

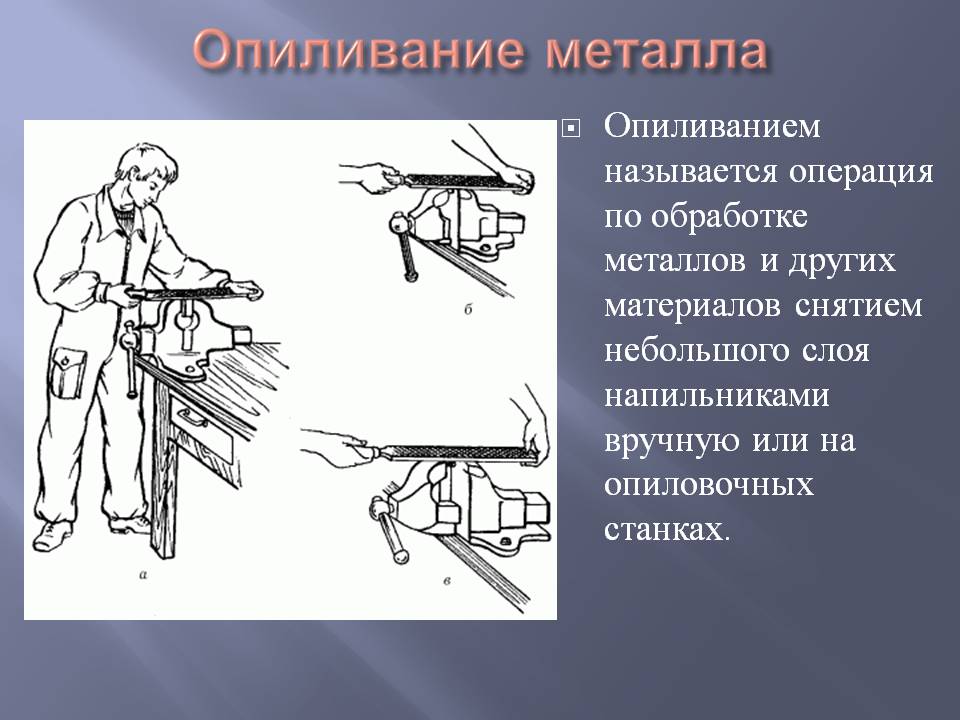
Сваривание
Среди ставших уже традиционными методами можно выделить электродуговую, аргонодуговую, точечную, роликовую и газовую сварку. Разделить сварочный процесс можно также на ручной, автоматический и полуавтоматический. При этом для высокоточных процессов сварки применяются новые методы.
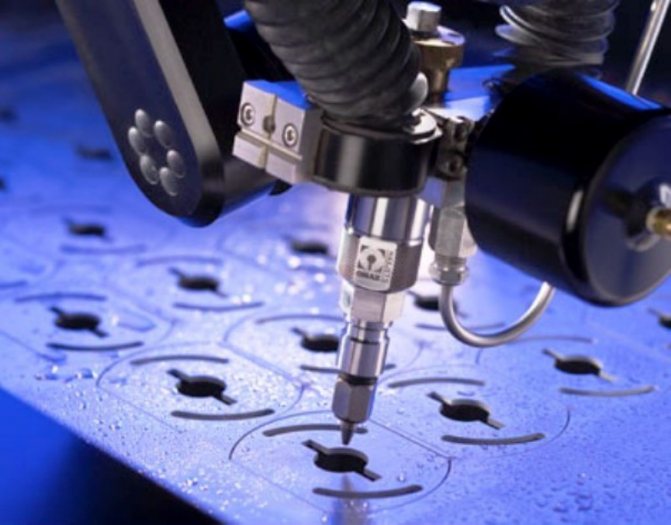
Лазерная сварка
Благодаря применению сфокусированного лазера появилась возможность производства сварочных работ на мелких деталях в радиоэлектронике или присоединение твердосплавных режущих элементов к различным фрезам.

В недалеком прошлом технология обходилась достаточно дорого, но с применением современного оборудования, в котором импульсный лазер заменили газовым, методика стала более доступной. Оборудование для лазерной сварки или резки также оснащается программным управлением, а при необходимости производится в вакууме или инертной среде
Обработка с помощью резки
Механическая обработка разных типов металлов путем резки также требует специального оборудования. Это более сложный процесс, поэтому и виды станков здесь используются более сложные.
Для цветных металлов, устойчивых к внешнему воздействию и сложно поддающихся деформации, чаще всего для обработки используют специальный лазер, либо метод плазменный обработки, который после появления лазера стал менее актуален.
Видео:
Сегодня механическая обработка металла на станках и линиях производится с помощью волоконного лазера, который состоит из резонатора, световода и специального накачивающего модуля.
Лазерный луч при этом способе воздействия попадает на поверхность металла через специальный световод, сохраняющий энергию луча, за счет чего мощность устройства оказывается достаточной для качественной резки цветных металлов.
С волоконным лазером довольно просто работать – он автоматизирован и отличается высокими качественными характеристиками: помимо резки, обеспечивает охлаждение изделия, а также способен выдерживать высокие мощности и температуры.
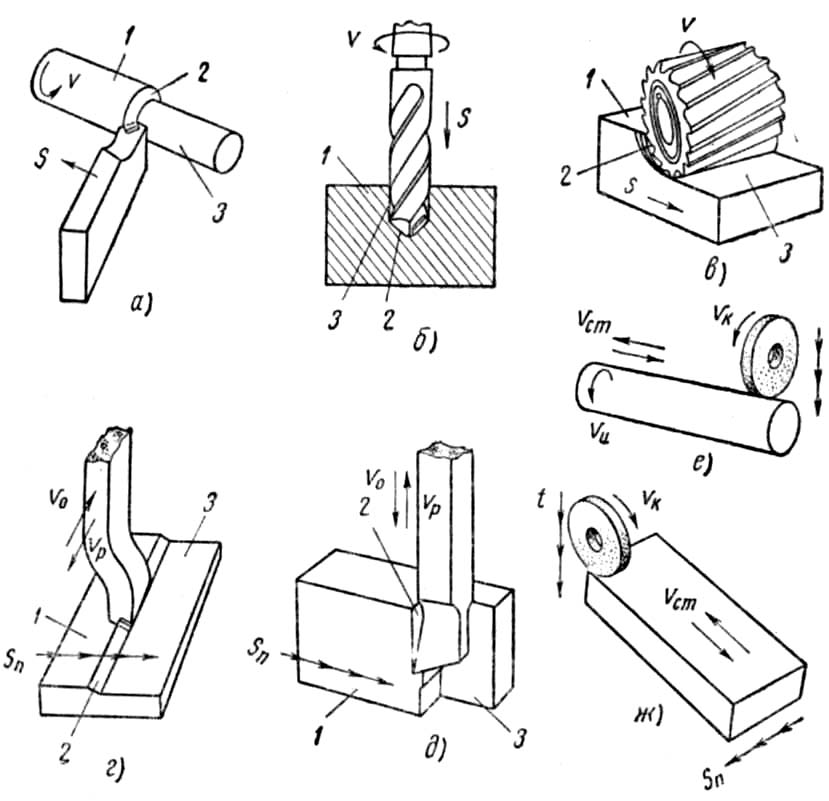
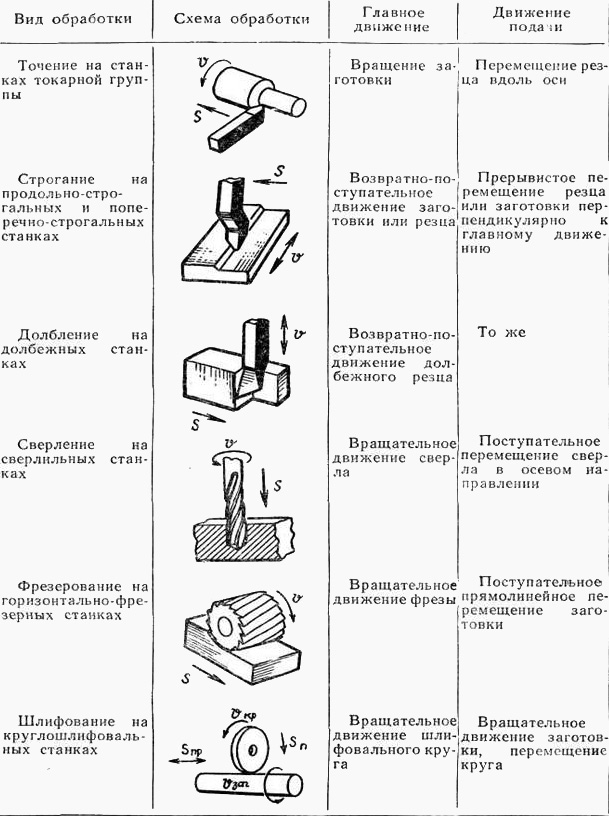
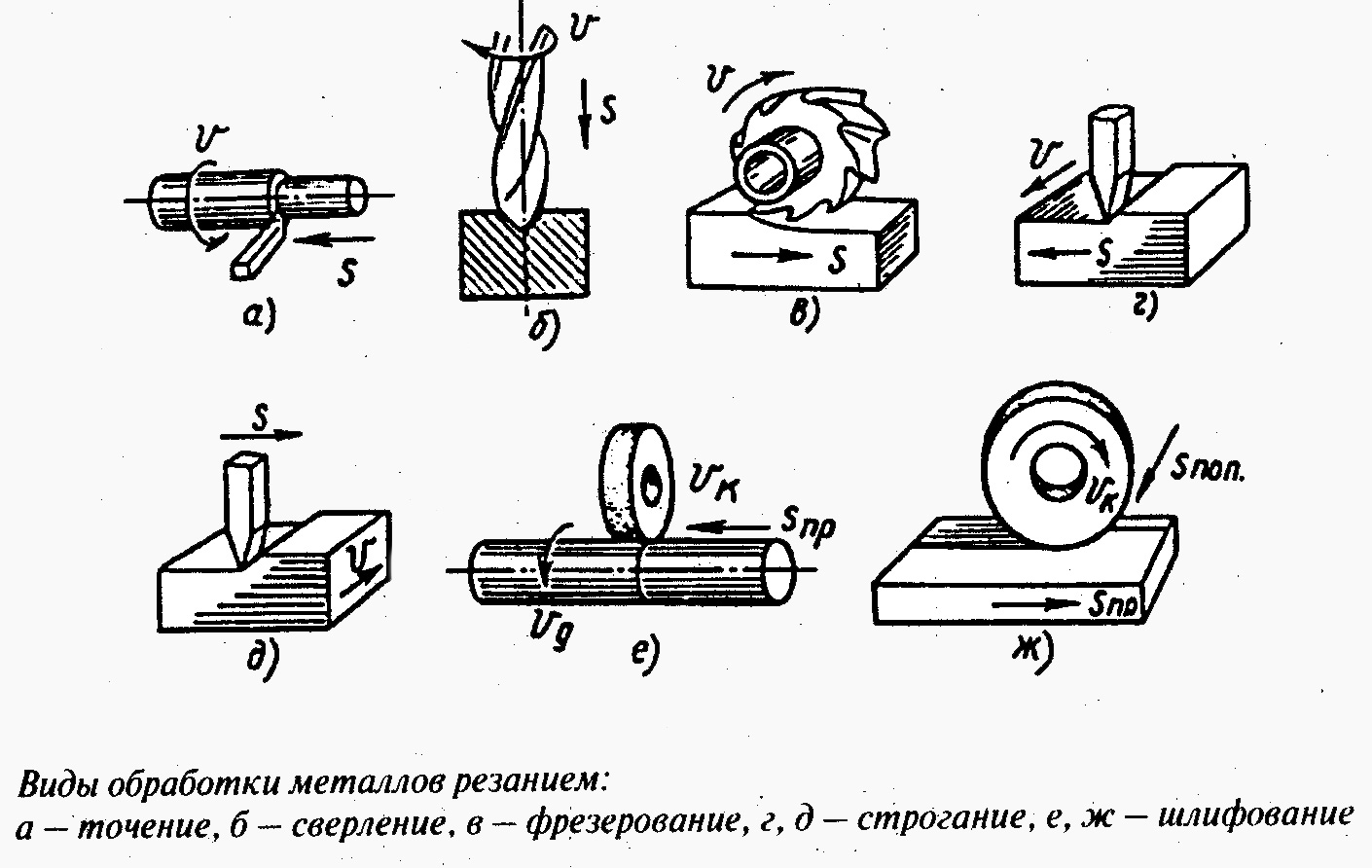
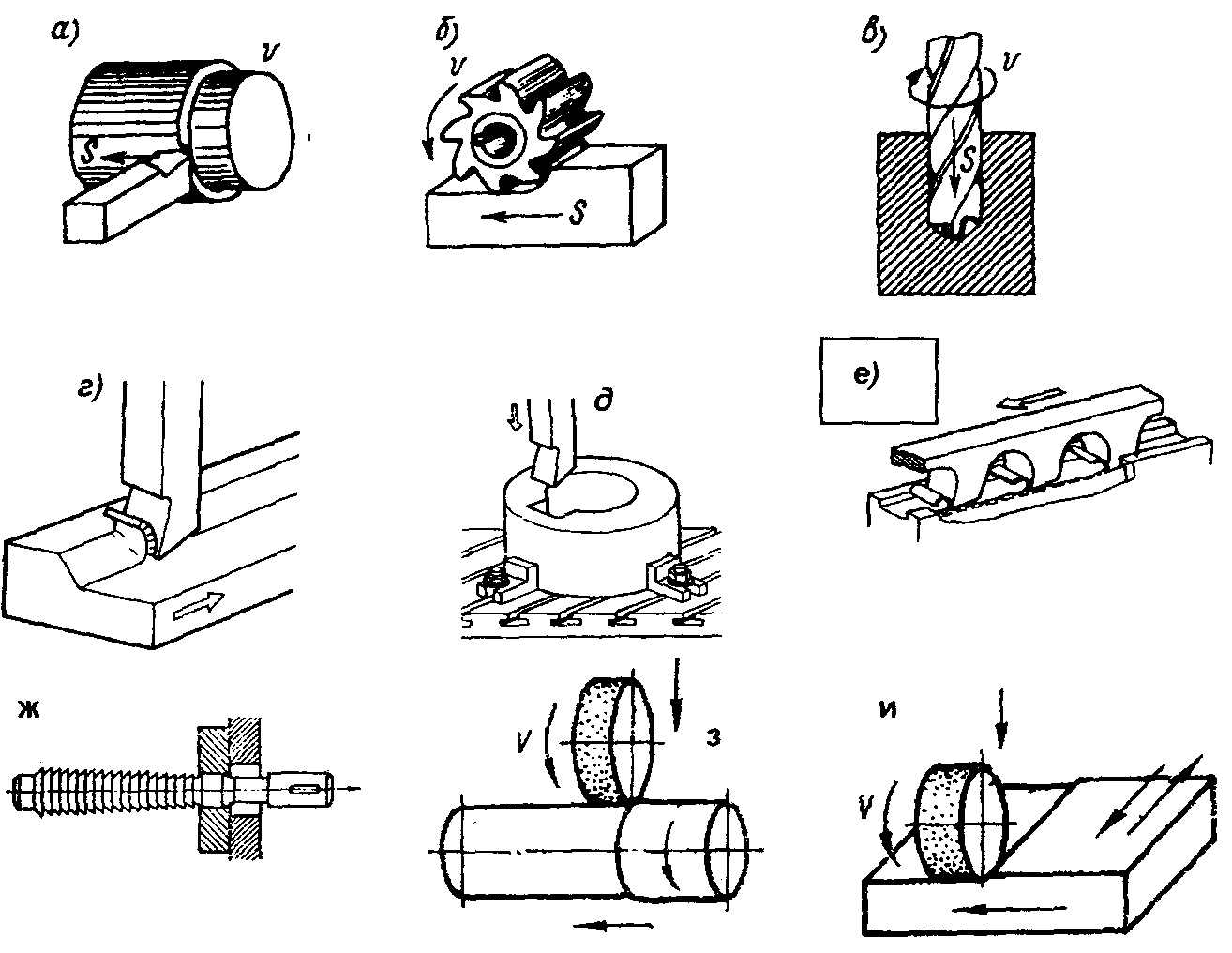
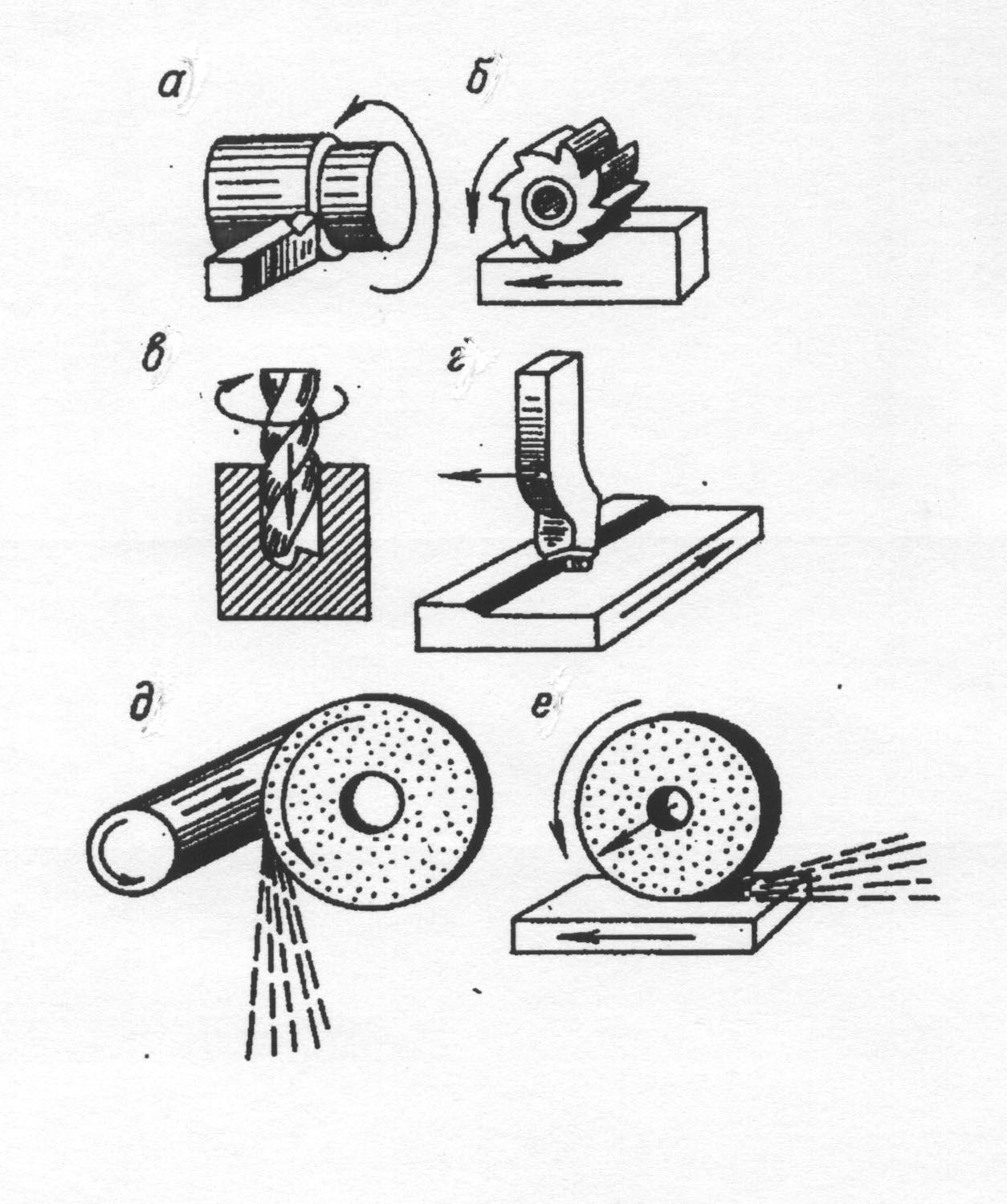
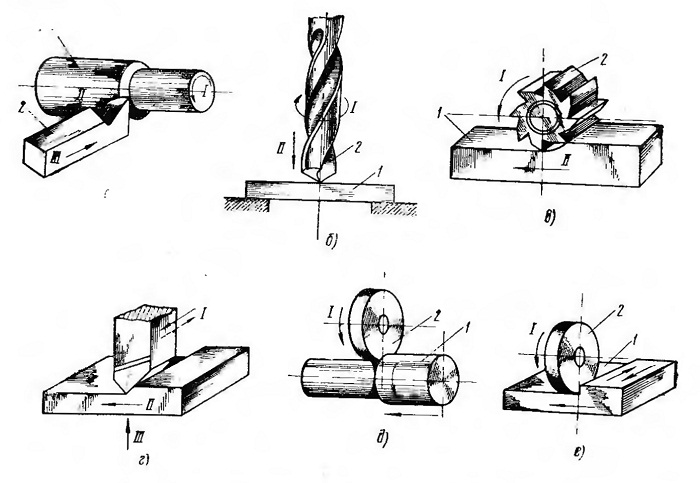
Существуют следующие виды обработки металла путем резки: обточка, сверление, фрезерование, строгание и шлифование.
При обточке материала его изменения минимальны, поскольку эта процедура производится в тех случаях, когда размер заготовки практически соответствует конечному размеру детали.
Сделать обточку можно на оборудовании разного типа: для этого может подойти токарный, сверлильный, шлифовальный и другие виды станков.
Обточку детали чаще всего делают на токарном станке с помощью специального резца, который эффективно снимает лишний слой металла и приводит заготовку к нужному размеру.
С помощью сверления можно сделать в заготовках нужные отверстия, тем самым изменив их форму.
Видео:
https://youtube.com/watch?v=e77bSQCPJiU
Для этого типа обработки подойдет любое оборудование, имеющее сверло и тиски: между ними нужно установить заготовку, сверло будет находить на нее поступательно, и в результате мы получим отверстие нужного нам размера и формы.
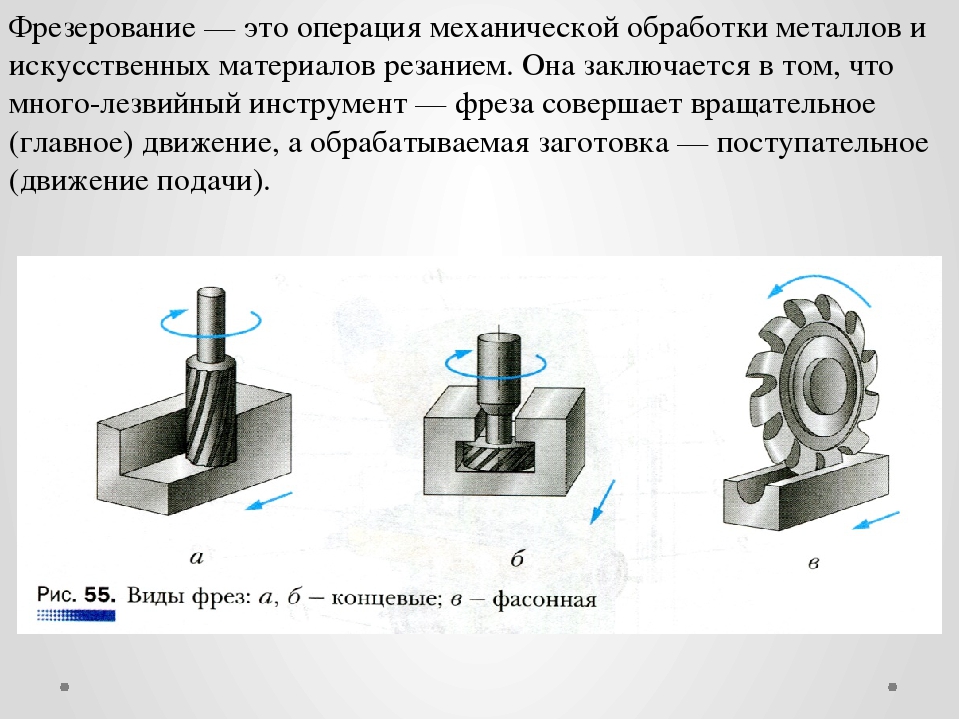
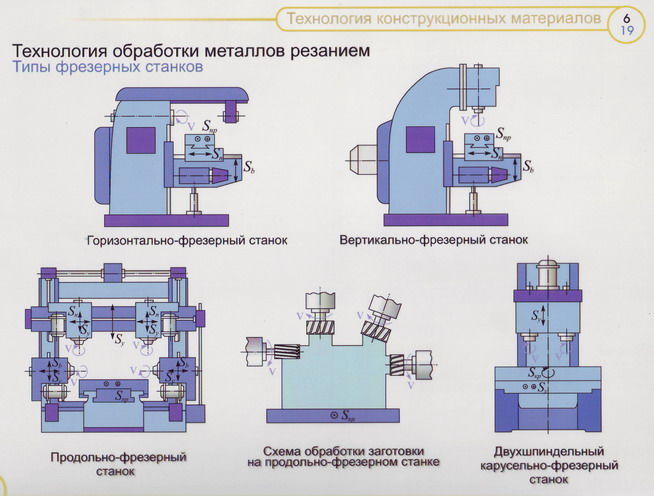
С помощью фрезерования форма детали также изменяется. Это довольно сложный вид обработки, требующий наличия специального оборудования — горизонтально-фрезерного станка.
Обработка заготовки выполняется с помощью фрезы, которая есть на этом устройстве.
Фреза воздействует на заготовку под углом, при этом сама деталь не двигается – до начала работы ее нужно четко зафиксировать на поверхности оборудования.
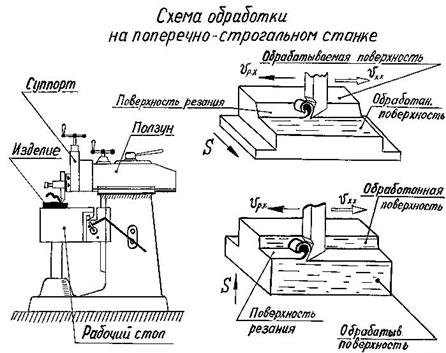
Строгальный метод работы заключается в воздействии на заготовку резца. Для этого процесса требуется специальный строгальный станок, т.к. только он оснащен нужным инструментом.
Это сложный способ обработки цветных металлов, т.к. он требует расчетов холостых и рабочих ходов для правильного выполнения работы.
Последний способ работ с металлом – шлифовальный. Это довольно простой метод, который часто можно выполнить своими руками, если шлифовальный круг есть в наличии.
Для профессиональной же обработки используются специальные шлифовальные станки.
Работа с заготовками из цветных металлов происходит за счет вращательных движений с прямолинейной и круговой подачей. Видео:
Этот способ воздействия используется для получения деталей, имеющих цилиндрическую форму.
Если же обработке подвергается плоская заготовка, то направление подачи может быть только прямым.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Виды термической обработки металлов
Термическое воздействие на материал – это влияние тепла с целью изменения необходимых параметров относительно свойств и структуры твердого вещества. Наиболее часто процесс применяется при производстве разнообразных машинных деталей, причем, на разных стадиях изготовления. Основные виды термической обработки металлов: отжиг, закалка и отпуск. Каждый процесс по-своему влияет на изделие и проводится при разных значениях температурного режима. Дополнительными типами влияния тепла на материал выступают такие операции, как обработка холодом и старение.

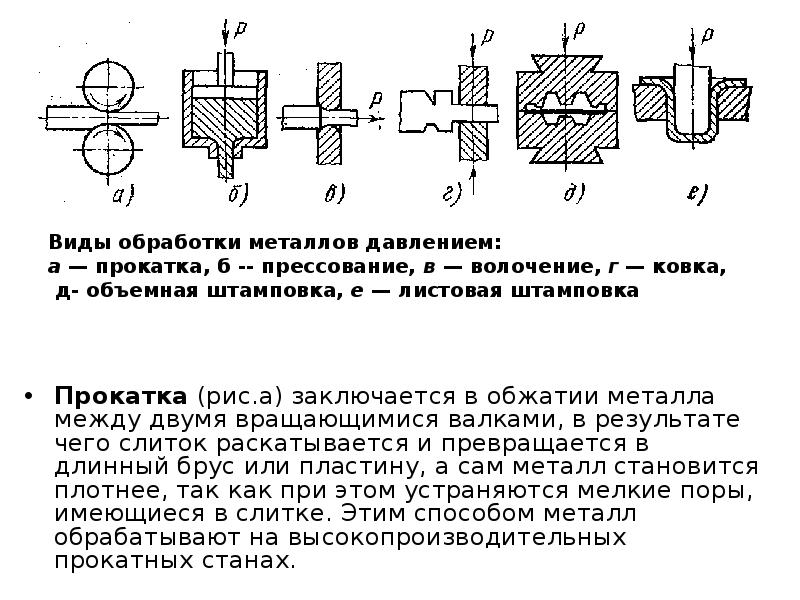
Технологические процессы получения деталей или заготовок посредством силового влияния на обрабатываемую поверхность включают в себя разные виды обработки металлов давлением. Среди этих операций имеется несколько наиболее популярных в использовании. Так, прокатка происходит путем обжатия заготовки между парой вращающихся валков. Валки могут быть разной формы, в зависимости от требований, предъявляемых к детали. При прессовании материал заключается в замкнутую форму, откуда после выдавливается в форму меньших размеров. Волочение – процесс протягивания заготовки через постепенно сужающееся отверстие. Под воздействием давления также производят ковку, объемную и листовую штамповку.






Маркировка станков
Краткие обозначения, состоящие из букв и цифр, указывают на разные технические характеристики, предназначение, производителя агрегатов. Маркировки делятся на две группы:
- Маркировка машин серийного производства. Первая цифра указывает на группу, вторая на тип. Буква, идущая после первых двух цифр, указывает на модернизацию конструкции. Далее обозначается эксплуатационный параметр двумя цифрами. После него указывается тип ЧПУ одной буквой с цифрой. Последняя буква с цифрой обозначают вычислительное устройство ЧПУ.
- Маркировка специализированных установок. Первые две буквы обозначают сокращенное название производителя. После него указывается основной эксплуатационный параметр тремя цифрами. Далее обозначается модификация буквой. Последние буква с цифрой указывают на вычислительное устройство ЧПУ.
После таких маркировок могут добавлять отдельные обозначения, которые указывают на технические характеристики. Более точную расшифровку можно найти в таблицах, присутствующих в интернете.
2 Обработка на токарных станках – виды используемых резцов
Эффективность работы токарных установок зависит от глубины резания, величины продольной подачи изделия для обработки и скорости резки. Именно эти показатели дают возможность достичь:
- повышенного темпа вращения шпинделя станка и непосредственно обработки заготовки;
- достаточную устойчивость инструмента для резки и требуемый уровень его воздействия на деталь;
- максимально допустимый объем стружки, которая образовывается в процессе обработки;
- поддержания поверхности станка в состоянии, необходимом для выполнения токарных работ.
Конкретная скорость резки определяется видом обрабатываемого материала, типом используемых резцов и их качеством. Показатель обточки изделий и скорость резки того или иного станка устанавливают частоту, с которой вращается его шпиндель. Плотность и прочие физические параметры деталей можно узнать из соответствующих таблиц и спецификаций изделий.
Резцы для токарных станков могут быть чистовыми и черновыми. Конкретный их вид определяется характером обработки. Геометрические размеры резцов (точнее – их режущей части) дают возможность работать с малой и большой площадью слоя, поддающегося срезанию. По направлению движения резцы делят на левые и правые. Вторые движутся при работе станка к передней его бабке от задней (то есть, справа налево), первые, соответственно, наоборот – слева направо.
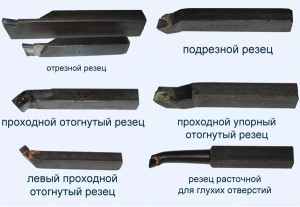
По расположению лезвия и форме резцы подразделяют на:
- оттянутые (у них ширина крепежной части выше ширины резцов);
- прямые;
- отогнутые.
По назначению резцы классифицируют на:
- подрезные;
- проходные;
- канавочные;
- фасонные;
- расточные;
- резьбовые;
- отрезные.
Геометрия конкретного резца оказывает существенное влияние на качество резания и его точность. Производительность обработки на токарных станках повышается в том случае, когда токарь грамотно подбирает геометрию резца. Для этого ему необходимо знать, что означает понятие “углы в плане”. Под таковыми понимают углы между направлением подачи и кромками резца:
- вспомогательный – φ1;
- главный – φ;
- при вершине – ε.

Последний угол зависит от заточки резца, первые два – еще и от его установки. Если главный угол имеет большое значение, стойкость резца уменьшается из-за того, что фактически действует лишь малая часть кромки. При малом его значении резец является более стойким, теплота при обработке отводится более эффективно. Для нежестких тонких изделий обычно выбирают главный угол равный 60–90 градусам, для больших по сечению деталей – 30–45 градусов.
Показатель вспомогательного угла, как правило, равняется 10–30°. Большие его значения не имеют смысла, так как вершина резца будет значительно ослабляться. Для обработки (одновременно) торцовой плоскости и цилиндрической поверхности обычно применяют упорные проходные резцы. Отогнутые и обычные прямые оптимальны для наружных поверхностей заготовки, отрезные – для протачивания канавок и отрезания определенных частей детали, расточные (упорные или сквозные) – для растачивания ранее просверленных с использованием разных видов сверл отверстий.
А вот обработка фасонных поверхностей, у которых образующая линия имеет длину до 40 мм, производится при помощи фасонных резцов:
- круглых, стержневых и призматических по конструкции;
- тангенциальных и радиальных по движению (его направлению) подачи.
Литье как незаменимый процесс металлообработки
Литейное производство представляет собой заливку расплавленного металла внутрь литейной формы, совпадающей с формой изготавливаемой детали. После застывания и охлаждения металла получают фасонную заготовку, называемую отливкой.
Главная задача литья — создавать отливки различной конфигурации, максимально приближенные по форме и размерам к готовой детали. Добиться полного соответствия параметров отливки параметрам готовой детали с помощью литья в настоящее время невозможно.
Форма для литья служит рабочей полостью, в которой формируется отливка в процессе остывания жидкого металла. Это основной рабочий инструмент литейного производства.

Литейные формы классифицируют по их использованию:
- Одноразовые формы. Предназначены для изготовления одного экземпляра отливки. Выполнены, как правило, из кварцевого песка, скрепляемого связующим компонентом.
- Полупостоянные формы. В таких формах отливается до 10 — 20 изделий. Изготовлены они из керамики.
- Постоянные формы. Используются для отливки множества заготовок (от десятков до сотен тысяч экземпляров). Данные формы выполняются из чугуна либо стали.
В качестве материала для отливок используются различные черные и цветные металлы: сталь, чугун, сплавы алюминия, магния, цинка. Металл или сплав выбирается исходя из требуемых от заготовки технических и технологических характеристик. Самым распространенным материалом для процесса отливки считается чугун благодаря своей дешевизне, низкой температуре плавления, хорошим литейным качествам.
Литье используется при производстве различной металлической продукции. Из отливок изготавливают элементы металлообрабатывающего производства (например, станины для станков), блоки цилиндров для автомобильных и тракторных двигателей, поршни и их элементы, радиаторы отопления и т. п.
Способы промышленной обработки металла
Обработка металла человеком осуществляются более пяти тысяч лет. На заре кузнечного дела использовались мягкие металлы, которые легко было обрабатывать. В ювелирном деле с давних времен использовали золото и серебро, а для создания орудий труда и качественного оружия применяли медь, и значительно позже стали обрабатывать железо как более трудоемкий материал.

Способы промышленной обработки металла
В основном обработка металла была низкокачественной и очень небольшой по объему производства. Но с каждым десятилетием потребность в качественном металле стремительно возрастала и к началу двадцатого века объем плавки металла достиг двадцать восемь миллионов тонн. С развитием промышленного производства, кроме выплавки черного металла, нарастает потребность в добыче редких металлов, такие как медь, алюминий, титан, цинк, вольфрам и другие.
Для получения металла с необходимым химическим и физическим составом применяется два основных метода.
- Первый метод предусматривает получение металла с нужными характеристиками из исходных материалов.
- Второй метод позволяет получать необходимую форму в пластическом состоянии не изменяя химические свойства материала.
Выделяют следующие технологические процессы обработки металла: прессовка, ковка, волочение, штамповка и прокат. При таких методах пластической обработки металлу придают не только нужную форму и размер, но и значительно повышают механические характеристики детали.

Технологические процессы обработки металла
Важнейший метод обработки металла безусловно является прокатка и составляет 80% от всего выплавляемого металла и каждый год выпуск прокатной стали увеличивается, расширяется ассортимент и улучшается качество продукции. Прокаткой металла производят крупные изделия для промышленного использования в строительстве и машиностроении, а также получают различные заготовки (листовая сталь, прутья) для дальнейшей обработки другими видами – штамповкой или ковкой.

Прокатка металла
Для штампованной ковки зачастую применяют катаные заготовки. Для волочения используют металл полученный на проволочных станках. Одним из важнейших фактов производства прокатной стали является принцип непрерывности процесса и автоматизации технологических операций. Для улучшения характеристик продуктов проката используется термическая обработка, лужение, легирование и покрытие защитными слоями.
В современном мире обработки металла все большее значение имеют процессы прессования – холодная высадка, объемная штамповка, выдавливание, которые позволяют изготавливать заготовки самой сложной формы даже из металлов, которые плохо подвергаются деформации. Отличительной особенностью обработки металла давлением является достаточно низкая энергоемкость и небольшая потеря металла.

Объемная штамповка металла
Для увеличения объемов производства, удешевления и улучшения качества продукции металлообработки внедряют специализированные штампы, улучшают механизмы автоматических транспортных и кузнечных операций, применяется технологии индукционного и контактного электронагрева заготовок, создаются цеха по изготовлению универсальных и узкоспециализированных деталей что позволяет создавать автоматические и поточные конвейерные ленты.
Научный подход к пластической обработке металлов позволяет просчитать экономическую эффективность, определить наиболее рациональные условия для получения качественных изделий, а также выбрать оптимальные режимы технологических процессов, а также необходимое оборудование.
Shares
Особенности эксплуатации оборудования на производстве и в домашних условиях
Существуют правила использования промышленного оборудования. В них указывается как работать со станком, как за ним ухаживать, как чинить. Работая в домашних условиях рекомендуется:
- позаботиться о системе вентиляции;
- использовать защитные очки, перчатки;
- хранить в мастерской огнетушитель;
- протирать рабочее место от огнеопасных жидкостей;
- проверять заточку режущих кромок;
- очищать подвижные механизмы после работы на оборудовании, смазывать их моторным маслом.
Ломающиеся элементы нужно сразу заменять, чтобы не вывести из строя остальные детали.
Оборудование для металлообработки представлено разными конструкциями и механизмами, с помощью которых можно выполнять различные технологические операции
Важно понимать, как правильно работать на определённых станках, чтобы не портить заготовки
Методы резки металла
Резанием называется обработка с помощью специальных устройств разного рода. Тяжело обрабатывать цветные металлы. Поэтому в современных производствах применяется лазерная технология.

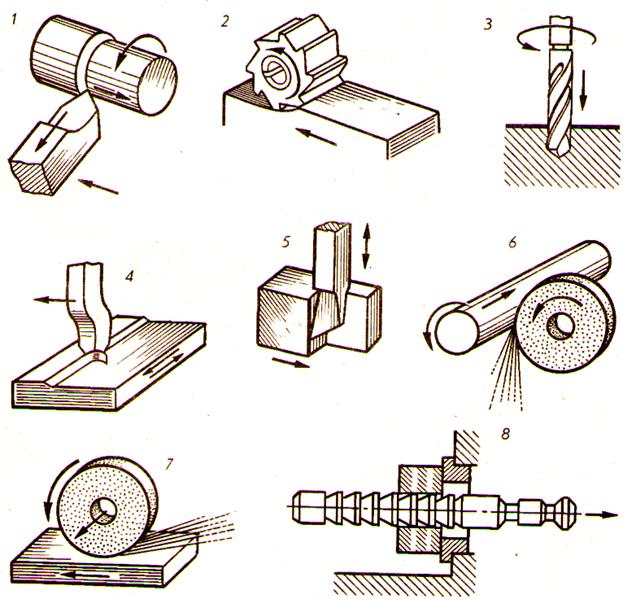
Основные разновидности резки металла:
- обточка;
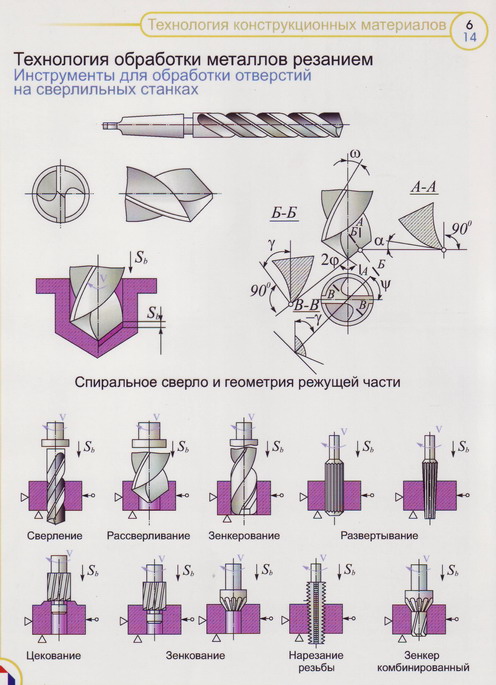
- сверление — воздействие при помощи сверла, вращающегося вокруг своей оси;
- строгание — воздействие резцом, который двигает вперед и назад при этом заготовка надежно закреплена;
- шлифование — обработка при помощи вращающимся абразивным материалом.
Обточка применяется, если нет необходимости изменять размер детали. При сверлении в заготовке получает отверстия различного диаметра. Для этого технологического процесса необходимо сверло нужно диаметра, а также тиски, которые будут фиксировать заготовку.
Завершающий этап механического воздействия практически любого изделия — шлифование металла. Данный процесс позволяет придать заготовке гладкую поверхность и снять лишний слой. Специальные устройства для данного вида деятельности не нужны. Достаточно использовать шлифовальный круг.

Для различных видов воздействия механикой можно использовать как ручные станки, так и полностью автоматические. Первый вариант чаще всего подходит для небольших мастерских и индивидуальных мастеров. А крупные центры по металлообработке и изготовлению различных деталей предпочитают использовать крупные современные станки с автоматическим и полуавтоматическим режимом управления. На таком оборудовании намного выше класс точности и выше производительность.
Механическая обработка металла — основа любого металлургического производства. Для придания формы и необходимых габаритов применяются самые различные способы механической обработки.
Среди наиболее древних — ковка. Сейчас она уже уступает место холодной штамповке, но и применение молота и наковальни после предварительного разогрева материала, не уходит в прошлое. Но есть и другие методы механической обработки. Все из них требуют изготовления технологической карты с последующим чертежом
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
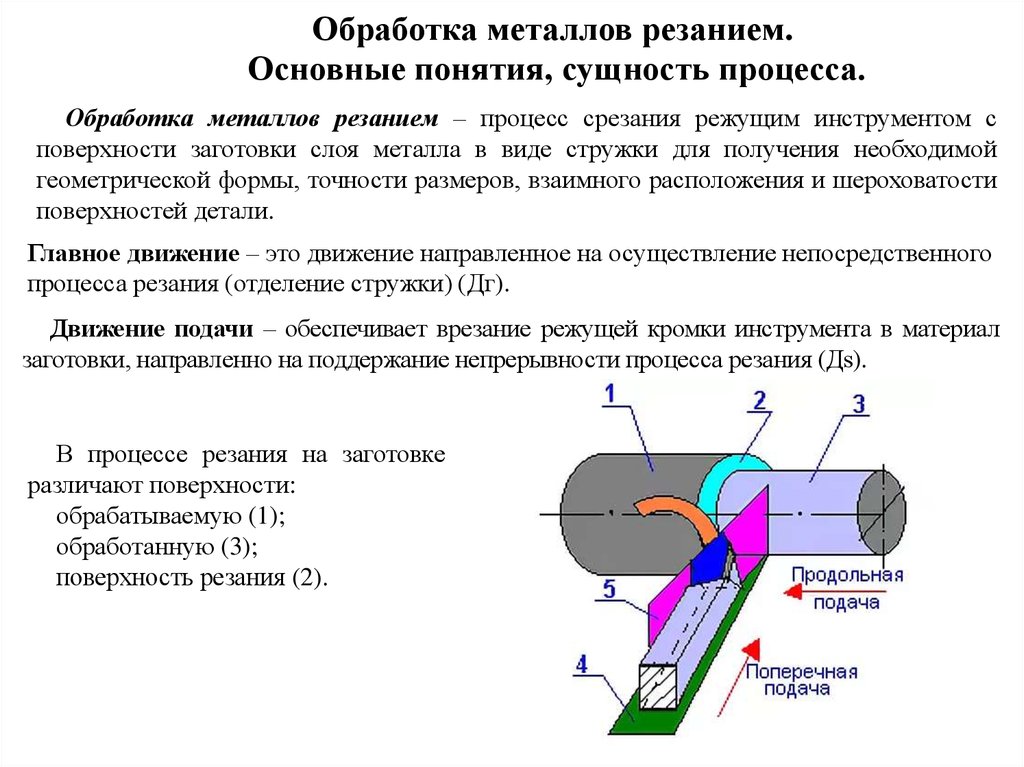
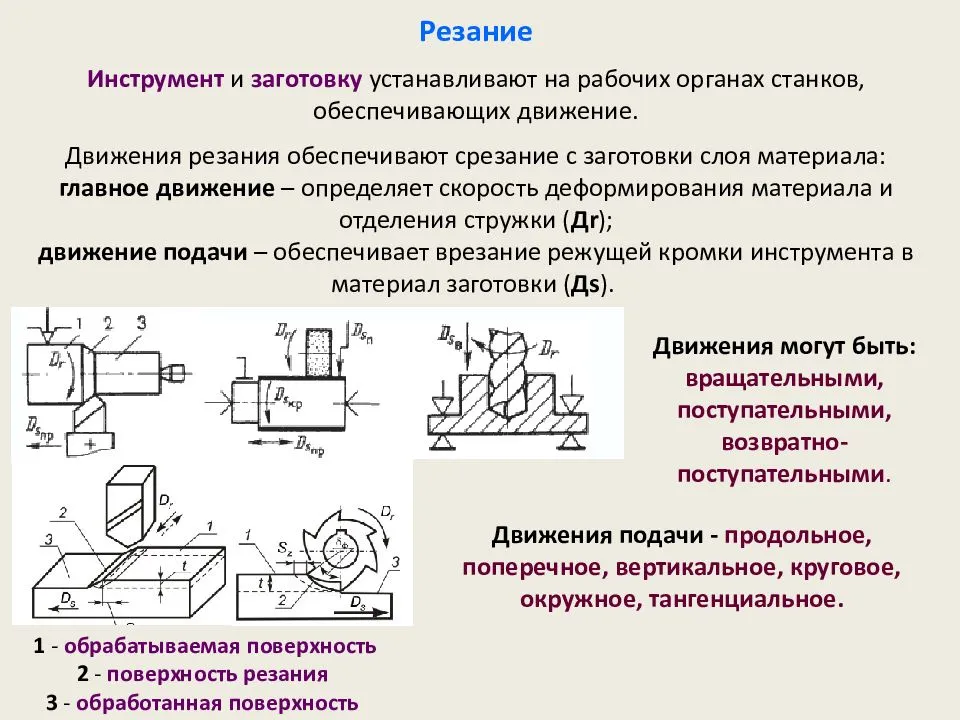
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Используемое оборудование
Механообработка применяется на специализированных предприятиях, обеспеченных достаточным количеством производственных площадей и необходимого оборудования.
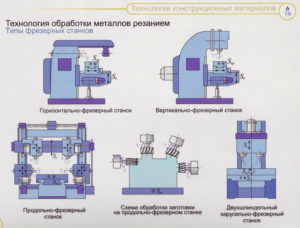
Для снятия поверхностных слоев изделие обрабатывается на токарном станке и фрезерных установках. Наиболее востребованными среди них являются:
- токарные центры с ЧПУ;
- вертикально-фрезерные станки.


Новые модели рабочих приспособлений позволяют соблюдать высокую точность геометрии и шероховатость поверхности.
Оборудование, позволяющее обрабатывать материал механическим способом, представлено в широком разнообразии. Каждое предприятие самостоятельно принимает решение о необходимости приобретения того или иного устройства. Например, на некоторых производствах установлены карусельные станки, способные обрабатывать изделия до 9 метров в диаметре.
 К числу стандартного оборудования, которым укомплектовывается любое предприятие, обрабатывающие металлические изделия механическим способом, относятся следующие устройства:
К числу стандартного оборудования, которым укомплектовывается любое предприятие, обрабатывающие металлические изделия механическим способом, относятся следующие устройства:
- фрезерные;
- зубофрезерные;
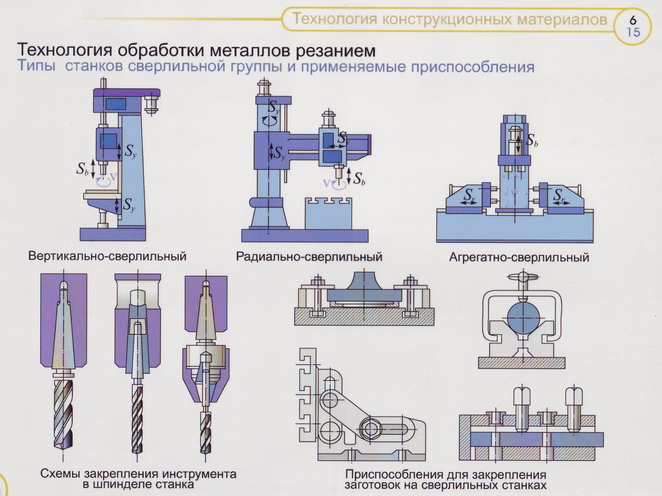
- радиально-сверлильные;
- горизонтально-сверлильные;
- вертикально-сверлильные.
Сварка под флюсом
При воздействии на область сваривания воздуха происходит окисление. Это естественный процесс, но он мешает образованию прочного соединения. В электродуговых аппаратах применяют электроды со специальной обсыпкой. Помимо этого, активно применяется технология с подачей инертного газа. Но максимальное качество можно получить только при применении флюса. Это гранулированный порошок, который при нагревании плавится и служит защитой для процессов, происходящих под образованной пленкой. Затем вещество остается в виде шлака, который легко снимается со шва привычным способом, шлифовкой.

Рисунок 6 — Обработка детали на станке.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.



Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки
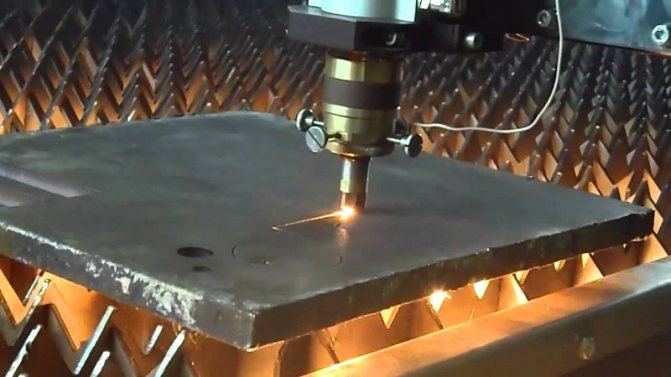
- Лазерная. Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
Лазерная резка
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Шлифование и фрезерование
Фрезерование — довольно занятная методика обработки металлических сплавов. Эта операция осуществляется с помощью фрез на специальном оборудовании. Принято различать торцевую, фасонную, периферийную и концевую обработку. А также фрезерование бывает получистовым, чистовым и черновыми. С применением фрез делаются всевозможные колодцы, канавки, шпонки, профиля и подсечки.
Шлифование же представляет собой уникальную процедуру, которая предназначена для увеличения качества поверхности и удаления лишнего металлического слоя. Такая мехобработка, как правило, осуществляется на финальной стадии производства детали, то есть она является чистовой. При этом применяются абразивные круги, поверхность которых усеяна множеством режущих зерен и абразивных частичек. В процессе работы заготовка подвергается сильному нагреву, потому мастера используют специальные жидкости для охлаждения и смазки.
Так специалистам удается предотвратить нежелательную деформацию или надкол обрабатываемого материала при работе. Мехобработка цветных металлических сплавов производится с применением приспособлений с алмазными рабочими элементами. Это позволяет добиться максимального качества создаваемого элемента.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ: Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.

Дуговая сварка
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Механическая обработка
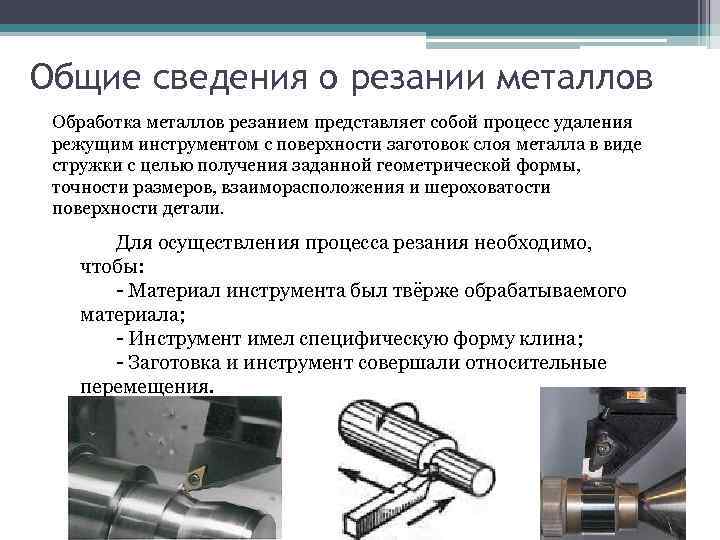
Метод механической обработки основан на резании или срезании фрагментов с поверхности металла, для придания ему нужных форм и размеров. Механическая обработка условно делится на резку (вытачивание) и абразивную зачистку. Резка – совокупность процессов, в ходе осуществления которых заготовка доводится до заданной геометрии путем удаления излишков материала при помощи различных видов инструментов. Данные процессы могут включать:
- фрезерование – формование поверхностей с помощью фрезерного станка;
- сверление – изготовление отверстий в металле с помощью специальных сверл;
- резку – разделение материала на куски необходимых размеров;
- токарная обработка – ротационная обработка с использованием токарных инструментов.
- Абразивная обработка – шлифование и полировка поверхности металла при помощи устройств, работающих с абразивными лентами или шлифовальными кругами.
Оборудование для обработки металлов на выставке
Поскольку рассматриваемая сфера включает в себя большое количество процессов и методик, ассортимент оборудования, используемого для их реализации, чрезвычайно широк
Причем, выбирая оборудование для металлообработки, важно отдавать предпочтение продукции известных и хорошо себя зарекомендовавших производителей
Узнать же больше о данной сфере, ознакомиться с классическими моделями и новинками оборудования, а также наладить полезные связи вам поможет специализированная международная выставка « Металлообработка». Это мероприятие проводится в московском ЦВК «Экспоцентр» ежегодно. Особенно интересным оно будет для работников данной сферы, научных сотрудников, предпринимателей.
Плазменная обработка металловОсновные способы обработки металлов давлениемКлассы чистоты обработки поверхности





