

Как точить сверла по металлу на наждаке по правилам

Предположим, что вы научились выдерживать все заданные углы. Но не стоит забывать, что при работе надо соблюдать некоторые нюансы:
Исключить отсутствие вибрации
Любой дребезг приводит к образованию микросколов, которые невидимы глазу, но сильно влияют на качество исполнения.
Абсолютно важно – не перегревать инструмент. Для этого необходимо постоянно контролировать степень прижатия и время контакта, а также периодически охлаждать в воде.
Появление любых видимых изменений цвета тела недопустимо (возможны как разного оттенка синего, так и красные, оранжевые тона в зависимости от обрабатываемого материала). При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению
Благодаря высоким оборотам при неосторожном воздействии возможны разрушения наждака с разлетом осколков. А это уже чревато серьезными травмами
Будьте бдительны!
Самостоятельная заточка

Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Долгий срок службы конических свёрл предполагает необходимость периодической перезаточки. В домашних условиях проще всего ей поддаются свёрла с прямолинейной поступательной канавкой. Вручную это делают, пользуясь абразивными стержнями, алмазными брусками для ножей или наждачной бумагой.
Особенности конструкции и принцип работы устройства
Функциональная приставка для заточки сверл имеет определенную конструкцию из пластикового корпуса, внутренняя часть которого оснащена вращающимся наждачным кругом. Он имеет специальную форму, которая формирует на рабочих частях режущих инструментов требуемые углы заточки. В действие наждачный круг насадки приводится благодаря вращению вала электродрели, с которым его соединяет специальная муфта.
Многие современные модели точильного круга для дрели оснащаются торцевыми крышками на корпусе, на которых выполнено несколько отверстий с разным диаметром (от 3,5-10 мм). В них вставляется рабочий инструмент, который необходимо заточить, под определенным углом. Правильное положение инструмента, затачиваемой поверхности и угла обеспечивается самой конструкцией насадки.
Затачивание сверлильных инструментов, посредством насадки, выполняют согласно таких принципов:
- приспособления, режущая часть которых нуждается в заточке, устанавливаются в отверстия соответствующего диаметра на насадке;
- электродрель приводится в действие, что способствует вращению наждачного круга. Таким образом происходит затачивание только одной стороны инструмента;
- дрель останавливается, сверло проворачивают на 180 градусов и по аналогичному принципу затачивают вторую режущую кромку.
Подобная точилка для сверл на дрель, может обладать и более простой конструкцией, на которой не предусмотрено наличие крышки и отверстий, являющихся кондуктором. Использовать такие насадки довольно непросто, они неудобны, поскольку приходится держать затачиваемое изделие в правильном положении, а также необходимо выдерживать соответствующие углы на режущей кромке.
Устройство для электродрели, применяемое для затачивания сверл, можно сделать своими руками, что довольно часто встречается среди многих домашних мастеров. Строение конструкции самодельной насадки для заточки сверл практически идентично с устройством любой серийной модели. Для ее изготовления необходимо предусмотреть следующие конструктивные элементы:
- наличие корпуса для приспособления. Лучше всего, чтобы он был металлическим;
- наличие монтажного кольца или муфты, позволяющих обеспечить соединение с между дрелью и рабочим органом насадки на крутящем моменте;
- наждачного круга, его рабочая поверхность должна обладать конусной формой. Сделать это можно посредством токарной операции на станке;
- наличие крепежных элементов для точильного круга;
- наличие верхней крышки, которая будет являться редуктором, обеспечивающим удобное и правильное положение инструмента в процессе затачивания.
Помимо насадок на дрель, которые используются для заточки сверл, на современном рынке существуют устройства, которые позволяют восстановить геометрические параметры на других видах режущих инструментов. К ним можно отнести:
- приспособления, которые затачивают дисковые пилы;
- насадка на дрель, используемая для заточки лезвий ножей, режущих элементов рубанка, стамески и прочих подобных приспособлений.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
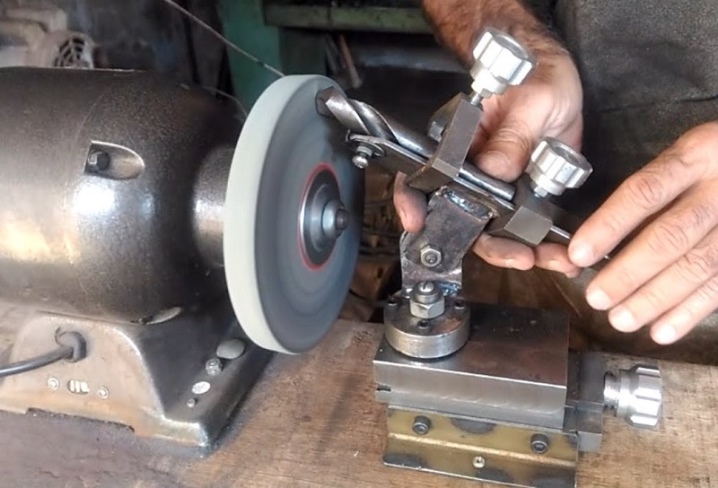
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.







Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
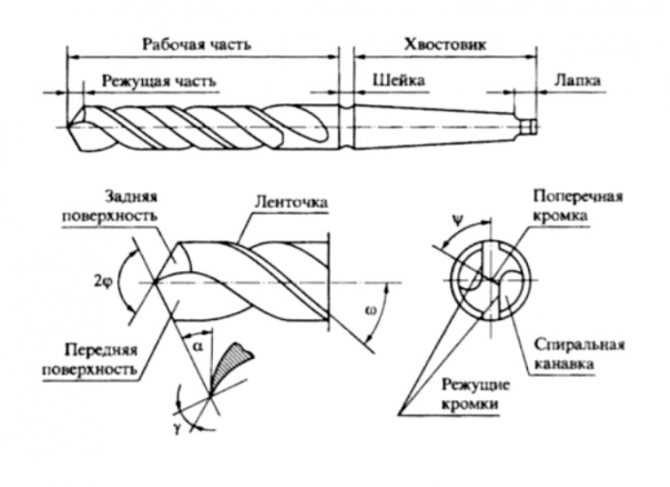
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Как заточить ступенчатое сверло своими руками
Длительное использование буравчика приводит к тому, что оно становится тупым. Это вызывает необходимость в обладании информации о том, как его правильно заточить. Несмотря на то, что это нелегкая процедура, при наличии достоверной информации и навыков все получится.
Процедура заточки конусного сверла требует соблюдения такой последовательности действий:
- закрепить буравчик при помощи тисков;
- установить на болгарке точильный круг;
- соблюдая аккуратность, заточить режущие стороны, которые подверглись повреждению.
Известно несколько вариантов заточки ступенчатого сверла. Например:
- Одноплоскостная. Посредством этого вида заточки выполняется заточка инструментов, толщина которых не превышает 3 мм. В процессе заточки рекомендуется приложить инструмент к заточному кругу, перемещая буравчик вдоль круга. Стоит отметить, что использование этого вида заточки может привести к небольшому повреждению режущей кромки сверла.
- Коническая. Рекомендуется применять для заточки буравчиков длиной от 3 мм и больше. В процессе работы рекомендуется легко прижать сверло к кругу и аккуратно перемещать его по рабочей поверхности.
- Доводка. Используется для исправления небольших погрешностей и неточностей, возникших после заточки. Для работы следует брать мягкий заточной камень.
Самостоятельная заточка ступенчатых буравчиков требует отличного освещения, зрения и аккуратности.
Способы затачивания
В столярных мастерских используют заточные станки для сверл. Профессиональное оборудование точное и позволяет быстро восстановить режущую способность. Однако стоимость хороших станков достаточно высокая – 90–200 тыс. руб.
В домашних условиях вместо заточных станков используют болгарку, наждак или специальную насадку на дрель. Все три способа относительно легкие и позволяют заточить спиральные сверла за несколько минут.
Опытные мастера способны выдерживать нужный угол заточки «на глаз». Новичкам это сделать сложно – им рекомендуется изготовить специальное приспособление из подручных предметов. Например, из подходящего по размеру болта, гайки и мощного магнита, металлических уголков, деревянного бруска:
Как минимум, следует нанести на подручник наждака (в крайнем случае, стол) линию под нужным углом. Воспользуйтесь транспортиром.
Заточка на точильном круге
Наждачный станок, оснащенный точильным кругом, – универсальное устройство. При его наличии заточка сверл займет несколько минут.
Что нужно делать:
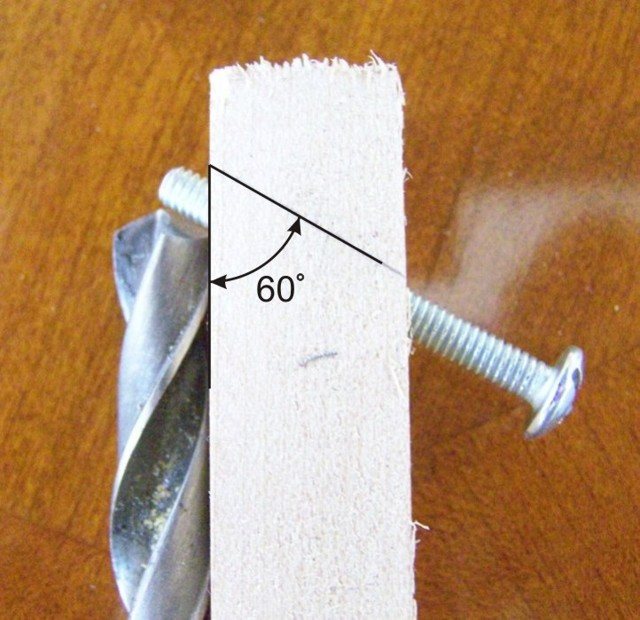
Расположите сверло под углом 60 градусов относительно плоскости точильного круга. Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.
- Если сверло крупное, сильно повреждено, источено, следует воспользоваться сначала грубым точилом по металлу, а затем мягким. В остальных случаях можно использовать только один круг – для тонкой заточки.
- Положите левую руку с инструментом на подручник. Зафиксируйте сверло большим пальцем. Правой рукой возьмитесь за хвостовик.
- Включите наждак. Аккуратно придвиньте сверло. Прижмите режущую кромку к поверхности круга и плавно подвиньте кончик вверх, опуская хвостовик. Выполняя скользящие движения, сохраняйте угол 60 градусов и не ослабляйте нажим.
- Поверните сверло на 180 градусов. Расположите его аналогичным образом (см. п. 1) и выполните заточку (п. 4). Главная задача – сделать задние поверхности ровными и с одинаковым наклоном.
- Продолжайте затачивать инструмент равномерно с обеих сторон до тех пор, пока режущие кромки не станут острыми.
- Проверьте, симметричны ли кромки. При необходимости откорректируйте их длину.
- Уменьшите перемычку, если она слишком широкая. Это поможет уменьшить сопротивление при резке металла.
Заточка на болгарке
Использовать болгарку нужно только в крайних случаях. Будучи подвижной, она может стать причиной травм. Во избежание неприятных ситуаций инструмент рекомендуется надежно закрепить на листе фанеры или вставить в тиски. Также любители изготавливают специальные приспособления для направления и удерживания сверл под определенным углом. Они крепятся к болгарке. В результате получается удобный и эффективный станок для заточки.
Для заточки на болгарку устанавливается абразивный круг. Дальнейший ход работы точно такой же, как и при использовании точильного станка:
- Сверло устанавливается под нужным углом к абразивному диску.
- Стачивается задняя поверхность одного зуба, затем второго.
- Корректируется длина режущих кромок.
- Затачивается перемычка.
С помощью насадки на дрель
Мастера, которые хотят облегчить себе работу по затачиванию сверл, используют специальную насадку на дрель. Приспособление имеет вид патрона. Внутри находится наждачный камень особой формы с предустановленным углом 118 градусов. Также на насадке располагаются 15 отверстий для спиральных сверл разного диаметра (3,5–10 мм). При включении камень вращается и затачивает инструмент. Средняя стоимость насадки составляет 800 руб. (SPARTA 912305).
Рекомендуем: Как заменить батарейку в часах – настенных, настольных, наручных?
Для затачивания необходимо:
- Установить насадку на дрель.
- Вставить сверло в отверстие насадки соответствующего диаметра до упора.
- Включить электродрель на 20–30 секунд.
Несмотря на очевидные преимущества насадки – простоту и удобство использования, – у способа имеются минусы:
- С помощью приспособления получится заточить только слегка затупившиеся инструменты без серьезных повреждений.
- Насадку можно присоединить к дрели с диаметром шейки 43 мм, а заточку производить только под одним углом – 118 градусов. Для сверл по дереву, цветному металлу насадка не подходит.
Простейшие приспособления для затачивания сверл
Многие мастера при заточке сверлильного инструмента по металлу используют универсальное приспособление, чертёж которого приводится ниже. Он состоит из таких основных частей:
- вала;
- сверлильного патрона;
- транспортира;
- роликовых направляющих (салазки).
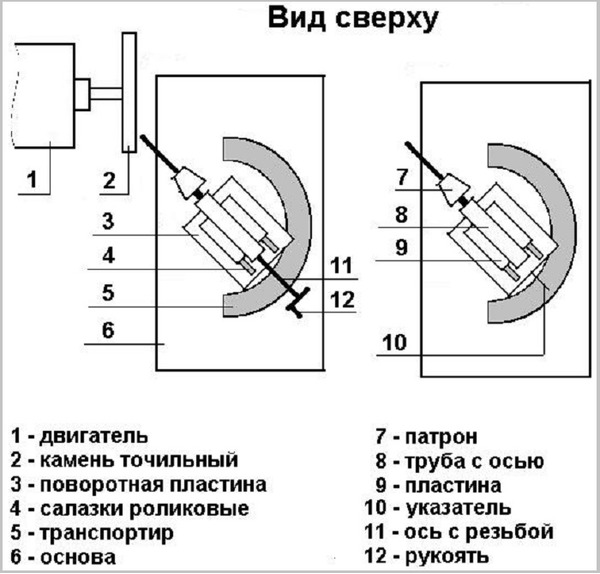
Основную подложку изготавливают из прочного материала и делают достаточно широкой. На подложку приклеивают транспортир. В качестве оси для поворотной оси служит болт, вставленный в высверленное отверстие. На основную подложку устанавливают пластину, размещённую на роликовых салазках. Также на подложку прикрепляют трубу c патроном на оси. В качестве механизма для подачи используют ось c резьбой, чтобы передвигать пластину взад/вперед.







Указатель-ограничитель, изготовленный из транспортира, размещают в нижней части описанной поворотной пластины. Это устройство выполняет функцию фиксированного поворота приспособления на требуемый угол, а также его фиксации.
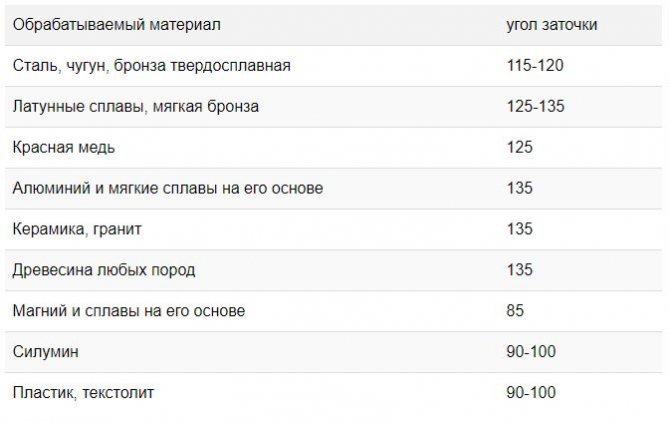
Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.
Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.
При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Виды точильных станков
Есть много видов бытовых заточных станков, которые используются в зависимости от потребностей. Профессиональные модели имеют более сложные конструкционные механизмы, но они используются намного реже, чем простые модели (они практически есть у каждого домашнего мастера).
Профессиональный точильный станок
Главные требования точильных станков – это удобство и простота при эксплуатации, при этом их надежность должна быть на высоком уровне. Большинство производителей стараются сделать приспособления для заточки более функциональными и универсальными.
Но, исходя из разнообразия инструментов, которые поддаются заточке – 100% универсальности добиться довольно накладно.
Поэтому большинство универсальных заточных станков предназначаются для обработки таких комплектующих, как:
- пилы дискового типа;
- пилы ленточного типа;
- резцы для токарного станка;
- ножи (разделочные или охотничьи);
- фрезы;
- сверла.
Сверла
Категории станков
На практике универсальные заточные станки могут разделяться на определённые категории.
Исходя из принципа приводного механизма:
- ручные устройства;
- механические, оснащены двигателем.
Исходя из количества операций, которые выполняет устройство:
- узконаправленные;
- регулируемые.
Каждые конкретные бытовые типы оборудования могут обладать индивидуальными регулировочными приспособлениями
Это важно учитывать во время выбора инструмента для дальнейших работ
Показатели качества обработки торца лезвия, независимо стамеска это или резец – все зависит от выбираемого абразивного круга. Стоит заметить, что каждый тип металла требует индивидуального подбора зернистости абразивного круга, который также имеет свои параметры.
Универсальный заточной станок MR-600
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
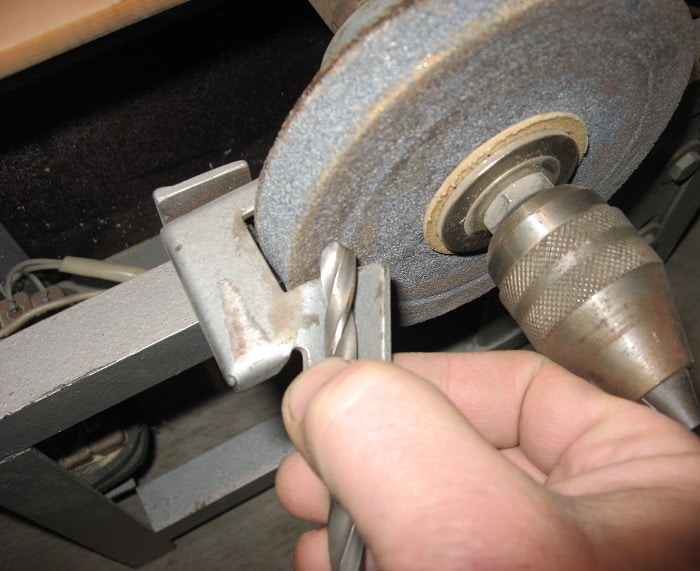
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
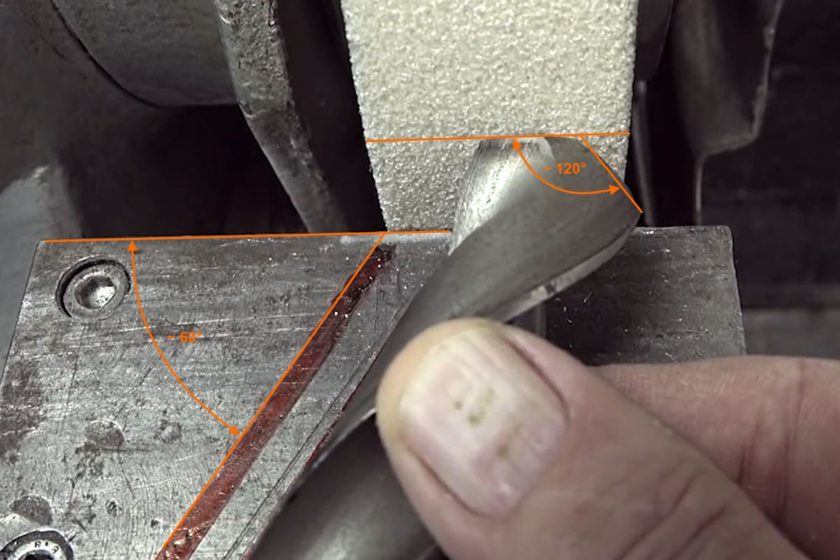
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.









По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
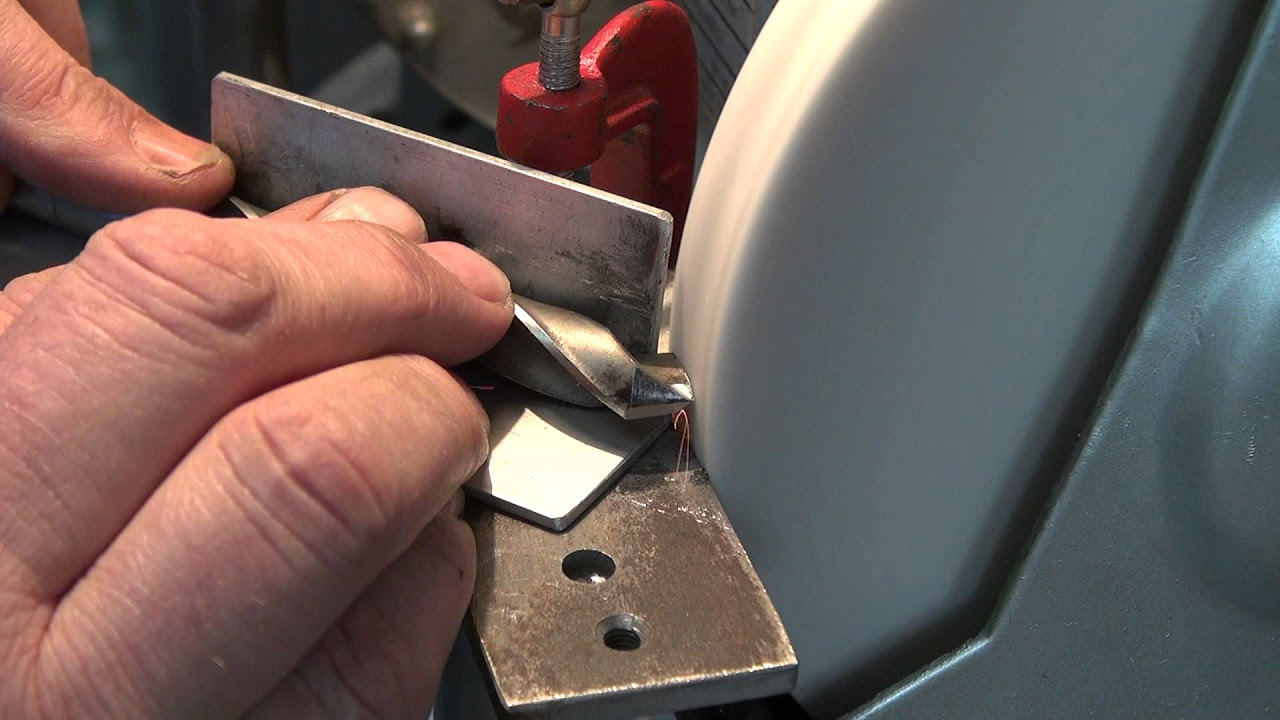
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.





