

Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
- по положению в пространстве;
- по конфигурации;
- по степени выпуклости;
- по количеству проходов;
- по направлению действующего усилия и вектору действия внешних сил;
- по виду сварки;
- по протяженности.
От пространственного
положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов:нижние, горизонтальные, вертикальные ипотолочные . Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по конфигурации
не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды:прямолинейные, криволинейные икольцевые .
Сварные швы получаются вогнутыми, выпуклыми
илиплоскими . На этом признаке создали еще одно разделение: постепени выпуклости . Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений. С количеством проходов ивектором действия внешних сил все понятно, а вот повиду сварки сварные соединения разделяют по методу:
- дуговой сварки;
- автоматической и полуавтоматической сварки под флюсом;
- дуговой сварки в защитных газах;
- электрошлаковой сварки;
- электрозаклепочные;
- контактной электросварки;
- паяных соединений.
По признаку протяженности
различаютсплошные ипрерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости. На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
***
Понятие катета и общепринятые нормативы
Формирование сварного шва начинается сразу с расплавом металла и заканчивается после его полного остывания. Принятой классификацией предусмотрена группировка сварных соединение по нескольким признакам:
- форма шва;
- длина;
- способ соединения заготовок;
- ориентация стыка в пространстве (вертикальный, горизонтальный и т.п.);
- количество положенных слоев.
В положениях ГОСТа есть определение каждого типа соединения, его основные характеристики, включая и катет сварочного шва.
Катетом принято считать сторону равнобедренного треугольника, который можно вписать в поперечное сечение сварочного шва. На рисунке данный параметр показан наглядно.

Важно правильно уметь рассчитывать его величину, так как от этого зависит прочность соединения. Если операции выполняются с заготовками разной толщины, то площадь сечения рассчитывается для более тонкой ее части
Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов. В конечном итоге неоправданные манипуляции приведут к деформации конструкции.
В профессиональной литературе есть справочники, позволяющие проверить размер катета при помощи специальных шаблонов.
Группировка по месту соединения
Данная группировка исходит из расположения заготовок в пространстве. К примеру, когда ведутся сварочные работы по месту конструкции. К примеру, работы по свариванию проводят с конструкциями выше пола, их нет возможности разобрать/снять/положить.
Вертикальный метод создания стыковочных строчек делают на вертикально размещенных конструкциях. Шов выполнят с верхней точки к нижней или наоборот, снизу вверх. Расплавленный метал под действием притяжения стекает вниз, создавая сложности и портя вид свариваемых элементов.
Рекомендуем для выполнения такой работы привлечь мастера с практическим опытом таких работ. Подробнее о том, как выполняется данный вид шва можно прочитать в интернете.
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.
В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы – тонкими сплошными линиями.
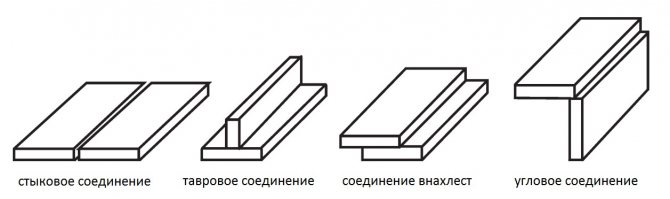
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
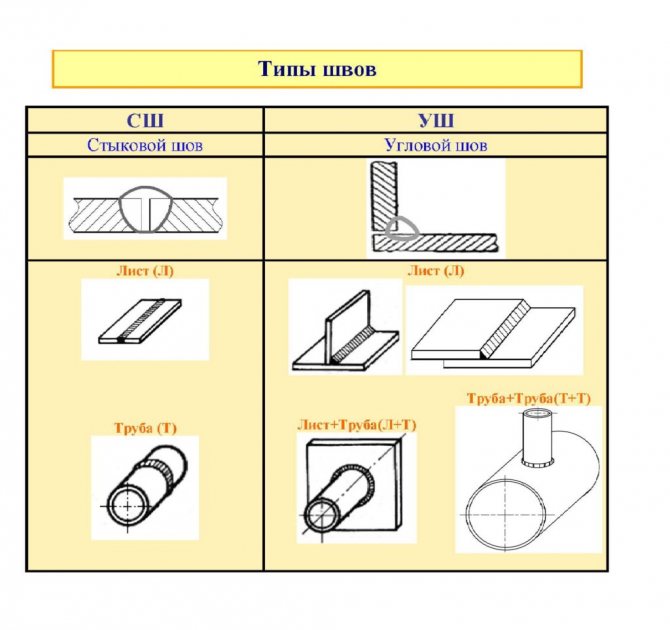
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
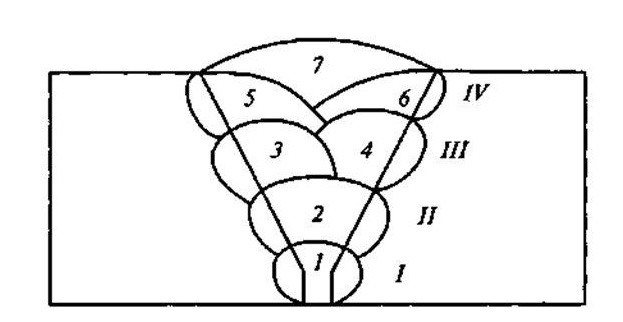
Рисунок — Многослойный шов
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
- Нижние швы
- Горизонтальные
- Вертикальные
- Потолочные
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
В сварке в горизонтальном положении главной проблемой выступает сила тяжести – из-за нее металл попросту сползает вниз. Такие соединения можно варить как справа налево, так и слева направо, кому как удобно. Но правило использования электрода одно на всех: угол его наклона должен быть достаточно большим. Конечно, при подборе угла нужно учитывать параметры тока и скорость движения, все взаимосвязано.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам
Классификация швов по положению в пространстве.
Потолочное соединение – самое сложное в подгруппе, для которого понадобится настоящее мастерство. В положении электрода нет никаких других вариантов – держать только под прямым углом к потолку. Дугу взять покороче, скорость круговых движения должна быть постоянной. Выделение газов и шлаков в данном случае затруднено, расплав трудно удержать от стекания. Даже если мастерство на должном уровне, и все технологические требования выполнены верно, потолочный способ уступает по прочности и общему качеству сварочным швам во всех других положениях.


Дефекты сварных швов
Причинами возникновения дефектов могут быть:
- Некачественный материал или неисправность применяемого оборудования.
- Ошибки при проведении производственного процесса, недостаточная квалификация сварщика.
- Нарушение технологического процесса. Выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса.
- При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Виды дефектов, в зависимости от места возникновения:
- Наружные дефекты хорошо видны при визуальном осмотре. К ним относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. Сюда же и относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
- Внутренние (непровар, поры, трещины). Причины возникновения — недостаточно качественный основной материал, нарушение технологии сварки.
- Сквозные (поры, проходящие всю толщину шва) также можно обнаружить при визуальном осмотре.
Виды дефектов сварного шва и причины образования:
| Причина дефекта | Схема |
| Кратеры в сварочном шве могут образоваться по причине обрыва дуги или неправильного выполнения конечного участка шва. | |
| Поры могут возникнуть из-за: быстрого охлаждения шва; загрязнения кромок маслом (ржавчиной); непросушенных электродов; высокой скорости сварки. | |
| Включения шлака в шве — это следствие: грязи на кромках; малого сварочного тока; большой скорости сварки. | |
| Несплавления могут возникнуть из-за: плохой зачистки кромок; большой длины дуги; недостаточного сварочного тока; большой скорости сварки. | |
| Причинами наплыва являются: большой сварочный ток; неправильный наклон электрода; излишне длинная дуга. | |
| Свищи в сварочном шве возникают из-за: низкой пластичности металла шва; образования закалочных структур; напряжения от неравномерного нагрева. | |
| Причинами образования подрезов являются: большой сварочный ток; длинная дуга; смещение электрода в сторону вертикальной стенки (при сварке угловых швов). | |
| Непровар образуется из-за: малого угла скоса вертикальных кромок; малого зазора между кромками; загрязнения кромок; недостаточного сварочного тока; высокой скорости сварки. | |
| Прожог сварочного шва — это следствие: большого тока при малой скорости сварки; большого зазора между кромками; плохого поджатия флюсовой подушки или медной подкладки под свариваемый шов. | |
| Неравномерная форма шва образуется при: неустойчивом режиме сварки; неточном направлении электрода. | |
| Трещины в сварочном шве образуются из-за: резкого охлаждения; высокого напряжения (физическое воздействие) в жестко закрепленных конструкциях; повышенного содержания серы или фосфора. | |
| Перегрев (пережог) металла происходит по причине: чрезмерного нагрева околошовной зоны; неправильного выбранной тепловой мощности; завышенного значения мощности пламени или сварочного тока. |
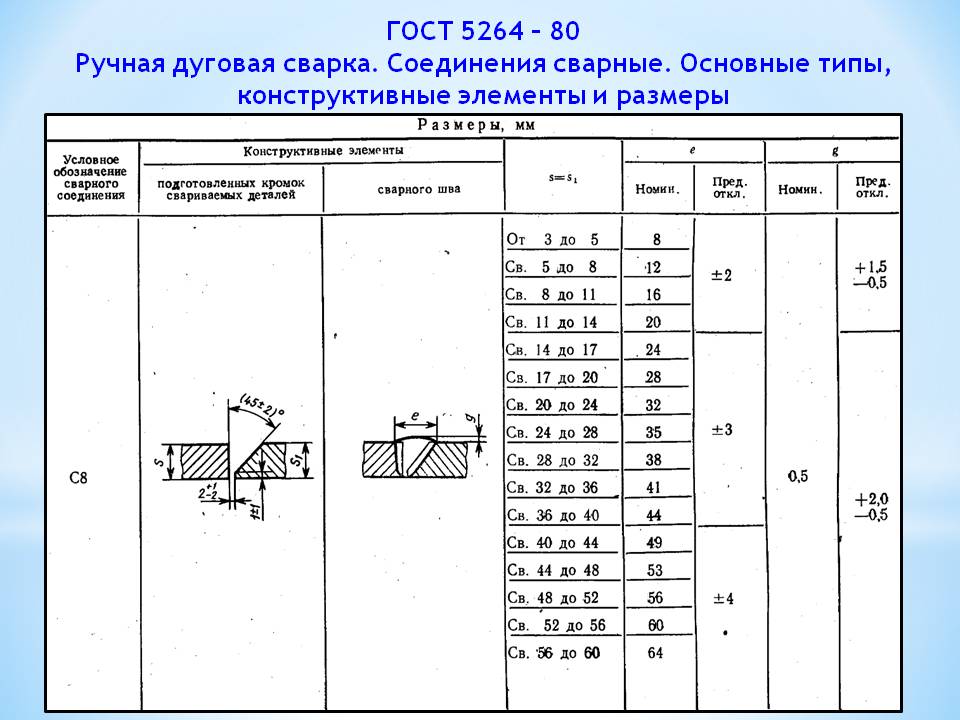
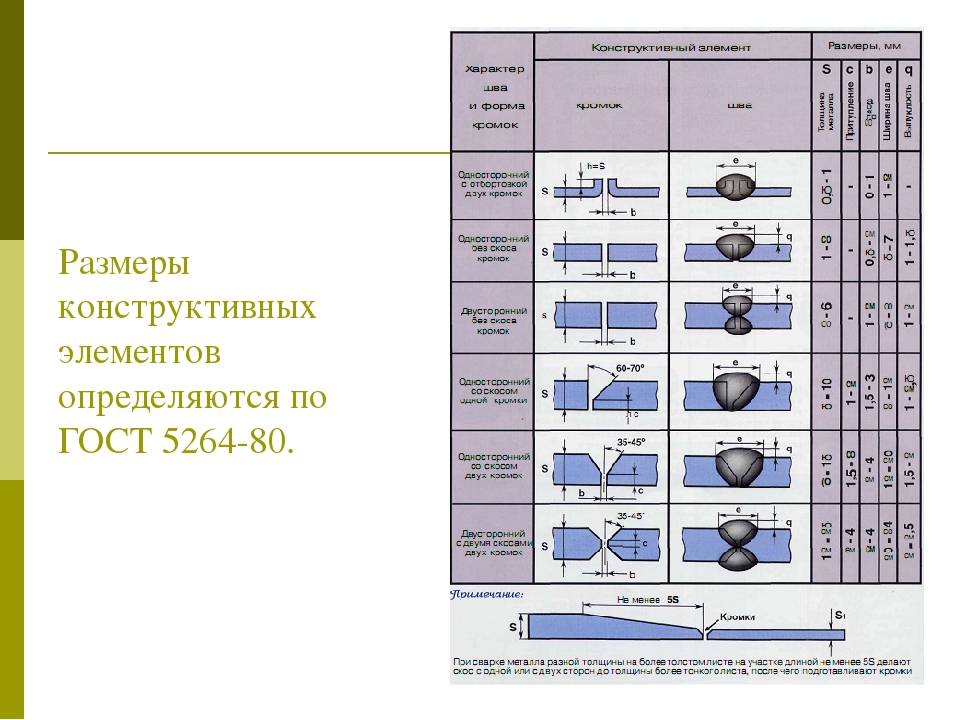
ГОСТ 5264-80 (Ручная дуговая сварка. Соединения сварные), ГОСТ 30242-97 (Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения) четко регламентируют требования к сварным швам, определяют, какие дефекты в каких швах допустимы.
Виды сварочных швов
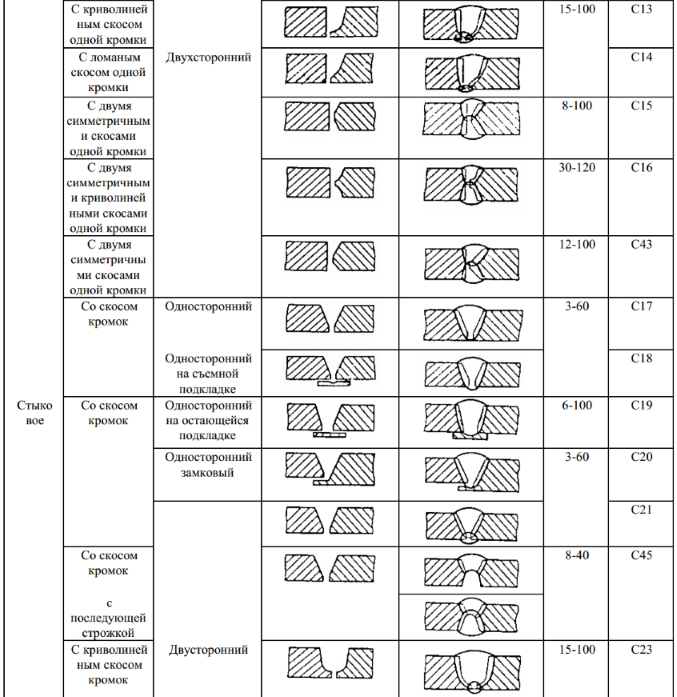
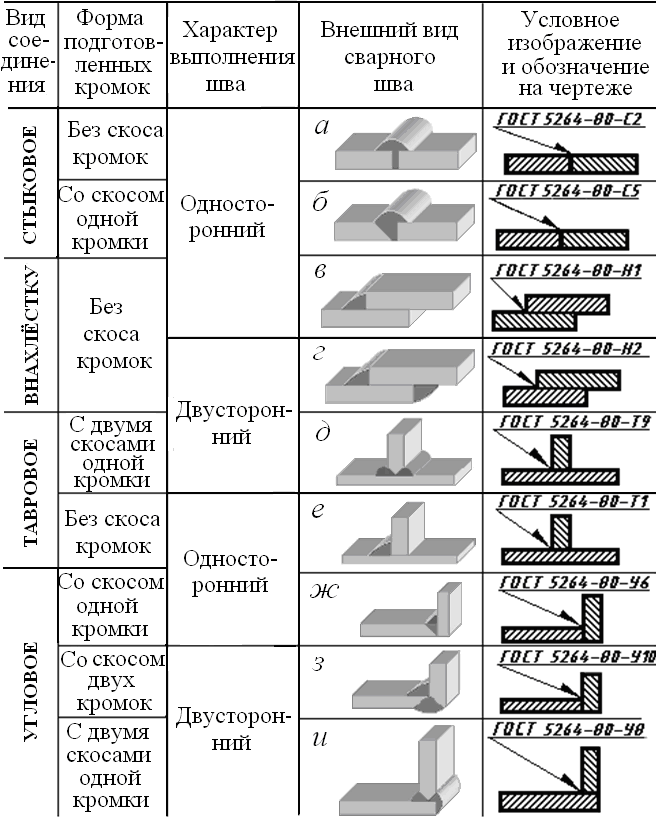
Согласно ГОСТ 5264-80 существуют следующие виды сварочных швов:
Стыковые швы — на чертежах обозначаются буквой «С». При сваривании стыковых швов, делают провар с одной, либо двух сторон, смотря какое по прочности нужно получить соединение.

Угловые швы — на чертеже обозначаются буквой «У». При сварке угловых швов чаще всего свариванию подвергается внутренний угол. Однако для получения большей прочности может провариваться и наружный угол.
Тавровые швы — на схемах и чертежах обозначаются буквой «Т». Сварка тавровых соединений может осуществляться как с одной стороны, так и с двух (двухстороннее соединение).
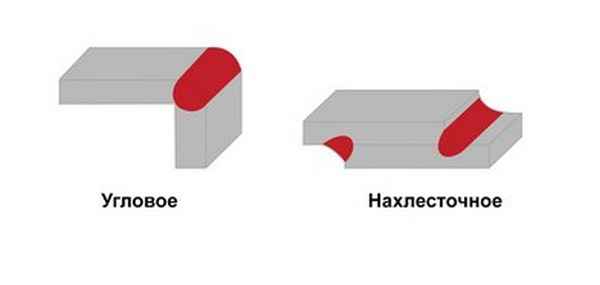
Нахлёсточные швы — имеют условное обозначение на схемах в виде буквы «Н». При сварке нахлёсточного шва, металлы накладываются друг на друга, а затем привариваются с торцевой стороны и плоской поверхностью.
Использование вспомогательных знаков
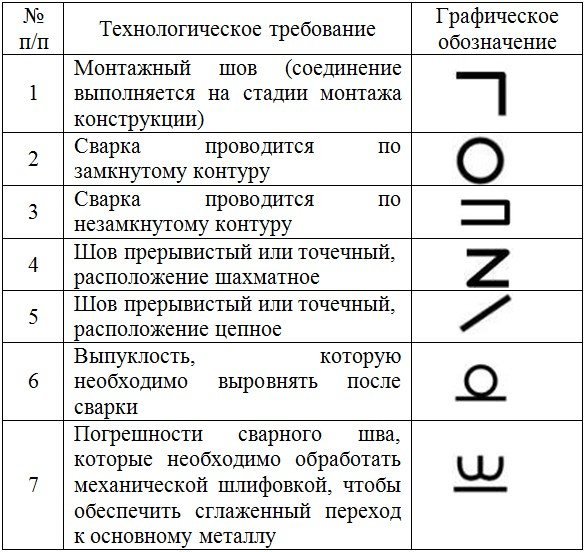
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Вспомогательные знаки для обозначения сварных швов
Классификации швов
Также виды сварных соединений различаются по шву, получаемого в результате сварочных работ. Действующие стандартны подразумевают несколько классификаций:
По пространственному расположению
По своему местоположению сварные швы могут быть:
- Нижними, если их угол относительно горизонтали не превышает 60 градусов;
- Вертикальными, если их угол относительно горизонтали расположен в диапазоне 60-120 градусов;
- Потолочными, если их угол относительно горизонтали расположен в диапазоне 120-180 градусов.
https://youtube.com/watch?v=O4tN0vEC2U4
По их непрерывности
Сварные швы могут быть непрерывными (без разрывов) и прерывистыми (имеются разрывы). Последние более всего характерны для угловых и тавровых соединений.
По характеру разрывов прерывистые швы подразделяются на:
- Цепные – разрывы равномерные словно бы ячейки в цепи;
- Шахматные – разрывы сдвигают небольшие по длине швы друг относительно друга словно бы белые клетки на шахматной доске;
- Точечные – схожи с шахматными швами, только швы выглядят не в виде чёрточек, а в виде единичных точек.

Отметим, что непрерывные швы более надёжны и более устойчивы к коррозийному разрушению, но зачастую их невозможно применять по технологическим причинам.
По типу сварного соединения
Сварные соединения отличаются друг от друга ещё и по получаемому шву:
- Стыковой получается при одноименном соединении деталей;
- Угловой образуется не только при сварке деталей углами, но также ещё при тавровом и стыковом сваривании;
- Проплавной получается при тавровой сварке и при стыке внахлёст деталей, чья толщина не превышает 1 см;
- Электрозаклёпочный получается при сварке тавровых стыков и внахлёст. Технология выполнения данных швов следующая. Металлические детали, чья толщина не превышает 3 мм, варят без предварительной обработки, поскольку электрическая дуга пробивает их насквозь. Если толщина свариваемых деталей превышает 3 мм, то одна деталь просверливается и уже через неё сваркой прихватывается вторая;
- Торцевые получаются при сваривании деталей их торцами.
По характеру профильного сечения
Данная классификация указывает на форму сечения сварного шва в разрезе:
- Выпуклые выступают полукругом над поверхностью соединённых деталей;
- Вогнутые образуют небольшое углубление относительно поверхности соединённых деталей;
- Нормальные составляют одну линию с поверхностью;
- Специальные. Образуются при стыке деталей углом или тавром. В поперечном сечении они выглядят как неравнобедренный треугольник.
Внутреннее сечение определяет эксплуатационные характеристики сварных соединений. Так, например, выпуклое сечение придаёт хорошую устойчивость к статическим нагрузкам, такие швы считаются усиленными. Тогда как вогнутые, наоборот, считаются ослабленными, зато они лучше выдерживают динамические и разнонаправленные нагрузки. Эксплуатационные характеристики нормальных сварных швов схожи с характеристиками вогнутых. Специальные швы отлично справляются с переменными нагрузками. Также они снижают напряжение, возникающее в сваренных деталях в процессе их повседневной эксплуатации.
По технологии выполнения сварных работ
Здесь сварные швы классифицируются по ходу электрода при проведении сварных работ:
- Продольный образуется при движении электрода вдоль стыка соединяемых деталей;
- Поперечный получается при движении электрода поперёк стыка соединяемых деталей;
- Косой образуется, когда электрод движется под некоторым углом относительно крайних точек его траектории;
- Комбинированный образуется при попеременном использовании трёх выше указанных швов.
По числу слоёв
Предусмотренные сварные работы выполняются в один или в несколько слоёв (проходов). При одном проходе образуется валик из оплавленного металла. Валики могут выполняться на одном или на разных уровнях. В первом случае один слой будет состоять из нескольких валиков. Самый дальний от облицовочного уровня валик называется корнем шва.
Многослойные и многопроходные сварные соединения используются при варке толстостенных элементов или для избегания термических деформаций в структуре стального сплава.
Для избегания термических деформаций и прожогов часто применяют подварочный шов. Облицовочный же применяется для улучшения внешнего вида сварного стыка приваренных друг к другу конструкционных элементов.


Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
- ГОСТ 2601-84;
- ГОСТ5264;
- ГОСТ15878;
- ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
- ГОСТ 2601-84;
- ГОСТ5264;
- ГОСТ15878;
- ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений. Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки. Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали). Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.





