

Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества — визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Санатории в трускавце
Преимущества минеральной воды широко известны. Все больше и больше людей выбирают минеральные курорты и санитарии в качестве эффективного средства от многих болезней. Давайте разберемся, что делает эти
Фотолюминесцентные эвакуационные системы
На сегодняшний день вопрос о том, соответствует ли план эвакуации гост, является актуальным, так как существует два вида ГОСТ, которые можно отнести к процессу создания планов эвакуации. В первом речь
Декоративные гвозди
Что такое гвозди, знает каждый. Те, кто разбирается в этом, даже осведомлены, какие существуют виды. Те же, кто не очень близок к этому вопросу, знают, что гвоздь — это железное крепление, используемое
Где заказать уборку квартиры
Каждый по своему расценивает свои физические возможности. Если нет сил передвинуть тяжелый шкаф, то мы вызываем грузчиков. Нет профессионализма выполнить капитальный или косметический ремонт — обращаемся
Уроки форекс онлайн
Перефразируем вопрос обозначенный выше, чуть по другому: возможно ли получать стабильную прибыль на валютном рынке, не обладая специальным образованием? Существует довольно распространенное мнение, что
Пластиковые окна
Сегодня при проведении капремонта в квартире почти всегда вставляются заказать пластиковые окна москва. Окна из пластика нравятся людям за их теплосберегающие и энергосберегающие свойства, а также за
Проект нормативов пдв
В целях предотвращения негативного воздействия на окружающую среду хозяйственной и иной деятельности для юридических и физических лиц — природопользователей устанавливаются нормативы допустимого воздействия
Негатоскоп
Устройства первой категории различаются по размерам, они могут быть предназначены для просмотра одной рентгенограммы или одновременно нескольких снимков, которые фиксируются на экране системой прижимных
Где купить сварочный инвертор
Сварочные агрегаты сегодня востребованы не только на производстве. Все чаще их владельцами становятся простые потребители для бытовых нужд. Освоить аппарат для соединения металлических элементов совсем
Сварка ленточных пил – узкоспециализированная распространенная операция, назначение которой заключается в подготовке к работе ленточных пил разного назначения. Сварку используют для восстановления требующих ремонта (порванных) ленточных пил и для производства новых пил из бухт.
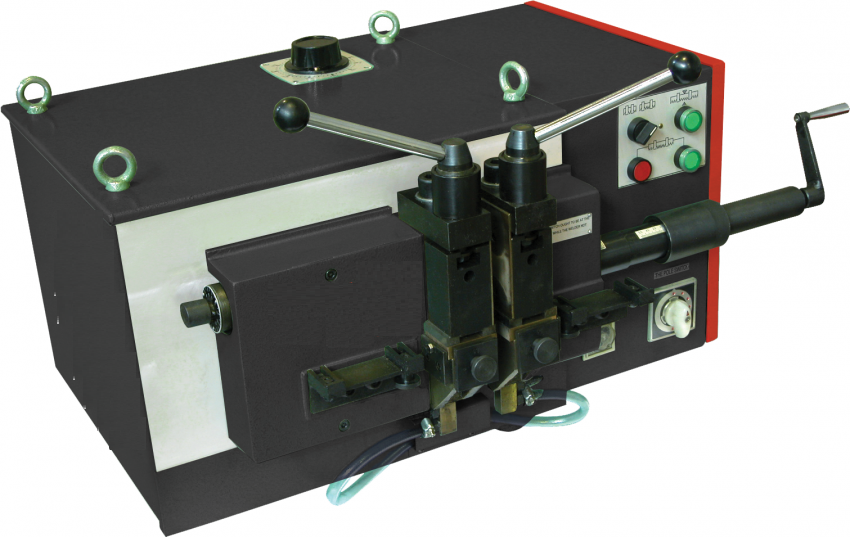
Аппарат для сварки ленточных пил представляет собой устройство, в котором через состыкованные в зажимах концы пилы пропускается электрический ток, плавящий и сваривающий кромки торцов полотна пилы. Подвод тока осуществляется через электроды, соединенные с зажимами-фиксаторами пилы.
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Применение
Основное применение аппаратов контактной сварки сопротивлением ленточных пил и ножей BSS производства IDEAL-Werk – это, конечно же, производство сваренных в кольцо ленточных пил и ножей. Но с учетом особенностей технологии, производство пил в кольцах на продажу на BSS не рекомендуется. Для этого существуют машины контактной стыковой сварки оплавлением – BAS, технология сварки на которых не так требовательна к торцовке и дает более стабильные результаты.
Кроме того, заводам с большим парком ленточнопильных станков по металлу, работающих с ленточной пилой по металлу шириной до 27 мм (в некоторых случаях до 34 мм), или деревообрабатывающим компаниям с несколькими пилорамами, выгодно иметь данный стыкосварочную машину у себя и закупать полотно в бухте.
Конечно же, машины сварки сопротивлением BSS IDEAL-Werk также применяются:
- для стыковой сварки упаковочной ленты (при определенных ограничениях по толщине полосы);
- для стыковой сварки бронелент кабеля;
- для сварки встык пильчатой ленты;
- и в прочих операциях стыковой сварки заготовок плоских сечений.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
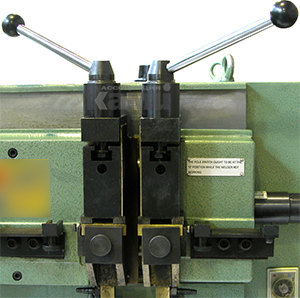
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.










Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Зачистка
Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
Закрепление полотна в зажимы
Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык
Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге
Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура
Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения
Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).










Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Отпуск

Операция проводится вследствие повышения твердости металла после сварки, что влияет на увеличение хрупкости. Отпуск поможет вернуть инструменту его начальное состояние. Отжим делает его пластичным, улучшает эксплуатационные параметры.
Дорогие сварочные агрегаты имеют отдельную функцию отпуска, на простом же станке процесс проводится вручную. Температура и время отпуска устанавливается в зависимости от типа материала пилы.
Низколегированные стали обусловливаются температурой отжига не более 450° C, высоколегированные — 650.
Однако специалисты рекомендуют проводить операцию, характеризующуюся более низким нагреванием, но с увеличением показателя времени. Это позволит металлу прогреться равномерно, а его структура эффективней уравновесится.
Процесс нагрева и охлаждения можно проводит поочередно — после подачи тока, выдержать 5 мин. для остывания.
При отсутствии на аппарате индикатора температуры, ее можно визуально контролировать по цвету полотна. Если оно приобрело вишневый оттенок, значит, уровень нагрева достигнут.
Однако оранжевый или желтый оттенок доведут материал до перекалки. Возможно, биметаллические ленты придется отпускать дважды.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Какие материалы и инструменты потребуются для изготовления пилы
Набор инструментов и расходных материалов для создания ленточной пилы своими руками в домашних условиях может различаться в зависимости от особенностей выбранной конструкции. Но, как правило, в обязательном порядке для сооружения станка требуются:
- доски или листы фанеры для каркаса;
- подшипники;
- мотор — электрический или бензиновый;
- металлические уголки;
- металлическое режущее полотно — самодельное или покупное;
- саморезы и болты с гайками;
- резина от велосипедной камеры;
- деревянные бруски и рейки, они нужны для опорной рамы конструкции;
- втулки;
- ремень для передачи вращательного момента;
- стальной прут, который послужит валом для шкивов;
- стальной лист или кусок текстолита;
- лак или краска, они нужны на заключительном этапе создания станка.
READ Что Можно Делать Сабельной Пилой
Также при изготовлении ленточной пилы своими руками потребуется использовать следующие инструменты:
- болгарку;
- шуруповерт;
- плоскогубцы;
- гаечные ключи — размеры подбираются в соответствии с болтами;
- электролобзик;
- отвертки;
- молоток.
Как собрать ленточную пилу из лобзика своими руками
Еще одна простая схема предлагает сделать мини ленточную пилу по дереву своими руками из электрического лобзика. Алгоритм предлагается следующий:
- К небольшой квадратной заготовке ручкой вниз прикладывают лобзик и фиксируют металлические уголки по обеим сторонам. При помощи дрели в отмеченных местах проделывают отверстия для винтов. Уголки закрепляют на деревянной подставке. В качестве основания для настольного станка подойдет любая твердая доска или небольшой лист ДСП
- Между уголками вставляют лобзик, слегка приподнимают его и кладут кусок резины между кромкой металлических элементов и корпусом. Поскольку инструмент не прижимается вплотную к доске, снизу остается пространство для осуществления регулировки через кнопки. Длинными винтами лобзик фиксируют между уголками, чтобы он не качался и не люфтил. Резиновая прокладка смягчает возможные вибрации при работе электролобзика
- Теоретически подобием ленточной пилы уже можно пользоваться, однако удобнее довести конструкцию до совершенства и придать ей вид классического станка. Для этого к подошве лобзика при помощи винтов прикрепляют столешницу компактных размеров. Предварительно в ней нужно прорезать узкое отверстие, через которое будет выступать ленточное полотно инструмента. Для столешницы подойдет любой твердый материал — сталь, текстолит, эбонит
Для серьезных работ и реза бревен и крупных досок ленточная пила
из электролобзика своими руками не подойдет. А вот мелкие заготовки с ее помощью обрабатывать будет очень удобно.
Выбор ленточного полотна
При желании изготовить пильное полотно для ленточного станка можно своими руками из инструментальной стали У8 или У10. Материал должен быть прочным, но гибким, с толщиной 0,4-0,8 мм для распила древесины твердых пород. При самостоятельном создании полотна понадобится с помощью болгарки вырезать в металле зубья, развести их и заточить, а потом спаять газовой горелкой ленту в сплошное кольцо и зашлифовать шов.
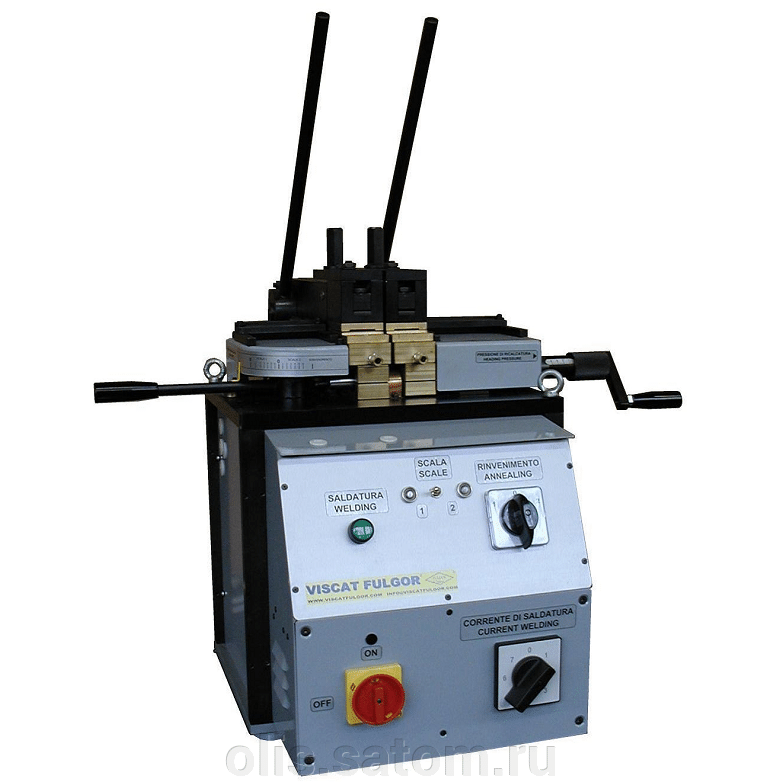
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

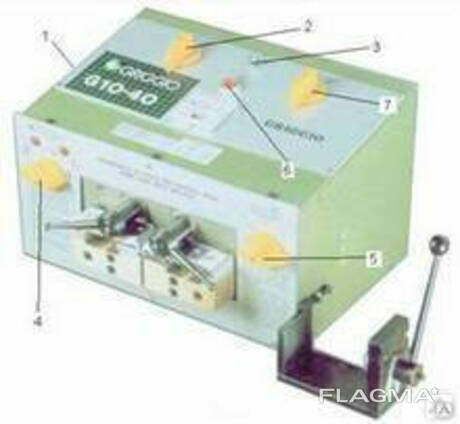
Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400ºС, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250ºС.






Сварка кромок может быть только стыковой.

Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Оборудование для сварки ленточных пил
Схема стыковой контактной сварки.
В стандартном аппарате сварка пилы производится по следующему порядку: сначала полотно устанавливается в аппарат, затем оно фиксируется зажимами, после точно подводится к электродам, через которые проходит ток. Данный процесс позволяет расплавить и сварить концы обоих объектов. Также стоит знать, что ток проходит через электроды, которые, в свою очередь, закрепляются фиксаторами-зажимами. На сегодняшний день имеется множество марок и моделей таких аппаратов, но условно они классифицируются на три типа.
Оборудование для сварки с сопротивлением. Основными преимуществами данного оборудования является достаточно невысокая стоимость и малые габариты. При этом их производительность невысокая, и оно рассчитано только на малый объем работ и выпуск небольшой партии пил.
Оборудование для сварки с оплавлением. Его производительность заметно выше, чем у предыдущих аппаратов, но стоимость и габариты также стали больше. Относящиеся к среднему классу аппараты могут применяться для любых типов полотен
Очень важно, что они могут плавить даже биметаллические полотна, которые нередко используются для таких изделий.
Автоматизированное оборудование для сварки оплавлением. Такого рода оборудование устанавливается на крупных цехах и фабриках или же в сервисных центрах
Его производительность очень высока, при этом процесс полностью автоматизирован. Оператору станка требуется только устанавливать пилы в оборудование и снимать после полного прохождения процесса сварки.





