками, изготовленные из утрамбованного песка. Данный метод подходит для серийного производства таких массивных изделий, как станины для станков, лопасти турбин и двигателей внутреннего сгорания.
Как видно, чугунное литье в России активно развивается, в технологический процесс успешно внедряются новые перспективные технологии и методы производства изделий.
2.88
Не указан форум для отзывов.
Чугунные отливки
Чугунные отливки бывают разных размеров — от мелких деталей до многометровых станин крупных станков. Конфигурация их тоже бывает самая разнообразная — от простеньких втулок до изысканных литых решеток и ворот.

Чугунные отливки
Отливки из чугуна также подразделяются:
- по назначению – на общие и специальные, такие, как антифрикционные, жаропрочные и т.п.
- по структуре материала – на ферритные, перритные и смешанные
- По виду содержащегося графита — на шаровидные, пластинчатые, хлопьевидные и вермикулярные
- По содержанию углерода — на белые, серые и отбеленные
В металлургической науке существуют и другие классификации чугунных отливок.
Производственные мощности и оснащение литейного предприятия
АО «Металит» осуществляет весь комплекс работ по производству чугунных деталей для дальнейшего их использования в сфере с/х машиностроения, автомобильной индустрии, железнодорожной и других производственных областях.
Эффективную и быструю работу обеспечивает высокотехнологичное оборудование для литья чугуна:
- профессиональный смесеприготовительный комплекс, в который входят ленточные конвейеры, смесители ТМ-240-90, вихревой смеситель со встроенной SMC, магнитные сепараторы, системы транспортировки формовочных компонентов;
- новейшие германские индукционные 2-х тигельные печи OTTO JUNKER мощностью 3000 кВт и температурой плавления от 1250 до 1550°С. Оборудование в разы упрощает и удешевляет литье чугуна технология обеспечивает экономию электроэнергии до 50% в сравнении с устаревшими установками;
- формовочная безопочная машина с двухсторонней модельной плитой DISA MATCH 24/28, способная создавать в течение часа 120 форм с повышенной точностью сборки;
- экологичная и энергоэффективная пескострельная машина DISA CORE 10 ЕР, изготавливающая литейные стержни по холодной оснастке;
- система DISA COOL 2900 с производительностью 50 т/час, обеспечивающая выбивку отливочных форм и равномерное охлаждение отливок;
- заливочная печь итальянской марки FOMET, поддерживающая постоянную температуру литься за счет индукционного нагрева;
- дробемётная установка германского производства WHEELABRATOR с загрузкой 0,9 м³. Для получения качественных деталей технология литья чугуна требует тщательной очистки заготовок от сторонних примесей, этот процесс обеспечивают две турбины с лопатками применяемых установок;
- термопечи ТермоМастер – ДО, с помощью которых с минимальными энергозатратами осуществляется термообработка изделий из чугуна.
Производственные цеха нашего завода оснащены всем необходимым литейным оборудованием для производства качественных изделий в любых требуемых объемах.
Мы работаем по всей России, поставляя литье чугуна в следующие города:
Адыгея, Майкоп, Горно-Алтайск, Алейск, Барнаул, Бийск, Заринск, Камень-на-Оби, Новоалтайск, Рубцовск, Яровое, Славгород, Белогорск, Благовещенск, Райчихинск, Свободный, Сковородино, Тында, Циолковский, Архангельск, Вельск, Каргополь, Коряжма, Мезень, Мирный, Новодвинск, Онега, Северодвинск, Шенкурск, Астрахань,
Ахтубинск, Знаменск, Камызяк, Нариманов, Баймак, Белебей, Белорецк, Бирск, Благовещенск, Дюртюли, Кумертау, Межгорье, Мелеуз, Нефтекамск, Октябрьский, Салават, Сибай, Стерлитамак, Туймазы, Уфа, Янаул, Алексеевка, Белгород, Бирюч,
Короча, Новый Оскол, Старый Оскол, Брянск, Дятьково, Жуковка, Злынка, Карачев, Клинцы, Мглин, Севск, Сельцо, Стародуб, Сураж, Трубчевск, Унеча, Фокино, Бабушкин, Гусиноозёрск, Закаменск, Кяхта, Северобайкальск, Улан-Удэ, Александров, Владимир.

Чугунное литье по чертежам в промышленности
Отливки из чугуна на протяжении многих лет неизменно находят применение в промышленности, чаще всего это такая сфера, как машиностроения. Для того чтобы создать эксклюзивный заказ, достаточно передать исполнителю готовый чертеж детали для литья или модель, которая была изготовлена ранее. В результате он получает продукцию из наиболее подходящей марки чугуна, которая практически не нуждается в последующей механической обработке.
Для того чтобы обеспечить должное качество, производитель использует особый метод центробежного литья, выполнить которое можно только на современном оборудовании с соблюдением технологии производства.
Читайте далее по теме:
Чугунное литье

Чугун — это сплав железа с углеродом и другими элементами. Является недорогим, прочным, износостойким, но хрупким конструкционным материалом, широко используемым в промышленности и строительстве.










Чугун
Основные методы чугунного литья
Современная промышленность использует много различных методов производства чугунного литья. Они сводятся к нескольким основным методам литья:
в формы из глиняно-песчаной смеси (так называемое литье «в землю»)
внутрь формы помещается модель готового изделия, полностью повторяющаяся его форму, но превышающая его по размерам на величину литейной усадки. Глиняно-песчаная смесь трамбуется и уплотняется, обеспечивая полное прилегание к модели. Литье чугуна в форму осуществляется через специально предусмотренные отверстия — литники.
- в гипсовые формы (и из других отвердевающих растворов);
- в оболочковые формы;
- в кокиль (металлические защищенные формы);
- по выплавляемым моделям;
- под давлением.
- В газифицируемую модель
Специалисты различают несколько видов чугуна, в зависимости от содержания тех или иных примесей.
Виды чугуна
Серый чугун содержит от 2,9% до 3,7% графита и кремний, обладает отличными литейными свойствами:
- низкая температура плавления
- высокая текучесть расплава
- малая усадка.
Является подходящим материалом для корпусов станков и механизмов, поршней и блоков цилиндров двигателей. Высокая хрупкость исключает применение материала в деталях, работающих на изгиб и растяжение. Литье серого чугуна преимущественно проводится в песчаные формы и в кокиль.
Высокопрочный чугун, ВЧШГ, содержит графит в шаровидной форме. Этот вид графита отличается высокой вязкостью и ковкостью, пригоден для кузнечной обработки. Из него отливают трубы, трубопроводную арматуру, ответственные и высоконагруженные детали механизмов.
Высокопрочный чугун
Изделия из высокопрочного чугуна производят также методом литья в газифицируемую модель. Литье чугуна производится в форму из песчаной смеси, уплотненной вокруг полистироловых блоков моделей.
Для улучшения механических свойств отливки из высокопрочного чугуна подвергают термической обработке. Ее основные этапы:
- нагрев до 850 °C;
- выдержка в нагретом состоянии несколько часов;
- медленное остывание в минеральном масле при 350 °C.
Термообработка повышает однородность материала и снимает внутренние напряжения в отливке, снижая вероятность возникновения трещин в процессе эксплуатации
Чугунные отливки
Чугунные отливки бывают разных размеров — от мелких деталей до многометровых станин крупных станков. Конфигурация их тоже бывает самая разнообразная — от простеньких втулок до изысканных литых решеток и ворот.
Чугунные отливки
Отливки из чугуна также подразделяются:
- по назначению – на общие и специальные, такие, как антифрикционные, жаропрочные и т.п.
- по структуре материала – на ферритные, перритные и смешанные
- По виду содержащегося графита — на шаровидные, пластинчатые, хлопьевидные и вермикулярные
- По содержанию углерода — на белые, серые и отбеленные
В металлургической науке существуют и другие классификации чугунных отливок.
Способы литья
Наиболее современный способ это литье по газифицируемым моделям. Этот способ позволяет не только осуществлять литье чугуна, но и получать стальные отливки. Способ отличается экономичностью, экологичностью и возможностью повторного использования материала форм.
Способ состоит из следующих этапов.
Заливка металла
Металл заливают прямо в материал модели. Жидкий расплав испаряет полистирольные модели и заполняет все детали рельефа.
Формовка чугуна
Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Завершающие операции
Отливки из чугуна остывают в форме. Темп снижения температуры и общая его длительность определяется весом детали, толщиной ее стенок и требованиями производственного процесса. Далее формы разбиваются, отливки очищаются от остатков противопригарной краски, удаляются литники.
Основные процессы и технологии литья стали
Литье из стали ведется по нескольким технологиям. Такой способ обработки металла включает в себя следующие процессы:
- Расплавление шихты.
- Кипение.
- Последующее раскисление неметаллических составляющих.
Плавка
Плавку стали можно проводить в домашних условиях. Для этого необходимо иметь графитовый тигель. В качестве основания выбирается огнеупорный кирпич.
Порядок изготовления печи следующий:
- На небольшом расстоянии друг от другом устанавливаются 2 медные шины, которые крепятся болтами к кирпичу. Предварительно под ними прокладывается металлическая пластинка, один конец которой загибается.
- К шинам подключается трансформатор.
- На металлическую пластинку ставится тигель, в котором будет плавиться металл.
- Загнутая часть пластины касается тигля.
Суть процесса заключается в том, что графит плохо проводит электроэнергию, поэтому при прохождении тока сильно разогревается. За счет этого и происходит плавление металла.

Плавка стали в домашних условиях
Дополнительные методы
Существуют следующие методы литья деталей:
- Кислородно-конвертерный. Основан на получении отливок из чугуна. Идет процесс окисление примесей за счет подачи кислорода. В камере обеспечивается температура 1600 градусов.
- Мартеновский. Отличается простотой и удобством.
В конце процесса ведется заливка расплавленного металла в формы. Для этого существует литниковая система, которая представляет собой каналы, ведущие к формам для отливки.
Стальные слитки получаются при непрерывном способе производства. Расплавленный металл поступает в кристаллизатор. Там он затвердевает, а затем вынимается и протягивается роликами. В целях быстрого остывания ведется его поливка водой. На последнем этапе он режется на мерные куски.
Уход
На качество конечной заготовки влияет не только сплав и температурный режим, но и сама форма. В том случае, когда кокиль в шлаке или в трещинах, то это в значительной степени снизит качество болванки. Поэтому прежде заливать форму необходимо ее внимательно осмотреть на то есть ли там трещины и присутствуют ли посторонние предметы и примеси. Далее необходимо удалить старую краску, смазку, шлак, окалину, любую грязь, которая может попасть в жидкий металл.
После того, как вы очистите кокиль его необходимо собрать, далее установить стержень и начать процесс заливки используя при этом специально отверстие. Как правило, на заводе кокили устанавливают на конвейере, и они движутся мимо ковша с расплавленным чугуном. Иногда формы могут находиться в неподвижном состоянии, и вместо конвейера будет двигаться ковш.
Таким образом, современная технология литья чугуна для изготовления различных деталей практически осталась прежней, но и как раньше она востребованная и актуальная. Чугун сохраняет свои позиции, и то что появились новые материалы и технологии не изменило этой ситуации. Спрос на него остается стабильным во многих странах.
Технология литья из чугуна
Технология литья из чугуна первый раз была освоена в Китае около Х столетия н.э., в странах Европы первый раз упоминается в четырнадцтом веке, как материал для изготовления пушек. В РФ первое «литье чугунное, для делания пушек пригодное» относиться к эпохе Ивана IV Рюриковича. Расцвет эпохи чугуна наступил в 19-20 веках. В данное время из него делали мосты и магистрали из труб, фонари и ограды, детали архитектурного декора и конструкции несущего типа строений. Также, из аналогичного материала отливали рельсы, детали станков, и двигателей. Отдельно необходимо упомянуть чугунную посуду, утюги и дизайн радиаторы.
https://youtube.com/watch?v=LFeoWOAJY3U
Чугун также являлся исходным элементом для изготовления стали мартеновским способом. Объем его производства был самым важным критерием экономичной мощи страны и ее военного потенциала. С изобретением дешевых технологий производства и обработки алюминиевых сплавов и стали значение чугуна как конструкционного материала ощутимо снизилось. Большое развитие производства очень прочных пластиков и материалов на основе композитов целиком оттеснило чугун с авангардных позиций.
Чугунное литье: процесс и технология производства
Чугунное литье представляет собой отливки различных конфигураций и размеров, изготовленных по определенным чертежам. Современные способы чугунного литья с течением времени особо не изменились. В целом процесс выглядит практически одинаково на всех литейных предприятиях. Основные его этапы:










- 1. Создание рабочих чертежей на основании эскизов, указанных заказчиком. Это достаточно важный этап, поскольку ошибки в чертежах могут отрицательно сказаться на качестве изделия и сроков его изготовления.
- 2. Изготовление модели. Выполняется с помощью компьютерного моделирования и специальных станков.
- 3. Формовка модели. Может производится несколькими способами, в зависимости от поставленной задачи, метода чугунного литья и формы чугунного литья.
- 4. Подготовка металла. Процесс плавки чугуна требует от рабочих достаточно высокой квалификации.
- 5. Заливка в форму. Расплавленный металл заливается в форму, после этого ему дают остыть и только потом извлекают из форм.
- 6. Финишная обработка изделия. Включает в себя очистку, шпатлевку, покрытие патиной или окрашивание (при необходимости или условии заказчика).
Если отливка представляет собой часть общей конструкции, ее передают в цех сборки и дополнительно обрабатывают посадочные поверхности в соответствии с допусками и посадками. После этого проводится сборка и разборка конструкции и, если чугунное литье соответствует всем требованиям и ГОСТам, отправляется заказчику.
Чугунное литье процесс достаточно сложный, который не терпит дилетантства. «Московский литейный завод» гарантирует соблюдение всех технологических операций и высокое качество готовых изделий.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Цельные модели
Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках
Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами. Пары пазы-шипы и фиксируют компоненты во время формовки
Пары пазы-шипы и фиксируют компоненты во время формовки.

Разъемные модели
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.
Первоисточники
Чтобы определить, какая технология использовалась при литье икон в XVIII-XIX веках, обратимся к первоисточникам — документам того времени. В «Указе о медном мастерстве» (XVIII век) подробно описаны все этапы получения формы для литья в землю: «То возьми верхнюю половину опоки да положи на доску да землю набей туго… » В «Истории литейного дела икон и крестов медно-литейного заведения Серова П.Я., с. Красное Костромской области» читаем: «… Для всякой какой-бы то ни было отливок (вещи) в литейном производстве нужна модель для формовки в земле. И после извлечения ее из земли образует литейную форму со всеми ее точными очертаниями, что и будет называться литейной формой. Куда и будет заливаться жидкий металл и при остывании принимает твердую массу с ее точными очертаниями.» Далее: «… Формовочная смесь (глина и песок)…» В статье Г.И. Фроловой «К вопросу о технологии выговского (поморского) литья» есть строки из описи обыска крестьян Олонецкой губернии (документ середины XIX века): «Найдено: … в корыте сырая земля, употребляемая при вылитии створов и крестов, на полке четыре железные опоки».
Во всех упомянутых документах описываются материалы и технологические моменты, характерные для технологии, которая называется литье в землю (варианты названия: литье в песчаные формы, литье в песчано-глинистые формы). В «Истории литейного дела Серова П.Я. из села Красное» есть упоминание о технологии литья по восковым (выплавляемым) моделям, но отмечено, что эта технология использовалась только при получении заготовки для модели.
Функциональность и особенности чугунного литья
Чугун, который используется для производства литья (технологических изделий и художественных элементов), подразделяется на несколько видов. Так, существует высокопрочный чугун (в ряде случаев выступает альтернативой стали), а также серый, белый и ковкий чугун. Кроме того, есть и специальные марки этого материала, однако в чугунном литейном производстве они не используются (их назначение – применение в виде легирующих присадок в сталь).
Для создания отливок из чугуна востребованы различные способы. Так, одним из наиболее распространенных считается литье в песчано-глинистые смеси. Также могут использоваться холодно-твердеющие смеси (ХТС). Сам производственный процесс предполагает заливку материала, находящегося в жидком состоянии, в пустотелые формы. После его полного застывания получившееся изделие извлекается и подвергается необходимой механической обработке.
ЗАО «Завод специального машиностроения «Маяк» производит высокоплотное чугунное литье методом литья в хтс. Отливки, изготовленные данным методом имеют привлекательный внешний вид, отсутствуют засоры и раковины. Поставки осуществляются предприятиям машиностроительной, металлургической, энергетической, станкостроительной отраслей промышленности.
Нужно обратить внимание, что литье представляет собой сложнейший технологический процесс, на итоги которого влияет множество факторов. Безусловно, получить качественное изделие без высокотехнологичного оборудования невозможно, однако важнейшее значение также имеет уровень квалификации специалистов и наличие контроля качества продукции на каждом из этапов производства
Кроме того, только строгое соблюдение технологии способно исключить риск образования пустот (в литье из чугуна это считается главным недостатком).
Главными преимуществами литья из чугуна считаются практичность, прочность, продолжительный срок службы и безопасность
Немаловажное значение для многих заказчиков имеет привлекательный внешний вид изделий. Достоинством считается и доступная цена чугуна, которая заметно снижает итоговую стоимость изделий
Производство чугунного литья востребовано во множестве сфер. Изделия используются в машиностроении и станкостроении, горнодобывающей промышленности, стройиндустрии, а также для решения различных задач в других отраслях. И, конечно, повышенный спрос существует на художественное литье: наряду с прочностью и износостойкостью, такие изделия отличаются безупречными эстетическими характеристиками. Метод подходит для создания лестничных ограждений, фонарей, беседок и всевозможных малых архитектурных форм.
Производство качественных чугунных отливок для станкостроения и сложного корпусного чугунного литья
(станины, корпуса) методом литья в хтс особо выделяет наше предприятие, особенно если учесть, что мы имеем возможность провести полную мехобработку данных изделий с учетом всех требований к точности и шероховатости. В производстве станочного корпусного чугунного литья в основном применяем следующие сплавы: СЧ20, СЧ25, СЧ30, ВЧ45, ВЧ50, ВЧ60. При необходимости возможно введение легирующих элементов. Отливки в обязательном порядке проходят термообработку для снятия внутренних напряжений — искусственное старение (термический участок имеет габаритные печи с размерами 7000х7000х14000мм). Без данной термообработки в процессе эксплуатации изделий могут возникнуть деформации, превышающие требования чертежа в части возможных отклонений от плоскостности, параллельности и перпендикулярности. Для контроля размеров отливок сложной конфигурации может применяться 3Д сканирование.
Чугунные отливки: чугунный люк, колосники из чугуна мы отправляем в города:
Бокситогорск, Волосово, Волхов, Всеволожск, Выборг, Высоцк, Ивангород, Каменногорск, Кингисепп, Кириши, Кировск, Тихвин, Липецк, Усмань, Чаплыгин, Магадан, Сусуман, Волжск, Звенигово, Йошкар-Ола, Козьмодемьянск, Ардатов, Краснослободск, Рузаевка, Саранск, Темников, Москва, Московский, Троицк, Щербинка, Апрелевка, Балашиха, Бронницы, Верея, Видное, Волоколамск, Воскресенск, Высоковск, Голицыно, Дедовск, Дзержинский, Дмитров, Долгопрудный, Домодедово, Дрезна, Дубна,
Егорьевск, Жуковский, Зарайск, Звенигород, Ивантеевка, Истра, Кашира, Клин, Коломна, Котельники, Королёв, Красноармейск, Красногорск, Краснозаводск, Краснознаменск,
Кубинка, Куровское, Ликино-Дулёво, Лобня, Лосино-Петровский, Луховицы, Лыткарино,
Люберцы, Можайск, Мытищи, Наро-Фоминск, Ногинск, Одинцово, Ожерелье, Озёры, Орехово-Зуево, Павловский Посад, Пересвет, Подольск, Протвино, Пушкино,Пущино, Раменское, Реутов, Рошаль, Руза, Сергиев Посад, Серпухов, Солнечногорск, Старая Купавна, Ступино.

Способы литья
Наиболее современный способ это литье по газифицируемым моделям. Этот способ позволяет не только осуществлять литье чугуна, но и получать стальные отливки. Способ отличается экономичностью, экологичностью и возможностью повторного использования материала форм.








Способ состоит из следующих этапов.
Подготовка моделей
Модели делают из предварительно вспененного и подсушенного полистирола с размером зерна 0,3— 0,9 мм. (в зависимости от габаритов детали). Материал задувается в формы, запекается и охлаждается.

Литье по газифицируемым моделям
Модели склеивают или спаивают в блоки. Далее блоки опускают в ванну, чтобы нанести противопригарное покрытие и высушивают. Если конфигурация изделия сложная, то покрытие наносят из сопла.
Формовка
Блоки моделей помещают в опоку, размещенную на вибрирующем основании, постепенно засыпая их песчано-глиняной смесью, их «землей». Иногда засыпку производят слой за слоем, отдельно уплотняя каждый.
Засыпанные и уплотненные формы перевозят в заливочный цех. Вакуумный насос завершает уплотнение песка и придание ему достаточной прочности.
Заливка металла
Металл заливают прямо в материал модели. Жидкий расплав испаряет полистирольные модели и заполняет все детали рельефа.

Формовка чугуна
Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Завершающие операции
Отливки из чугуна остывают в форме. Темп снижения температуры и общая его длительность определяется весом детали, толщиной ее стенок и требованиями производственного процесса. Далее формы разбиваются, отливки очищаются от остатков противопригарной краски, удаляются литники.
4. Литье в кокиль
В приборостроении литье в кокиль (кокиль – это металлическая форма, имеющая защитную огнеупорную облицовку на рабочей поверхности) применяют в серийном и массовом производстве.
Экономическая целесообразность кокильного литья зависит от стойкости металлической формы
Качественные параметры отливок: точность 12…13 квалитет, шероховатость поверхности – Rz =80…20 мкм.
Преимущества литья в кокиль на основе производственного опыта:
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2 – 3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
3. Устранение или уменьшение объема вредных для здоровья операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля.
Литье в кокиль следует отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
5.Литье по выплавляемым моделями
Литье по выплавляемым моделям применяют в приборостроении для изготовления отливок различной сложности из любых сплавов массой от нескольких граммов до нескольких килограммов с толщиной стенок 0,4-20 мм, точностью размеров до 12 квалитета и шероховатостью поверхности до Rz =20 мкм. Способ применяют при любом виде производства.
Процесс литья заключается в изготовлении моделей из легкоплавкого материала, покрытия моделей тонкой огнеупорной оболочкой , выплавление модельного материала из огнеупорной оболочки и заливки освободившейся от моделей полости металлом.





