

Применение медного литья
Медное литье применяется для изготовления широкого спектра изделий. В ювелирном деле легендарный металл чаще используют в составе сплавов. В небольших количествах ее добавляют в золотые изделия для повышения их прочности и стойкости к истиранию. Бронза, представляющая собой сплав меди с оловом, используется для создания авторских подвесок, цепочек, колец и сережек.

Ювелирные украшения из меди
Литье из меди применяется также для изготовления рыболовных блесен уникальной формы. Еще одна сфера применения — создание авторских масштабных моделей техники — кораблей, автомобилей, танков, самолетов и пр. Здесь кроме бронзы используется латунь — сплав с цинком.
Латунь и бронза применяются также для отливки элементов декора помещений, накладок и авторских дверных ручек. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
https://youtube.com/watch?v=wPO1fFYp6t4
Преимущества и недостатки центробежного литья
С помощью центробежного литья получить отливку, имеющую геометрически правильную свободную поверхность, можно только в том случае, если частота вращения является строго определенной (она определяется таким показателем, как гравитационный коэффициент). Если частота вращения отливки оказывается недостаточной, то вследствие усадки, как при вертикальном, так и при горизонтальном положении оси неизбежно возникают искажения.
Таким образом, можно констатировать, что одним из преимуществ центробежного литья является то, что оно позволяет существенно улучшить показатель заполняемости формы расплавом, поскольку на него действует повышенное давление, возникающее под воздействием центробежных сил. Кроме того, в отливках образуется меньше раковин, пор, разнообразных включений, существенно возрастает их плотность.
Необходимо также отметить, что достоинством этого метода литья является также уменьшение расхода металла и повышение такого показателя, как выход годного, по причине отсутствия литниковой системы. Помимо этого, при центробежном литье деталей и заготовок, имеющих форму труб и втулок, не нужно нести затраты на технологические стержни.
Что касается недостатков, то они у центробежного литья тоже есть. К таковым относится трудность изготовления отливок из тех сплавов, что склонны к ликвации; неточность размеров полости отливок, имеющих свободные поверхности; повышенная загрязненность поверхностей отливок ликватами и неметаллическими включениями (из-за этого приходится существенно повышать припуски на их механическую обработку).
Гальваническое покрытие в домашних условиях.
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Не получили письмо с кодом активации? Страницы: 2 Столкнулся с проблемой где взять достоверно чистый цинк. Покупать на ебее не хочется. Там грамм и цена приличная. А мне то четверть грамма нужно.
Группа вспомогательных металлов, применяющихся в ортопедической стоматологии и зубопротезной технике, объединена по принципу их назначения и применения. К вспомогательным металлам относятся медь, алюминий, свинец, цинк, олово, висмут, кадмий, сурьма, магний. Вспомогательные металлы применяются для изготовления сплавов.
Где в быту применятся цинк? И как определить, что это именно цинк, а не какой-нибудь сплав цинка с другими металлами? Получить из них цинк не получится. Его проще всего достать в батарейках, где указан индекс L. Под внешней пластиковой оберткой у неё находится цинковый стакан. Определить цинк можно следующим образом – обмакнуть в соляную кислоту.
Цынк широко применяют в производстве главным образом для защиты поверхности железных изделий от коррозии — делают цинкование поверхности, но отделить его с поверхности железа в домашних условиях невозможно. А вот в широко распространенных батарейках часто в качестве анода используют цинк находится под внешней железной или полимерной оболочкой. Потому остаётся только найти отработавшую батарейку, разобрать её, только на улице, и цынк у вас в руках. Будьте осторожны при поиске батарейки не вскрывайте Литиевые аккумуляторы — взрывоопасно. Не думаю, что стальной корпус мог мгновенно расплавится. Весы у меня отличные.
Защита металлической поверхности от коррозии актуальна всегда, независимо от объемов производства. Она необходима и в частном хозяйстве. Подобная защита в значительной степени продлевает продолжительность службы изделий и делает их использование надежным.
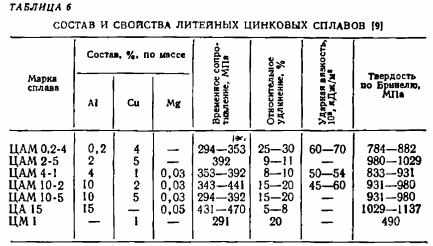
Свойства цинковых сплавов
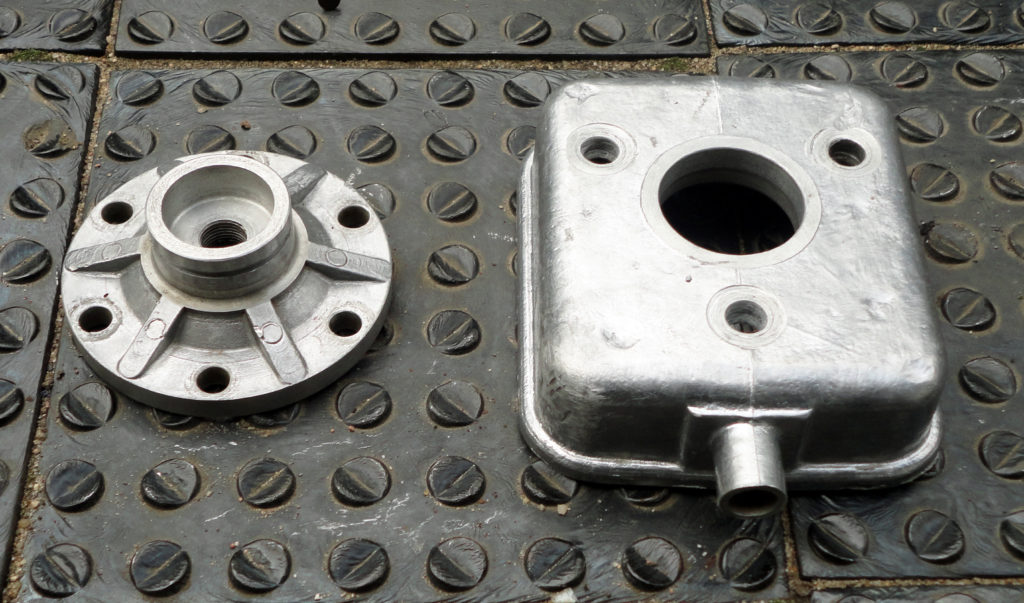
Изделия из цинковых сплавов используют в разных отраслях промышленности и быту. Например, при сборке автомобильной техники цинковые сплавы используют при изготовлении некоторых корпусных деталей, фильтров и множестве других. Электротехническая промышленность применяет цинк для производства щеткодержателей. Сплавы из этого материала обладают высокой пластичностью. И это свойство позволяет его применять для получения отливок сложной формы с тонкими стенками. Цинковые литьевые сплавы не вступают в химическую реакцию с металлом формы и не прилипают к ее поверхности. Параметры этих материалов позволяют изготавливать детали с резьбой.
Свойства цинковых сплавов
Между тем механические свойства цинка и сплавов из него характеризует то, что предел прочности лежит в диапазоне 20 – 38 кгс на метр квадратный, а твердость по Бринеллю составляет 65 – 110 единиц. Отливки из цинковых сплавов обладают низкой шероховатостью поверхности, точностью размеров. Заготовки, полученные литьем под давлением хорошо, обрабатываются давлением и резанием.Между тем цинковые сплавы, обладают высокой плотностью – 7 кг на дециметр, а это сопоставимо со сталью. Они имеют не очень высокую стойкость к воздействию коррозии. Наличие в составе сплава таких веществ, как – свинец, кадмий и некоторых других приводит к тому что ускоряются процессы старения. Он сопровождается снижением механических параметров и изменением объема отливки. Ко всему прочему сплавы из этих материалов отличаются повышенной пористостью.
Для улучшения прочностных свойств и приданию цинковым сплавам хорошей коррозионной стойкости, в их состав вводят магний, его концентрация не должна превышать 0,1%. Кроме этого, способа применяют и довольно традиционные методы – никелирование, кадмирование и пр.Свойства сплава определяется наличием тех или иных веществ в составе сплава.
Литьё под давлением
ЛПД занимает одно из ведущих мест в литейном производстве. Производство отливок из алюминиевых сплавов в различных странах составляет 30—50 % общего выпуска (по массе) продукции ЛПД. Следующую по количеству и разнообразию номенклатуры группу отливок представляют отливки из цинковых сплавов. Магниевые сплавы для литья под давлением применяют реже, что объясняется их склонностью к образованию горячих трещин и более сложными технологическими условиями изготовления отливок. Получение отливок из медных сплавов ограничено низкой стойкостью пресс-форм.
Номенклатура выпускаемых отечественной промышленностью отливок очень разнообразна. Этим способом изготовляют литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов. Выделяются следующие положительные стороны процесса ЛПД:
- Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условия массового и крупносерийного производств.
- Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
- Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
- Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Также выделяют следующие негативное влияние особенностей ЛПД, приводящие к потере герметичности отливок и невозможности их дальнейшей термообработки:
- Воздушная пористость, причиной образования которой являются воздух и газы от выгорающей смазки, захваченные потоком металла при заполнении формы. Что вызвано неоптимальными режимами заполнения, а также низкой газопроницаемостью формы.
- Усадочные пороки, проявляющиеся из-за высокой теплопроводности форм наряду с затрудненными условиями питания в процессе затвердевания.
- Неметаллические и газовые включения, появляющиеся из-за нетщательной очистки сплава в раздаточной печи, а также выделяющиеся из твёрдого раствора.
Задавшись целью получения отливки заданной конфигурации, необходимо чётко определить её назначение: будут ли к ней предъявляться высокие требования по прочности, герметичности или же её использование ограничится декоративной областью. От правильного сочетания технологических режимов ЛПД, зависит качество изделий, а также затраты на их производство. Соблюдение условий технологичности литых деталей, подразумевает такое их конструктивное оформление, которое, не снижая основных требований к конструкции, способствует получению заданных физико-механических свойств, размерной точности и шероховатости поверхности при минимальной трудоёмкости изготовления и ограниченном использовании дефицитных материалов. Всегда необходимо учитывать, что качество отливок, получаемых ЛПД, зависит от большого числа переменных технологических факторов, связь между которыми установить чрезвычайно сложно из-за быстроты заполнения формы.










Основные параметры, влияющие на процесс заполнения и формирования отливки, следующие:
- давление на металл во время заполнения и подпрессовки;
- скорость прессования;
- конструкция литниково-вентиляционной системы;
- температура заливаемого сплава и формы;
- режимы смазки и вакуумирования.
Сочетанием и варьированием этих основных параметров, добиваются снижения негативных влияний особенностей процесса ЛПД. Исторически выделяются следующие традиционные конструкторско-технологические решения по снижению брака:
- регулирование температуры заливаемого сплава и формы;
- повышение давление на металл во время заполнения и подпрессовки;
- рафинирование и очистка сплава;
- вакуумирование;
- конструирование литниково-вентиляционной системы;
Также, существует ряд нетрадиционных решений, направленных на устранение негативного влияние особенностей ЛПД:
- заполнение формы и камеры активными газами;
- использование двойного хода запирающего механизма;
- использование двойного поршня особой конструкции;
- установка заменяемой диафрагмы;
- проточка для отвода воздуха в камере прессования;
Виды кокилей
В зависимости от расположения поверхности разъема кокили бывают: неразъемные, с вертикальной плоскостью разъема, с горизонтальной плоскостью разъема, со сложной поверхностью разъема, створчатые, с параллельным разъемом, с несколькими разъемами.
Кокили с вертикальной плоскостью разъема состоят из двух и более частей. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах, одновременно в двух половинах и в нижней плите.
Кокили с горизонтальным разъемом применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок.
Кокили со сложной (комбинированной) поверхностью разъема используют для изготовления отливок сложной конфигурации.
Неразъемные, или вытряхные, кокили применяют, когда конструкция отливки позволяет удалить ее из плоскости кокиля без его разъема. На рис. 2 показан вытряхной кокиль 5 для изготовления опорного катка Внутренняя полость формы воспроизводит наружную поверхность катка Отверстие в отливке и внутренняя полость получаются с помощью песчаных стержней 4 и 2, последний из которых перекрывает верхнюю часть формы В стержнях 1, 2, 4 размещена литниковая система, состоящая из литниковой чаши, стояка, литникового канала, подающего металл в отливку, и двух прибылей.
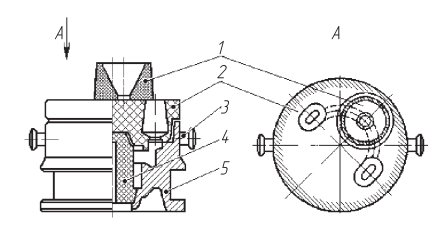
Рис. 2. Вытряхной кокиль для отливки опорного катка
Для извлечения отливки кокиль на цапфах 3 поворачивают на 180°, и отливка вместе со стержнями вытряхивается из кокиля.
Кокиль с горизонтальной плоскостью разъема состоит из нижней 1 и верхней 2 частей, стержня 3 и выталкивателей 4 (рис. 3) . Отливка извлекается после разделения верхней и нижней частей с помощью выталкивателей.
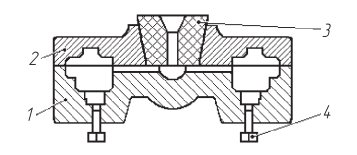
Рис. 3. Кокиль с горизонтальным разъемом
В зависимости от способа охлаждения различают кокили с воздушным, жидкостным и комбинированным охлаждением.
Центробежное литье с вертикальной осью вращения
Для того чтобы получить отливку на машинах, которые вращают форму вокруг оси, расположенной вертикально, заливка расплавленного металла или сплава производится сверху во вращающуюся форму через отверстие расположенное по оси вращения шпинделя.
В процессе вращения металл или сплав под влиянием центробежных сил стремится к боковым стенкам формы (изложницы). Вращение осуществляется до тех пор, пока форма затвердеет полностью. Как только это произойдет, форма останавливается, и из нее извлекается отливка.
Одной из характерных особенностей тех отливок, которые получаются на машинах с вертикальными осями вращения, является то, что толщина их стенок неравномерна по высоте: в нижней части они получаются более толстыми. Во многом именно поэтому таким способом обычно изготавливают отливки с небольшим габаритным значением по высоте: кольца, фланцы, короткие втулки.
Свойства металла
Наш хрупкий герой — переходный металл синевато-белого цвета. На воздухе быстро окисляется, темнеет от пленки оксида.
В таблице Менделеева этот химический элемент находится в 12 группе (по старой классификации во II группе четвертого периода).
Особенности цинка:
- атомный номер 30;
- атомная масса 65,38 г/моль;
- металлический блеск;
- непрозрачность;
- плотность 7,14 г/см3;
- структура кристаллической решетки гексагональная.
Химические свойства цинка обусловлены его «темпераментом». До щелочноземельных металлов ему далековато, но в реакции он вступает охотно. В реакциях проявляет степени окисления 0; +2.
- Цинк хороший восстановитель и активный металл.
- Наш герой охотно реагирует с разбавленной азотной кислотой, с концентрированными серной и азотной кислотами.
- С галогенами в присутствии паров воды может воспламениться.
- С растворами щелочей образует гидрокомплексы.
- При температуре красного каления (550-600°С) вступает в реакцию с водой, с сероводородом. При реакции выделяется водород.
Рекомендуем: Обзор 15 СИНИХ КАМНЕЙ
Взаимодействие с металлами происходит в расплавленном состоянии, но это мало касается химических реакций.
| Свойства атома | |
| Название, символ, номер | Цинк / Zincum (Zn), 30 |
| Атомная масса (молярная масса) | 65,38(2) а. е. м. (г/моль) |
| Электронная конфигурация | 3d10 4s2 |
| Радиус атома | 138 пм |
| Химические свойства | |
| Ковалентный радиус | 125 пм |
| Радиус иона | (+2e) 74 пм |
| Электроотрицательность | 1,65 (шкала Полинга) |
| Электродный потенциал | -0,76 В |
| Степени окисления | 0; +2 |
| Энергия ионизации (первый электрон) | 905,8(9,39) кДж/моль (эВ) |
| Термодинамические свойства простого вещества | |
| Плотность (при н. у.) | 7,133 г/см³ |
| Температура плавления | 419,6 °C |
| Температура кипения | 906,2 °C |
| Уд. теплота плавления | 7,28 кДж/моль |
| Уд. теплота испарения | 114,8 кДж/моль |
| Молярная теплоёмкость | 25,4 Дж/(K·моль) |
| Молярный объём | 9,2 см³/моль |
| Кристаллическая решётка простого вещества | |
| Структура решётки | гексагональная |
| Параметры решётки | a=2,6648 c=4,9468 Å |
| Отношение c/a | 1,856 |
| Температура Дебая | 234 K |
| Прочие характеристики | |
| Теплопроводность | (300 K) 116 Вт/(м·К) |
| Номер CAS | 7440-66-6 |
Физические свойства цинка:
- Температуры плавления и кипения равны соответственно 427 и 907 ºС.
- Нагрев до 100-150 градусов дает возможность прокатки и вытягивания металла; чем больше примесей в металле, тем более хрупким он становится.
- Хотите услышать «оловянный крик» — сгибайте и разгибайте пруток или металлическую пластинку. Правда, на крик это мало похоже, скорее треск или скрип. Но для незамысловатого фокуса на вечеринке сойдет.
В природе металл состоит из пяти изотопов:
- Zn64;
- Zn66;
- Zn67;
- Zn68;
- Zn70.
Смесь металлов — это сплав
Сплавы для промышленного использования содержат Zn-Al и Zn-Al-Cu. Почти всегда в состав добавляется магний (не более 0,1%). Сплавы цинка делятся на антифрикционные и литейные.
- Марки антифрикционных сплавов: ЦАМ9-1,5; ЦАМ10-5.
- Литейные марки: ЦА4, ЦА4М1, ЦА30М5.
Избыток цинка
Переизбыток макроэлемента наступает при употреблении более двух грамм в сутки. Если же принять более 200 г цинка, то он вызовет рвоту. Длительное употребление вещества в количестве более 100 грамм в день приводит к ухудшению иммунитета и способствует развитию язв желудка. Острое отравление сопровождается рвотными рефлексами, диареей и появлением во рту специфического привкуса.








Причиной переизбытка цинка может быть прием препаратов несогласованных с врачом, нарушение обмена веществ на клеточном уровне, работа на вредном производстве и даже неправильное использование оцинкованной посуды.
Симптомами начальных стадий отравления данным макроэлементом являются: патологии кожи, ногтей и волос, ослабление иммунной системы, боли в желудке, нарушения в работе печени, поджелудочной железы и простаты. При более сильных отравлениях могут возникнуть боли в поясничном отделе, усиленное сердцебиение и боли при мочеиспускании. Велика также вероятность повышения уровня холестерина в сосудах.
Положительным является тот факт, что, по мнению многих ученых, передозировка цинком практически невозможна, так как он не обладает токсичностью и не может накапливаться в тканях в виде излишков. Особенно это касается макроэлемента, содержащегося в естественном виде в продуктах питания. А вот дефицит вещества в рационе питания многих людей действительно является серьезной проблемой.
Цинкование металла своими руками – обзор подходящих способов
Вы все наверняка сталкивались с таким явлением как ржавчина. Есть много способов борьбы с ею: химические, механические, электрохимические. Однажды зачистив и закрасив скол на машине я удивился увидев через несколько месяцев ржавчину в этом месте. Я решил купить преобразователь и нанести его, перечитал массу информации по этому поводу и нашел интересную запись на Drive2. Купить соляную кислоту или более доступный ее вариант, в Украине — это моющее средство для ванн и унитазов “Сантри”, можно использовать его аналог на основе данной кислоты можно использовать ортофосфорную или преобразователь на ее основе, но тогда процесс растворения цинка в кислоте займет больше времени, ни в коем случае не используйте серную кислоту или электролит для аккумулятора там тоже она есть — процесс будет идти долго и кислота никогда не “переиграет полностью”. Нужно купить цинк, самый простой вариант — это цинковые батарейки штук 5 будет достаточно да они редкие уже, но самые дешевые как правило с цинком.
Взаимодействие цинка с другими веществами
У цинка есть как «враги», так и «помощники». К первой категории веществ можно отнести: медь, железо, ртуть и кальций. Цинк плохо усваивается под влиянием: танина, алкоголя, анаболиков, диуретиков и противозачаточных средств
Такое важное для организма вещество как клетчатка, может снизить эффективность цинка до 80%. Здесь, опять же, стоит быть внимательными вегетарианцам, которые потребляют много овощей и фруктов, содержащих клетчатку
К помощникам цинка относятся: витамины групп А, Е, С и В6, фтор и пиколиновая кислота. Кстати говоря, комплекс из цинка, марганца и витамина В6 используется для профилактики некоторых видов шизофрении.

Где найти цинк в домашних условиях
Металлы и сплавы так тесно вошли в нашу жизнь, что порой мы даже не задумываемся о них. Еще в тысячелетиях до нашей эры произошло первое знакомство человека с самородками. С тех пор прошло много времени, и с каждым годом обработка металла только совершенствовалась. Большую роль в этом сыграл такой металл, как цинк. Сплавы на его основе используются во многих отраслях. В данной статье мы рассмотрим цинковые сплавы и их роль в нашей жизни.
Поиск данных по Вашему запросу:
Дождитесь окончания поиска во всех базах. По завершению появится ссылка для доступа к найденным материалам.
Перейти к результатам поиска >>>
Цена цинка за 1 кг
Фиксированной стоимости данного металла за 1 килограмм нет – стоимость покупки зависит от процентного содержания цинка в чушках. Соответственно, чем больше % — тем больше цена. Для проведения гальванического покрытия в большинстве случаев применяются пластины с долей цинка от 95% — это оптимальный вариант, т.к. достигаются все требования к такому защитному слою.
Основное правило при покупке цинка – обращать внимание на его массовую долю (производитель указывает подробную информацию о продукции). Средняя цена цинка за кг в чушках – от 97 рублей
Перед покупкой рекомендуется тщательно изучить все предложения, т.к. имеется вероятность найти более дешевый вариант. Приобретать данный металл нужно у проверенных производителей или поставщиков, которые предоставляют сертификаты качества на товар
Средняя цена цинка за кг в чушках – от 97 рублей. Перед покупкой рекомендуется тщательно изучить все предложения, т.к. имеется вероятность найти более дешевый вариант. Приобретать данный металл нужно у проверенных производителей или поставщиков, которые предоставляют сертификаты качества на товар.
Неразлучная пара металлов
Как правило, свинец присутствует в составе цинковых сплавов в качестве примеси. В природе эта неразлучная пара металлов встречается достаточно часто. Но на самом деле, большое содержание свинца в цинковом сплаве ухудшает его физические свойства, создавая склонность к межкристаллитной коррозии, если его содержание превышает 0,007%. Чаще всего свинец и цинк встречаются вместе в оловянных бронзах и латуни.
Если говорить об эвтектике этих двух элементов, то важно заметить, что до температуры 800°С они не смешиваются между собой и представляют две разные жидкости. При быстром охлаждении происходит равномерное распределение Pb в виде округлых включений по границам зерен
Сплав цинк-свинец используется для изготовления типографского клише благодаря тому, что он очень быстро растворяется в кислоте. Чаще всего примеси свинца удаляют из цинка при помощи дистилляционного способа.
Особенности формирования отливок и их качество
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).
Дефекты отливок из цветных сплавов и методы их предупреждения
Общими характерными дефектами отливок при литье в кокиль являются:
- недоливы и неслитины при низкой температуре расплава и кокиля перед заливкой, недостаточной скорости заливки, большой газотворности стержней и красок, плохой вентиляции кокиля;
- усадочные дефекты (раковины, утяжины, пористость, трещины) из-за недостаточного питания массивных узлов отливки, чрезмерно высокой температуры расплава и кокиля, местного перегрева кокиля, нерациональной конструкции литниковой системы;
- трещины вследствие несвоевременного подрыва металлического стержня или вставки, высокой температуры заливки, нетехнологичной конст-рукции отливки;
- шлаковые включения при использовании загрязненных шихтовых материалов, недостаточном рафинировании сплава перед заливкой, неправильной работе литниковой системы;
- газовая пористость при нарушении хода плавки (использовании загрязненных влагой и маслом шихт, чрезмерно высокого перегрева, недостаточного рафинирования или раскисления сплава).
Специфические дефекты отливок из магниевых сплавов – это дефекты усадочного происхождения (пористость, трещины, рыхлоты), обусловленные широким температурным интервалом их затвердевания. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов – температуры расплава и кокиля, применение краски и др. Часто отливки из магниевых сплавов из-за плохой работы литниковой системы поражены шлаковыми включениями, что приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы.









Специфическими дефектами отливок из медных сплавов являются: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц, вторичные оксидные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме, трещины из-за плохого раскисления сплавов при плавке.
- ← Раздел 3.3
- Раздел 3.3.2 →
Скачать — Где взять цинк в домашних условиях.
Владимир максим
Комментарии к видео
Добрый день, где он есть понятно, а как его из этого извлечь? Спасибо за видео, лайк!
не путайте с цамом а то насоветуете. люди может афинаж делать будут . карбюратор точно с цинка 80% тного а на тросиках тоже. а остальное шлак
У меня есть цинк с гальваники. не хрена он не как ручки . и на зачем искать кислоту цинк не понятно какой . цена паяльной кислоты 150р за пол литра .
а я думал вешалки из алюминия или дюрали.
⇥ Автовоспроизвидение
Мода и увлечения у каждого бывают свои, а потому иногда очень приятно найти единомышленников, оценить их коллекцию марок или же мастерство в определенной игре. Тут собраны различные видеоролики, которые посвящены тому или иному увлечению
Не важно, любите ли Вы шахматы, теннис или же собирать диких, необузданных животных под своей крышей – тут Вам удастся найти хороший видео – контент по душе
Выделяются следующие основные преимущества литья в кокиль:
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокиль, по данным различных металлургических предприятий, позволяет в 2 – 3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения и т.д.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
3. Устранение или уменьшение объема вредных для здоровья операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика, управляющего работой таких комплексов.
Сплав меди с цинком
Латунь – это сплав, известный еще до нашей эры. В те времена цинк еще не был открыт, но руда использовалась достаточно широко. Раньше получали латунь, сплавляя смитсонит (цинковую руду) и медь. Только в XVIII веке впервые изготовили этот сплав с использованием металлического цинка.

В наше время существует несколько разновидностей латуни: однофазные и двухфазные. Первые содержат в себе около 35% цинка, а вторые – 50% и 4% свинца. Однофазные латуни очень пластичны, в то время как вторая разновидность характеризуется хрупкостью и твердостью. Рассмотрев диаграмму состояния этих двух элементов, можно сделать вывод, что они образуют ряд фаз электронного вида: β, γ, ε. Интересная разновидность латуни – это томпак. Он содержит всего до 10% цинка и за счет этого отличается очень высокой пластичностью. Томпак с успехом применяется для плакирования стали и получения биметаллов. Раньше его использовали для изготовления монет и имитации золота.





